
Abstract
Friction stir processing (FSP) with the overlapping method is the best approach for achieving bulk surface modification in metals and alloys. In the current study, a bulk-area processing region was created in aluminum alloys using FSP with pin overlapping. The grain size distribution and texture orientations have been examined using the electron backscattered diffraction technique. The findings revealed that the grain size distribution is uniform throughout the processed region, but the texture orientation is varied from one pass to other overlapping passes. Finally, it was identified from the results that the overlapping technique does not affect the grain size but affects the texture orientations and their intensities in each overlapping pass.
Keywords
Introduction
Friction stir processing (FSP) is a surface modification process discovered by Mishra and Ma 1 by inspiring the operating methodology of friction stir welding. The operating principle of FSP involves a revoluting tool composed of a shoulder and probe that penetrates the base plate and rotates at the same spot to attain the desired plastic deformation; after the desired plastic deformation is attained, the tool begins to move along the line action. The deformed material is moved around the probe from the leading to the trailing edge (TA) and deposited beneath the shoulder.2,3
FSP is a versatile technique for repairing casting defects, 4 local modifications of microstructure, 5 achieving grain refinement, 6 and producing surface composites in metals and alloys. 7 To accomplish these functions, single-pass FSP is carried out. 8 In some cases, multi-pass FSP with 100% overlapping is performed to achieve the additional grain refining and homogeneous dispersion of composites. The application of the single-pass is restricted to local surface modification. But, in most engineering applications, bulk surface modification is required.9–11 Few authors carried single-pass vibration-assisted friction stir welding (FSW)/FSP to widen the stir region. However, the vibration effect is insufficient to create the wide-area processing zone in a single run.12–16 To overcome this drawback, multi-pass FSP is performed with pin overlapping. In this process, after successfully modifying the surface's first path, the tool moves toward the TA or leading edge (LA) to a distance not higher than the probe diameter and modifies the second path. The process is repeated till the achieving of bulk-area processing zone.
Limited research was done in the production of bulk-area processed zone, and most of these studies examined the influence of the overlapping methodology on the microstructural and mechanical characteristics of bulk-area processing regions.17–19 It was found from the literature studies on overlapping FSP (OLFSP) there is scope to explore all the various characteristics of the bulk-area processed region. However, no investigation has been carried out to examine the impact of OLFSP on the texture behavior of bulk-area processing regions. It is well known that the FSP causes grain refinement in processed metals and alloys. The objective of the OLFSP is to achieve grain refinement in a wide area. The grain size and grain orientation are essential factors that decide the mechanical properties of the processed metals and alloys. The intense stirring action of the tool during each overlapping influences the grain size and grain orientation in the bulk-area processed region. Hence, it is necessary to study the effect of the OLFSP on the grain size and grain orientation at each pass of the OLFSP. Moreover, a correlation must be made between the grain size distribution and texture orientations in each pass of the bulk-area processing region. Hence, the current investigation studies the impact of the overlapping technique on the grain size distribution and texture orientation of FSPed aluminum alloy.
Experimental procedure
AA6061-T6 aluminum alloys are employed as the base metal (BM) in the current investigation. The processing variable and tool geometry were taken from the previous study. 10 The OLFSP with 50% pin overlapping has been conducted using a 3 ton capacity FSW machine. For the experimentation purpose, a five-pass OLFSP was carried out towards the LA, as displayed in Figure 1. 20 After each pass, the processed plate was allowed to return to ambient conditions to avoid the grain coarsening and proceeded for the next pass. The electron backscattered diffraction (EBSD) investigation was conducted on an FEI-Nova SEM equipped with an EBSD-energy dispersive X-ray spectrometry detector with a step size of 2 nm. The grain size distribution, angle misorientation, and texture orientations were measured from Channel HKL-5 and the A-TEX simulation tool. The specimens for EBSD studies have been electro-polished in an electrolytic solution at −15 °C for 45 s. The electrolytic solution was made with a mixture of perchlorate with acetic anhydride and ethanolic solutions of H2SO4.
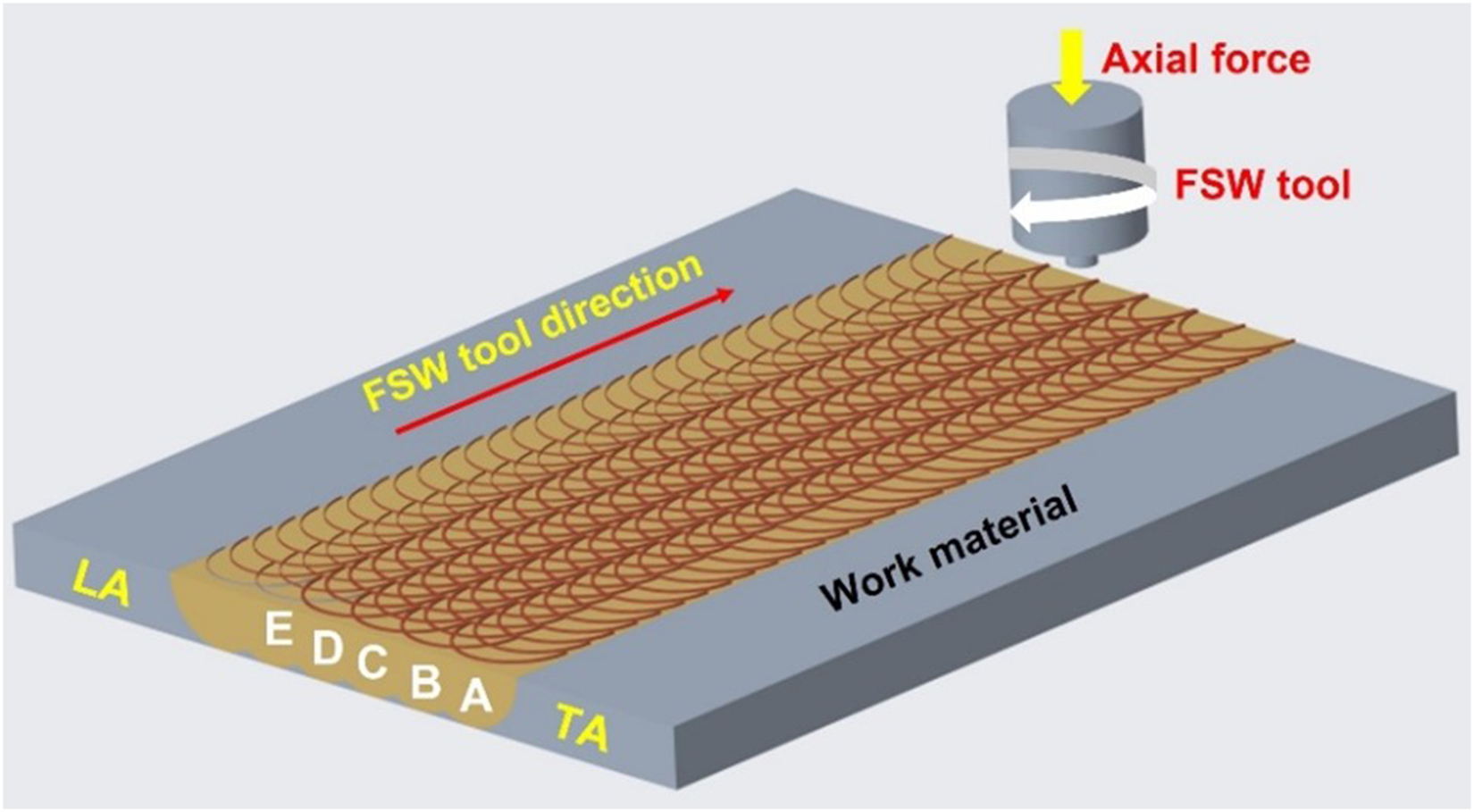
Schematic diagram of overlapping friction stir processing (OLFSP). 20
Results and discussion
Initially, EBSD analysis was done at the center of the bulk-area processing region. EBSD micrographs of BM and OLFSP specimens are depicted in Figure 2(a) and (b). The statistical data of the EBSD analysis are presented in Table 1. A complete evolution of the BM's structure into a newly wanted structure is witnessed. After FSP, the BM's structure underwent severe plastic deformation and dynamic recrystallization and transformed into a fine equiaxed grain structure with more fraction high angle boundaries (HABs). The following concept illustrates how BM is wholly transformed into a fine equiaxed grain structure. The frictional heat generated at the work–tool interface achieves the plastic flow in the BM. The plasticized material is simultaneously made to circulate around the tool and flow in the direction of processing by the tool traverse. The softened material is forced to move in a convoluted fashion, flowing in all orientations and eventually forging beneath the shoulder due to the tool's combined rotating and traversal actions. The tool's intense plastic flow transforms the large aluminum grains into smaller ones, and the tool's movement helps the grains to distribute evenly.6,21–23 For a better understanding of the grain refinement across the bulk-area processing region, EBSD analysis was done at each overlapping pass OLFSP sample. The EBSD maps of the stir zone in each pass (labeled with A–E) of OLFSP samples are shown in Figures 3 and 4, and it has been noticed that the grain size of each pass is approximately the same in processing regions owing to the selection of optimum processing conditions (such as tool revolution rate and travel rate) and providing time gap between successive overlapping paths. Therefore, it has been concluded that the creation of successive overlapping tracks did not influence grain size in the bulk-area processing region.
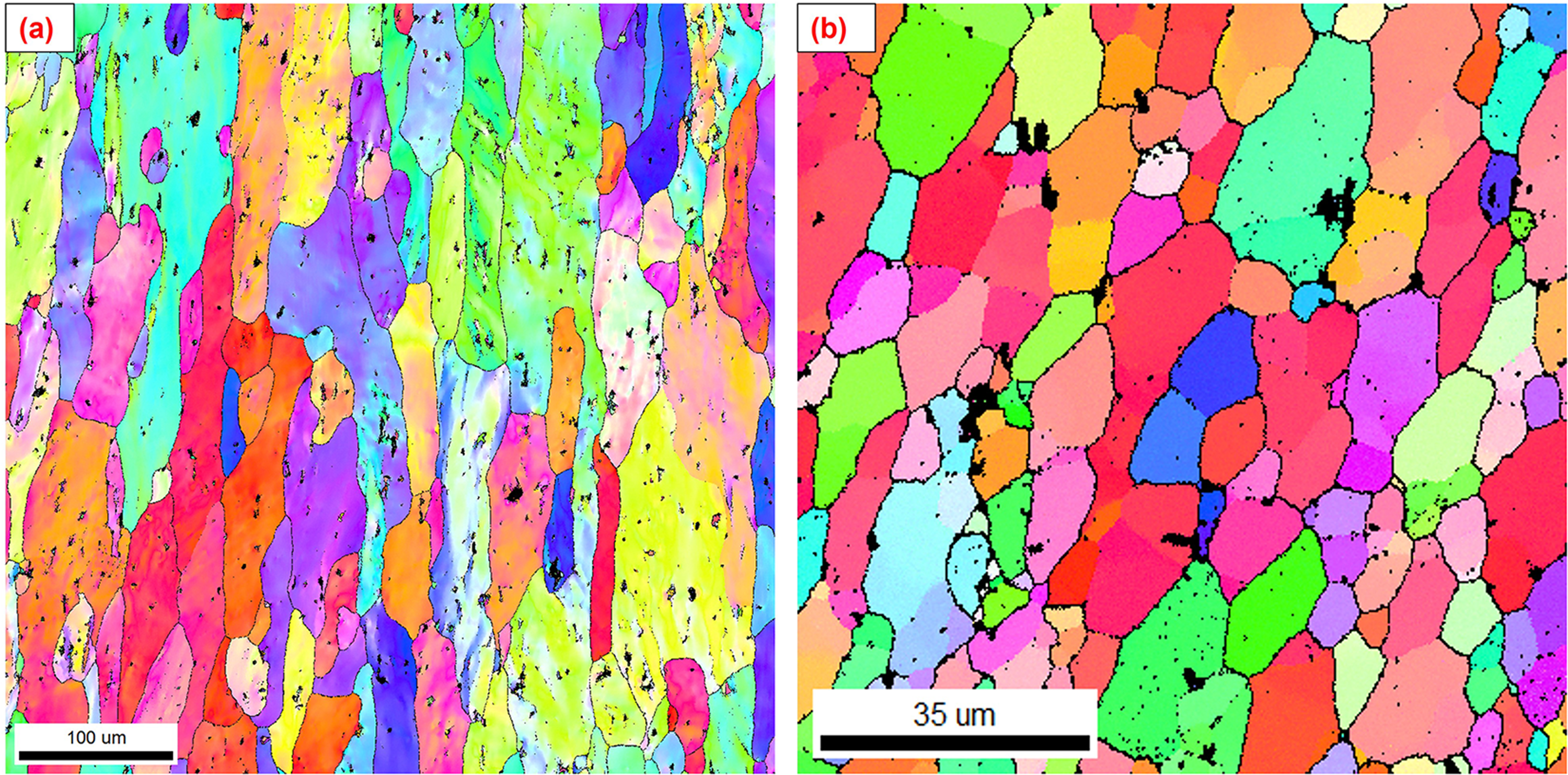
EBSD maps of (a) BM and (b) OLFSP specimen at the center of the stir zone.
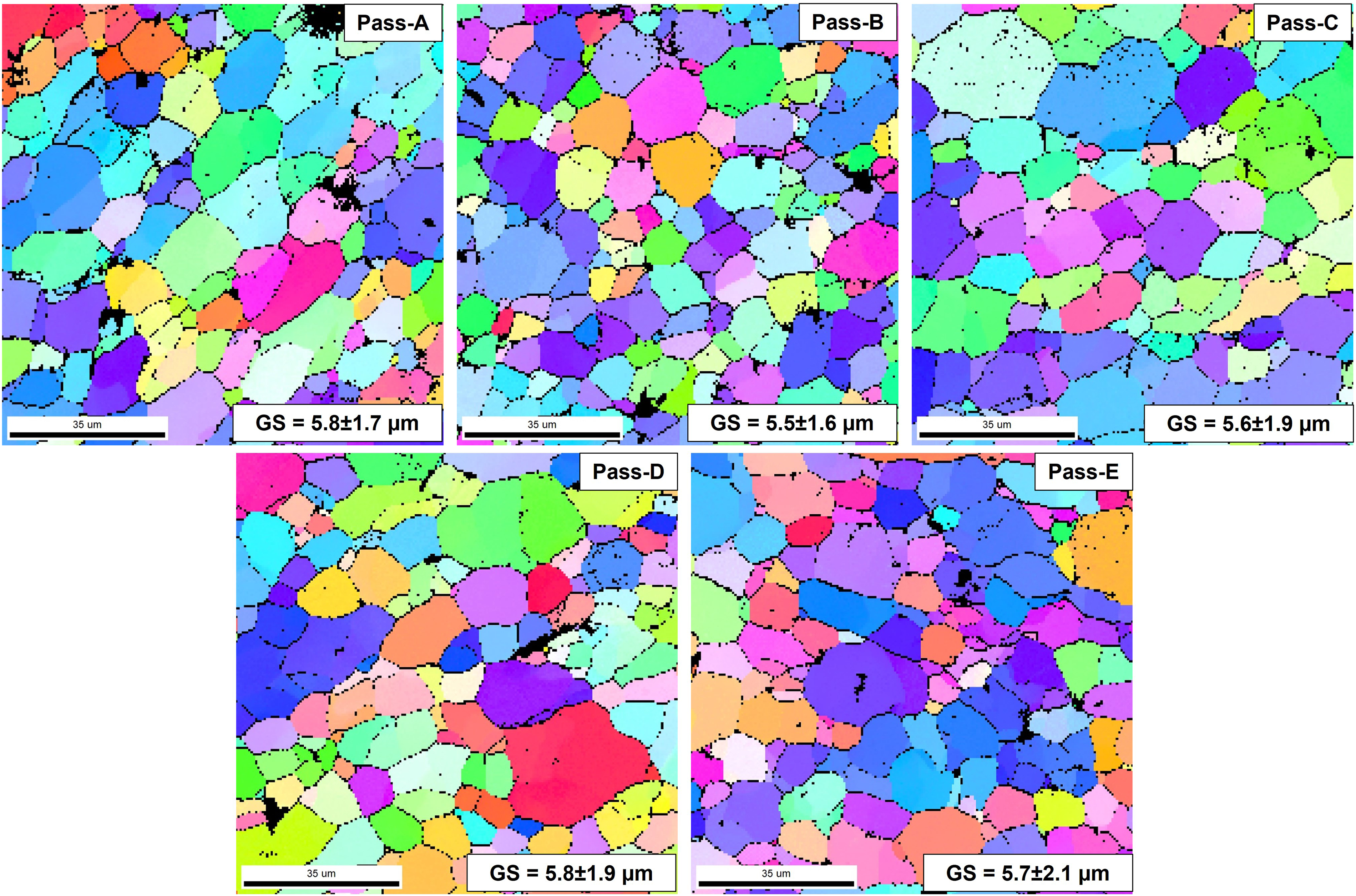
EBSD microstructures of first to fifth pass of OLFSP sample indicating grain size.
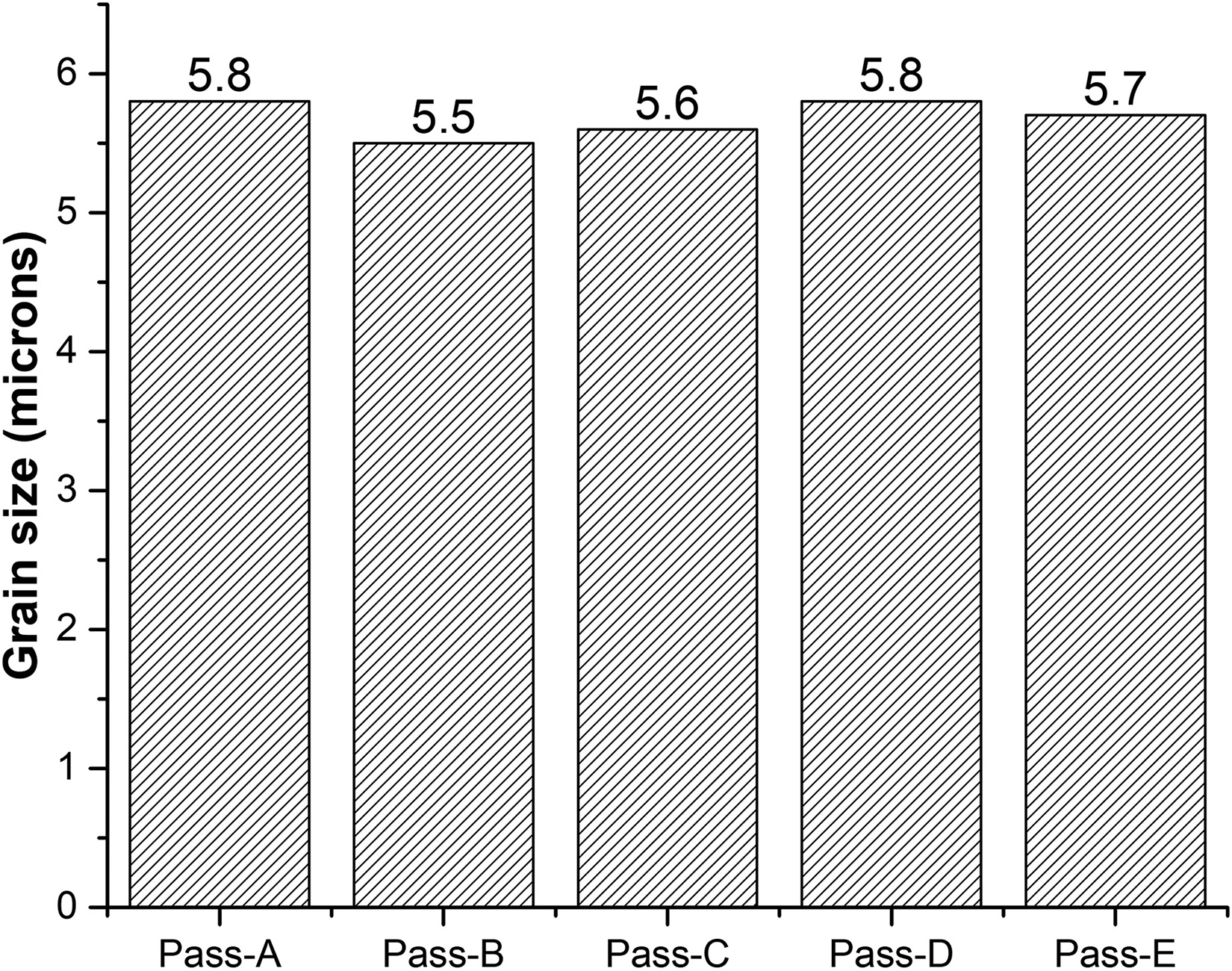
Grain size distribution in each pass.
Statistical data of EBSD analysis.
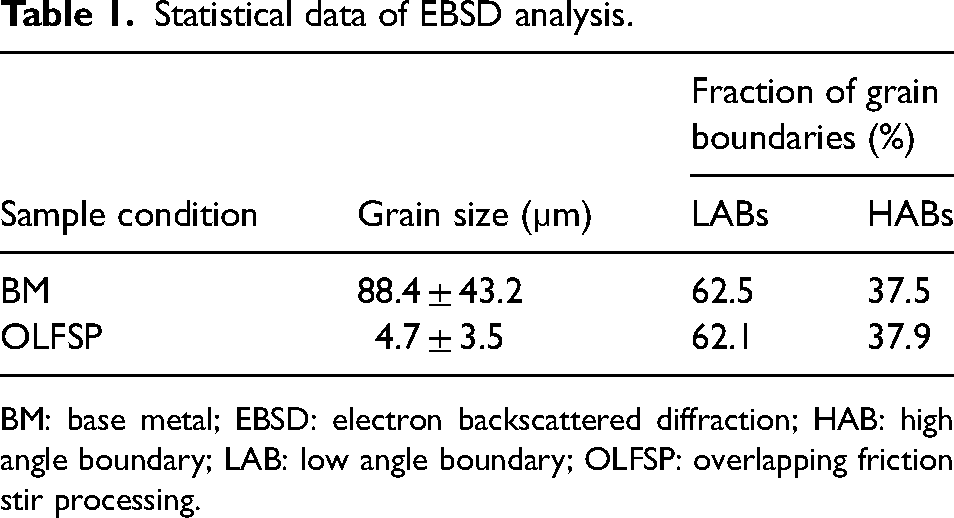
BM: base metal; EBSD: electron backscattered diffraction; HAB: high angle boundary; LAB: low angle boundary; OLFSP: overlapping friction stir processing.
Initially, the texture analysis was made at the center of the bulk-area processing region of the OLFSP sample. Generally, high stacking fault energy materials with face-centered cubic crystal structures, such as aluminum and its alloys, strongly impact dynamic restoration mechanisms such as dynamic recovery and dynamic recrystallization and control the resulting deformation texture components.7,24,25 The measured {100} EBSD pole figures of BM and OLFSP samples are presented in Figure 5(a) and (b). The pole figures of the BM consist of a dominant rolling texture component, and it is characterized by a strong S-{123}〈634〉 texture component with a peak texture intensity of 4.7 (Figure 5(a)), While the recrystallized OLFSP specimen exhibits strong A1-{111}(112) component and Goss-{110}(100) component having a peak intensity of 7.4 (Figure 5(b)). The texture intensity after FSP increased owing to the development of the recrystallized fine-grained structure.26,27
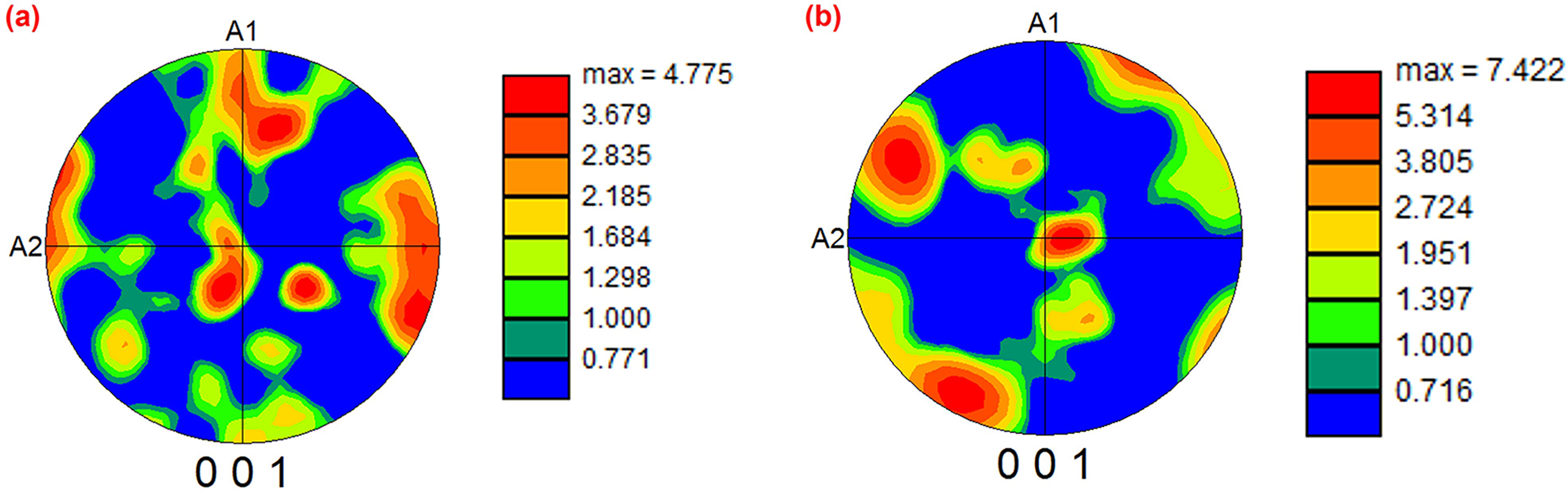
{100} pole figures labeled with measured texture orientations of (a) BM and (b) OLFSP specimen at the center of the stir zone.
To better understand the influence of OLFSP on the texture analysis, EBSD analysis was made on each pass of the bulk-area processing region of the OLFSP sample, and texture components were measured. The {100} pole figures of each pass of the 5-pass OLFSP sample are presented in Figure 6. The recrystallized first pass of the OLFSP specimen contains the strong A-{111}(110) texture component and less intensity of Brass-{110} (112) component with a maximum intensity of 6.62 (i.e. Pass-A), while the recrystallized second pass of OLFSP sample presents strong Cube-{100}(001) component and Brass-{110}(112) component with a texture intensity of 5.12 (i.e. Pass-B). As compared to the first pass, the texture intensity of Brass-{110}(112) increased owing to the increase of heat input, and the Cube-{100}(001) texture component is formed due to the material flow around the pin by stirring action of the tool. The recrystallized third pass of the OLFSP sample is dominated by a strong Brass-{110}(112) component with a texture intensity of 7.25 (i.e. Pass-C). The intensity of the Brass-{110}(112) component increased further, and the Cube-{100}(001) component disappeared almost after the third pass. The recrystallized fourth pass of the OLFSP sample presents completely different texture components of dominant A-{111}(110) and A1-{111}(112) with a maximum intensity of 5.73, and it also contains minor intensity of Brass-{110}(112) texture component (i.e. Pass-D). The recrystallized fifth pass of the OLFSP sample is characterized by a dominant Brass-{110}(112) component with a texture intensity of 8.81 (i.e. Pass-E). The variations in texture components and texture intensity from one pass to another pass could be attributed to increased heat input, as each pass of OLFSP is affected by multiple shoulder interactions. Finally, it was concluded that the OLFSP did not influence the grain size but influenced the grain orientations from one pass to another in aluminum alloys.
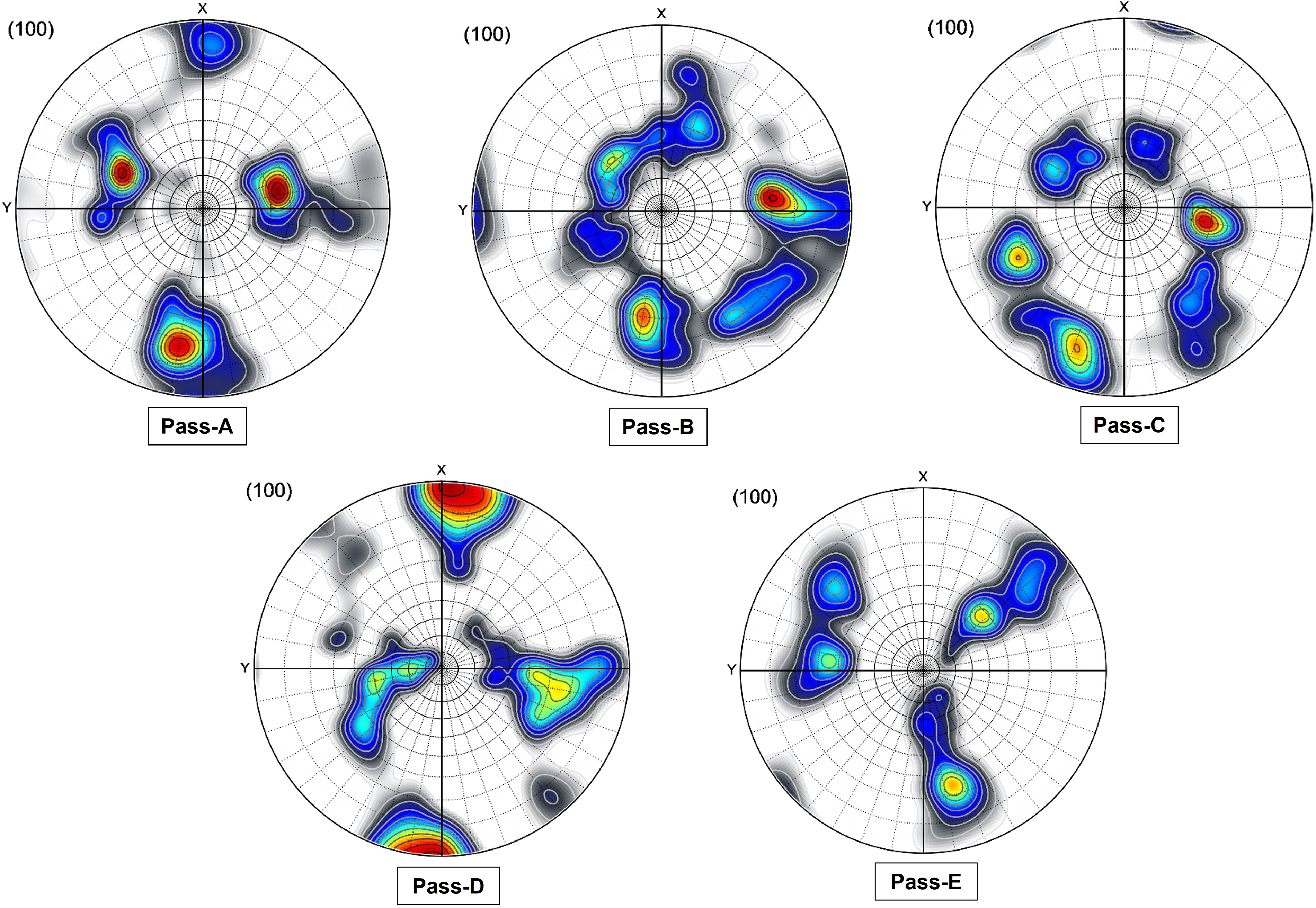
{100} pole figures of SZ of first to fifth pass of OLFSP specimen.
Conclusion
In the current investigation, the bulk-area processing region was successfully prepared with multi-pass OLFSP with pin overlapping, studied the effect of OLFSP on grain size and grain orientation in the AA6061, and the following concluding statements were made:
From the results, it was identified that the grain size in each pass of bulk-area processing was found to be uniform due to the selection of the best processing variable and the time interval between the successive passes. The texture analysis revealed that the texture orientations vary from one pass to another due to the intense tool stirring action and high-temperature thermal cycles. Finally, it was concluded from the results that successive overlapping runs do not affect the grain size, but it affects the grain orientations in each pass of the bulk-area stir zone.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.