
Abstract
The tyre industry is the largest rubber user globally and it uses reinforcing fillers like carbon black and silica to improve mechanical properties. Sustainable alternatives, such as biobased lignin, are needed. In this study, kraft lignin is mixed with polybutadiene rubber at different temperatures to achieve various dispersion rates. Lignin dispersion is measured from polished samples using scanning electron microscopy, and mechanical properties and abrasion resistance are tested. Results show that improved lignin dispersion enhances mechanical properties and abrasion resistance significantly, as the best dispersed compound have 89% smaller abrasion loss than the poorly dispersed compounds. However, the results of the lignin compounds are still poorer than the ones reinforced with carbon black. Abrasion surface analysis reveals poor rubber-filler interaction, with lignin particles leaving holes in the rubber matrix. Better dispersion reduces wear rate and surface roughness. Highly dispersed lignin can reinforce polybutadiene rubber, however lower mixing temperatures are needed to avoid negative effects on elongation at break. Improved rubber-filler interaction could further enhance lignin's reinforcing effect.
Introduction
Most of the produced natural rubber (NR), styrene butadiene rubber (SBR) and butadiene rubber (BR) are used by tyre industry. Tyres, as other rubber products, need reinforcing fillers to improve their mechanical properties and mostly used fillers are carbon black (CB) and silica. When used in tyre treads, the compound should have excellent mechanical properties and abrasion resistance to gain high mileage and excellent traction properties. 1 The source of CB is petroleum which has an inherent sustainability issue, while silica production is very energy intensive.2,3 Thus, more sustainable reinforcing fillers are widely studied. 4 One of the potential alternatives could be lignin, which can be used to reduce the carbon footprint of a rubber products. 5 Lignin is an aromatic polymer with highly branched phenolic structure, including phenolic and aliphatic hydroxyl, carboxyl and methoxy groups.6,7 This versatile chemistry of lignin enables it to act as a reinforcing filler. Vast amount of lignin is produced, because it is formed as a side stream in pulp and paper industry. There are many studies to find possible use for lignin, but at the moment it is mainly burned in biomass refineries to generate power.6,8,9
Lignin has been also studied as an alternative filler for rubbers. Typically, only poor dispersion of lignin in rubber matrix has been achieved as the non-polar rubber matrix does not integrate well with mostly polar lignin.10–12 This results in poor mechanical properties hence preventing the use of lignin as a filler. In general, the dispersion of a filler is one of the main factors to achieve the reinforcing effect from the filler. If the particle size is between 10–100 nm, the filler is classified as reinforcing.13,14 Typically, semi-reinforcing fillers are in the range of 100–1000 nm, while non reinforcing fillers are larger than 1000 nm in particle size. The minimum particle size of kraft lignin in dry state can be smaller than 100 nm and hence it theoretically could act as a reinforcing filler, however it typically forms larger than 100 μm aggregates in rubber matrix.15–17 Recent studies12,15,18 have shown, that with optimized mixing parameters, especially with high mixing temperature, lignin dispersion can be improved, but the causalities between mixing parameters and dispersion are not the same as for traditional fillers. However, extending the understanding of the relationship between lignin dispersion and mechanical properties and abrasion of the compounds is needed.
Majority of rubber parts are used in applications, where most of the failures are caused by abrasive wear. In abrasion rubber particles are removed from the surface by mechanical action, like rubbing or scraping.19,20 Good abrasion resistance gives longer service life and enables material to hold its form. One example of abrasive wear is the tyre tread wear, where small rubber particles are removed while tyre slips on the surface, but abrasion resistance is also important for belts, shoe soles, rolls and hoses.13,19,20 Rubber abrasion itself is a complicated process, a combination of mechanical, chemical and thermal aspects.19,21,22 Polymeric materials’ mechanical properties (tensile strength, modulus, hardness and tear resistance) and molecular properties (glass transition temperature and crystallinity) are the properties that have an effect on the wear rate. The composition of the rubber and the used fillers, on the other hand, have a major effect, e.g. on the mechanical properties of the compound. Typically, good wear resistance is gained with materials having high tensile strength combined with high elongation at break. In addition, a higher Shore A hardness can lead to improved abrasion results.23,24
The effect of lignin to abrasion resistance of rubbers is not widely studied, but it has been reported that lignin filled compounds have poorer abrasion resistance than CB or silica filled references.25,26 Those studies do not take account the dispersion of lignin and e.g. abrasive surfaces are not studied. With novel findings on lignin mixing, the dispersion and mechanical properties can be improved and hence lignin has more potential to be used in abrasive conditions.12,18 On the other hand if silica is partly replaced with lignin in NR, the abrasion resistance is slightly improved because silica’s dispersion is improved. 26 However the change in abrasion resistance was minor and the silica act as the main reinforcing filler. In another study carbon black is partly replaced with lignin-silica hybrid material derived from rice husk in NR, which significantly improves the abrasion resistance. 27 The amount of lignin is minor, so any major conclusion about the effect of lignin on the abrasion resistance could not be made. When different biobased filler materials are compared for tyre applications, lignin has been shown to have better abrasion resistance than rice or soya, but the amount of added biobased material in these compounds was only 10 parts per hundred rubber (phr) 28 while the total amount of CB and silica was 70 phr. Also, the study showed that addition of lignin weakens the abrasion resistance compared with similar CB and silica filled compound without lignin. Early studies show that the lignin particle size and abrasion resistance have no correlation, 29 but the lignin dispersion measurements were missing quantitative analysis. More fundamental study about the effect of lignin dispersion is needed, while with silica and CB it has been shown, that improved dispersion leads to improved mechanical properties and abrasion resistance as well.30–32 In addition to dispersion, strong rubber-filler interaction improves abrasion resistance on both CB and silica filled compounds.33,34 When silica dispersion is improved leading to higher reinforcement index, also the abrasion loss is decreased. 35
In this study, the improvement in dispersion of lignin is compared to the mechanical properties and abrasion resistance in lignin filled polybutadiene rubber, to gain better understanding how lignin filled compounds can be used in abrasive conditions. A selection of samples with varying degree of dispersion was prepared by changing the mixing parameters while keeping the compound recipe constant. Dispersion was quantitatively analysed from scanning electron microscopy (SEM) images, focusing especially on the number of large particles (>Ø 5 μm). The abrased surfaces were investigated by SEM and the topography and surface roughness were measured with optical profilometer. The results are compared to CB filled compound and unfilled BR compound.
Materials and methods
Polybutadiene rubber (BR, Buna CB 25) by Arlanxeo was used as polymer. Kraft lignin BioPiva 395 provided by UPM was dried for 3 h at 60 °C before compounding. Grade N660 carbon black was provided by Birla Carbon. Rubber additives, namely stearic acid, zinc oxide (ZnO), sulphur, N-cyclohexyl-2- benzothiazole sulfenamide (CBS) and N,N’-diphenylguanidine (DPG) were industrially available products and used as received. The formulation of the sample compounds can be seen in Table 1.
Compound formulations.
The mixing of compounds was done in three stages. At the first stage, masterbatch mixing was done with Krup Elastomertechnik GK 1,5 E laboratory mixer. The second stage mixing (heat treatment) and the final third stage mixing were made with Brabender N 350 E twin rotor mixer.
At the masterbatch mixing stage BR, lignin, ZnO and stearic acid were mixed at 30 °C with 50 rpm rotor speed for 5 min. Then the masterbatch was divided into five sample compounds BR_Li1-BR_Li5, which were mixed separately for 5 min with 50 rpm rotor speed at different temperatures. The mixing start temperature for each compound can be seen in Table 2. With different mixing temperatures the dispersion of lignin can be influenced, as with higher temperatures the lignin dispersion is better.12,15,18 At the third stage, sulfur, CBS and DPG were mixed with the compound at 50 °C with 50 rpm rotor speed for 3 min.
Stage 2 mixing temperatures.
Reference compounds BR_UF (unfilled) and BR_CB were mixed with Brabender N 350 E twin rotor mixer. At the first mixing stage, BR, lignin, ZnO and stearic acid were mixed at 30 °C with 50 rpm rotor speed for 5 min, similar to the lignin compounds. In the reference compound BR_CB carbon black was added at this stage. At the second stage the compound was mixed above 100 °C with 50 rpm rotor speed for 5 min to gain same heat treatment as with compounds BR_Li1. At the third stage, sulfur, CBS and DPG were mixed with the compound at 50 °C with 50 rpm rotor speed for 3 min.
Finally, all compounds were roll milled to sheets and cured to Ø16 × 8 mm test pieces for the abrasion resistance measurement and 2 mm thick sheets for mechanical testing and dispersion analysis.
Advanced Polymer Analyzer (APA 2000, Alpha Technologies) was used for curing time measurement at 160 °C. From APA tests, the t90 values (Table 3) were defined for each compound and the curing of the samples was done at 160 °C for t90+ 3 min.
Compound curing times.
Zeiss ULTRAplus scanning electron microscope (SEM) was used to define the degree of lignin dispersion. The samples for SEM imagining were prepared with JEOL Cooling cross section polisher and coated with a think carbon layer to ensure the conductivity. The dispersion of lignin in BR matrix was analysed from the SEM images with Dragonfly image analysis software by Objects Research System similar to Koskinen et al. 18 Relevant SEM images can be found in that publication. The feret diameter for each lignin particle was calculated and the number of large, >Ø 5 μm, particles were counted, because it can be seen as a critical particle size for the dispersion for lignin in BR. 18 The analysed area was approx. 0.15 mm2 and the number of lignin particles in this area varied between 10,000 and 22,000.
Zwick/Roell Robotest L/F testing machine was used for testing tensile properties and hardness of the compounds, according to ISO 37 using dumbbell specimen and cross head speed of 500 mm/min. The average values of at least nine parallel samples were reported with respective standard deviations.
The abrasion testing was made with DIN abrader according to ISO 4649:2017 standard. Three samples of each compound were tested and the average of those was used as a result together with respective standard deviations. The abrasive cloth was cleaned well between the tests to remove the stuck particles.
Alicona Infinite Focus G5 3D optical profilometer was used to measure the surface profile and roughness of abrasion surfaces. Measured area was 4 mm2 with 10x magnification and 1 mm2 with 20x magnification. The BR sample abrasion surface was coated with a thin Pd/Pt layer to ensure surface reflectivity for the sample and to gain measurable data. Also, Zeiss ULTRAplus SEM was used to study the abrasion surfaces to support the profilometer analysis.
Results and discussion
The dispersion of lignin has strong effect on mechanical properties of the compound. The dispersion was measured by the number of >5 μm lignin particles in each lignin filled compound and the results can be seen in Figure 1. Sample BR_Li1 has the highest number of large lignin particles while BR_Li5 has the lowest number, indicating improving degree of dispersion with increasing mixing temperature. When the mixing temperature is increased from 120 °C to 190 °C, the number of >5 μm lignin particles decrease from 116 to 24. The effect of mixing temperature to lignin dispersion is explained in a previous publication. 18 The improvement in lignin dispersion has strong effect to compound's mechanical properties which can be seen in stress-strain curves of the tested compounds in Figure 2(a). Even with improved dispersion the lignin reinforced samples have significantly lower tensile strength (4.10 Mpa) than carbon black reinforced compound BR_CB (10.10 Mpa). However, even with poor dispersion of lignin the tensile strength is improved compared to non-filled polybutadiene compound BR_UF. Improved lignin dispersion causes higher 150% modulus in compounds, as seen in Figure 2(c). The 150% modulus increases 64% while the number of >5 μm lignin particles decreases 79% between compounds BR_Li1 and BR_Li5. The increased stiffness is visible already with small elongations, as seen in Figure 2(b). Also, hardness increases with improved lignin dispersion (Figure 2(d)), although the effect is not very significant.
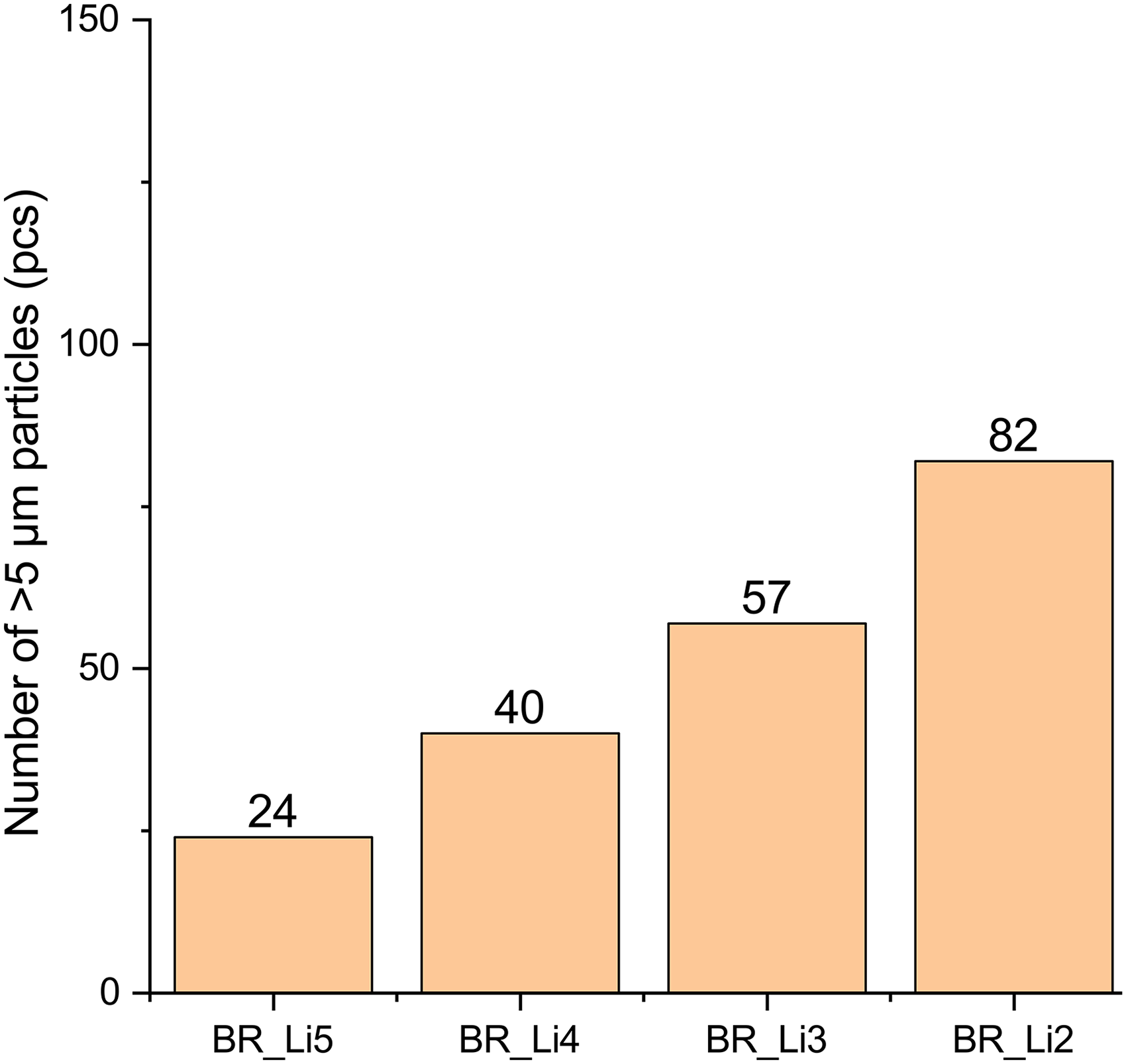
The number of >5 μm particles in the studied area for the compounds BR_Li1-BR_Li5.
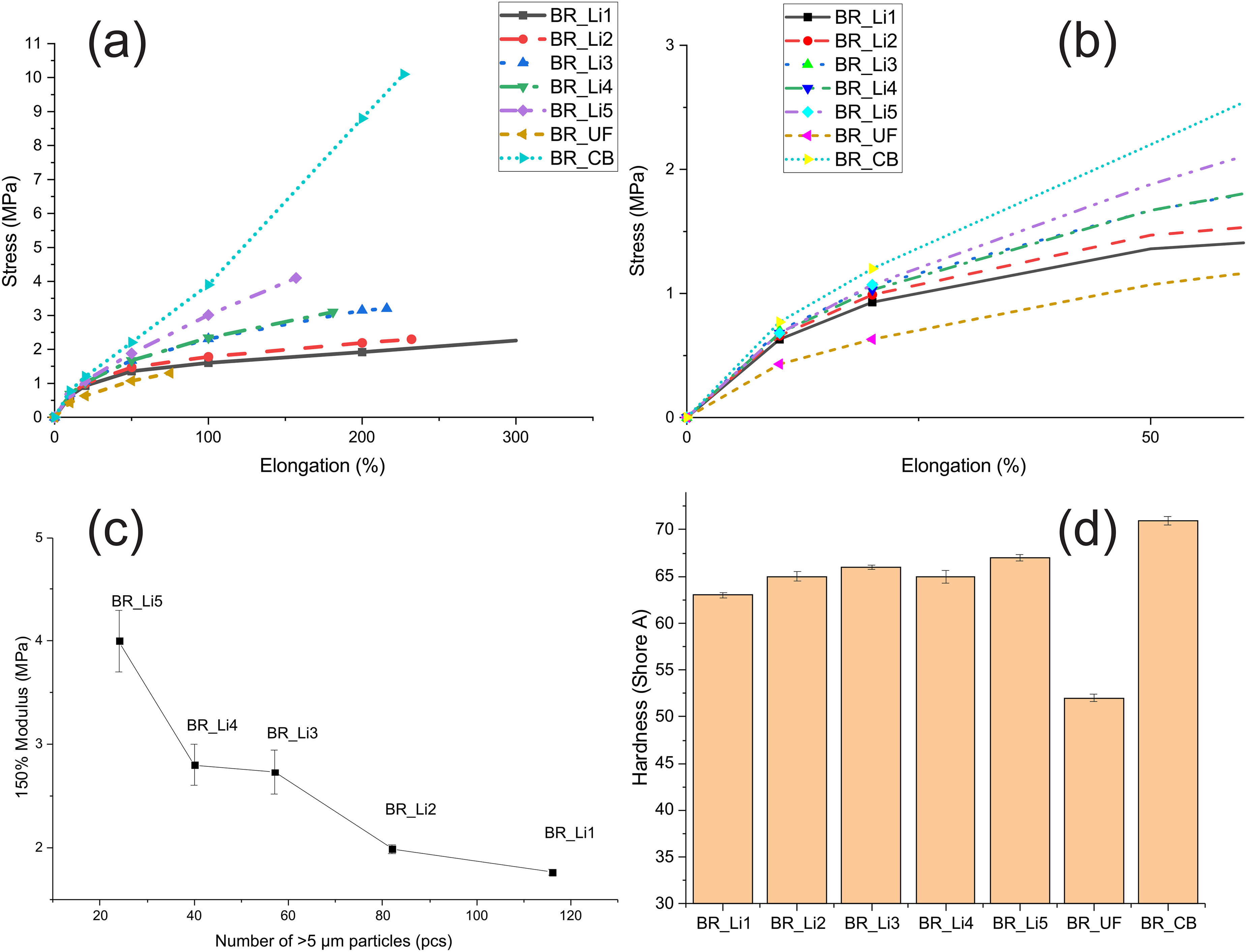
(a) The average stress-strain curves of the compounds, (b) the stress-strain curves at the elongation range 0–50%, (c) the 150% moduli of the compounds as a function of >5 μm particles and (d) the hardness of the compounds.
There are different methods to test abrasion resistance, but common for all is that the abrasion rate is much more severe than for the corresponding surface in real life application.22,36 DIN abrasion test is widely used in tyre industry and research because of its simplicity.26,28,37,38 In general, the test conditions play an important role and have a strong effect on the abrasion results and behaviour.13,20,21 The actual tire wear is influenced by many factors like peripheral velocity, floor surface, contact pressure, patch area, acceleration and deceleration, camber angle, turning and contact slip, and type of rubber compounds. 39 In practise this means that the abrasion on laboratory results cannot be directly correlated to tyre wear, while simple testing may not fully capture these complex, real-world conditions. 40 Therefore, more complex laboratory testing is developed, but to implement them specific equipment is needed.41,42 In this study standard DIN abrasion testing was seen sufficient, while simple test compound does not represent typical tyre tread compound and the results are easily comparable for further studies. For other tyre properties, like rolling resistance and wet grip, compounds were tested with DMA, but no relevant dependence between dispersion and those properties were obtained and therefore those results are not included in this study. The effect of lignin in tyre properties can be found in a review article by Aini et al. 11
The abrasion resistance results of all compounds are seen in Figure 3(a). The abrasion resistance of compounds improves when the dispersion of lignin is improved. The well dispersed compound BR_Li5 has 89% smaller abrasion loss than poorly dispersed compound BR_Li1. The abrasion resistance of the lignin filled compounds compared to the number of >5 μm lignin particles is shown in Figure 3(b). In the abrasion test the unfilled BR_UF compound's volume loss was 1194 mm3, while for the lignin filled compounds BR_Li1 -BR_Li5 the losses were below 350 mm3, so lignin improves the abrasion resistance of the compound even when poorly dispersed. On the other hand, the CB filled compound achieved results much below 100 mm3. When the reinforcement index (i.e. M150%/M50%) of the lignin filled compounds are compared to abrasion volume losses (Figure 3(c)), it can be seen that the reinforcement index correlates well with the abrasion resistance even when CB index is compared to lignin indexes. Similar correlations has been found for silica. 35
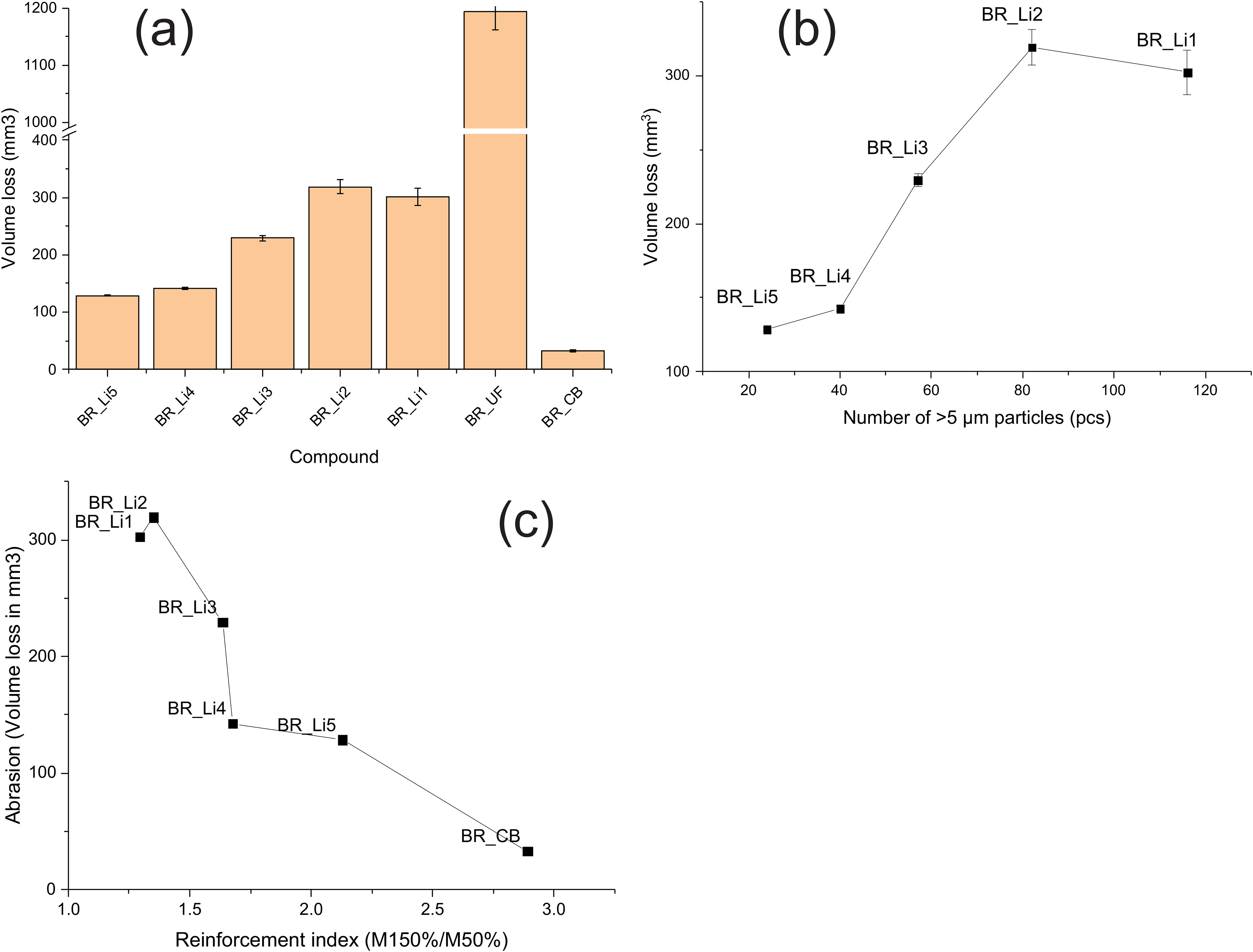
(a) The volume loss of the compounds in the abrasion test, (b) the volume loss as a function of the number of >5 μm particles and (c) the volume loss as a function of the reinforcement index (M150%/M50%).
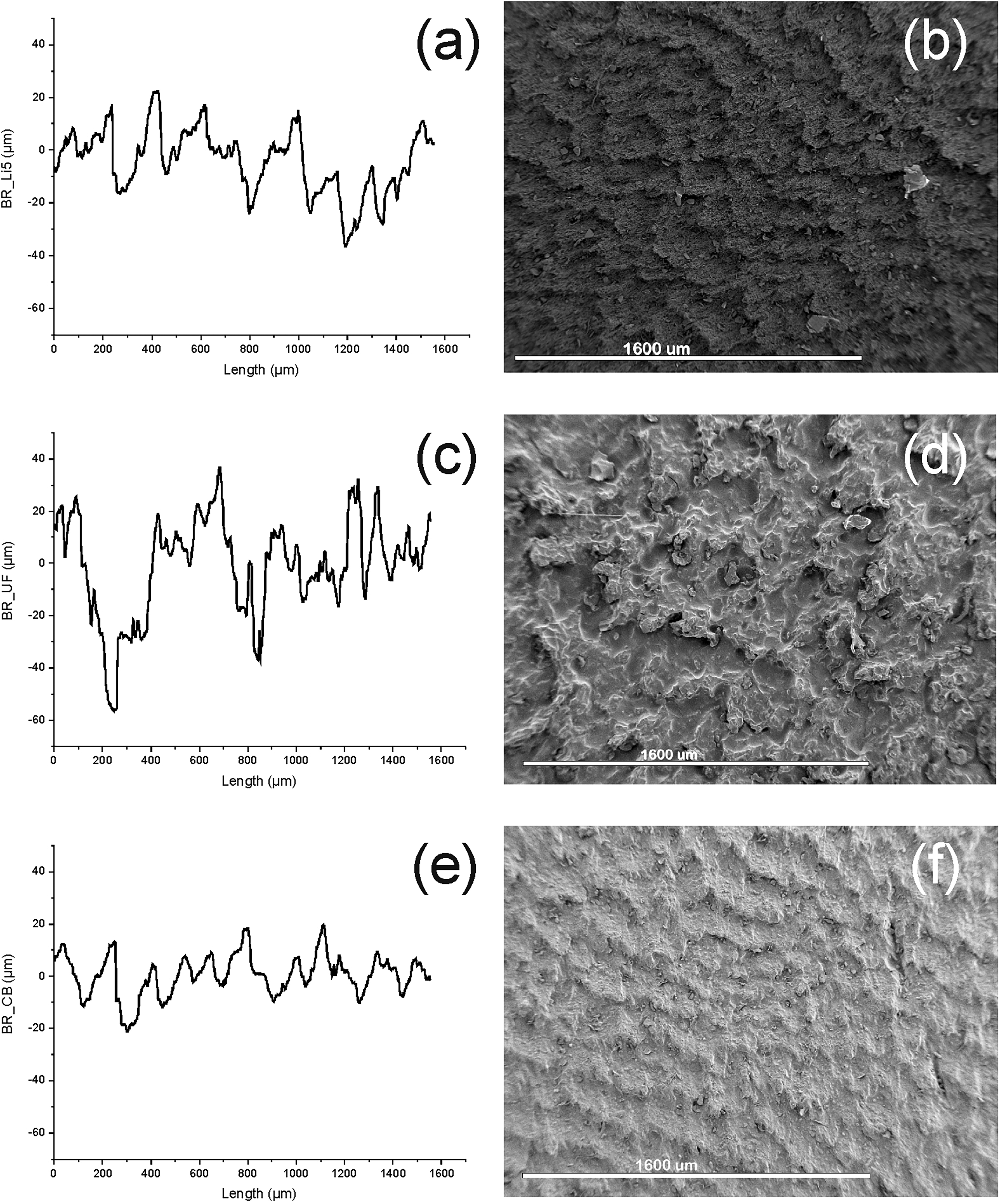
The abrasion surfaces were studied from SEM images and profilometer data. In DIN abrasion the dominant abrasion mechanism is abrasive wear, caused by a coarse surface. The stress is concentrated on sharp points of abrasive surface and the wear is caused by tensile failure, which leads to large loss of weight.19,21 In addition to abrasion, there is also fatigue wear which causes Schallamach waves on the wear surface. 43 Waves are formed by the sliding of the surface. The entire contact surface does not move uniformly, instead it is slipping at intervals. This uneven stretching, caused by tick-slip motion, induces stress concentrations, leading to the peeling of rubber at the trailing edge of the contact area, which contributes to the formation of cracks and subsequent fracture and forms waves on abrasion surface.44,45 The waves are visible on every compound, when the abrasion surfaces are viewed in SEM images with smaller magnification (Figure 4). The profilometer data on the same surfaces support the images, on BR_Li1 the change in profile, indicating the dimensions of the waves, is almost 200 μm in the height (Figure 4(a)), while on BR_Li5 the surface is smoother with 60 μm height variation (Figure 4(e)). The surface of the compound BR_Li3 is between those with 90 μm height difference. Part of this difference in dimensions is caused by the difference of the elastic modulus between compounds but the lignin particle size plays a major role in the height of the wave. 46
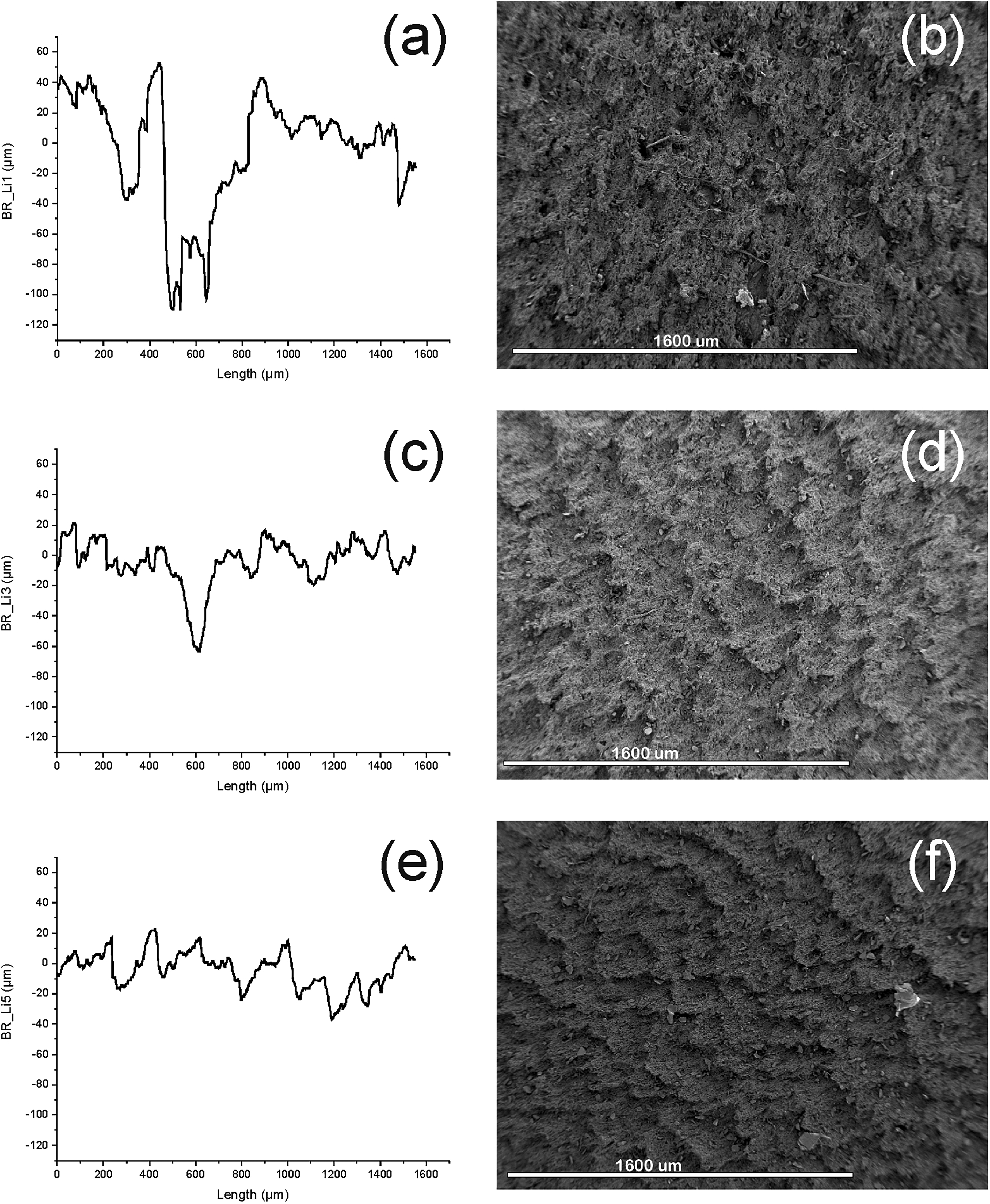
The profilometer data and SEM images of the wear surfaces of the lignin compounds BR_Li1 (a,b), BR_Li3 (c,d) and BR_Li5 (e,f) with smaller magnification. The profilometer measurement is not necessarily from the imaged area.
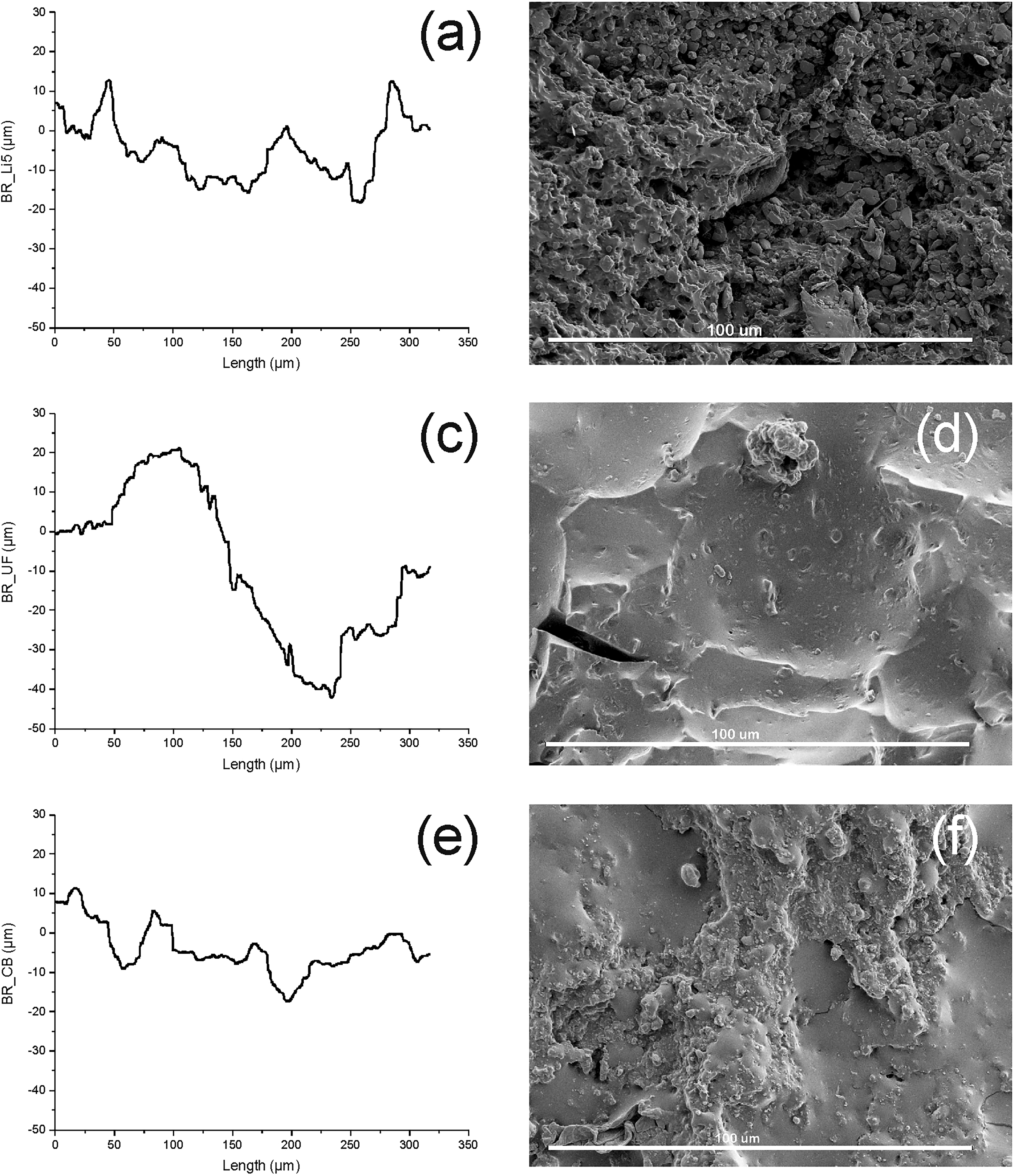
When the abrasion surfaces are viewed in SEM images with larger magnification, there are notable differences between different compounds (Figure 5). BR_Li1 (Figure 5(b)) with poor dispersion has larger particles and holes on the surface, while in BR_Li5 (Figure 5(f)) with better dispersion the particles and holes are significantly smaller. In both compounds the holes are caused by the lignin particles, which are removed from rubber matrix by the abrasive surface. The profile height variation (Figure 5(a) and (e)) is smaller than in the lower magnification measurements, however the trend is the same, compound BR_Li5 having smoother surface than compounds BR_Li1 and BR_Li3.
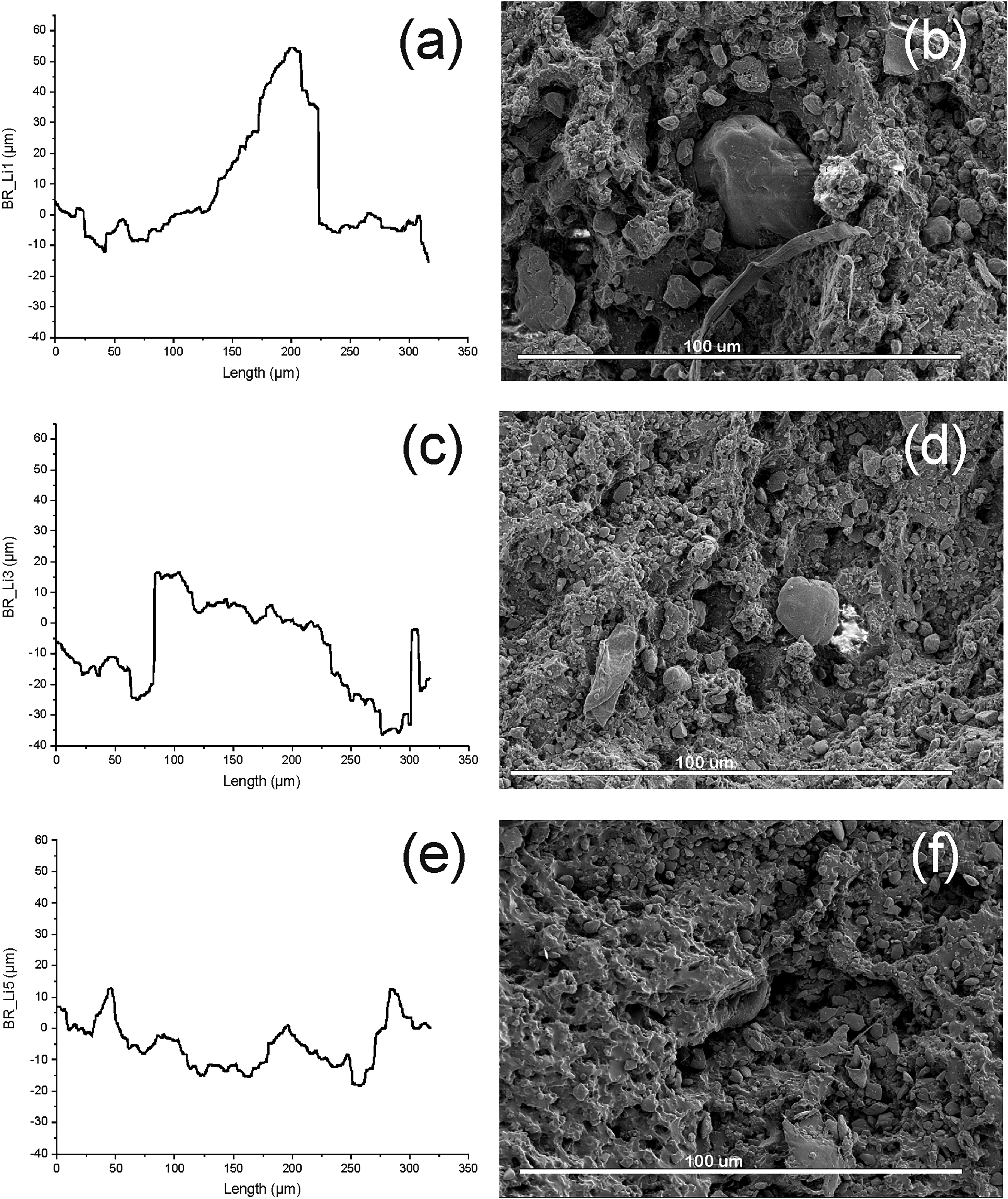
The profilometer data and SEM images of the wear surfaces of the lignin compounds BR_Li1 (a,b), BR_Li3 (c,d) and BR_Li5 (e,f) with higher magnification. The profilometer measurement is not necessarily from the imaged area.
More detailed SEM analysis reveals, that the lignin particles have detached from the rubber matrix adhesively leaving smooth walls to the respective dents and holes in all lignin filled compounds (Figure 6(a)). Further, around some remaining lignin particles there was a gap in the lignin-rubber interface (Figure 6(b)). The same phenomena were seen in all compounds around large lignin particles on the wear surfaces. These indicate that the coupling between the lignin and the BR is not at high level regardless of the dispersion. Thus, even large lignin particles are removed as a whole instead of wearing incrementally with the matrix and therefore increasing particles size causes faster wear rate. This is in contrast to previous studies, which propose that high mixing temperature could improve the rubber-filler interaction of lignin and BR causing better reinforcing properties.15,47
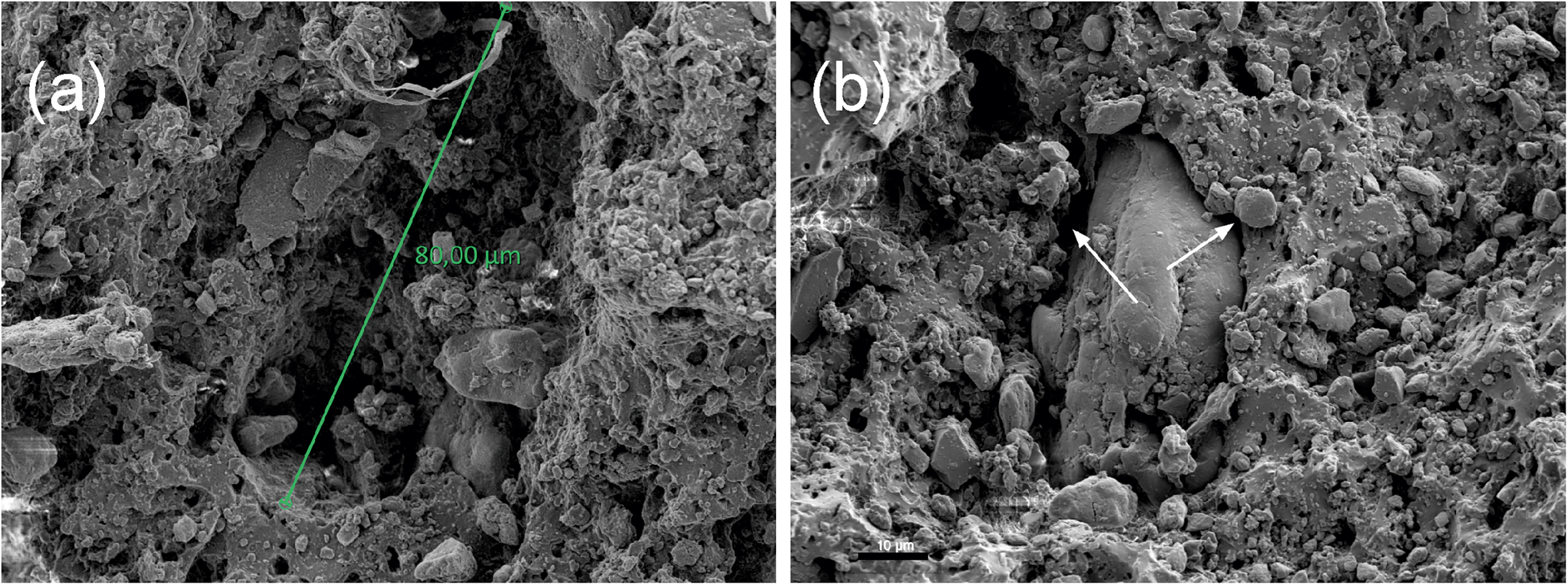
(a) The abrasion surface of the compound BR_Li1 with a large hole on presumably left by a lignin particle and (b) air gaps between a lignin particle and rubber matrix in the compound BR_Li2.
The abrasion surfaces of reference compounds BR_UF and BR_CB are compared to the best performing lignin filled compound BR_Li5 in Figure 7. A notable difference can be seen on pure polybutadiene compound: the Schallamach waves are larger and the head on the wave is roundish. This is caused by the difference in the elastic properties of the compounds. 46 If compared to other unfilled elastomers, the abrasion resistance of BR is relatively good, especially in the light of its poor mechanical properties. 48 When studying SEM images with higher magnifications, the surface of BR_UF is smooth lacking the topography induced by fillers (Figure 8(d)). However, the profilometer measurements show larger variation in its height profile (Figure 8(c)) compared to lignin filled compound BR_Li5 surface (Figure 8(a)), which is more porous but flatter. This difference is caused by the lignin particles, which are removed from the abrasion surface of BR_Li5. The carbon black filled compound has the smoothest wear surfaces with both magnifications: the Schallamach waves are visible (Figure 7(e)-(f)) but at the microlevel the surface is smooth (Figure 8(e)-(f)) as the dispersion of CB and its interaction with BR is good. Thus, the compound wears homogenously, without notable differences between CB and BR matrix and the good reinforcing effect of carbon black is clearly seen.
The profilometer data and SEM images of the wear surfaces of the lignin compounds BR_Li5 (a,b), unfilled BR_UF (c,d) and carbon black filled BR_CB (e,f) with smaller magnification. The profilometer measurement is not necessarily from the imaged area.
The profilometer data and SEM images of the wear surfaces of the lignin compounds BR_Li5 (a,b), unfilled BR_UF (c,d) and carbon black filled BR_CB (e,f) with higher magnification. The profilometer measurement is not necessary from the imaged area.
The root-mean-square height (Sq), ten point height (S10z) and developed interfacial area ratio (Sdr) defined from the profilometer data for different the studied compounds are seen in Table 4. When the same values are drawn as a function of the number of >Ø 5 μm particles (Figure 9), it can be clearly seen that the surface roughness decreases when the number of large lignin particles decreases and dispersion of the lignin can be evaluated from the surface roughness measurements. The connection to observations from SEM images is clear, the removal of large particles creates porous wear surface. The values of the highly dispersed lignin filled compound BR_Li5 are clearly nearer the values of BR_CB, while the values of BR_UF are even worse than for the poorest dispersed compound BR_Li1. This correlates well with other results; the lignin reinforces the compound but not as good as CB.
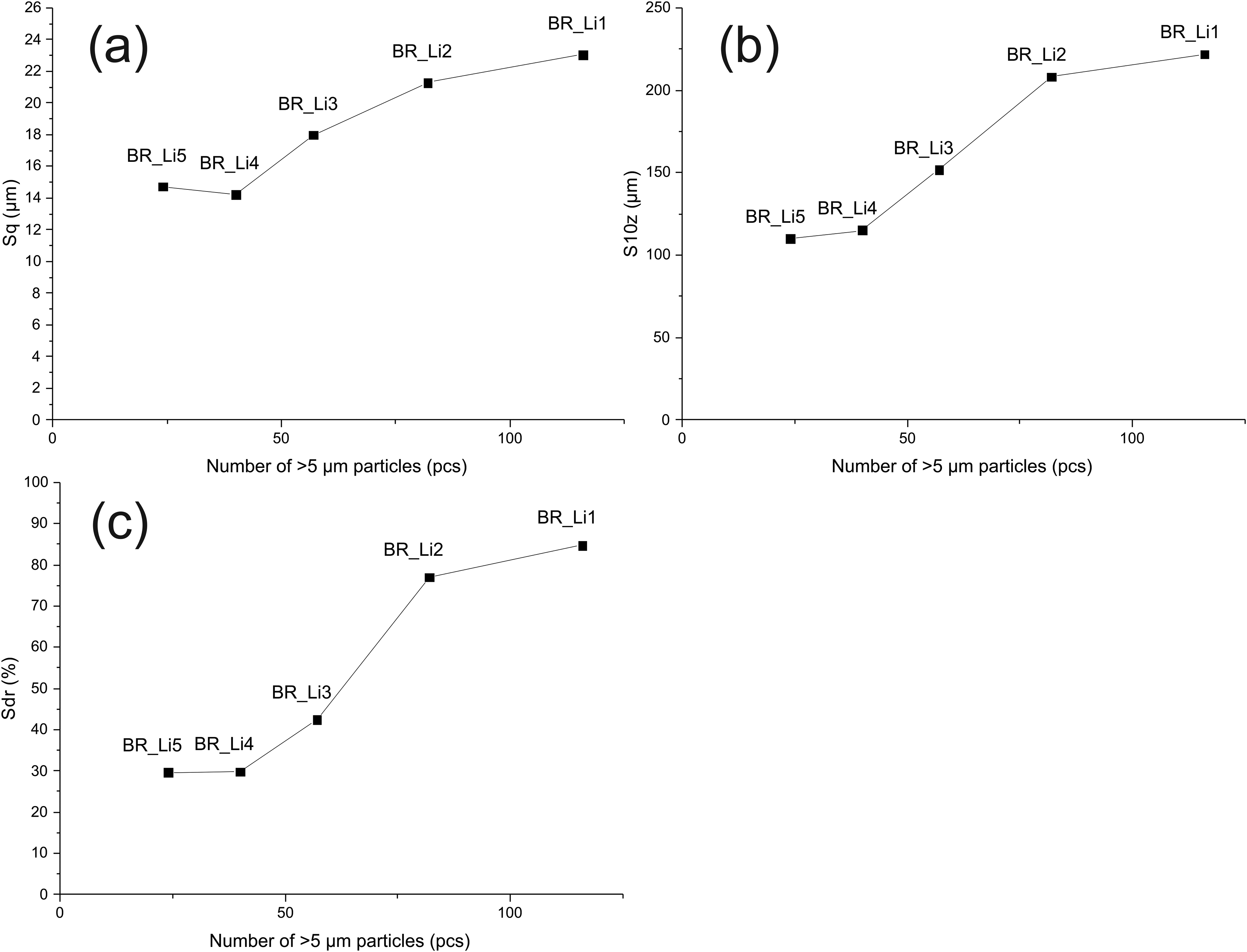
Root-mean-square height of selected area Sq (a), ten point height of selected area S10z (b) and developed interfacial area ratio Sdr (c) of the lignin filled compounds BR_Li1-BR_Li5 as a function of the number of >Ø 5 μm particles.
Roughness values of the compounds on wear surface.

The results show that with improved dispersion the mechanical properties and the abrasion resistance of the lignin filled compounds can be improved significantly. However this improved dispersion is gained with high mixing temperature, which can cause impairment of mechanical properties of the compound.49,50 Especially the elongation at break of the compounds decreased with the increase of the mixing temperature (Figure 2(a)). The abrasion results of the compounds BR_Li4 and BR_Li5 are rather similar although there is a notable difference in dispersion (Figure 3(b)). This can be due to the poorer elongation at break of BR_Li5. The abrasive particles at the abrasive surface remove the material by tensile failure and therefore decreased elongation at break weakens the abrasion results. If the same dispersion could be gained with typical mixing temperatures (<155 °C), the reinforcing properties of lignin could be significantly better. In addition, lower mixing temperatures would enable the use of lignin in industrial scale. Another strategy to improve the reinforcing properties of lignin would be to improve the filler-rubber interactions. One option could be the hydrothermal carbonization of lignin to improve the bonding with rubber or the use of silanes.12,51–53 Based on this study, unmodified kraft lignin can act as a semi-reinforcing filler in polybutadiene, when mixed at high temperatures. The filler particle size is below 1000 nm and mechanical properties are improved. Carbon black filled compound has much higher tensile strength and elongation at break, which leads to better abrasion resistance as well. The typical agglomerate size for N660 CB is between 200 and 300 nm and it is used when medium reinforcing properties are needed.54,55
Conclusion
More sustainable alternatives for carbon black and silica are needed to reinforce rubbers and lignin has potential to become one. Typically, poor dispersion of lignin hinders its options as a reinforcing filler and use, for example, in applications requiring abrasion resistance. In this study, unmodified kraft lignin was mixed with polybutadiene rubber at different mixing temperatures to gain variation in dispersion. Abrasion resistance and mechanical properties were compared with the lignin dispersion, and unfilled polybutadiene and N660 carbon black reinforced compounds were used as a reference. The results clearly indicate that improved lignin dispersion correlates with the mechanical properties and abrasion resistance of the compounds. Lignin improves the tested properties compared to unfilled polybutadiene compound, but the performance of the carbon black filled compound was not reached. Based on the abrasion surface analysis, the lignin-rubber interaction is poor and the lignin particles are removed as a whole, which accelerates the wear rate if the dispersion is poor. The high mixing temperature required for good lignin dispersion decreases the elongation at break of the compound, which has a negative effect on the abrasion resistance. Thus, future studies to gain improved dispersion with typical rubber mixing temperatures are needed. This would also benefit to use lignin industrial scale mixing. In addition to dispersion, increased coupling between lignin and rubber matrix would improve the reinforcing properties. Also, better understanding how the change of filler from carbon black to bio-based lignin would affect the environmental impact of tread wear particles would be beneficial.
Footnotes
Acknowledgements
This work made use of Tampere Microscopy Center facilities at Tampere University. Some parts of the processing and testing were done in Nokian Tyres’ laboratory.
Ethical considerations
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Authors contributions
Jukka Koskinen conceived and designed the analysis, collected and analyzed the data, and wrote the paper by the support of Noora Kemppainen and Essi Sarlin. Noora Kemppainen helped design the experiments, analyze the data and supervise the project. Essi Sarlin helped design the experiments, analyze the data, and supervised the project. All authors have approved the final version of the article for publication.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Tampere University and Nokian Tyres Plc through the Doctoral School of Industry Innovation (DSII), and did not receive any specific grants from funding agencies in the public or not-for-profit sectors.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The data used to support the findings of this study are included within the article.