
Abstract
The ultrasonic-assisted resistance spot welding (UaRSW) technique was applied to join AA6061 aluminum alloy to Ti6Al4V titanium alloy, the microstructure and mechanical performance of the joints with and without ultrasonic were investigated. Ultrasonic increased the maximum load by 43%, doubled the displacement at fracture and significantly enhanced energy absorption capacity. The solid phase transformation zone formed in Ti6Al4V, and its microstructure was lath martensite. Due to the welding defects and coarse columnar dendrite, conventional spot welded joints fractured by interfacial failure mode with poor performance. Ultrasonic promoted the diffusion of AA6061, removed the welding defects, generated consistent equiaxed grains in weld zone, and the joints fractured in AA6061 base metal by button pull-out mode result from the higher bonding strength.
Keywords
Introduction
Aluminum alloys and titanium alloys are frequently employed in the equipment sector as the primary materials for lightweight constructions because of their low density, high specific strength, and excellent corrosion resistance.1–3 The usage of aluminum alloys and titanium alloys in technical products like spaceships, cars, and other transportation vehicles is increasing.4–6 Aluminum alloy/titanium alloy composite structural parts have a broad future as the preferred option to meet the criteria of excellent performance and controlling the manufacturing cost of structural parts.
Nowadays, resistance spot welding (RSW) is one of the most widely used joining techniques because of its many benefits, including simplicity of automation and high production efficiency, and it has been employed to assemble sheet metal, particularly in the aircraft, automotive, and rail industries.7–10 However, with the rapid development of advanced aerospace and automotive industry, RSW has been facing lots of challenges. For example, ultrahigh-strength steel (UHSS) has been widely used in the automotive industry, approximately 90% of the welds in automotive body assembly are RSW, but the welded joints may have relatively poor performance resulted from the severe heat-affected zone and welding defects. Chen et al.11–13 systematic investigated the RSW of press-hardened steels. They improved weldability of Al-Si-coated press-hardened steels by using stepped current pulse, and a critical nugget size prediction model was also established.
The RSW for Al/Ti dissimilar alloys has attracted more and more attention due to the rapid development of aerospace industry. However, the welding of dissimilar alloys has to face the large differences in physical and chemical properties of the different materials, which. will lead to unpredictable welding deformation and severe residual stress of the joints, and even welding defects. In addition, the oxide films of aluminum alloy can also complicate the heat generation in and around the weld, and the conventional approach to eliminate of oxide films is by mechanical grinding or chemically cleaning which may be undesirable in actual manufacturing process.14,15 Ertan 16 investigated the mechanical properties of Ti-Gr2/A5754 dissimilar joints, the results showed that the welding nugget increased with the heat input. The hardness of weld interface increased due to the intermetallic compound (IMC) phase formation. Tu et al. 17 analyzed the interfacial microstructure and mechanical properties of RSW between titanium and stainless steel with A5052 insert sheet, a layer of approximately 160 nm thickness was observed between Ti and A5052 which was generated by the diffusion reaction.
To improve the performance of dissimilar joints, the hybrid welding techniques have become the mainstream in advanced manufacturing development, such as laser-arc hybrid welding, 18 magnetic-assisted welding, 19 etc. It is also found that ultrasonic can significantly reduce the deformation resistance of metal materials. As a clean energy, ultrasonic has the characteristics of good direction, energy concentration and strong penetration.20,22–26 The ultrasonic hybrid RSW has been employed to join aluminum and steel. Umair Shah et al.27,28 carried out a series of researches on ultrasonic resistance welding (URW), they mainly focused on joining aluminum alloy to steel. The mechanical properties of welded joints significantly improved by the hybrid welding technique, and the results showed that the ultrasonic enhances welding nugget formation and minimizes porosities defects. They also investigated the evolution of temperature distribution of URW process by non-contact infrared camera, it showed a lower peak temperature and slower cooling rates. They found that the ultrasonic can fracture and breakdown the surface oxides and contaminates, which reduces the contact resistance and accordingly heat generation rate. However, there are few research on RSW for Al/Ti with ultrasonic assistance.
In addition, the ultrasonic has also been applied to friction stir welding (FSW). Yu et al.29,30 employed the ultrasonic-assisted FSW to join the aluminum alloy and titanium alloy. The joints with ultrasonic had more uniform microstructure. Ultrasonic also promoted the flow of welding pool during the process. Therefore, the crack propagation path gradually changes from interface to the base metal during the pulling and shearing process. Zhao et al. 31 based on the ultrasonic exerting features of FSW, they described the ultrasonic transmission process of “ultrasonic horn-tool-sample” with the computational ultrasonic method. The results revealed the directional relationship between ultrasonic vibration and material flow determines the morphological characteristics of the friction distribution and the friction reduction range, and the material flow rate corresponding to the strength of the ultrasonic field determines the strength of the ultrasonic friction reduction effect.
The ultrasonic-assisted RSW (UaRSW) technique combined advantages of both RSW and ultrasonic welding (UW). In this study, parallel ultrasonic vibrations were applied in-situ application at the bonding interface to combine ultrasonic with RSW process. The AA6061 aluminum alloy and Ti6Al4V titanium alloy were welded by this hybrid welding technique, and joints properties revealed that the UaRSW can provide a strong connection for the dissimilar alloys. Therefore, the macrostructure and microstructure, tensile-shear performance, failure behavior and the fusion mechanisms of the UaRSW joints were investigated and discussed.
Materials and methods
Commercially available AA6061 aluminum alloy and Ti6Al4V titanium alloy with dimensions of 100L × 25W × 1T mm3 were used in this study. The chemical composition of base metal was shown in Table 1. The AA6061 base metal was cold rolled in T6 tempering condition which composed of two stages: quenching at 500°C and aging at 180°C. Before the welding process, the materials were rinsed with ethanol, and the welding process was carried out immediately after drying.
Element composition of base metal (wt.%).

The conventional RSW process was carried out using a semi-automatic device. The power supply of the device was alternative current (AC). A transformer was employed to output direct current (DC) for the welding process. The upper electrode was positive pole which contacted with AA6061, and the bottom electrode contacted with Ti6Al4V was negative. An ultrasonic generator was clamped with RSW equipment to provide ultrasonic vibration, schematic illustration of UaRSW process was shown in Figure 1. The ultrasonic propagated along with the top electrode arm to the surface of the specimen, red line in indicated the propagation path of ultrasonic, and the ultrasonic assistance was activated at the same time with RSW. The welding process parameters of RSW were 9.0∼9.5 kA welding current, 1kN electrode force, and 0.3 s welding time. The ultrasonic was 20 kHz frequency and applied to the whole RSW process. The electrode force was set relatively low, because the AA6061 may be burned through and the effects of ultrasonic may be covered up under excessive electrode force. Each set should prepare at least six specimens for repeat experiments and microstructure characterization.
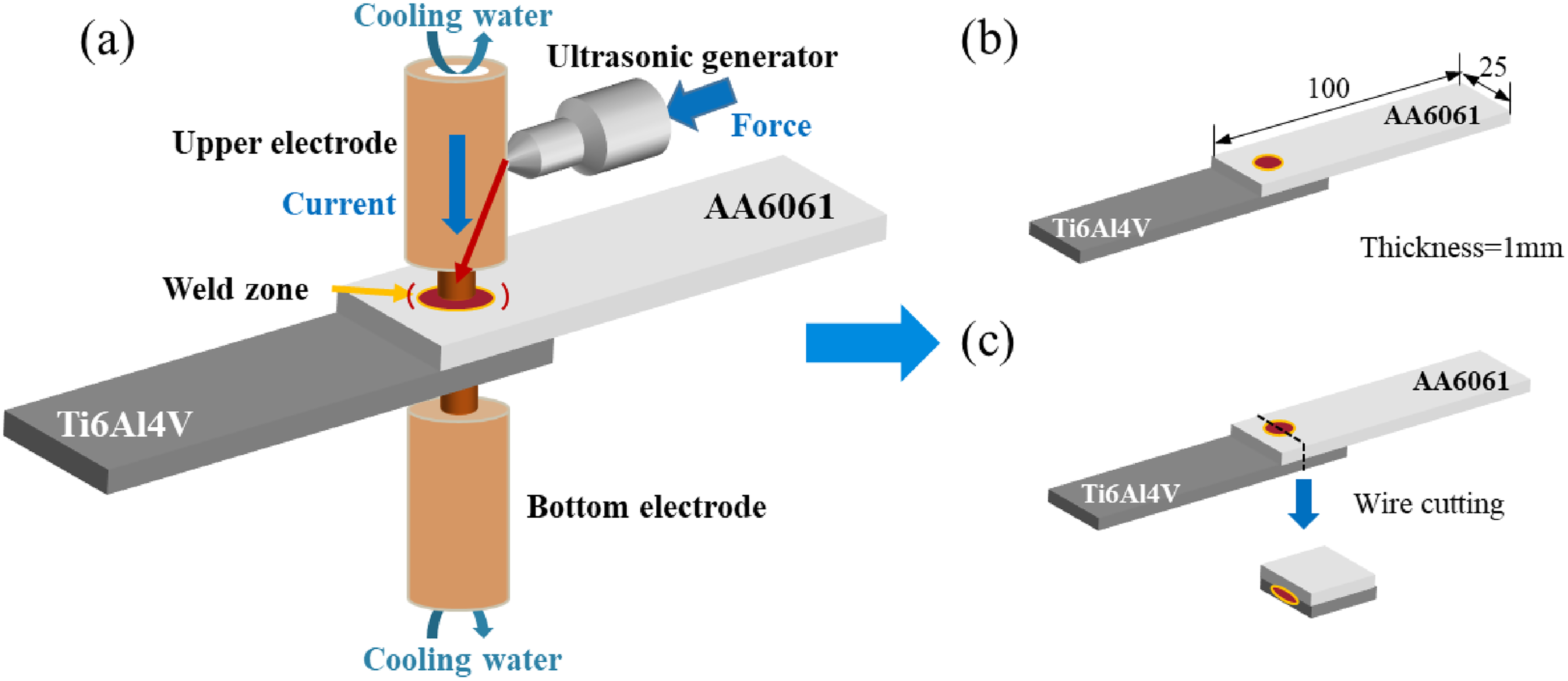
Specimen preparation by UaRSW process (a) schematic illustration of UaRSW process; (b) geometry of lap-shear tensile test specimen; (c) specimen for microstructure characterization.
The lap shear tensile test was performed to quantitatively analyze the mechanical properties of the joints at a speed of 1 mm/min and failure was defined as a 40% drop in peak load. To eliminate the effect of bending moment on the test results, 1 mm thick shims were placed on both sides of the specimen. The tensile test of RSW and UaRSW should be repeated at least three times to obtain the average value of maximum load and displacement at failure.
Samples for metallographic investigation were prepared according to standard metallographic preparation procedures. The samples were etched with Keller's reagent. Scanning electron microscopy (SEM) with an energy dispersive spectroscopy (EDS) detector was used to examine the interface's microstructure as well as the fracture appearance of the joints. Electron backscatter diffraction (EBSD) was used to determine the grain structure of various locations of the joints, and the grain size was measured by HKL Channel 5.
Results and discussion
Macrostructure and microstructure characterization
The macrostructure and microstructure of UaRSW joint and RSW joints were shown in Figure 2. The bonding area length of UaRSW joints and RSW joints was measured by OM analysis software. As shown in Figure 2(a), the red dot line showed the length of UaRSW bonding area was 5.27 mm. The blue dot line in Figure 2(b) represented the length of RSW bonding are which was 4.15 mm. The thinnest position of AA6061 alloy reduced from the initial 1 mm to approximately 0.38 mm, and the diameter of the solid phase transformation zone (SPTZ) formed in Ti6Al4V side was about 4.7 mm. Compared with UaRSW joint, AA6061 alloy of RSW joint reduced from 1 to 0.47 mm. The RSW joint had a bigger SPTZ with a diameter of about 5.2 mm, but its heat-affected zone (HAZ) was smaller than that of UaRSW joint. The large deformation may cause by the soften effects of ultrasonic vibration which can reduce the resistance of materials to deformation. The lath martensite was generated in Ti6Al4V. Compared Figure 2(c) with (f), the martensite content was higher in RSW. As shown in Figure 2(d) and (e), the AA6061 of UaRSW can be divided into two zones, the columnar dendrite and equiaxed grain zone, respectively. As shown in Figure 2(g) and (h), the columnar dendrite was occupied the AA6061 alloy. The macrostructure indicated that the distribution of temperature was changed with the ultrasonic vibration. The larger HAZ reflected that ultrasonic promoted the horizontal heat dissipation rather than vertical direction, which led to the lower peak temperature during welding process. Although ultrasonic vibration theoretically increased the heat input, the lower peak temperature can be explained that the ultrasonic energy was consumed up by breaking the surface impurities and removing oxide films rather than being transformed into heat.27,28
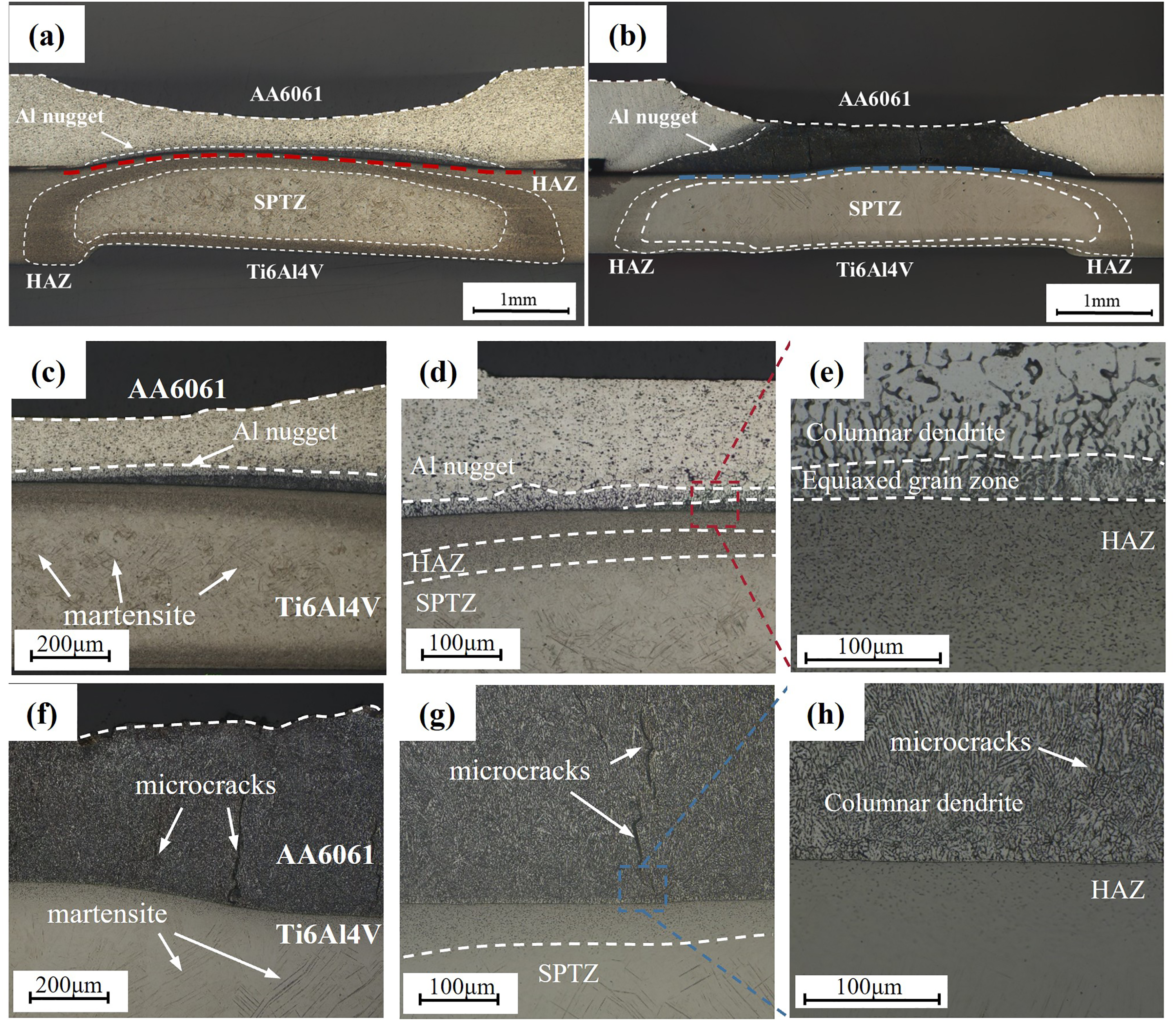
The low magnification of (a) UaRSW joint macrostructure, (b) RSW joint macrostructure and high magnification of (c)–(e) UaRSW joint macrostructure, (f)–(h) RSW joint macrostructure.
The equiaxed grains structure in AA6061 was observed in Figure 3(a), and the grain size of UaRSW aluminum alloy in welding center area was 14.23 μm. The grain length of columnar dendrite in HAZ was 41.68 μm, which was slightly smaller than that of the RSW joint, and the grain growth direction was toward the base metal. The grain length of columnar dendrite in welding center area of RSW joint was 38.92 μm as shown in Figure 3(b), increased from 29.67 μm in AA6061 base metal. The grain length of AA6061 in HAZ was 43.58 μm, which consisted of elongated deformed grains. The columnar grains were characterized by the big ratio between axial to width, which were corresponding to the major axis and minor axis of fitted ellipse, thus we chose the major axis of fitted ellipse to represent the grain length of columnar grains. The columnar grains in RSW joints grew on the interface, and the welding defects mainly existed in HAZ which were hazardous to the joints as shown in Figure 3(d), the dark part were the micro-cracks and voids in HAZ of RSW joints which were regarded as welding defects. Promoting the plastic flow of liquid AA6061 alloy by ultrasonic contributed to the larger HAZ of UaRSW joints. The grain orientation also revealed that the ultrasonic changed the direction of temperature dissipation, the grain growth direction was gradually parallel to the joining interface. Actually, there were a little columnar dendrites existed in AA6061 of UaRSW joints, indicating that the equiaxed grains was transformed from columnar dendrites, the ultrasonic vibration fractured the dendrites with large grain length. This phenomenon was also observed in Al/Ti UaFSW process. 30
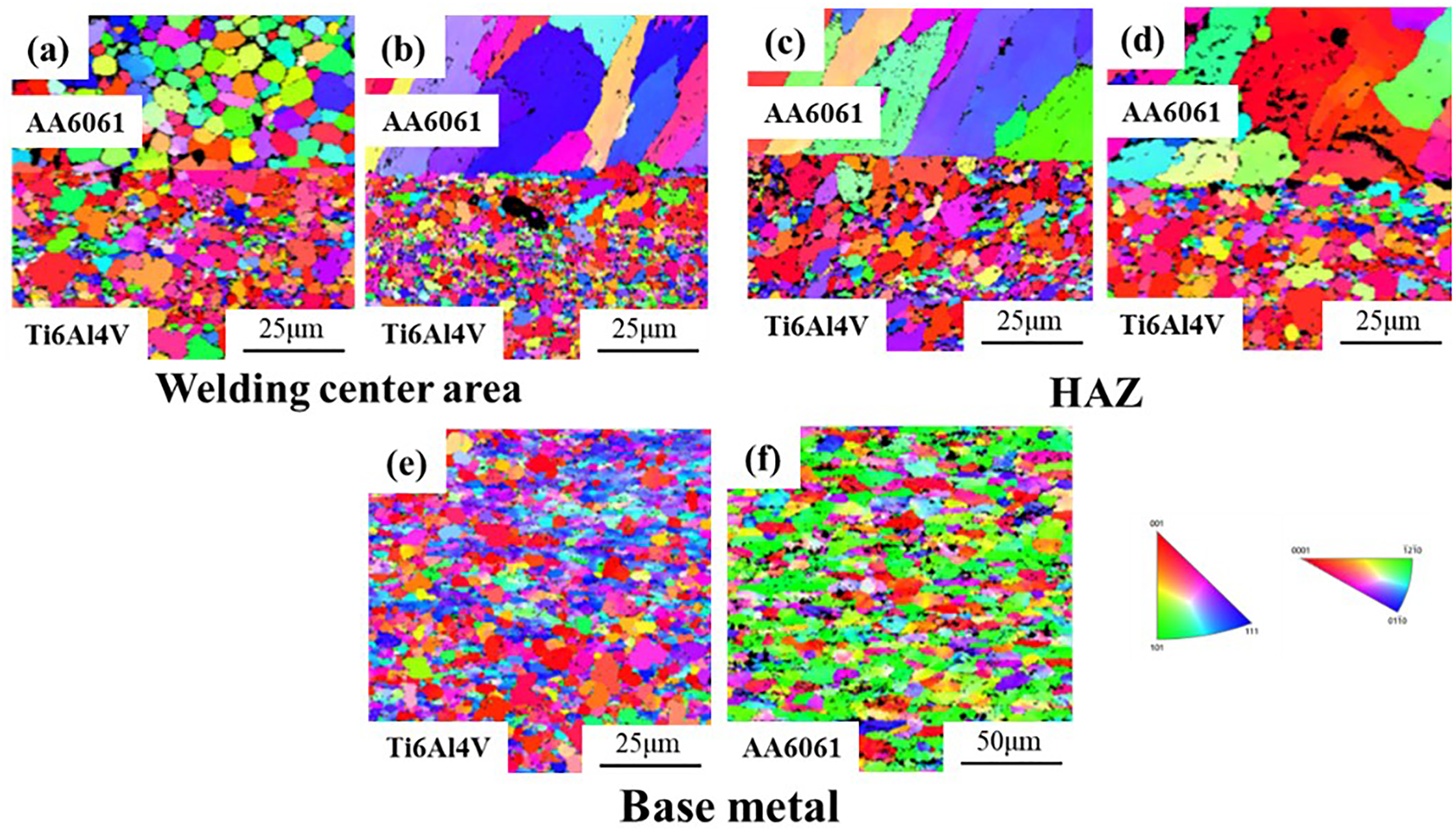
EBSD results for FZ of (a) UaRSW joints and (b) RSW joints, HAZ of (c) UaRSW joints and (d) RSW joints, (e) Ti6Al4V base metal and (f) AA6061 base metal.
Tensile test results
Figure 4 showed the lap shear tensile test results of UaRSW and RSW joints. As shown in Figure 4(a), the average maximum load of UaRSW joints was 2.87 kN, which was 43% higher than that of RSW joints. Meanwhile, the ductility was also improved with assistance of ultrasonic, the displacement of joints at failure was doubled. Figure 4(b) was the load-displacement curves of UaRSW joint and RSW joint, the area under the curve represents the energy absorption before failure. Energy absorption is considered to be a more accurate indication of the load-carrying capacity of welded joints.
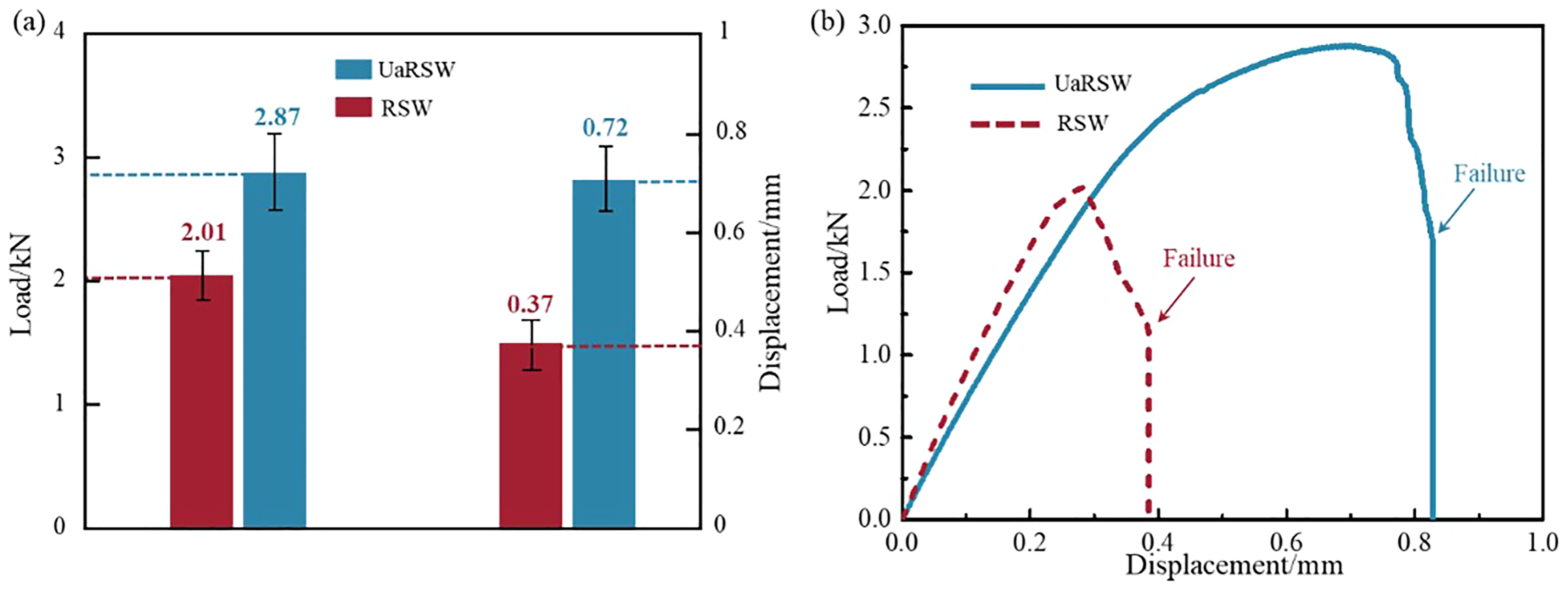
Lap shear tensile test results of RSW and UaRSW: (a) column diagram of test results, (b) load-displacement curve of UaRSW joint and RSW joint.
According to the microstructure characterization, the bonding area of UaRSW joints interface was more continuous and much larger, as shown in Figure 2, which contributed to its improved mechanical performance. On the contrary, there were voids generated at RSW joints interface resulting in the discontinuous connection, and these voids can aggravate the crack initiation and propagation. The ultrasonic modification was also obtained in Al/steel URW joints, 27 the ultrasonic increased the joining interface from 4.61 to 7.13 mm with less voids and micro-cracks. In addition, the refined equiaxed grains structure (Figure 3) also contributed to the higher joining strength of UaRSW joints. The grain refinement of UaRSW joints increased the number of grain boundaries, making it difficult for the internal dislocation to propagate by transgranular when it was loaded, thereby improving the ability of the joints to resist deformation and improve the joining strength. The coarse columnar grains of RSW joints provided a shortcut for the cracks propagation, therefore RSW joints fractured at lower stress level resulted from the inter-granular fracture. According to the tensile results, the ultrasonic improved the strength and elongation of the welded joints, thus the ultrasonic may have potential to obtain stronger joints with smaller electrode force.
Failure mechanism
Figure 5 showed the fractured specimens, two failure modes were observed. RSW joints fractured by the interfacial failure mode, the surfaces of Ti6Al4V alloy were covered with films, revealed that the joining strength was not sufficient to bear external load. Button pull-out failure mode dominated the fracture of UaRSW joints. Fracture occurred on AA6061 base metal, indicating that the joining strength was higher than base metal.
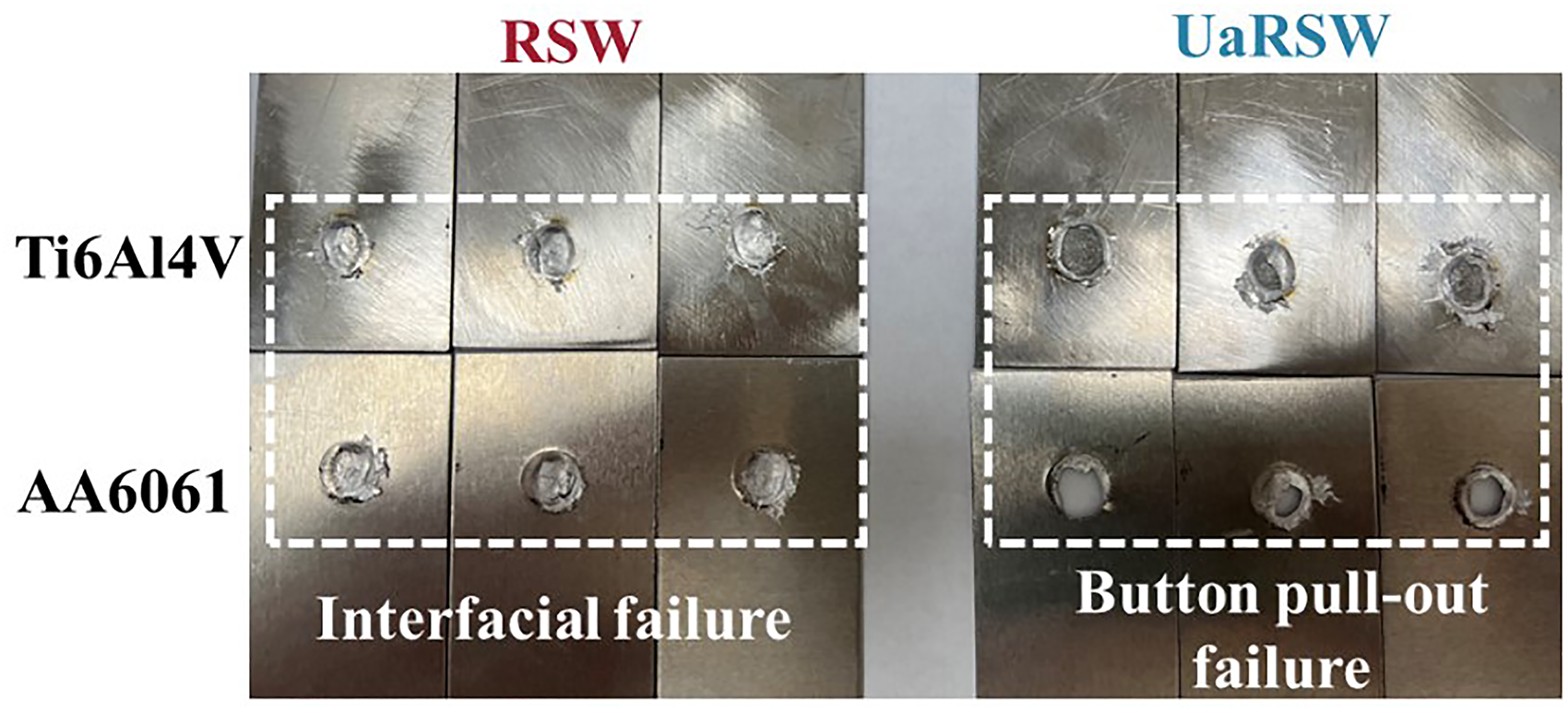
Fractured appearance of tensile test specimens.
To further reveal the detailed joints failure behavior, higher magnified SEM images were provided in Figure 6. Figure 6(a)–(f) showed the fracture surfaces of the RSW joints. While the surface of the titanium alloy specimen is covered with a layer of AA6061, only the edge region of button pull-out position on AA6061 can be observed. There were voids existed on the fracture surface of AA6061 alloy, revealing that there was incomplete fusion during RSW process, and these welding defects caused poor performance. The existed welding defects in RSW joints provided the crack tips, when the joints were loaded, the cracks began to propagate without initiation stage, and propagated through the adjacent voids which can be observed in Figure 6(b), and as the load increased, the cracks connected these micro voids and led to the eventual fracture by micro-voids coalescence failure mode. Meanwhile, the coarse columnar dendrite of RSW joints provided shortcut to the cracks propagation, the inter-granular fracture can be observed in Figure 6(f).
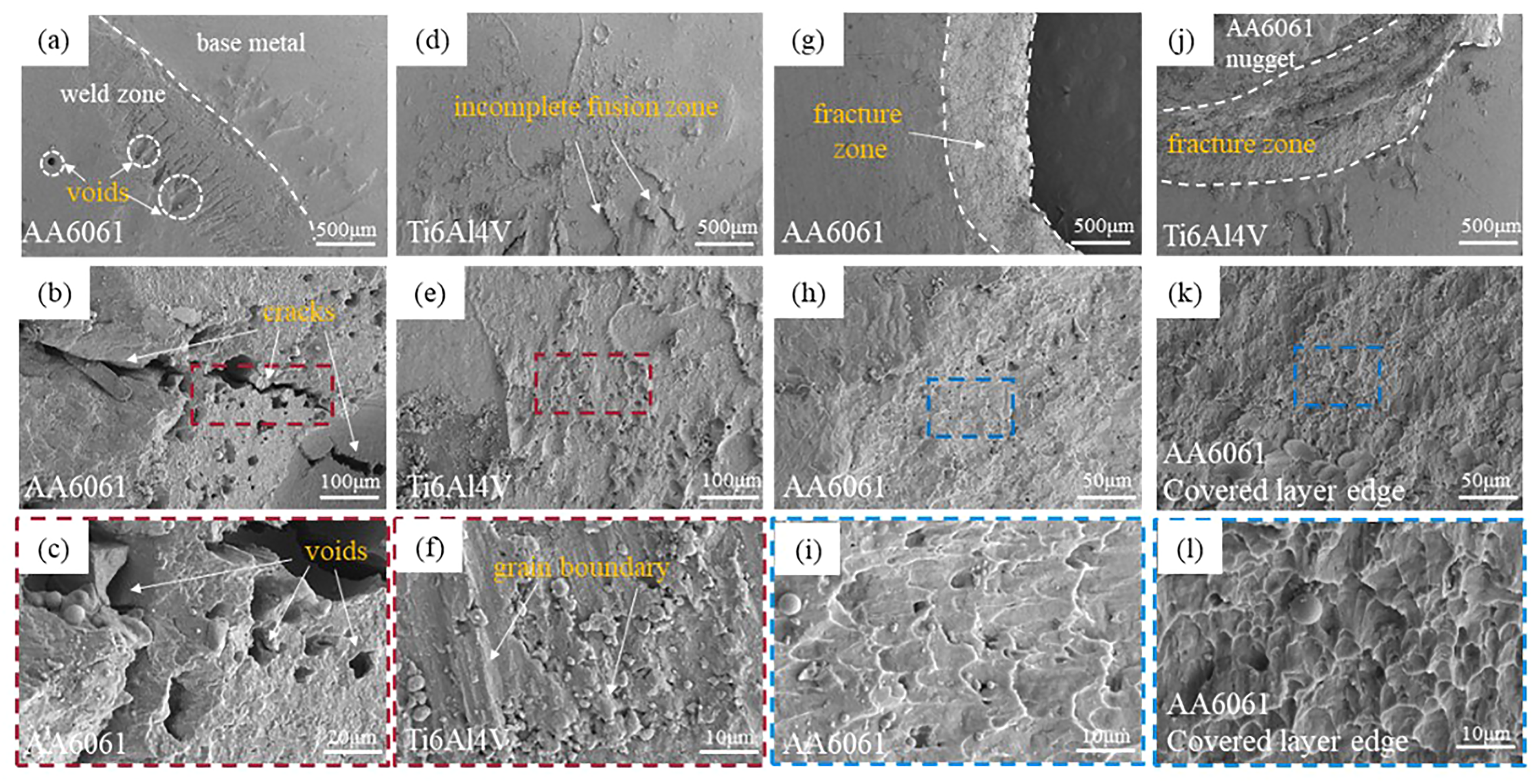
Fracture surface morphology of RSW joint (a)–(c) AA6061 alloy, (d)–(f) Ti6Al4V alloy and UaRSW joint, (g)–(i) AA6061 alloy, (j)–(l) Ti6Al4V alloy.
The fracture appearances of the UaRSW joints were showed in Figure 6(g)–(l). When the external load was applied, the bonding area was first subjected to shear force, with the load increasing to the limitation of the aluminum base metal, the fracture occurred at AA6061 base metal, indicating that the interface bonding strength was higher than the base metal. The button pull-out failure mode also revealed the improved mechanical performance of UaRSW joints, and the ductile dimples were dominated in the fracture surface which proved the better ductility. The failure mode was also considered to be a significant factor to evaluate the energy absorption capacity and load-bearing capacity of spot welds. Spot welds are preferably designed for PF mode welding parameters due to higher energy absorption in this mode.
The failure behavior of UaRSw joints and RSW joints was determined by their microstructure. As shown in Figures 2 and 3, the welding defects and coarse columnar dendrite both aggravated the cracks propagation of RSW joints under lower stress. Compared with RSW joints, ultrasonic alleviated the welding defects and refined the grains to generate uniform structure, these changes reduced crack tips and improved joining strength, proving that the ultrasonic was a potential method to hybrid RSW technique for dissimilar alloy welding.
Effects of ultrasonic on RSW process of AA6061/Ti6Al4V
The RSW process can be divided into three steps, clamp (Stage Ⅰ), heat (Stage Ⅱ), and solidification (Stage Ⅲ), as shown in Figure 7(a). From Figure 7(b), the effects of ultrasonic on RSW process were demonstrated.
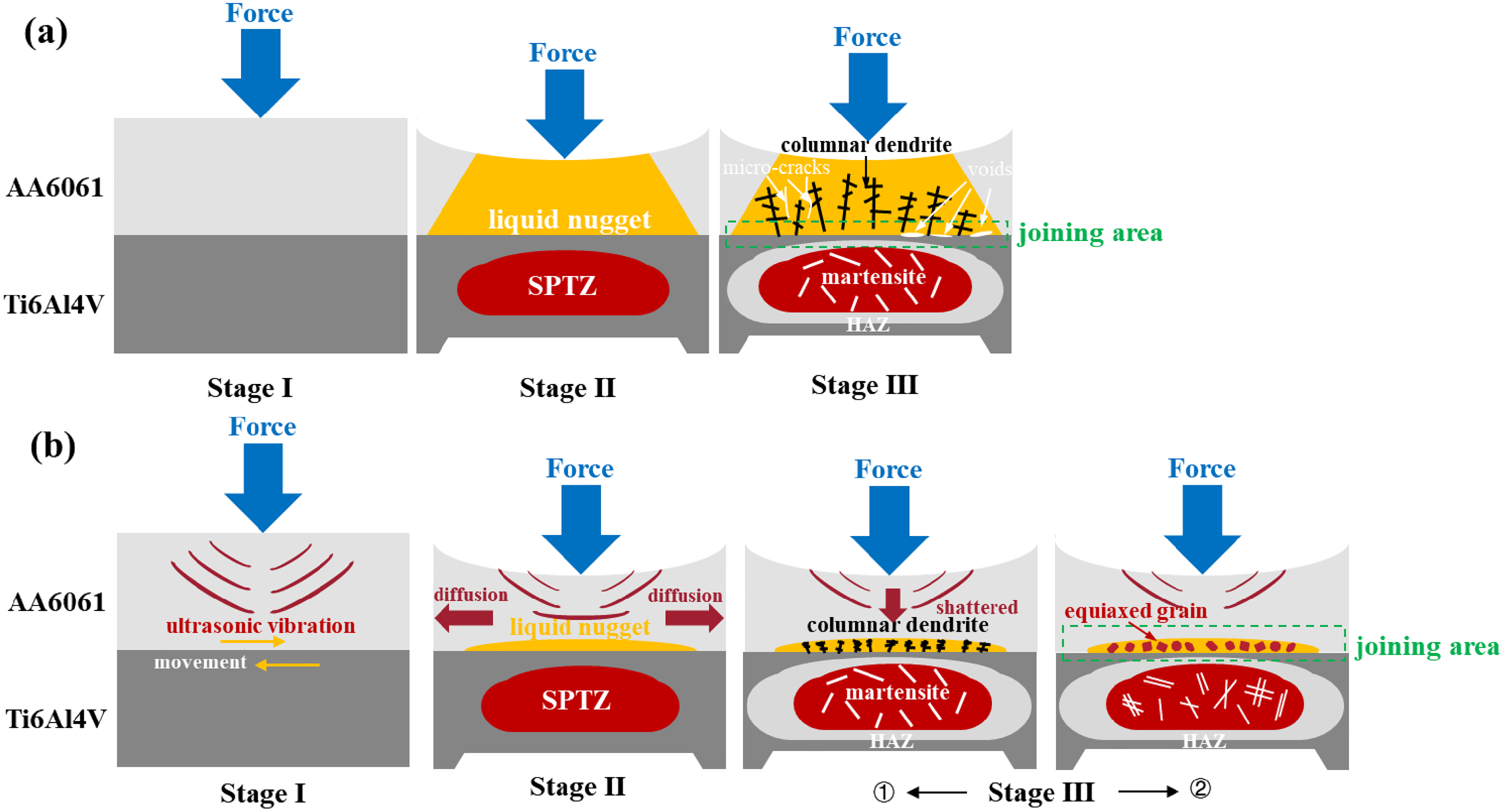
Schematic of (a) RSW joint welding process: stage Ⅰ—clamp; stage Ⅱ—heat; and stage Ⅲ—solidification and (b) UaRSW joint welding process: stage Ⅰ—clamp and clean; stage Ⅱ—heat and vibration; stage Ⅲ—① solidification and ② shattered.
In Stage Ⅰ, the specimen was clamped by the electrodes, and the oxide film and impurities on the surface of the aluminum alloy were removed with the ultrasonic assistance, preventing these impurities from entering the liquid nugget. 21 Besides, ultrasonic also reduced the surface roughness and yield stress of the materials, 30 resulted in making the electrode fit more closely to the aluminum alloy surface.
In Stage Ⅱ, AA6061 alloy was melted, the liquid aluminum alloy spread and diffused into the titanium alloy under electrode force. Ultrasonic can reduce the flow stress of the liquid nugget, making the joining area of dissimilar alloy increase, and this result was proved in Figures 2 and 3. Meanwhile, ultrasonic promotes the diffusion of liquid nugget by its vibration effects, the aluminum atoms can diffuse to deeper area of titanium which contributes to the improved joining strength. During the UaRSW process, the contact resistance of different interfaces is Al/Ti, Ti/electrode, Al/electrode in order from the largest to smallest, so the main heating existed in Al/Ti interface which corresponded to the thermocouple test results.
In Stage Ⅲ, the liquid aluminum alloy began to solidify. However, the titanium alloy in a high-temperature state slowed down the cooling rate of the aluminum alloy due to its poor thermal conductivity, and prolonged the high-temperature time for the aluminum alloy grains, eventually generated coarse columnar dendrite structure. According to the grain formation principle, the columnar dendrite was generally formed in the direction of temperature decreasing, and it stopped growing in contact with cooled surface.31,32 Due to the welding peak temperature was much higher than the melting point of AA6061, resulting in the columnar dendrite had sufficient heat to grow during RSW solidification process. In addition, the dendrite area was prone to welding cracks, and the liquid AA6061 alloy was difficult to penetrate through this area and fill voids, resulting in the poor joining interface and interfacial failure of RSW. The ultrasonic can eliminate the welding defects by reduced flow stress and promoted liquid flow from the acoustic streaming and cavitation effects. 25 Although columnar dendrites were also observed in UaRSW, indicating that columnar dendrites originated initially and the equiaxed grain structure was generated with ultrasonic assistance, as shown in Figures 2 and 3. The ultrasonic produced shock waves that broke the columnar dendrites into equiaxed grains. The improved mechanical performance of UaRSW joints was attributed to the refined grain structure and modified joining area, and the button pull-out failure mode showed that the joining strength of the interface may satisfy additional requirements. Subsequently, a more accurate evaluation of the effects of ultrasonic on IMC layer should be explored. This may be solved by combining numerical simulations (to calculate the atoms diffusion) and experiments (to detect the interfacial IMC composition).
Conclusions
This study investigated the effects of ultrasonic on microstructure and mechanical performance of resistance spot welded AA6061 alloy and Ti6Al4V alloy. The failure mode and fusion process of the both joints were discussed. Based on the experimental results, the main conclusions can be drawn as follows:
Ultrasonic improved the joining strength, ductility and energy absorption prior to failure of AA6061/Ti6Al4 V dissimilar alloy joints based on conventional RSW. Compared to RSW joints, ultrasonic reduced the SPTZ in Ti6Al4 V but expanded the joining area. There was less martensite generated in titanium alloy resulted the ultrasonic modified solidification process. The columnar dendrite was precipitated first and inhibited the flow of liquid nugget, ultrasonic transformed the columnar dendrite to equiaxed grains and promoted the flow result in the elimination of welding defects. The failure mode of the joints changed from interfacial failure to button pull-out failure with the ultrasonic assistance. The welding defects and columnar dendrite of RSW contributed to the insufficient fusion interface and poor strength which caused the interfacial failure. UaRSW joints obtained a sufficient and deeper fusion area, resulting in the joining strength was higher than the aluminum base metal.
Footnotes
Acknowledgments
The authors would like to thank Rongshijie Automatic Welding Equipment Ltd (Kunshan, China) for the provision of welding equipment and materials.
Author Contributions
Mohan He contributed to conceptualization, methodology, investigation, formal analysis, and writing–original draft. Yingjun He contributed to investigation. Hongyi He contributed to investigation and experiments. Jinxiang Wang contributed to investigation. Yuanxun Wang contributed to supervision, writing–review and editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (grant number 52175320).