
Abstract
In this work, untreated ground tire rubber (GTR) and maleated polyethylene-treated GTR (GTR/MAPE) were dry-blended with polypropylene (PP) to produce PP/GTR and PP/MAPE/GTR blends via rotational moulding. From the samples produced (0–50 wt-%), a complete characterisation including morphological, physical and mechanical properties (tensile, flexural and impact) was performed. The results showed that all the mechanical properties of PP/MAPE/GTR are below the neat PP values due to the elastomeric properties of GTR. However, the properties were significantly higher for GTR/MAPE compared to neat GTR. For example, the tensile modulus and tensile strength increased by up to 57% and 76%, respectively. Similarly, the flexural modulus and impact strength were improved by up to 74% and 52%, respectively. These results indicated that successful rotomoulding of these blends was achieved with good mechanical properties for the range of parameters studied.
Keywords
Introduction
With the ever-increasing consumption of commercial products, a large number of solid wastes are produced, causing serious environmental issues worldwide. For example, over 1.5 billion post-consumer tires (after their end of life) are generated annually in the world, resulting in a large amount of waste disposal problem and posing a threat to the environment.1,2 In recent years, most developed countries released policies and regulations to limit/forbid tire landfilling and required other means to discard them. So mechanical recycling of used tires is interesting to reuse these high amounts of rubbers.3–5 Nevertheless, recycling waste tire rubber poses important challenges since they are vulcanised; that is these materials have a very stable cross-linked structure preventing their melting and reprocessing.6,7
Currently, an interesting and efficient method to recycle used tires is to turn them into ground tire rubber (GTR), which could be incorporated into a polymer matrix to produce blends filled with GTR. 8 Several researchers have attempted to use GTR as fillers in various thermoplastics9–11 and rubber compounds.12,13 Typical examples/applications are automotive, cables, construction and wires. However, the mechanical properties of GTR-filled thermoplastics highly depend on the concentration and nature of the components (GTR and matrix), as well as the extent of interfacial interaction between them. 14 Generally, interfacial compatibility/adhesion is a major concern for good mechanical properties. So the GTR surface should be treated/modified to improve interfacial bonding and promote good stress transfer between the GTR particles (dispersed phase) and the thermoplastic matrix (continuous phase). This modification makes the interfaces more similar to each phase by providing specific interactions between them. 15 According to several reports,16,17 maleated polyolefins (copolymers), such as maleated polypropylene (MAPP) or maleated polyethylene (MAPE), were shown to improve the adhesion between GTR and thermoplastics because of a possible reaction between the maleic anhydride groups with unsaturated C=C bonds of rubber molecules.
Nowadays, thermoplastics have already replaced a large number of products produced by conventional materials, such as wood and metal, for several applications like automotive, packaging and housewares.18,19 Among general purpose thermoplastics, polypropylene (PP) is highly used because it combines several good physical and mechanical properties with easy processability and low cost. However, due to its relatively high glass transition temperature (Tg around 0 °C) and high crystallinity, it has limited impact strength, especially at low temperature. 20 To date, PP–GTR compounds produced by injection moulding or compression moulding have been reported to have improved impact resistance.21–23 According to these studies, both untreated and treated GTR and PP were blended via melt-mixing in a batch mixer or twin-screw extruder before moulding. Unfortunately, these blending processes result in increased costs and polymer degradation. As such, it would be beneficial to use moulding techniques for GTR without a melt-blending step. One possibility is to use dry-blending followed by rotational moulding. Additionally, there is currently no published study on the production of PP/GTR compounds via rotational moulding.
Rotomoulding is a polymer processing technology used to produce hollow seamless products such as containers, automotive parts, toys, etc. 24 Unlike most processes, there is no pressure involved in rotational moulding, which means that the moulds can be very thin and generally inexpensive. Rotational moulding can also more easily handle complex shapes with a very wide range of part sizes and thicknesses. 25
Thus, the main objective of this work is to produce PP/GTR compounds over a wide range of GTR content. In particular, GTR surface modification is performed to improve interfacial compatibility using MAPE. Furthermore, rotational moulding is used to produce the final parts, which are characterised via morphological, physical and mechanical properties.
Materials and methods
Materials
The matrix was PP (RMPP141 NATURAL) from PSD Rotoworx Pty Limited (Australia). This polymer was developed for rotational moulding and its particle size distribution is presented in Figure 1. This polymer has a melt flow index (MFI) of 13 g/10 min (2.16 kg/230 °C) and a density of 900 kg m–3.
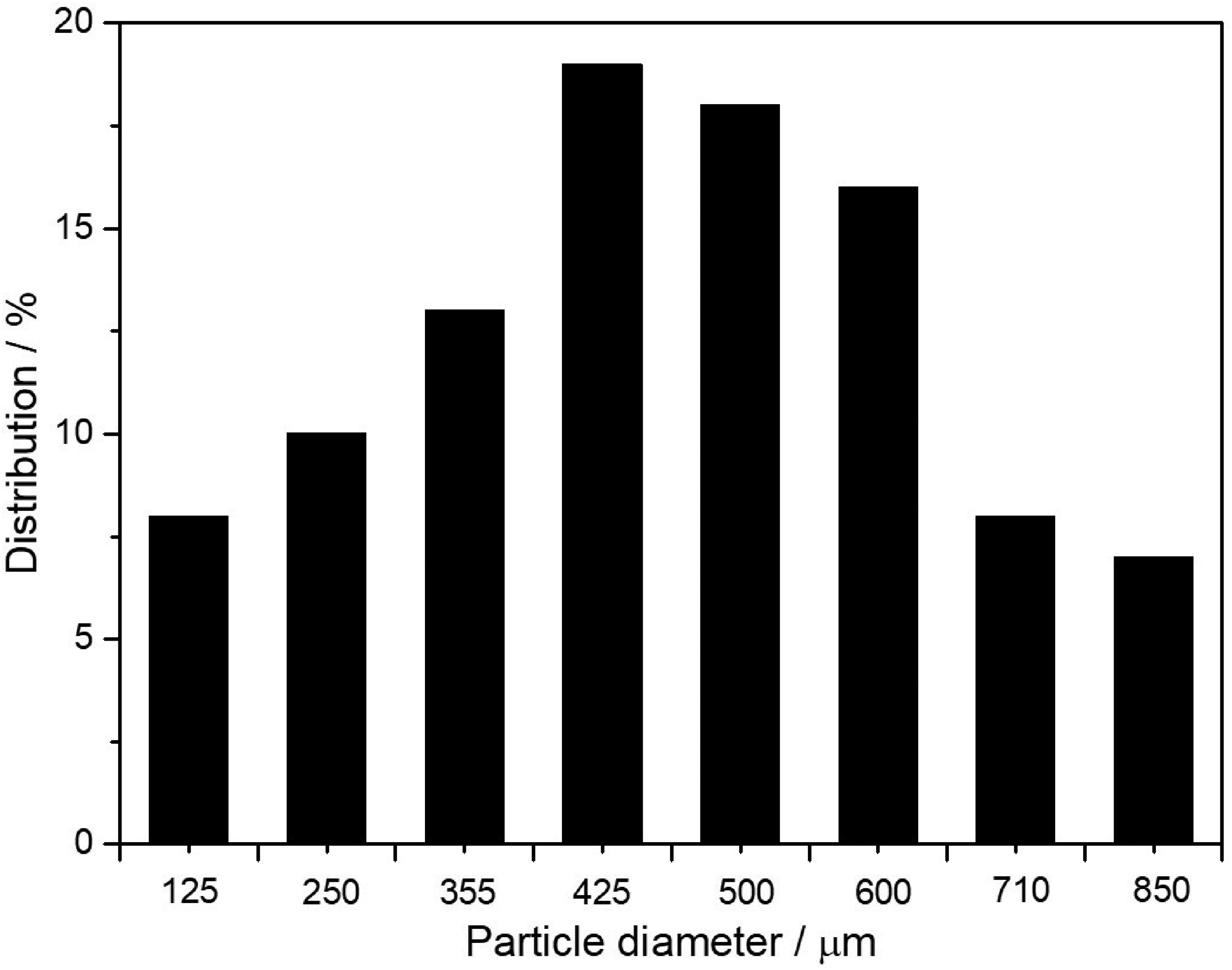
The particle size distribution of PP.
The GTR was supplied by Phoenix Innovation Technologies (Montreal, Canada). This material has a density of 1.16 g cm–3 with an average particle size of around 750 μm. For GTR surface treatment, xylene (laboratory purity grade) from Fisher Chemicals (USA) was used as the solvent, while the coupling agent was MAPE (Epolene C26, Westlake Chemicals, USA). This resin has an average molecular mass of 65 kg mol-1, an MFI of 8.0 g/10 min (190 °C/2.16 kg), an acid number of 8.0 mg KOH/g, a density of 915 kg m-3 and a melting point of 121 °C.
GTR surface treatment with MAPE
GTR surface treatment in solution was prepared according to our previous work. 26 Firstly, 20 g of MAPE was dissolved in 900 mL of xylene at 80–90 °C under vigorous stirring. Next, 100 g of GTR was added into the solution and left stirring for 20 min. Finally, the treated GTR (GTR/MAPE) was filtrated and dried overnight at room temperature.
Material mixing
For each composition, a total of 650 g of material was used based on PP with different GTR or GTR–MAPE contents (0, 10, 20, 30, 40 and 50 wt-%). Powder mixing via dry-blending was carried out in a high-speed mixer (LAR-15LMB, Skyfood, USA) at 3320 rpm for a total of 4–5 min.
Preparation of PP/GTR and PP/MAPE/GTR compounds
A laboratory-scale rotational moulding machine (MedKeff-Nye Roto-Lab model 22) was used for rotational moulding. The parts were manufactured with an aluminium cubic mould of 3.6 mm in wall thickness and a side length of 19 cm. Before loading the material, a demoulding agent (Trasys 420, DuPont, USA) was applied to the internal surface of the mould. The powder blends (PP with GTR or PP with GTR/MAPE) were then loaded into the mould to produce parts with an approximate wall thickness of 3 mm. Then, the charged mould was closed and mounted on the rotating arm. Preliminary trials were performed to determine the optimum conditions leading to homogeneous and uniform wall thickness. An oven at 270 °C and a speed ratio of 1:4 with a major axis speed of 1 rpm were chosen. The heating time was fixed at 36 min. Then, the mould was removed from the oven and cooled by forced air for 25 min. Finally, the mould was opened to retrieve the part before starting another cycle.
Thermogravimetric analysis (TGA)
TGA was carried out on a model Q5000IR TGA analyser (TA Instruments, USA) to measure the mass of GTR and GTR/MAPE particles while heated in a nitrogen atmosphere. The scans were performed from 50 to 800 °C at a rate of 10 °C min–1 with a nitrogen flow rate of 25 mL min-1.
Fourier transform infrared spectroscopy (FTIR)
To detect functional groups on GTR and GTR/MAPE particles, infrared spectra were obtained with a Nicolet FTIR spectrometer (Model 730, Nicolet Instruments, USA) equipped with a mercury–cadmium–telluride detector. The sample absorbance was measured in the IR region 4000 to 750 cm−1. Each spectrum was obtained from 128 scans at a resolution of 4 cm−1.
Morphological characterisation
Untreated and treated GTR particles, as well as the rotomoulded parts (subjected to cryogenic fracture in liquid nitrogen) were studied via scanning electron microscopy (SEM) (US FEI Inspect F50) to analyse the morphology of the samples. Furthermore, the number of bubbles and the average bubble size were measured by ImageJ software (US National Institutes of Health, USA).
Density measurement
Density data were obtained by an Ultrapyc 1200e (Quantachrome, USA) gas pycnometer. Nitrogen was used as the gas phase and the data reported are the average of five measurements with standard deviations of less than 1%.
Mechanical properties
Tensile properties at room temperature were measured on a model 5565 (Instron, USA) universal testing machine with a 500-N load cell. Type V samples were cut in rotomoulded parts according to ASTM D638. The crosshead speed was set at 10 mm min-1 and the values for tensile modulus, tensile strength and elongation at break are based on the average of at least six samples.
Flexural tests (three-point bending) were performed at room temperature using a crosshead speed of 2 mm min-1 on an Instron (USA) universal tester model 5565 with a 50-N load cell according to ASTM D790. The span length was fixed at 60 mm. At least five rectangular samples with dimensions of 60 × 12.7 mm2 were used to report the average and standard deviation for the modulus.
Charpy impact strength was determined by a Tinius Olsen (USA) testing machine model Impact 104. At least 10 rectangular specimens (60 × 12.7 mm2) were prepared according to ASTM D6110. The samples were notched (‘V’ shape) by an automatic sample notcher model ASN 120 m (Dynisco, USA) at least 24 h before testing.
Results and discussion
Confirmation of GTR surface modification
To determine if the GTR surface modification by MAPE was successful, several characterisation methods were used, such as TGA, FTIR and SEM. The thermal degradation of GTR and GTR/MAPE particles is shown in Figure 2. The main thermal decomposition of GTR (60 wt-%) under nitrogen atmosphere occurs in a temperature range between 240 and 470 °C (Figure 2(a)). By contrast, 70 wt.% loss of GTR/MAPE particles occurs in the temperature range between 240 and 500 °C, among which 10 wt-% loss between 480 and 500 °C is associated with the thermal degradation of the MAPE layer on the GTR surface (Figure 2(a)). 27
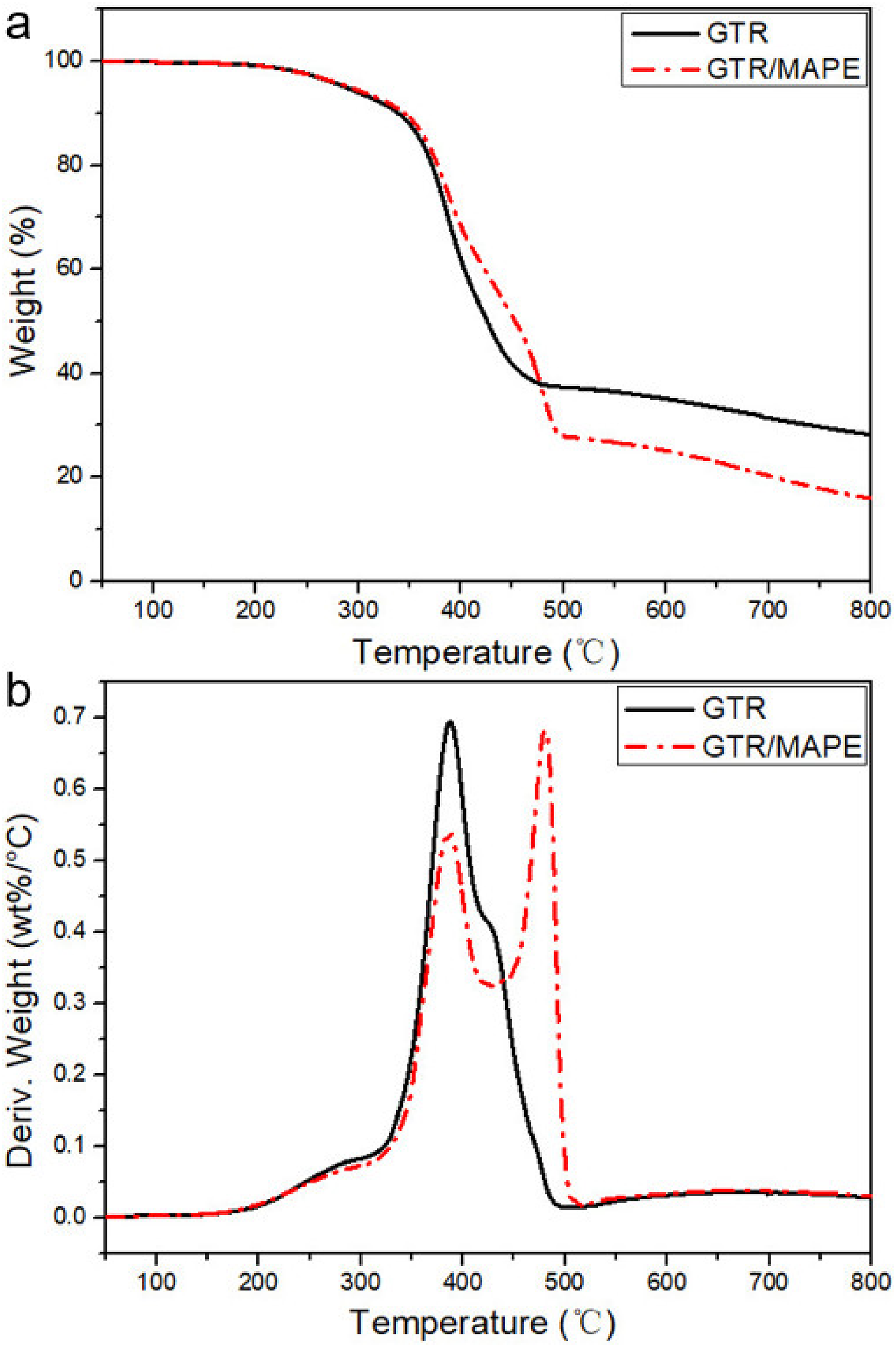
TGA (a) and DTG (b) curves of the GTR and GTR/MAPE particles under a nitrogen atmosphere.
In addition, Figure 2(b) shows the derivative thermogravimetric (DTG) curves, which represent the thermal decomposition rates of GTR and GTR/MAPE particles. For both curves, the first broad peak around 220 to 280 °C represents the volatilisation of processing oils and other low boiling-point components. Then, the main peak around 380 °C belongs to the decomposition of natural rubber (NR). For GTR/MAPE particles, an intense peak around 480 °C is related to the thermal decomposition of the MAPE layer on the GTR surface.
FTIR was used to further confirm the successful GTR surface treatment. Figure 3 presents a comparison between the FTIR spectra of GTR and GTR/MAPE particles. Obviously, the intensity increases at 2915 and 2848 cm−1 in relation to symmetric and asymmetric aliphatic C–H vibration, which confirms the increase of C–H groups on the GTR/MAPE surface due to the presence of PE in MAPE. 28
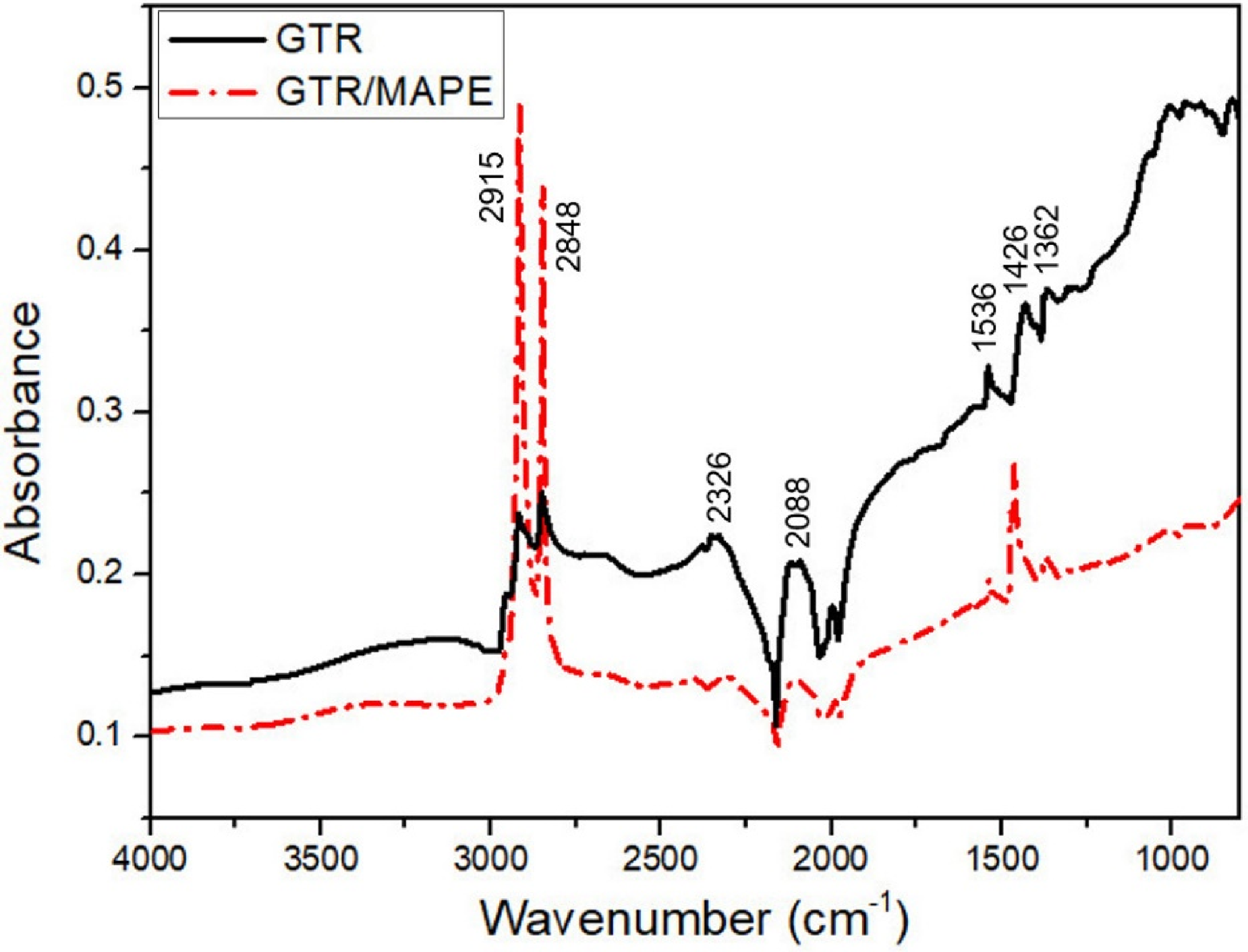
FTIR spectra of the GTR (black) and GTR/MAPE (red) particles.
SEM micrographs of GTR and GTR/MAPE particles are presented in Figure 4. It can be seen that the surface of neat GTR particles (Figure 4(a) and (b)) is rough and covered with several smaller GTR particles, which can easily result in air bubbles trapped between these particles during rotomoulding. On the other hand, the GTR/MAPE particles have a smooth surface since the smaller particles are removed by the GTR treatment (high mixing in solution and filtration). Also, the MAPE layer coated on the GTR surface (Figure 4(c) and (d)) eliminates surface roughness/porosity.
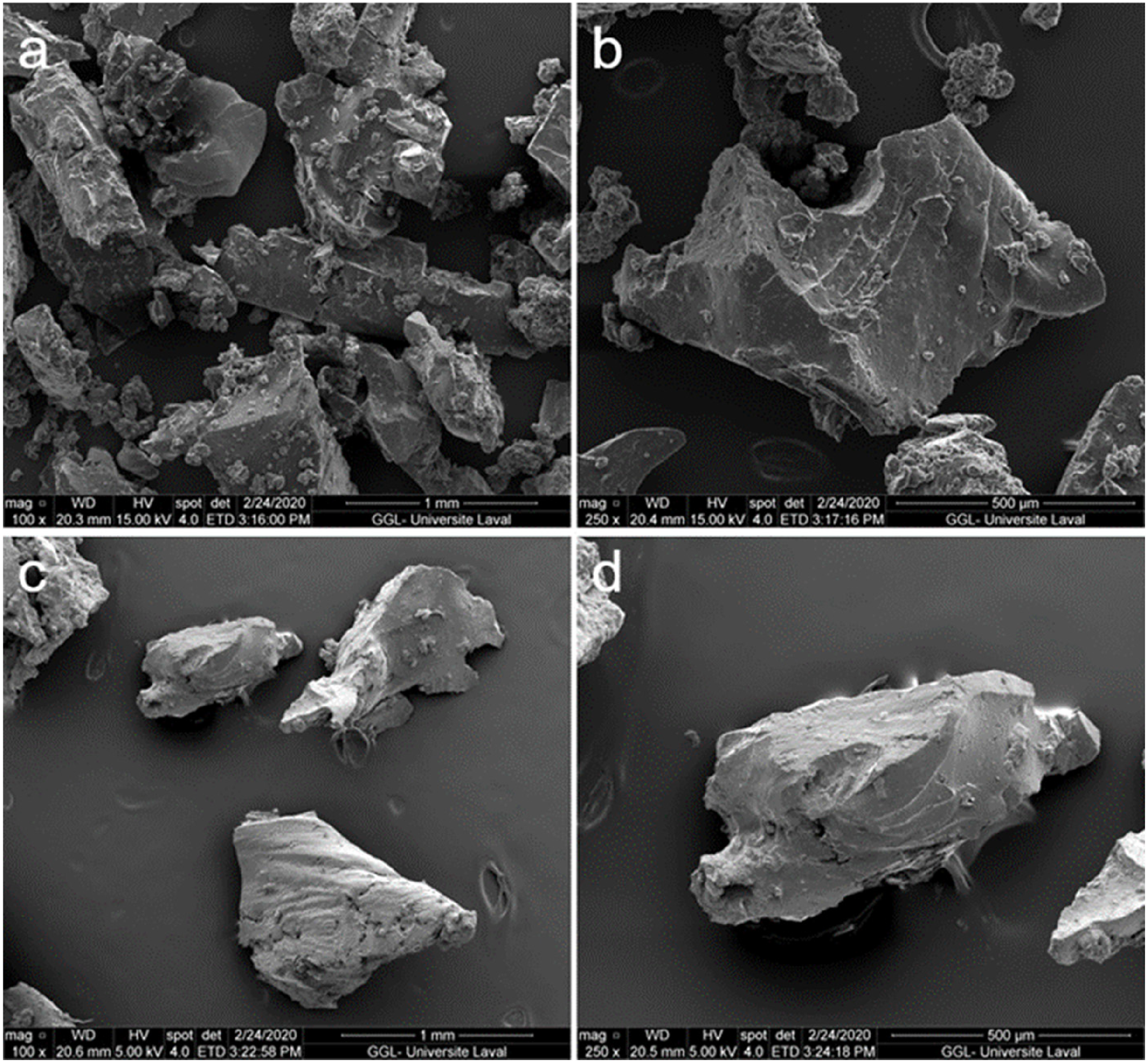
SEM micrographs of the GTR (first row) and GTR/MAPE (second row) particles at different magnifications.
Morphological characterisation
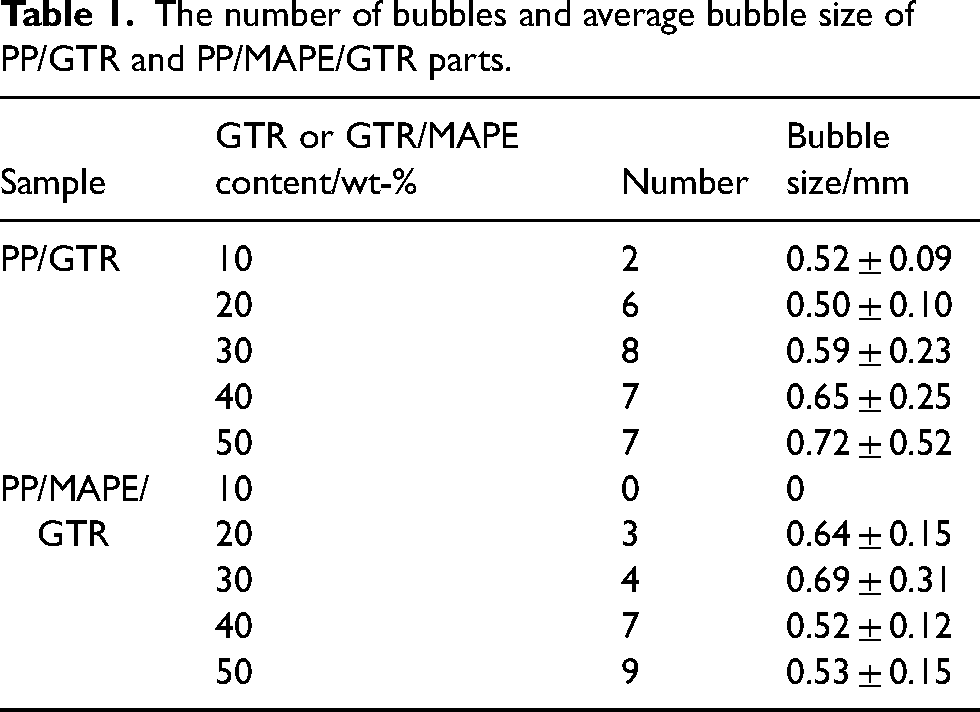
Figure 5 presents the morphology (cross-section) of the rotomoulded PP/GTR and PP/MAPE/GTR. Firstly, there is no defect in the neat PP specimen (Figure 5(a)), which confirms that the rotomoulded parts were successfully produced using optimal processing conditions. Then, the PP–GTR images (Figure 5(b), (c), (g), (h) and (i)) show that a growing number of bubbles and defects takes place with increasing GTR content. This behaviour is associated with low compatibility between GTR particles and PP matrix. Interestingly, for the PP/MAPE/GTR samples (Figure 5(e), (f), (j), (k) and (l)), both the number and the size of bubbles/defects substantially decreased compared with their PP/GTR counterparts (Table 1). Finally, Figure 5(d) and (e) illustrates that the rubber phase has good physical contact with the PP matrix. These observations confirm that the GTR and PP interfacial adhesion/compatibility was improved by the MAPE surface treatment.
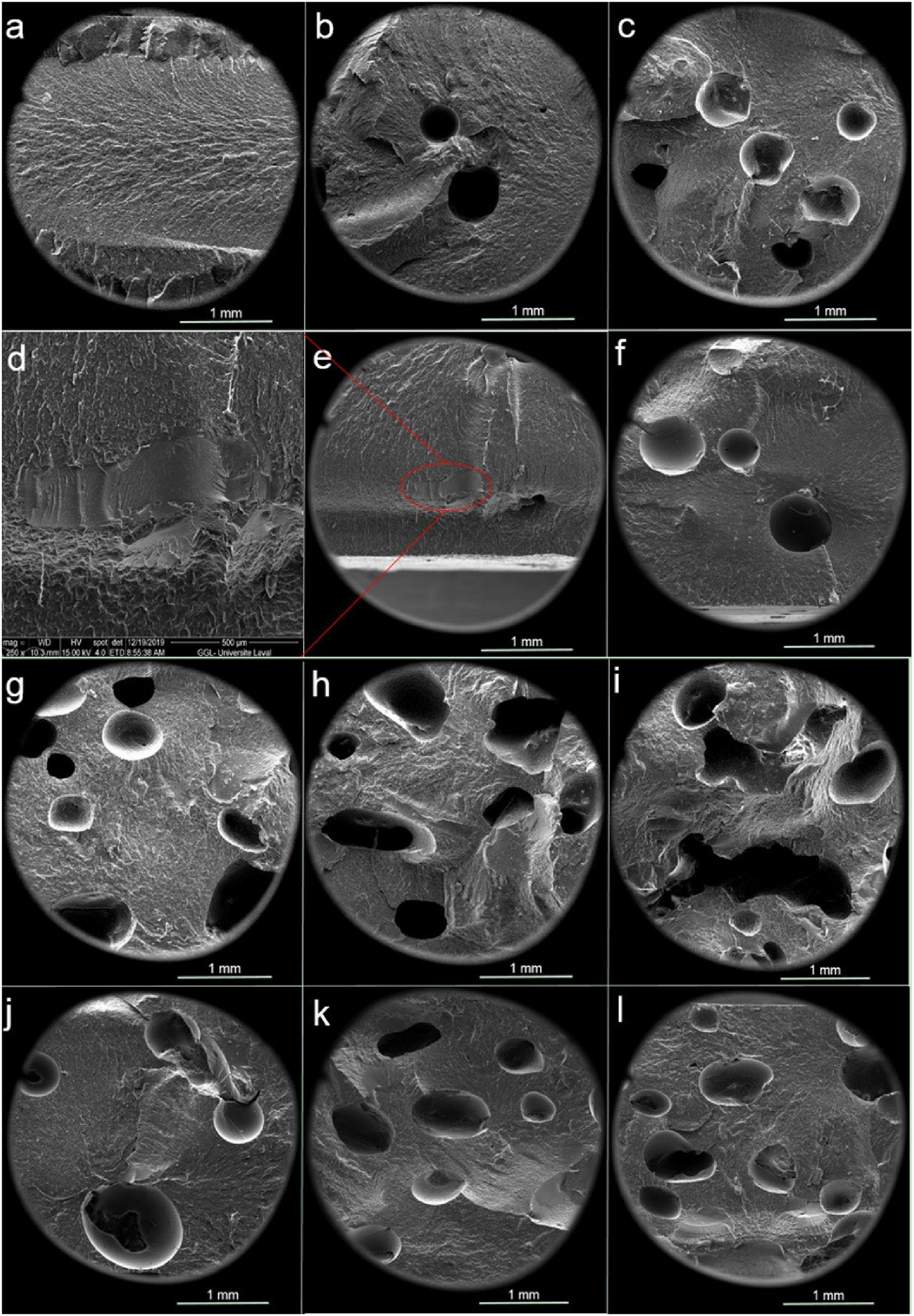
SEM of the rotomoulded specimens cross-section with different rubber contents: (a) neat PP, (b) 10% GTR, (c) 20% GTR, (e) 10% GTR/MAPE, (f) 20% GTR/MAPE, (g) 30% GTR, (h) 40% GTR, (i) 50% GTR, (j) 30% GTR/MAPE, (k) 40% GTR/MAPE and (l) 50% GTR/MAPE; (d) is a magnified view of the red region in (e).
The number of bubbles and average bubble size of PP/GTR and PP/MAPE/GTR parts.
Density measurement
The density of all samples is reported in Figure 6 together with raw material (neat PP, GTR and GTR/MAPE) values. The GTR density increased after functionalisation with MAPE in solution. This increase is associated with some interactions between MAPE and GTR particles, as well as possible particle shrinkage due to the extraction of low molecular weight compounds. 29 Accordingly, compared with the density of PP/GTR composites, the density of PP/MAPE/GTR compounds slightly increases with increasing GTR/MAPE content. This can be explained by the reduced number of bubbles and defects in PP/MAPE/GTR compared to PP/GTR as shown in Figure 5 and Table 1. Because the number of bubbles and defects increases with filler content, the density of both types of compounds decreases by up to 30%. However, the density finally increased with an increase in filler content of up to 50%. This effect represents a balance between the number of voids generated with increasing GTR content versus higher GTR density compared to PP (Figure 6).
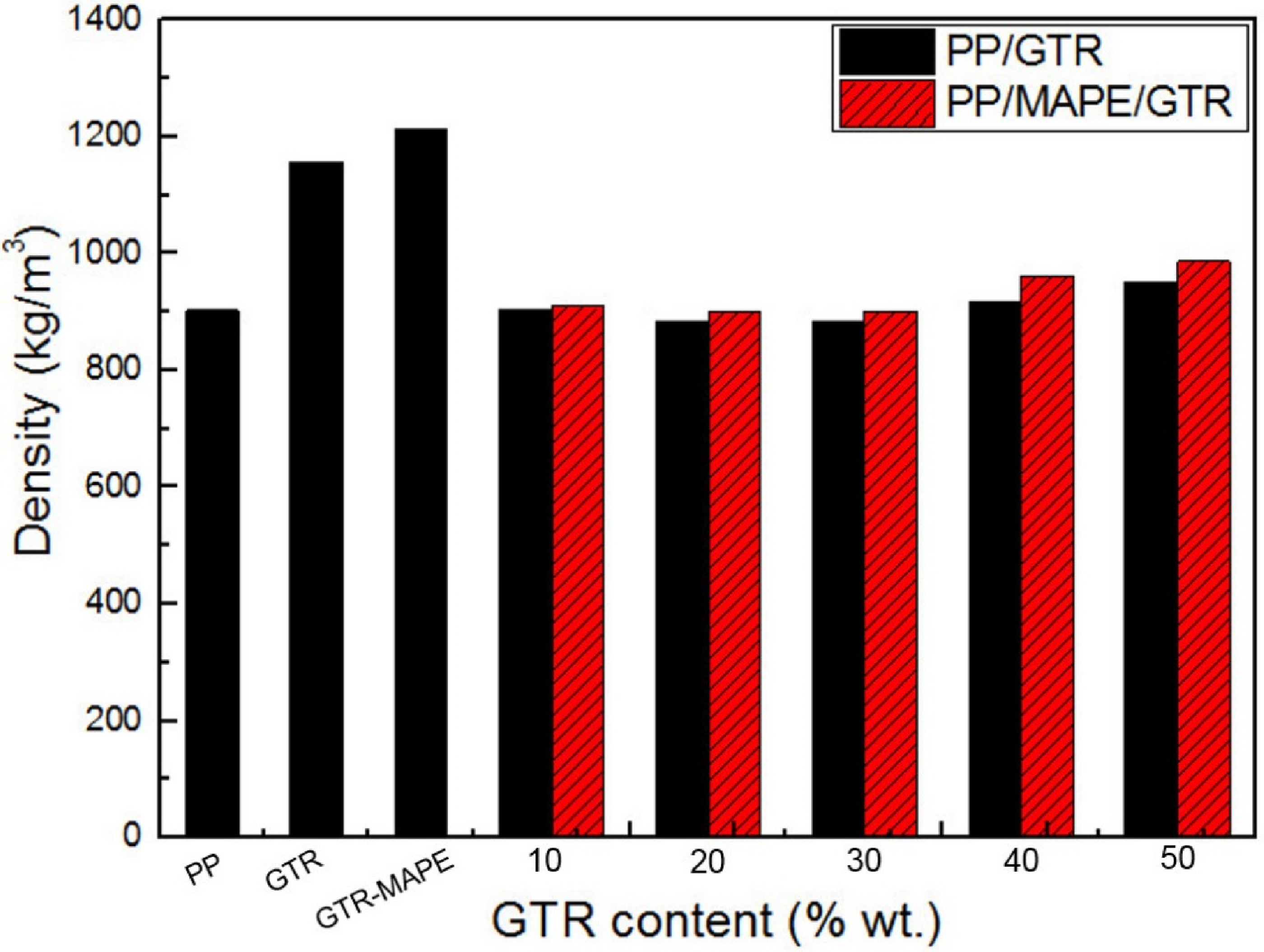
Density of neat PP, GTR and GTR/MAPE particles, as well as the rotomoulded samples with different GTR and GTR/MAPE contents.
Tensile properties
The tensile moduli of PP/GTR and PP/MAPE/GTR compounds are presented in Figure 7 to compare with the tensile modulus of neat PP (785.4 MPa). For both types of rotomoulded compounds, the tensile moduli tend to drop with increasing filler content due to the presence of bubbles and defects (Figure 5 and Table 1), as well as the lower rigidity of the rubber particles (about 2 MPa) compared to the PP matrix. 30 Figure 7 also clearly shows that the tensile moduli of PP/MAPE/GTR compounds are higher than those of PP/GTR ones because of the MAPE effect (less defects and voids). For example, the tensile modulus of PP/GTR with 50 wt-% GTR is 85.9 MPa compared with 202.5 MPa for PP/MAPE/GTR at 50 wt-% which represents a 57.6% increase.
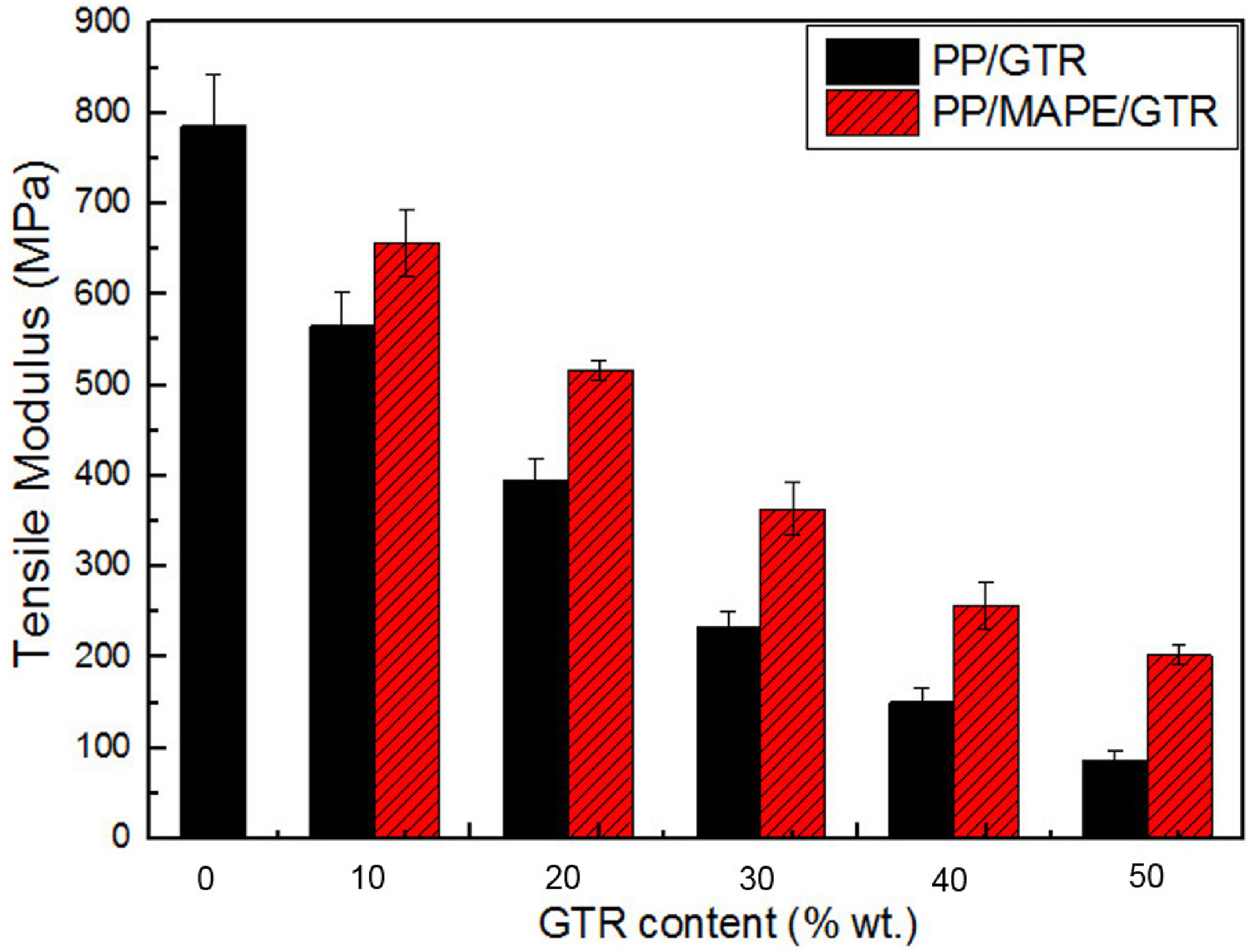
Tensile modulus of neat PP, PP/GTR and PP/MAPE/GTR compounds.
Figure 8 compares the tensile strength of all samples with respect to the neat PP. For all the compounds, lower tensile strength than the neat PP (20.2 MPa) are obtained. Nevertheless, the tensile strength of PP/MAPE/GTR compounds is significantly higher than for PP/GTR ones having the same filler content. This observation is attributed to the presence of MAPE on the GTR surface enhancing the interfacial strength resulting in better stress transfer from the matrix to the GTR. 31 For example, the tensile strength increases by 76% for PP/MAPE/GTR with 50 wt-% GTR/MAPE compared to PP/GTR with the same GTR content.
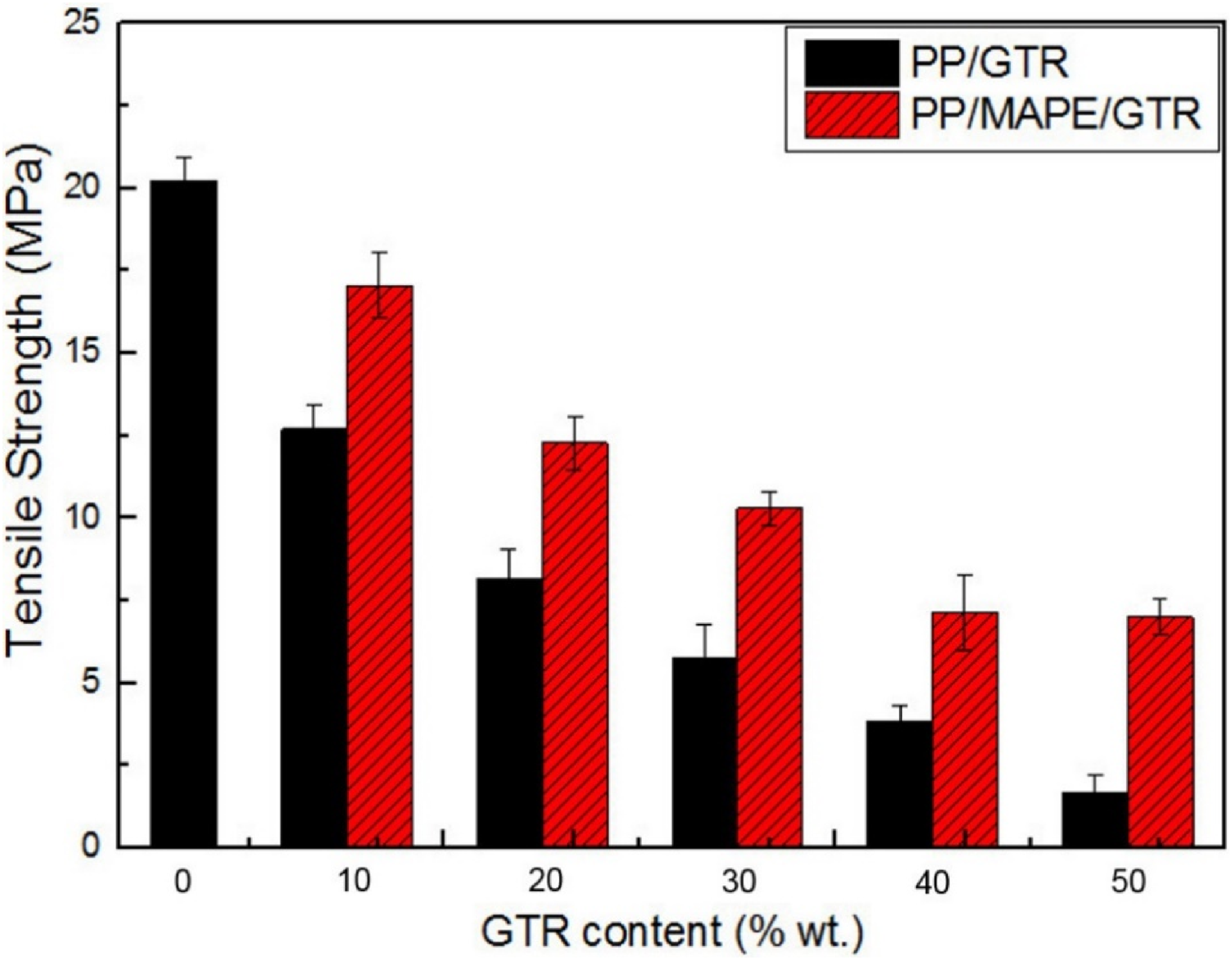
Tensile strength of neat PP, PP/GTR and PP/MAPE/GTR compounds.
The elongation at break of PP/GTR and PP/MAPE/GTR samples is reported in Figure 9 and compared to the neat PP value (154.5%). Since some defects are observed in rotomoulded parts with GTR or GTR/MAPE addition, a substantial reduction of the elongation at break occurs for all the compounds. This is also attributed to the inhibitory effect of GTR on the necking of the PP phase. However, the values for PP/MAPE/GTR are slightly higher than for PP/GTR due to the effect of MAPE. For example, at 50 wt-%, the elongation at break of PP/MAPE/GTR is 22% while being only 14% for PP/GTR.
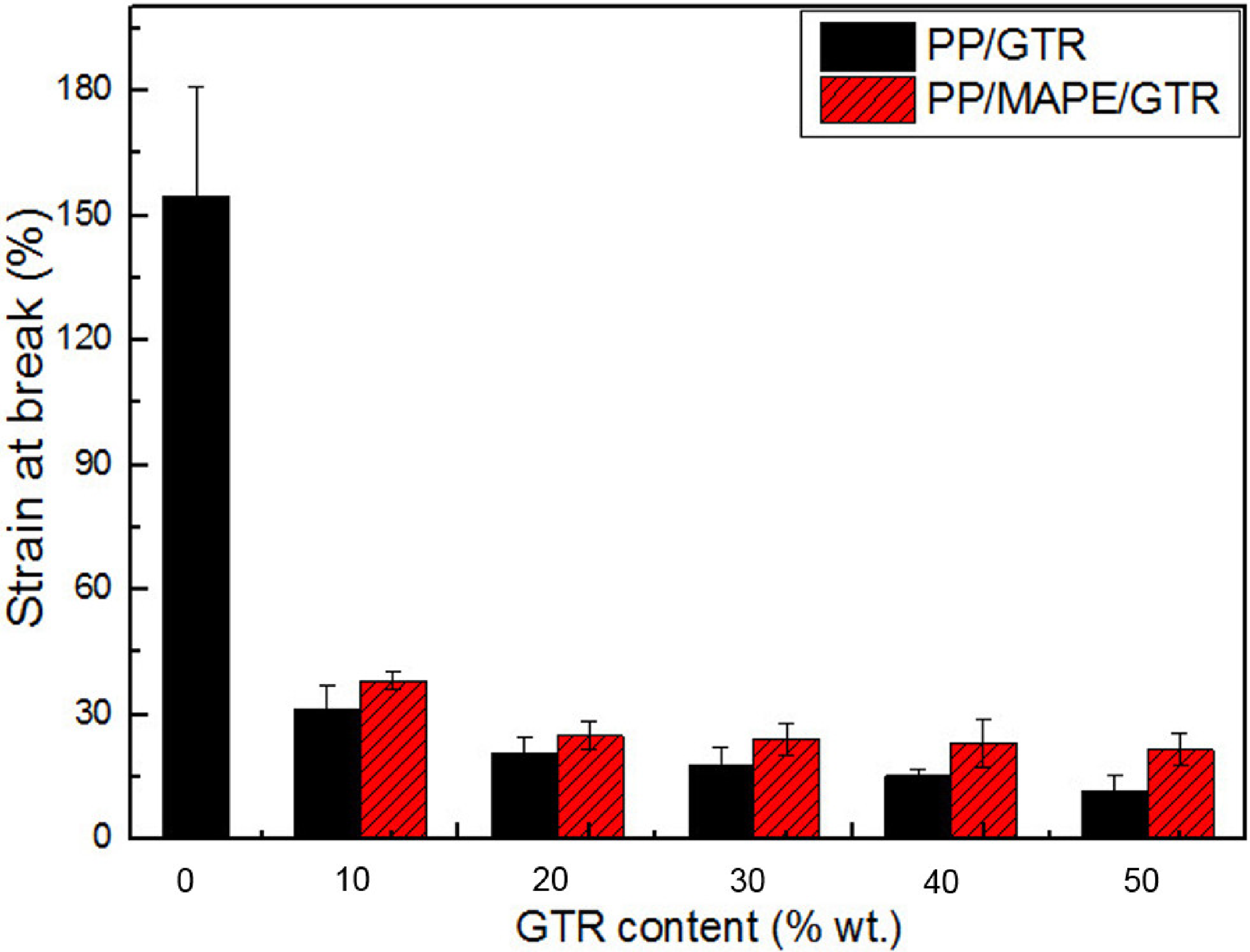
Elongation at break of neat PP, PP/GTR and PP/MAPE/GTR compounds.
Flexural properties
Figure 10 reports the flexural modulus of all samples produced. As expected, the highest flexural modulus was obtained for the neat PP (1145 MPa). The results also show that the flexural modulus has a similar decreasing trend as the tensile modulus (Figure 7) with increasing GTR content. Once again, the MAPE treatment improved the values. For example, at 50 wt-%, the flexural modulus increased from 71.4 MPa for GTR to 281.4 MPa for GTR/MAPE, representing a 74.6% increase.
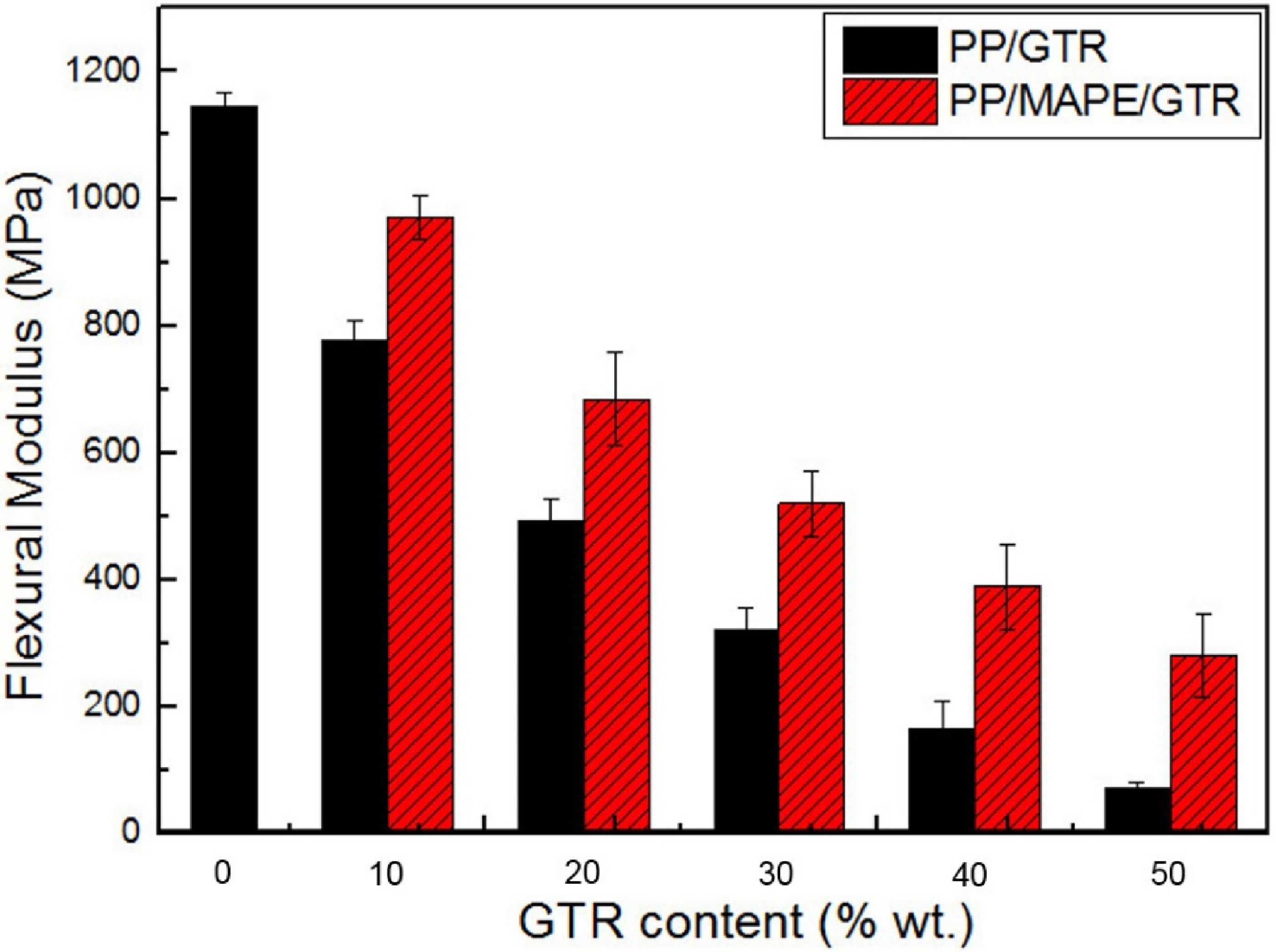
Flexural modulus of neat PP, PP/GTR and PP/MAPE/GTR compounds.
Impact strength
Impact strength results are presented in Figure 11. Compared to neat PP, poor adhesion between GTR and PP induces the formation of important defects (holes, voids and interfacial gaps in Figure 5), which finally results in a decrease in the impact strength of PP/GTR composites with increasing GTR content. For example, the impact strength decreases from 152.0 J m-1 for neat PP to 50.2 J m-1 for PP/GTR at 50 wt-% GTR, which represents a 67% decrease. Interestingly, the impact strength of PP/MAPE/GTR compounds increases significantly due to the MAPE layer on the GTR surface. For example, a 52% improvement for PP/MAPE/GTR was obtained compared to GTR at the same content (50 wt-%). This observation is attributed to a reduction in interfacial tension and better interfacial adhesion due to the MAPE treatment, allowing the GTR-PP interface to withstand a higher stress level before particle debonding (pull-out). 32 The highest impact strength (139.3 J m–1) was obtained from PP/MAPE/GTR with 30% rubber content, which is similar to our previous work on LLDPE/MAPE/GTR compounds produced by rotational moulding at 30% GTR having the highest impact strength. 26 However, the highest impact strength of PP/MAPE/GTR is still slightly lower than that of the neat PP (151.9 J m–1). This shows that the surface modification of GTR with MAPE is not fully effective to significantly improve the impact performance of the neat PP produced by rotational moulding and more work is needed to improve on these results. Nevertheless, a high GTR content can be introduced improving the carbon footprint of the resulting compounds.
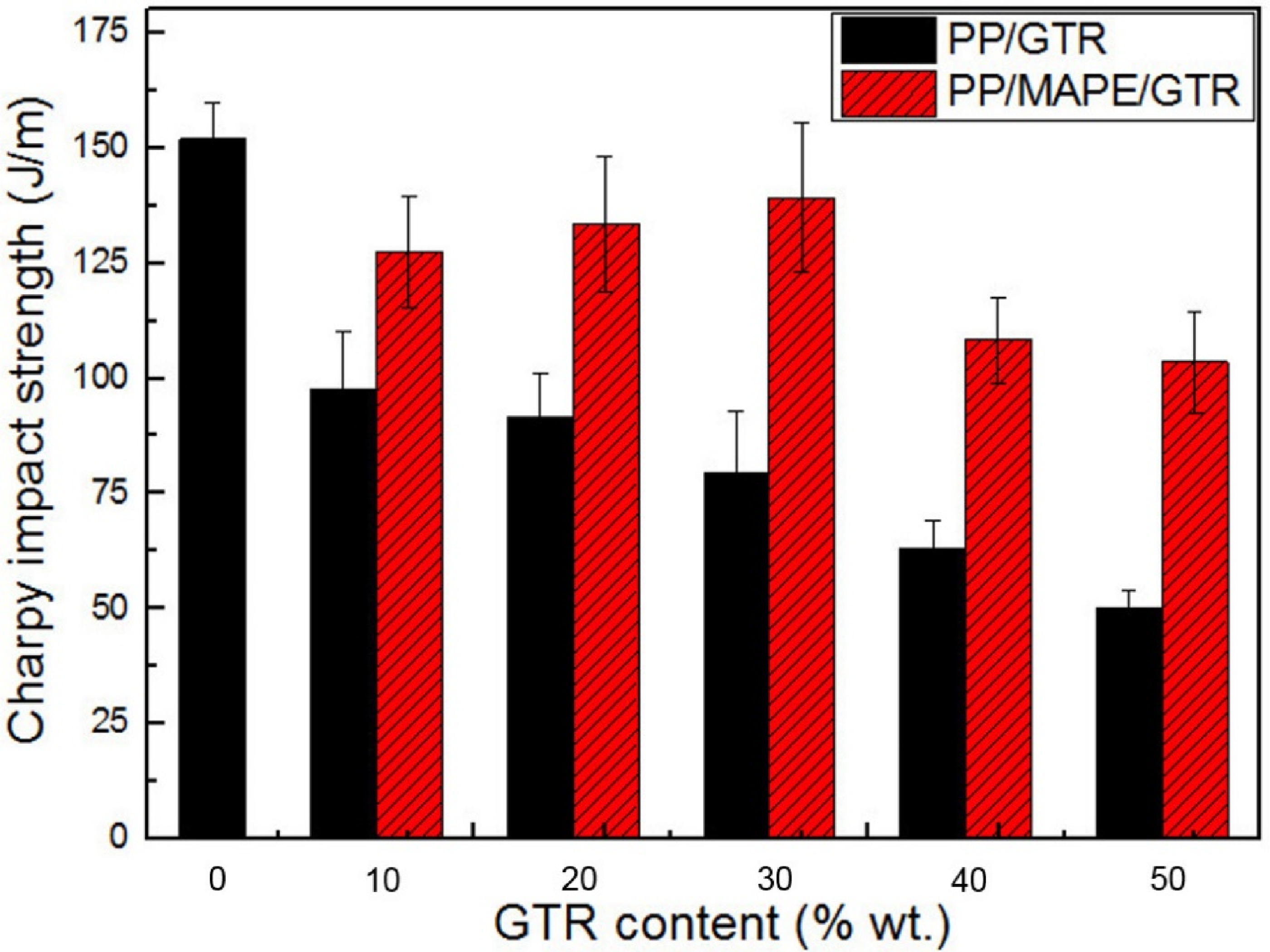
Impact strength of neat PP, PP/GTR and PP/MAPE/GTR compounds.
Conclusion
With a growing number of automotive vehicles on the roads, increasing tire production results in massive stockpile of waste tires after their end of life. Waste tires pose significant health and environmental concerns if not properly recycled and/or discarded. Thus, waste tires are firstly shredded into GTR and then used to produce GTR/thermoplastics compounds as an effective recycling way for waste rubbers. In this study, GTR was firstly modified by 2% MAPE in solution. Then, different concentrations (0–50 wt-%) were introduced into a rotomoulding grade of PP. Following initial trials, good samples were efficiently produced using a combination of dry-blending and rotational moulding since all the materials are powders. Not only did this approach prevent thermal degradation of the raw materials, it also could effectively reduce production costs. Based on the manufactured parts, their morphology, physical and mechanical properties (tensile, flexural and impact) were studied.
The results showed that the GTR surface was successfully modified by MAPE as confirmed by TGA, FTIR and SEM. In addition, SEM micrographs showed that the number and size of defects were substantially reduced in PP/MAPE/GTR compounds compared to PP/GTR ones. Consequently, the interfacial adhesion between GTR and PP was improved by introducing MAPE.
The mechanical properties of the samples decreased as the GTR content increased due to the low modulus and highly elastic nature of the rubber particles, as well as the increasing number and size of defects. However, it is noteworthy that the PP/MAPE/GTR compounds exhibited significantly higher properties compared to their PP/GTR counterparts. Substantial improvements were observed in tensile modulus (57%) and tensile strength (76%), while flexural modulus (74%) and impact strength (52%) also exhibited similar enhancements. Although promising samples with good properties have been achieved, future efforts should focus on further increasing the interfacial adhesion between PP and GTR to produce rotomoulded compounds with superior mechanical properties. This would facilitate the development of new rotomoulding materials and potential applications, such as automotive components, material handling equipment, packaging solutions and outdoor parts.
Footnotes
Acknowledgements
The authors acknowledge the financial support of the National Science and Engineering Research Council of Canada (NSERC) and the Chinese Scholarship Council (CSC). Polypropylene samples from 4ROTO LLC (USA) and ground tire rubber from Phoenix Innovation Technologies (Canada) were highly appreciated for this experimental work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.