
Abstract
The use of asbestos in brake pads is being eliminated due to its carcinogenic effect. Due to this, there is a need for better alternative in the brake pad material to replace asbestos fibers. This leads to the development of more natural fibers/filler-based brake pads which are safer to the environment, cheaper, and readily available. Moreover, bio fillers-based brake pads have shown excellent performance compared to asbestos. This paper addresses the different composition of brake pad materials and manufacturing techniques. Common binders like epoxy resin, Phenolic resin-based brake pads were analyzed and its effect on the mechanical, tribological, and thermal performance were critically analyzed. Also, the performance of metal matrix-based brake pad has been analyzed in detail. It has been observed that utilizing natural fibers as a reinforcement provides an excellent braking performance compared to metallic and carbon fiber-based brake pads. This research will open new avenues towards “Net Zero.”
Introduction
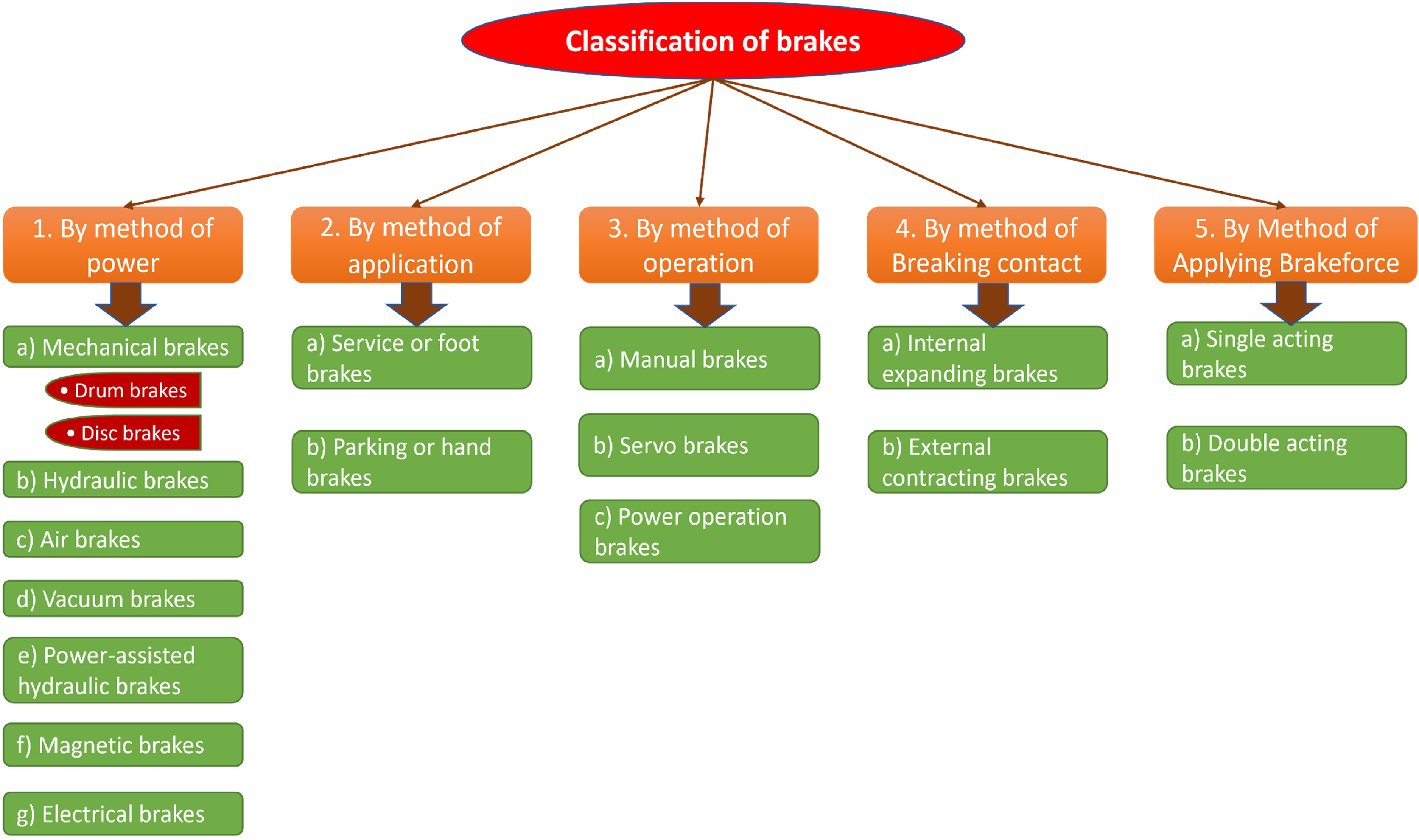
The brake is a critical component for safety in automotive systems. Since the failure of the braking system in any vehicle can result in the deaths of many people, it is one of the most crucial components of any vehicle. The various types of braking systems were used in vehicles which were classified as shown in Figure 1. There was an extensive explanation of brake systems’ operating principles in. 1 The friction material (FM) used in brake pads needs to have low wear, good thermal stability, a high coefficient of friction (COF) with rotor disc, no harmful emission, and economical cost. 2 Monolithic materials cannot have all these properties; thus, a constituent of materials is used for friction lining. Complete disclosure of these compositions is not provided by the brake manufacturers. Generally, it contains binders, reinforcement, abrasives, and fillers. 3
Classification of the braking systems
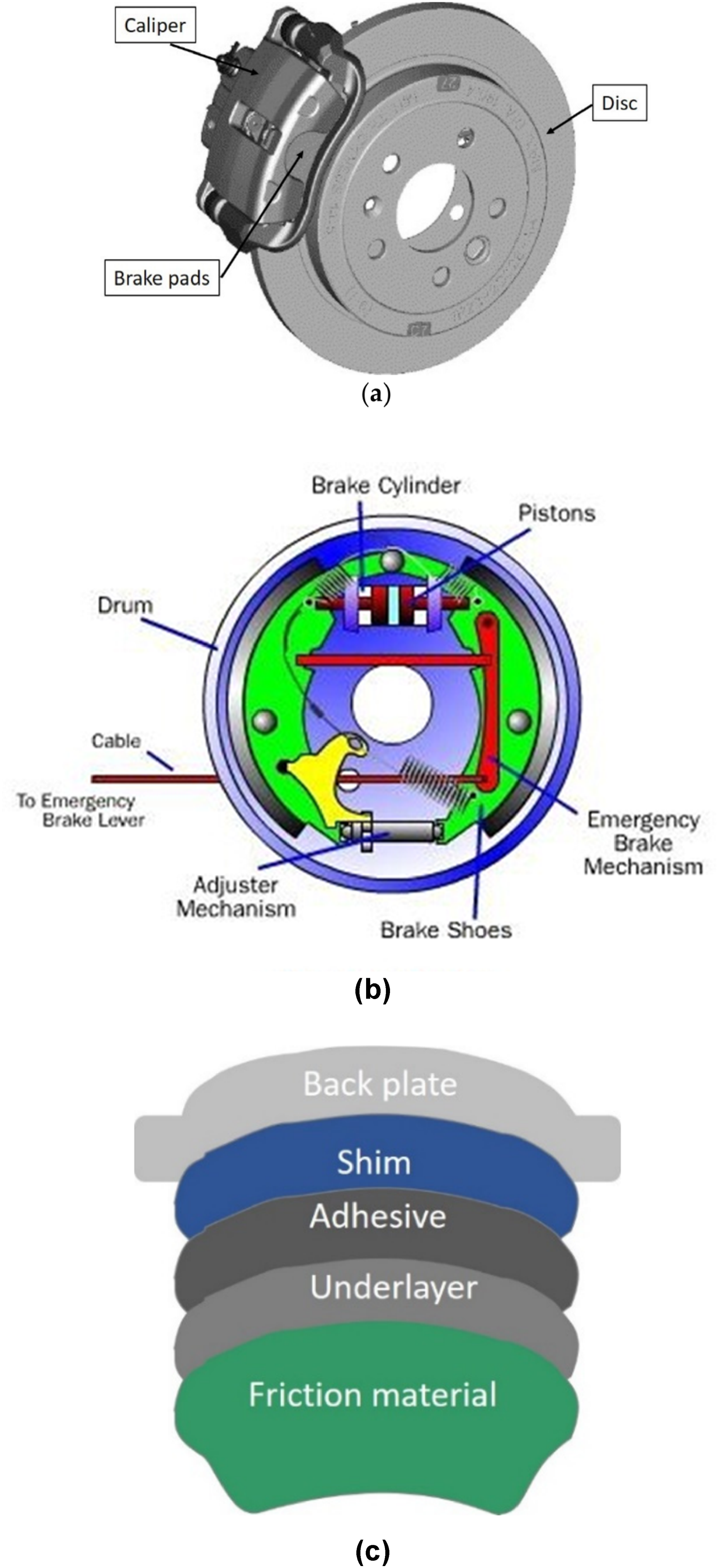
During braking, the kinetic energy is converted to thermal energy with the help of friction by the rotor disc and brake pad, and then to the calipers. Thus, the first contact surface needs to dissipate the heat generated in the process. 4 Figure 2 shows the disc brake assembly used in automobiles with a double-piston floating caliper. The brake pads are actuated using hydraulic cylinders in the caliper.
Brake pads’ environmental impact and the harmful effects on human health caused by using asbestos can both be decreased by using natural fibers as reinforcement agents. 8 Because the use of natural fibers is a good alternative, but due to their hydrophilic nature thus it leads to weak bonding in the matrix. So, investigating different weight percentages and different constituents is the need for this study. 2 These drum/disc materials can be categorized into five distinct groups: gray cast iron, steel, carbon-based materials, aluminum-based materials, and ceramic-based materials. 1 Figure 3 depicts the percentage of various materials utilized in the production of brake discs and drums.
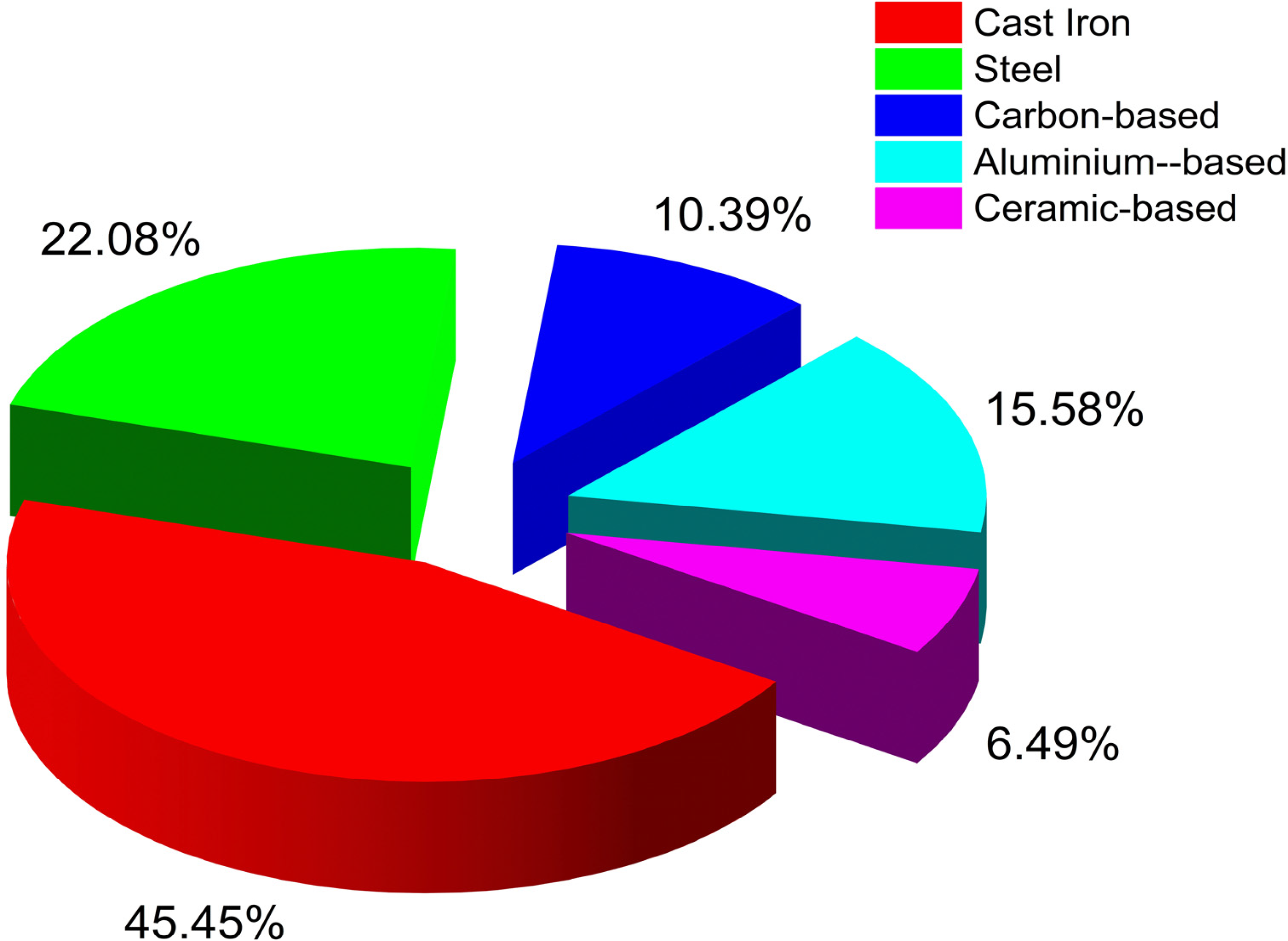
Materials used for brake discs and drums. 1
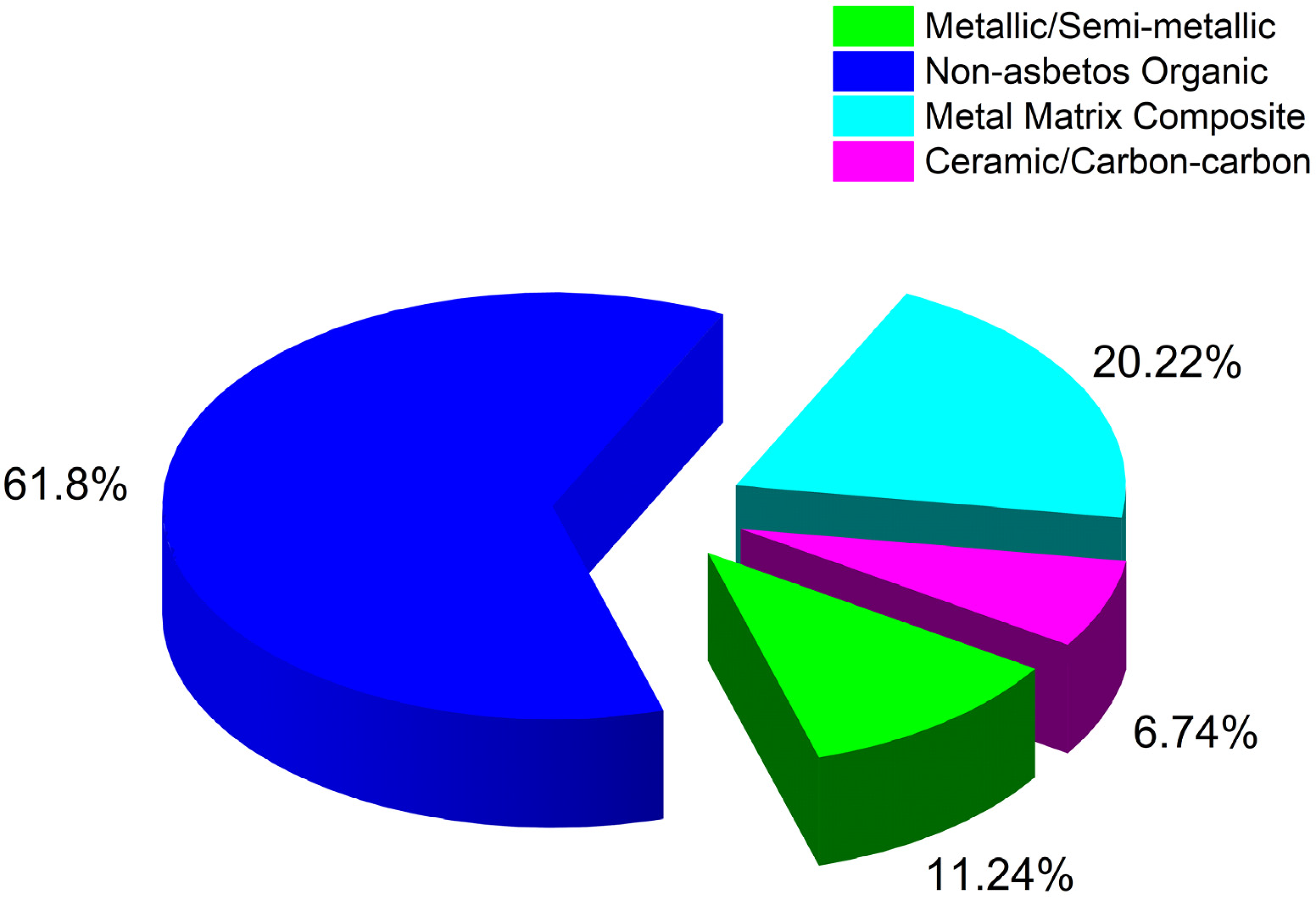
The compositions used in brake FMs are proprietary and brake pad makers are not required to disclose this information. The compositions can be narrowed to academic journals and research articles. 4 To achieve the required braking performance, brake FMs do not comprise single compounds, but a composite of many materials. In commercial brake pads, more than 1000 different materials are used. 4 The most popular components for brake pads and linings are depicted in Figure 4. It has been observed that organic brake pads made without the use of asbestos are currently the most popular option.
Materials used for making brake pad or brake lining. 1
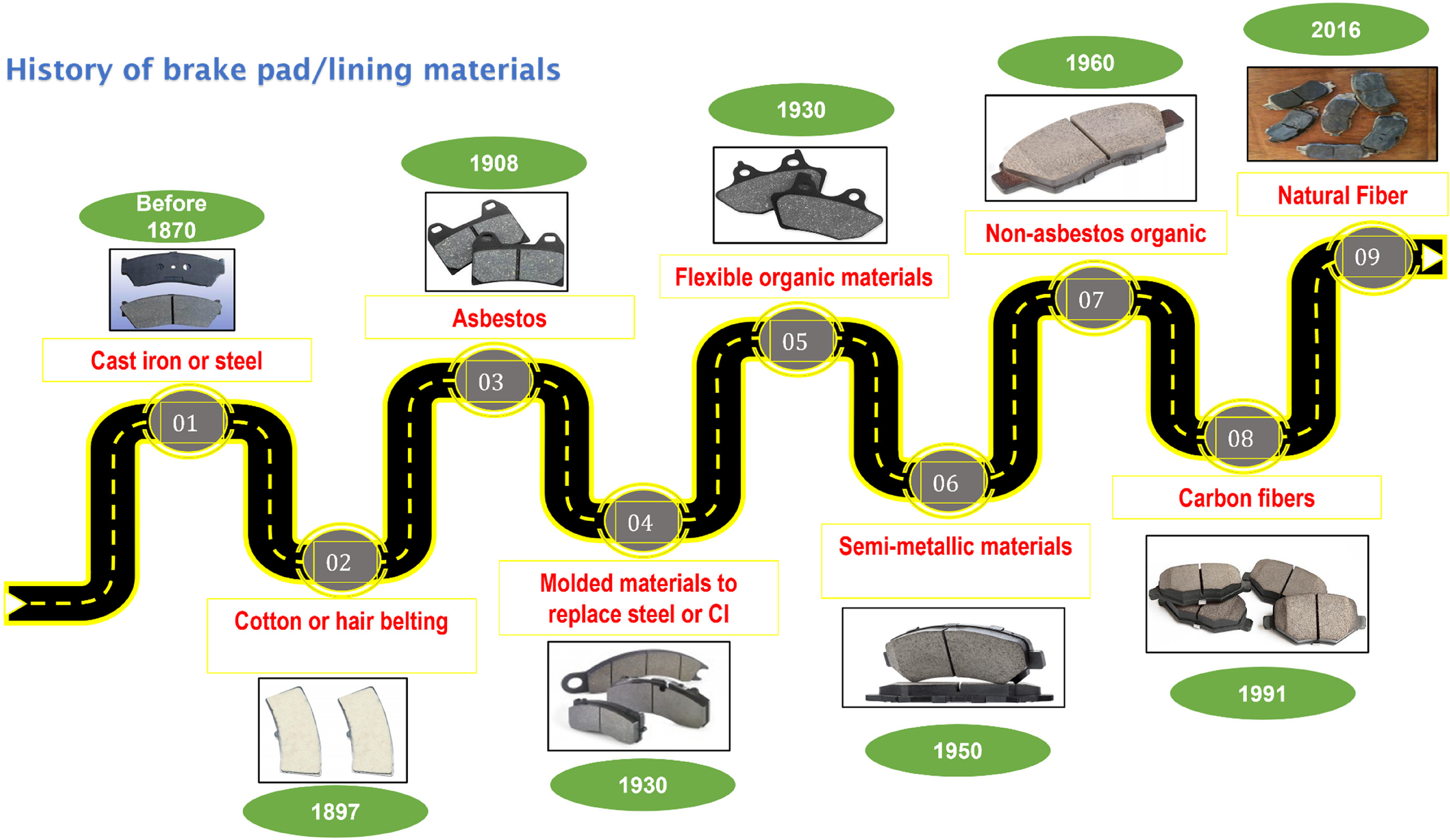
In 1897, brake lining material was invented by Hebert Frood. He founded the Ferodo Company which supplies brake materials even today. The first brake lining was used for wagon wheels, a cotton-based material instilled in a bitumen solution. In the 1920's, the woven linings were replaced with asbestos fibers which were molded. The semi-metallic brake materials were developed in the 1950s. 9 The history of the evolution of brake pad/lining materials is illustrated in Figure 5.
The braking operation takes place in the contact face of a brake pad and a rotating element (brake disc). The rotor disc is attached to the wheel hub of the automobile. The friction generated when the brake pad pushes against the disc provides the required force to stop the vehicle. This process also produces noise and vibration. The brake pad wears due to this sliding contact while braking, thus it is required to replace the brake pads. 19
Brake lining in which pinholes, cracks, and any foreign material are present can be identified by visual inspection. Technical information like density, hardness, heat swell, and operating range is provided by the maker. Then, the performance standards need to be clear for the brake pads to be approved. As the compositions and different constituents of brake material are unbound, it is difficult to list them. Thus, an effort to study the primary constituents and their functions was made. 20
The literature is categorized based on metal and polymeric composites. The results are studied in detail and data is collected. This data is analyzed and samples with the best wear rate, COF, and hardness are found. An optimum composition is found in the range. Then a fiber-wise listing of optimum composition is presented.
Brake pad material
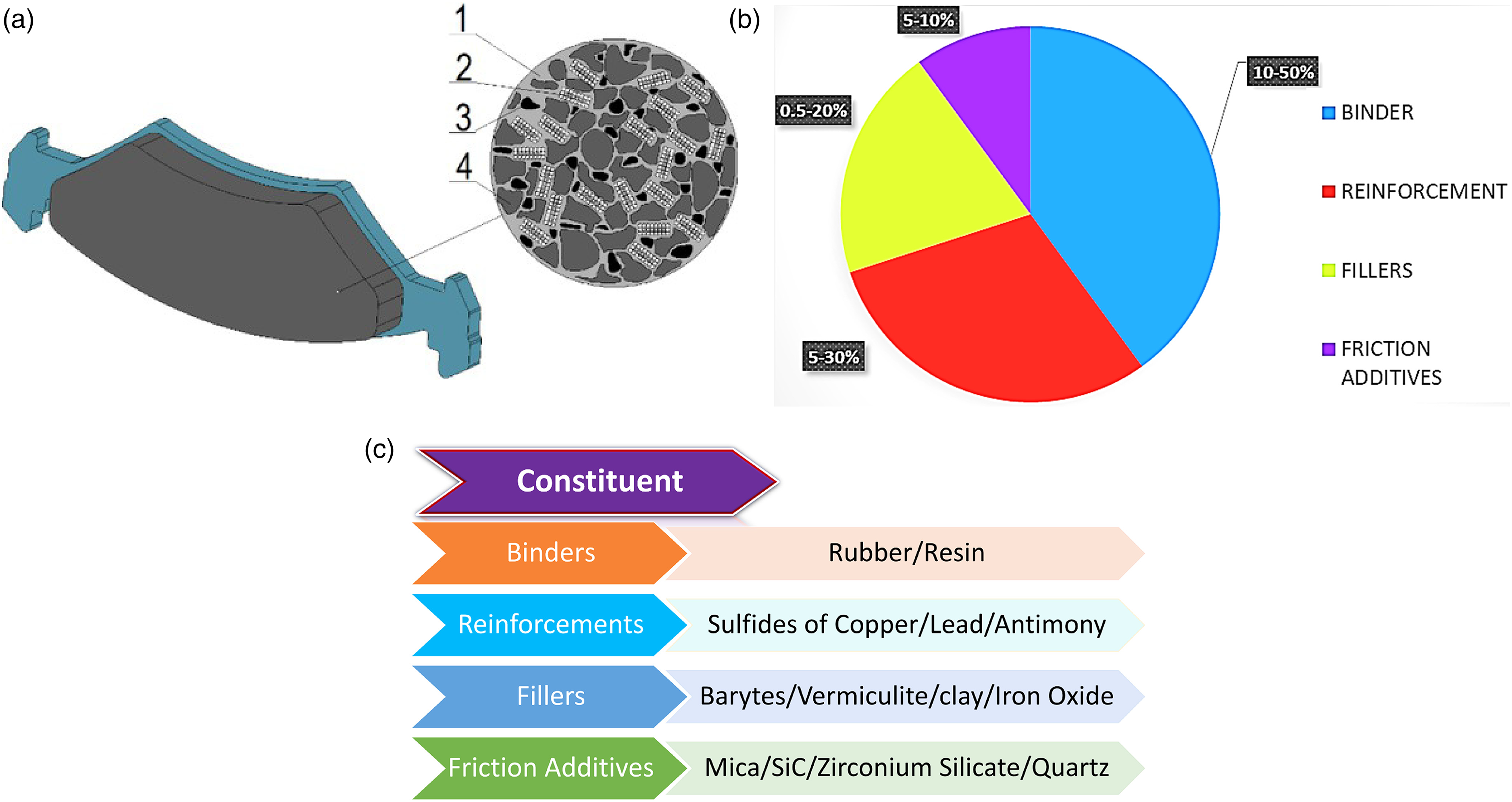
The different materials and constituents used in brake pads are studied in this section. Brake materials are primarily categorized as metallic, semi-metallic, and non-asbestos organic (NAO). 3 Metallic brake pads contain predominantly fibers like copper fibers, steel fibers, etc. 4 A semi-metallic brake pad is a mixture of organic compounds and metals such as iron powder and ceramic. The NAO matrix consists of modified resins along with natural fibers such as rubber is used. Organic material is used due to its good performance and its eco-friendly nature. Figure 6 shows the typical brake pad composition with wt. % which varies on the different fibers and requires properties. Figure 6 (a) illustrates the brake pad FM structure. Brake friction lining materials and additives are constituted by their properties as shown in Figure 6 (b) and Figure 6 (c) provides an outline of the components that make up a NAO brake pad.
Composition control is very crucial for brake pads as even the slightest percentage difference affects the braking efficiency. The parameters (density, area fraction, and size) of the contact plateaus have been used to explain the morphology of FMs. As a result of sliding with the brake disc, these contact plateaus (hard patches) extend a few micrometers above the composite matrix and consist of flat surfaces. Near the edge of a pad's surface, the number of contact plateaus is frequently increased. 22 Image segmentation shows that non-organic asbestos brake pad has a large area of contact plateaus than low metallic brake pads, but their friction coefficient is slightly lower. 23 The large shear strains that occur while pad and disc velocity contact in a friction film or the outermost layer of the metallic composition leads to the higher secondary release of electrons throughout FIB-scanning, and hence the bright contrast of contact areas can be seen. 24 Figure 7 shows wear particles accumulating above the contact plateaus and forming the secondary plateaus. The lowland of the pad wears out by abrasion in the gap.
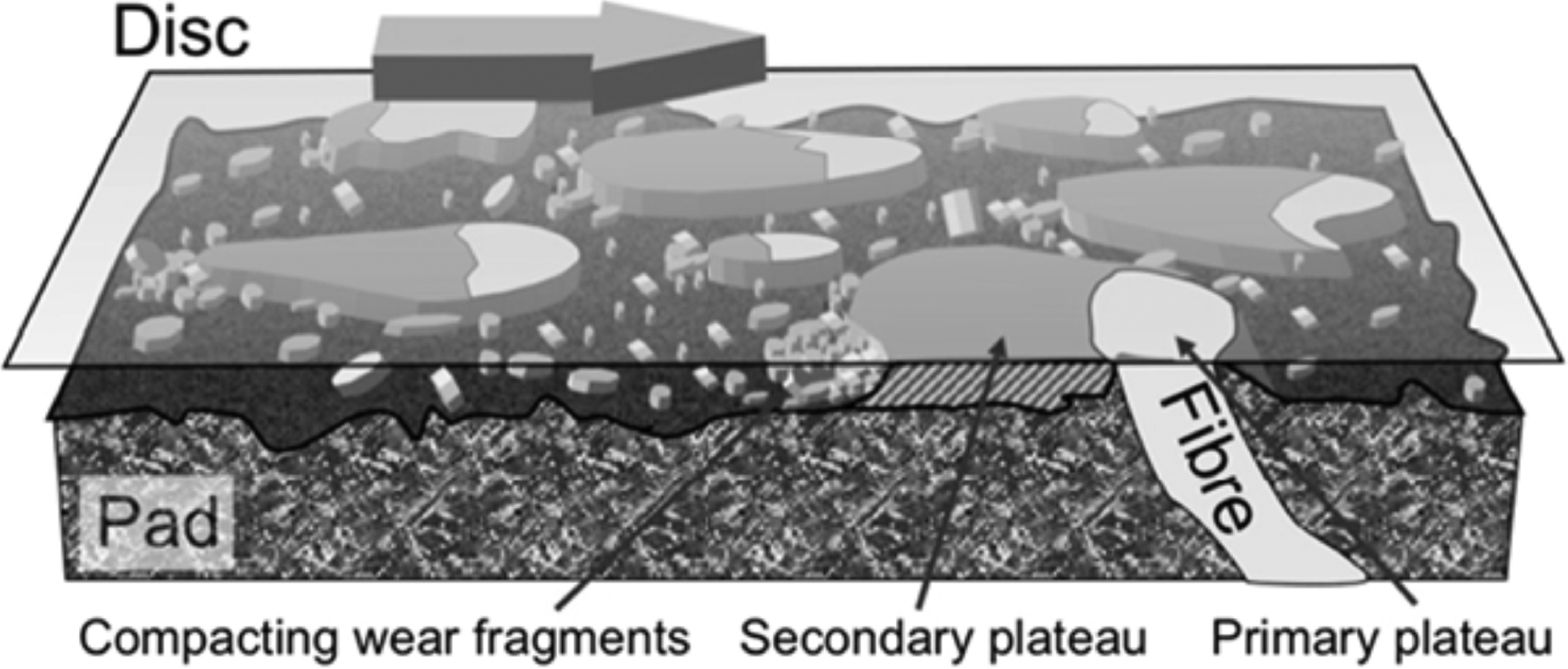
The contact surface between the pad and disc. (With permission from 25 ).
Binders
The binder holds the brake pads stable by maintaining structural integration when it is exposed to thermal and mechanical stresses. It also improves machinability. The selection of a binder is important because if it's not stable, the other constituents like the lubricants and reinforcement fibers will disintegrate. Thus, the material should possess high heat resistance and easy processing. 4
Phenolic resin
Phenol formaldehyde resins (PF) are synthetic polymers obtained by polymerization of phenol or with formaldehyde.
Phenolic resin when cured becomes a cross-linked thermoset. Thermoset polymers are inexpensive among all the binders available for brake pad application. 5 Phenolic resins carbonize at 450 oC. 4 But in high-performance braking, the material decomposes the phenolic resins due to high temperature. So, they are usually modified with rubber to improve their flexibility. Phenolic resin is widely used for brake pads due to its relatively low cost and good heat resistance.
Phenolic resins are available in different forms: powder, lumps, flakes, and granules. There are also different binder resins used like straight phenolic resin, silicon-modified phenolic resin, alkyl-modified phenolic resin, acrylic 30%-modified phenolic resin, and aromatic ring-modified phenolic resin. The heat resistance of the binder determines the critical temperature for decomposition. Higher transition temperature was found in acrylic and alkyl-modified resin.
Thermal decomposition determines the wear mechanism of the particles, and the total wear was considerably influenced by the activation energy for high-temperature wear. 26
Epoxy resin
Epoxy resin is widely used for structural materials in biomedical systems, aerospace, marine, military, and as non-conductive materials. The brittle behavior of epoxy is a problem, even when it has various utilizations. Epoxy has a lesser operating range of 270 oC after which it degrades. It causes impairment of the material due to frequent crack propagation. Thus, pure epoxy is not used. A modified epoxy resin with phenolic provides high heat resistance. Curing agents have to be used for modification [2]. Crack resistance can be increased by adding polymer plastic and rubber; ceramic infusion also develops the fracture toughness. Polymer matrices can improve their thermal and mechanical properties by adding graphene filler. 27
Reinforcements
The Function of reinforcement is to provide mechanical strength to the brake pad. Since the 1900s, asbestos fibers have been the most widely used reinforcing material for brake pads. Asbestos is hydrated magnesium silicate Mg3Si2O5(OH)4. 2 In brake linings, the content of asbestos ranges from 30 to 70%. The benefits of asbestos are (a) it is stable up to a temperature of 520 °C, (b) it aids in restoring the friction surface while used, (c) it wears gradually, (d) it is flexible, and (e) is available at moderate cost. The fiber property prevails up to 14OO’c. 9
The use of asbestos fibers degrades the respiratory system by settling in the lungs. The EPA proposed a Ban on asbestos in 1986. It stated that by 1993, all new vehicles will have to use non-asbestos brakes, and the vehicles already in the market should be converted by 1996. The ban proposed was upended by the federal court, but the brake industries and vehicle makers gradually shifted away from asbestos. 9
The fibers used are made up of synthetic fiber, metals, carbon, ceramics, natural fiber, and Kevlar. Most NAO brake pads consist of natural fibers. The fibers are extracted by retting. Retting is a degumming process for removing gum-like material from leaves. 2
Polymer matrix composites reinforced with carbon fibers (CFs) are suitable for cost-reducing and low-weight components of structural and aerospace applications. It also shows excellent ductile ability than composites with other fibers. 28 In other fibers, ceramic has the highest thermal resilience of about 1700– 24000 oC. Potassium titanate (a ceramic) which has low sulfur and phosphorous content is particularly ideal for brake pads. Magnesium and lithium potassium titanate friction composites reduce brake squeal and black ash pollution while also improving brake pad performance at elevated temperatures. Titanates are used in brake pads because they reduce heavy metal sulfides, such as antimony sulfide, and they also lengthen the brake pad's service life. But due to its brittle nature and abrasiveness, it is not widely used. 29
Fillers
The purpose of fillers is to support the overall composition of the FM and also improve the manufacturability. The voids between the particulates get filled up. It is mainly used as a cost-saving ingredient. Fillers are not important as reinforcing fibers, its role is to modify certain characteristics of brake pad material. Fillers can be of organic materials, ceramics, and metals. 4
Inorganic fillers
Some of the inorganic fillers include mica vermiculite, barium sulfate, and calcium carbonate. Barium sulfate (BaSO4) is a commonly used filler due to its stability at high temperatures and aids in wear resistance. Barium sulfate possesses a high melting point at 1350 oC. 4 Mica due to its netlike structure suppresses the squealing noise of brake pads. But causes interlayer splitting of friction lining, thus aluminum phosphate needs to be used as a coating to prevent this splitting at high braking loads. 4
Organic fillers
Rubber cashew dust, banana powder, and kenaf powder are used as organic fillers. 30 Nitrile rubber increases wear resistance by cross-linking and stabilizing the polymers. Cashew dust decreases squeal noise and improves resilience in binder resin. 9
Cashew friction dust is a spongy natural material with the least MOHS hardness. It is procured by polymerization of cashew nutshell liquid (CNSL) after curing. The reaction yields an amorphous powder which is pulverized into granules, then used for FM applications. These materials can control friction by becoming adaptable to the resin. 31
Nanofillers
Nano-scale fabrication is recently set off in nanomaterial synthesis for the development of lightweight tribological FMs. The inclusion of nanoparticles in the base material is done for the requirement of tribo and wear requirement. Carbon nanotubes have a distinct topological hollow tubular structure; due to this property, it has a high L/D ratio, characteristic electronics properties, mechanical ability, and high thermal stability. CNT is used to produce nanocomposites with excellent tribo performance. 32
In the work of Yousif et al., multi-walled CNTs were dispersed in a hardener, by stirring and sonification to blend the hardener with epoxy resin. The influence of different wt.% on the tribological characteristics of MWCNT/epoxy-nanocomposites was studied. The inclusion of MWCNTs, which have high microstructural properties, contributes by increasing the hardness of the epoxy-polyamide nanocomposites. Due to the high strength of nanoparticles, the microhardness value keeps increasing. It is also found that the values of wear decrease with an increase of the wt.% of CNTs but it increases with wt.% higher than 0.5 wt.%, due to the collection of nanomaterials. 26
Frictional additives
Frictional additives are divided into two categories: lubricants and abrasives. 2 The properties of a solid lubricant are primarily attached to its layered crystal structure consisting of weaker Van-der Walls bonding. These layers help to slide on other layers with minimal applied force and result in less friction. The function of a lubricant is to stabilize the frictional coefficients at high temperatures. Graphite gives a self-sustaining lubricant layer; thus, it is widely used.
Reports have indicated that lubricating characteristics of hexagonal boron nitride of good thermal properties and lamellar structure are more competent than other solid lubricants used in friction applications, particularly at higher temperatures. 33 Abrasives limit the buildup of friction layer thus providing a good contact surface for sliding. They also accelerate frictional performance, particularly when applying the brake. Metal oxides and silica are used as abrasives. 2 Copper has been one of the common ingredients in the brake pad material owing to its frictional properties. Copper is used due to its ability to remove thermal fade in addition to improving thermal conductivity. 34
Manufacturing methods
Polymeric-based brake pads are fabricated using the compression molding technique. Binder (Phenolic or Epoxy) are mixed with reinforcements, fillers, and abrasives using a ball miller/plough type shear mixer to achieve mechanical isotropy. Mixing is done for about 8 to 10 min to achieve a homogeneous mixture. The binder is mixed with reinforcing fibers for 5 min and then with other ingredients (powdery) for 5 min. The mixtures are then fabricated into molds of the required dimensions.
The samples are hot pressed at a temperature of 120–150 0C under a pressure of 120 bar for 10 min. To stop sticking the material, a PVC sheet is placed on the top and bottom sides of the mold before hot pressing. Then, the fabricated sample is post-cured in a hot oven in the range of 170 oC for about 3 to 4 h. The brake pad is slightly ground to remove the glazed skin of the binder from the brake pad.35–37
The metallic brake pads are fabricated using the powder metallurgy technique. Large-size particulates are mixed in a ball miller at 300 rpm. 38 The specimens are produced by cold compaction in a hydraulic power press. A typical cold press consists of a punch and a die, compressing the blend sample between them. The powdered mix is compacted at a pressure of 400 MPa for 25 s. The green pallets are compacted to a cylindrical shape and removed after pressing. Figure 8 shows a schematic diagram of the brake pad manufacturing process where Figure 8 (a) illustrates the flow diagram of both the old and updated production processes of brake pads. Figure 8 (b) illustrates the positive molding process for depicting the high uniformity of pressure and heating achievable with this process where there are three distinct components: the die, the mold, and the plate. This idea may be applied to multiple molds, each with its own die. The heating of the three sections can be controlled independently to generate a gradient that promotes heat movement through the mattress.
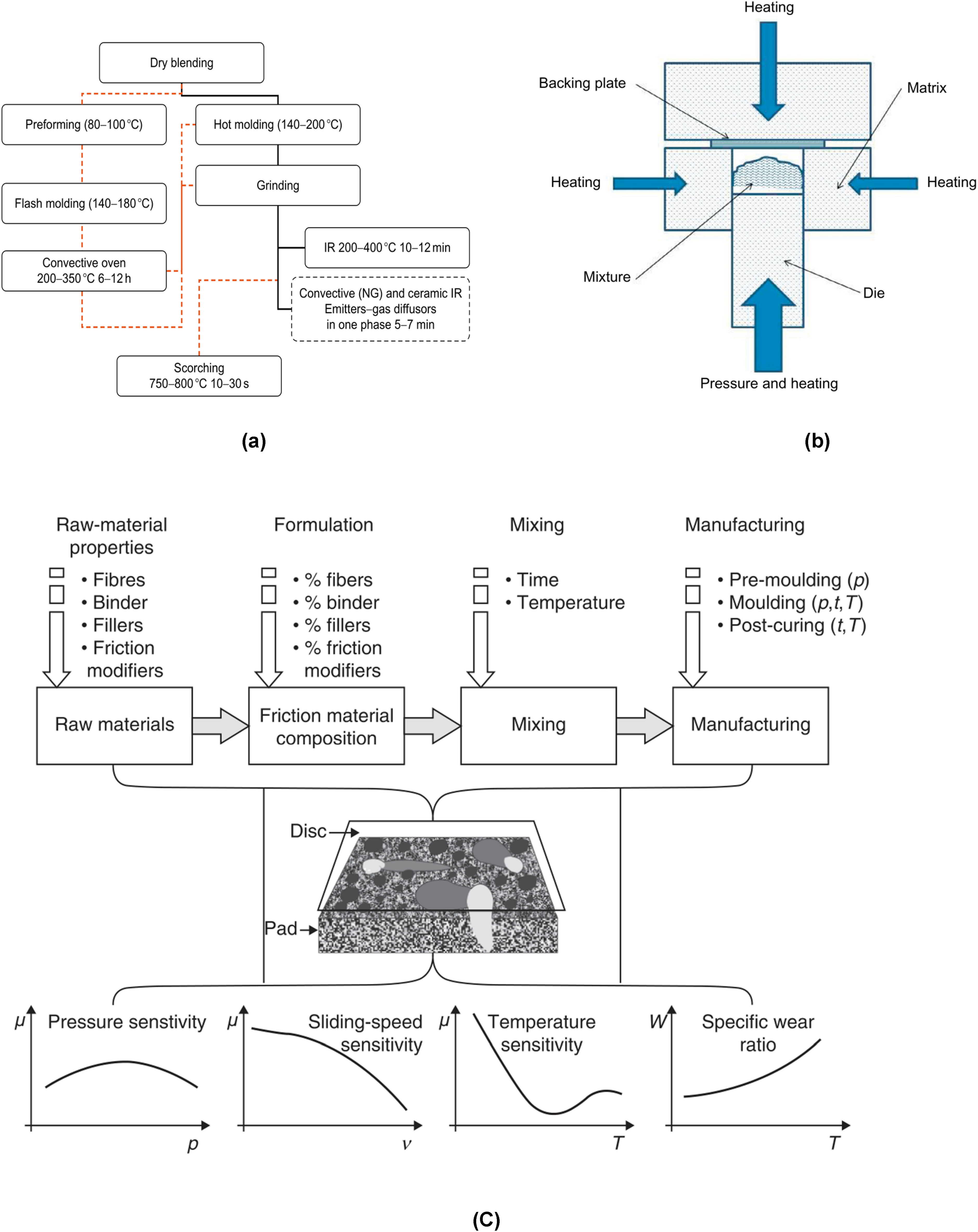
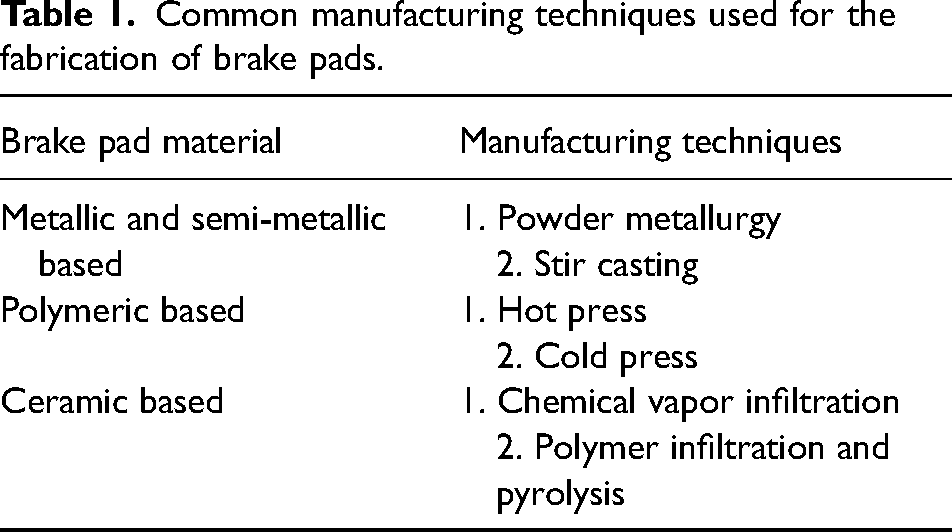
Furthermore, Figure 8 (c) illustrates the synergetic effects of formulation and manufacturing conditions on friction and wear of a brake FM. The fundamental disc pad manufacturing stages are (a) dry mixing, (b) pre-moulding, (c) press cure, and (d) post-curing. The three most critical steps that might effect a brake FM's performance and physical qualities are mixing, performing, and press curing. Establishing a link between the FM formulation, production factors, and enforced criteria is the most difficult job. This is especially difficult due to the complexity of FM requirements, including (a) the sensitivity of the friction coefficient to changes in brake pressure actuation, sliding speed, and/or brake interface temperature; (b) wear characteristics in various regimes of operating temperature; (c) vehicle weight; and (d) braking system characteristics. Table 1 shows the different manufacturing methods used for different brake pad materials. Each method has certain advantages and disadvantages.
Common manufacturing techniques used for the fabrication of brake pads.
The specimens are sintered at 1000 0C for 3 h in a vacuum furnace. Sintered brake pads are again pressed at 300 MPa for 25 s to increase their density, and dimensional accuracy and to remove the residual stress developed while sintering. 41 The samples are then machined to a flat surface for testing.
Performance of polymeric-based brake pad
The fiber composites are divided suitably into types: synthetic and natural (organic). Natural fibers are used for benefits in their properties of biodegradability, renewability and recyclability, and low cost. These are widely used as substitutes for glass, and artificial fibers due to their outlined properties and are more eco-friendly for many applications like transportation, building factories, etc. Natural fibers are generally procured from plants and animals. They have been used in automobile factories to manufacture more environmentally sustainable parts. 42
Sustainable development is a keen focus due to raising concern for environmental safety, which has sparked interest in using natural fibers instead of manmade fibers for reinforcement. 43 Sisal fiber has properties of relatively low density, specific strength, and high modulus; no risk for health, low cost, easily available, and bio-degradable proves to be a better reinforcement for composites.
EN Obika et al. 44 analyzed the use of Palm Kernel fiber (PKF) and cane wood fiber in the mechanical performance of brake pads. In this study, epoxy, and hardener as two-component resin in the ratio of 2:1 reinforced with PKF are used. The samples were fabricated by modifying epoxy resin (10–30) wt.% with a space of 10 wt.% and also PKF varying from 20 to 40 wt.% with also a space of 10 wt.%. The sample's component A contains resin, B contains PKF, and C contains cane wood fiber. From the hardness test, it was observed that with increasing wt.%, the hardness value of the samples keeps increasing. As the wt.% of PKF increased, the compressive strength also moves higher. Due to low binder content and PKF present in the samples, A and B show higher wear rates. Sample C has a low rate of wear; in other words, samples A and B have lower wear resistance while sample C has higher wear resistance. This concluded that a higher weight percentage of PKF has better wear resistance than traditional brake pads.
Chandradass et al. 45 Studied mechanical, physical, and tribological properties and compared the effect of CF reinforced in brake linings. The composition of CF differed by 0%, 5%, 7.5%, and 10% by vol in the total wt.% of the composition of respective brake pads manufactured.
Test results showed that the sample with carbon wt. of 10% has high friction coefficient, tensile strength, Rockwell hardness, and flexural strength. Then, the wear test obtained a lesser value by the sample with 10 wt .% of carbon. Thus, more carbon content provides a close packing which creates a strong bond for fiber filament in the matrix; this is shown in the analysis of the microstructure. Treating fibers to improve roughness so that to provide better adhesion with the matrix can improve FM performance attributes. For CF, nano—YbF3 particle treatment showed significant improvement. 46 Figure 9 shows that defects are present in all samples through microstructure. Figure 9 (a) & (b) show CFs and basalt fibers, respectively. In Figure 9 (c), the surface is seen as damaged by carbonization. Figure 9 (d) shows good bonding between the matrix and CF reinforcement without any improper rupture.
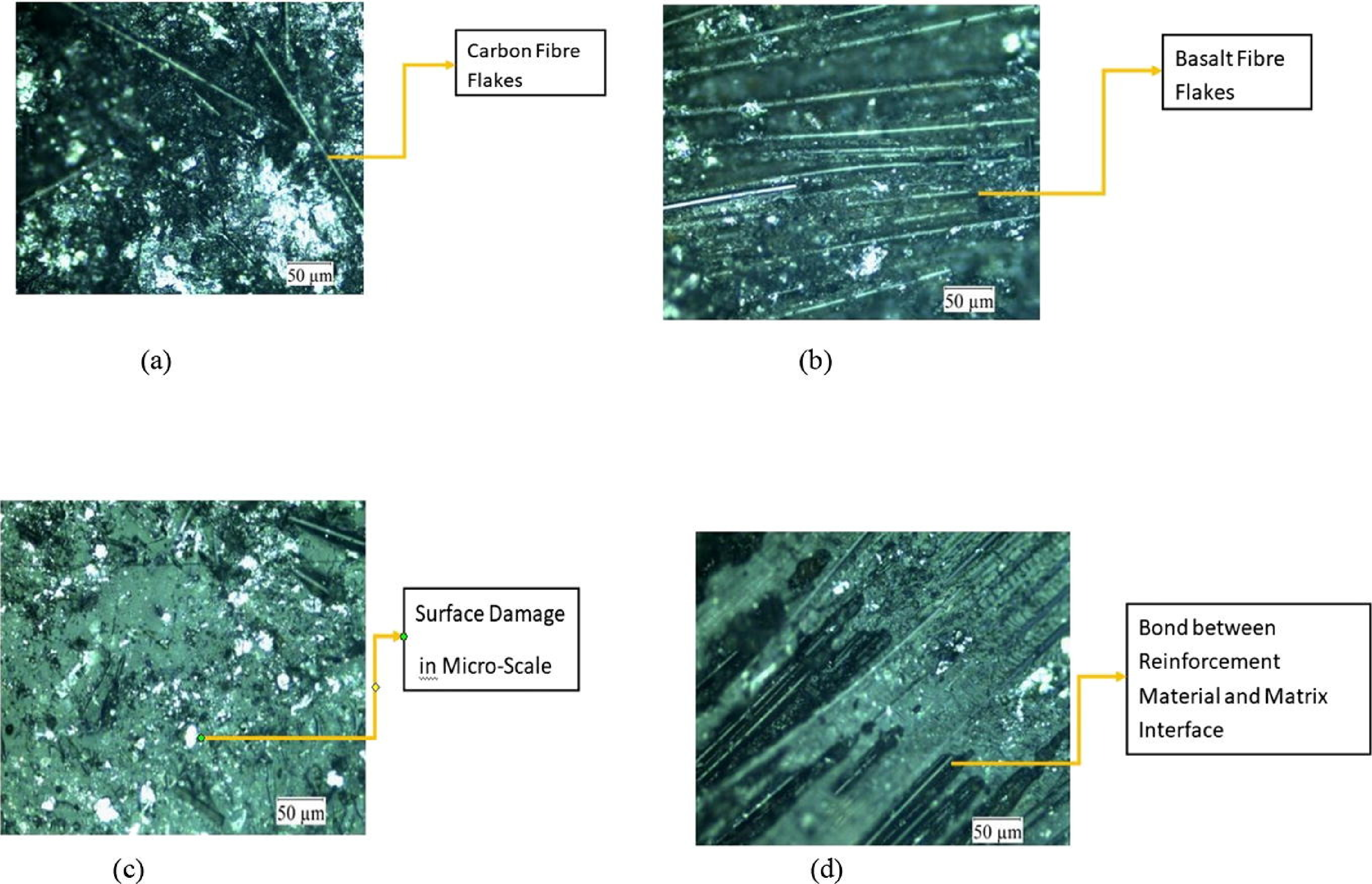
Microstructural analysis of all the samples, respectively (With permission from 45 ).
Contact surfaces have a non-integer dimension termed fractal dimension that is regardless of the measuring instrument's resolution. Because of the decreased scale photographs, this geometry was introduced to characterize the morphology of contact surfaces in tribology. Fractal properties establish the correlation between total contact force and real contact area in the form of the mean surface separation distance. 47
Yousef M. Abdel-Rahim et al.
48
discuss the frictional sliding reaction and stability of graphite-based composite brake pad material at pressures (P), sliding velocities (V), and properties of the material, respectively. This reaction is expressed using a generalized equation.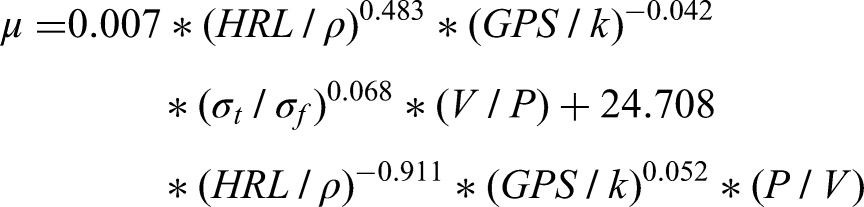
In the work of Yuvaraj et al. 30 on the compressive and hardness performance for braking applications in a composite material, the binder used was phenolic resin with reinforcements of banana powder (25%) and kenaf powder (10%). It was observed that the sample with more fiber content showed less hardness because of the too-ductile nature of the material. The material also should have lower porosity to be wear-resistant and a high COF. The compressive strength also is higher for 10% wt. of kenaf powder. This implies very good bonding between banana peel powder and kenaf powder.
Performance of epoxy-based brake pads
Binder resin holds all ingredients together by providing stability. Different binders like phenolic resin, modified epoxy resin, condensed poly nuclear aromatic, and CNSL, are used in brake friction linings. 2 A pure epoxy resin cannot be stable at higher temperatures. Epoxy resins start to degrade at temperatures above 260 °C. When the epoxy is cured with an anhydride agent, the operating range can be increased to 400 0 C, even with an increase in wear linearly above 290 °C. Thus, epoxy is generally used with phenolic resins to modify, resulting in high frictional stability by providing a synergistic effect of having a higher heat resistance than epoxy resin or phenolic resin alone. 4 Table 2 shows the tribological behavior of epoxy-based different fiber-reinforced polymeric composites.
Comparison of tribological properties of epoxy-based composite material.
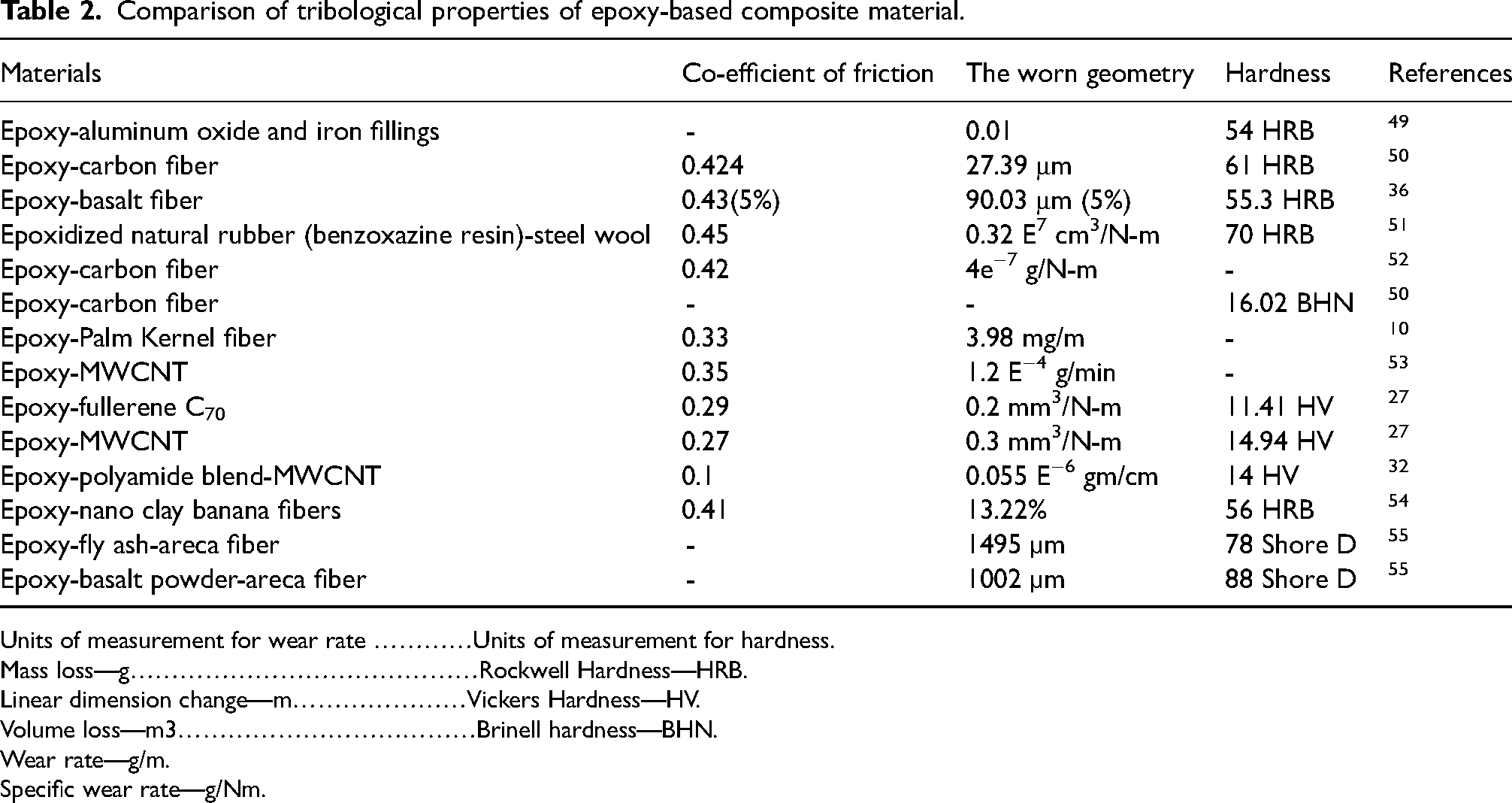
Units of measurement for wear rate …………Units of measurement for hardness.
Mass loss—g……………………………………Rockwell Hardness—HRB.
Linear dimension change—m…………………Vickers Hardness—HV.
Volume loss—m3………………………………Brinell hardness—BHN.
Wear rate—g/m.
Specific wear rate—g/Nm.
Performance of phenolic-based brake pads
Phenolic is the most widely used binder resin used in brake linings and it is relatively low cost. Phenol and formaldehyde go through condensation and a polymer is formed, known as phenolic resin, which is used for joining different substrates in a matrix. When the operating temperature is more in high-performance braking, the binder resin can decompose due to oxidation. 3 Phenolic resins decompose by charring and evaporation after carbonizing at a range of 450 °C. The brake material loses its structural integrity in the process which directly lowers the density of its porous property. It has very low material property weakness. If the quantity used is very high, the degree of polymer cross-linking affects behavior resulting in friction drop-off at high temperatures. 3
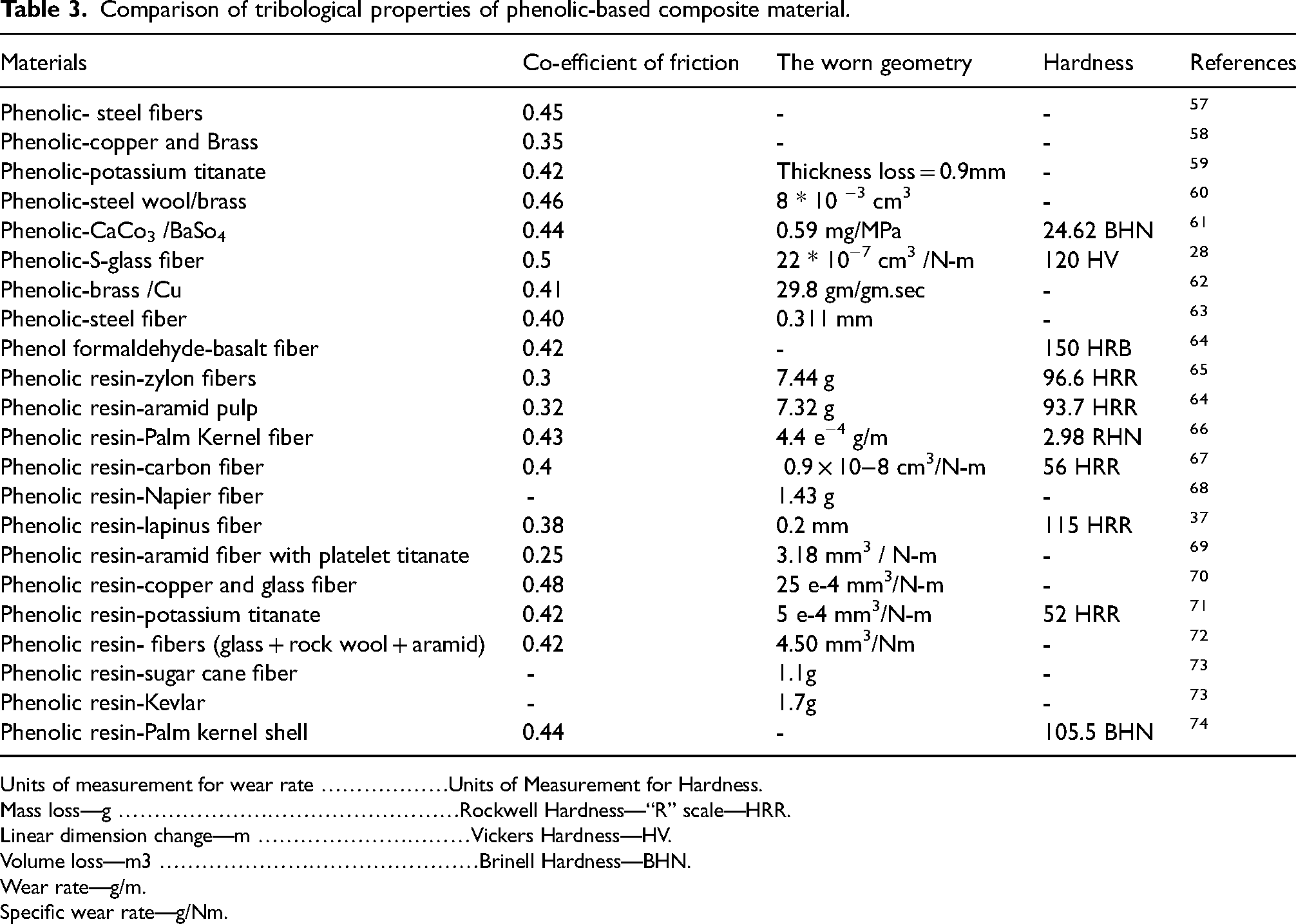
Although scanning electron microscope (SEM) is quite beneficial for the surface investigation of brake pads, it does have some evident disadvantages. Electrically conductive specimens are required by SEMs, which is not always the case for all pad components. The microscopic chamber is rarely large enough to house an entire brake pad, and the pad's porous composition causes vacuum concerns. All of these reasons compel us to use small cutout samples of the pad, a procedure that prevents us from studying the same area multiple times at different levels of wear. 25 Figure 10 shows SEM images of phenolic-based composites reinforced with aramid fiber. Figure 10 (a) shows an unworn surface of the sample. Figure 10 (b) & (c) show worn surfaces of the sample forming contact plateaus which control the wear behavior. Table 3 shows the tribological behavior of phenolic-based different fiber-reinforced polymeric composites.
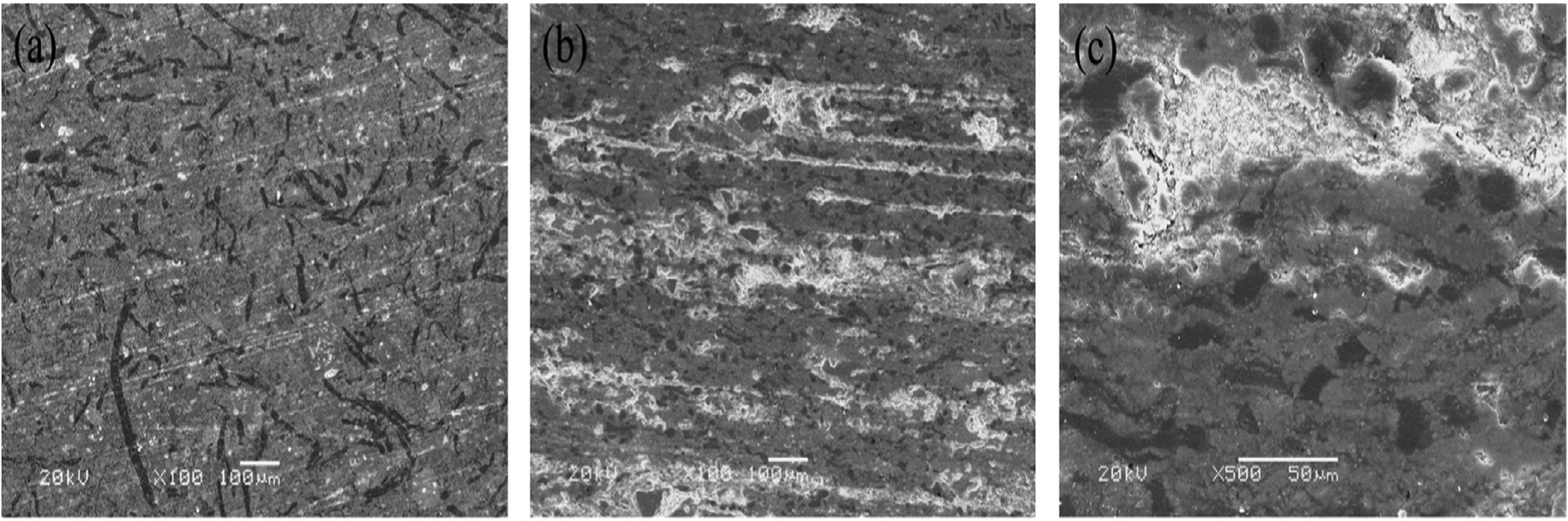
(a) SEM micrograph of the unworn surface at 100×. (b) Worn surface at 100×. (c) Worn surface at 500× (With permission from 56 ).
Comparison of tribological properties of phenolic-based composite material.
Units of measurement for wear rate ………………Units of Measurement for Hardness.
Mass loss—g …………………………………………Rockwell Hardness—“R” scale—HRR.
Linear dimension change—m …………………………Vickers Hardness—HV.
Volume loss—m3 ………………………………………Brinell Hardness—BHN.
Wear rate—g/m.
Specific wear rate—g/Nm.
Performance of metallic-based brake pad
Copper provides a low wear rate, reduced squeal, and better fade resistance thus widely used for braking applications. Copper also has some negative properties releasing high toxicity, when disposed of in water bodies harms aquatic life. Studies are conducted to minimize the use of copper and develop a better alternative. First, it is necessary to know the effect of copper properties and the benefits of achieving higher braking performance. Thus, it is difficult to replace copper with a single constituent. 75
Performance of aluminum-based brake pads
Sai Krishnan et al. 75 investigated the formulation of brake pads using aluminum alloy and iron with other constituents. The commercially available alloy powder has been investigated on low steel-formulated disk brake pads replacing water-atomized copper metal powder in the required ratio. The sample offers better thermal conductivity in contrast to other brake materials. The tribological, mechanical, and physical tests were performed, and it is observed that iron-aluminum alloy increases the overall performance of the material and can be viewed as a good replacement for copper in present compositions and also for further development. According to the results, the following observations are summarized: Fe-Al alloy-based FM revealed good shear strength, lower density, lesser heat swell, and higher hardness. Fe-Al alloy-based composite exhibited high frictional performance and was within the standard operating range.
Rathod Abhik et al. 76 studied the tribological and mechanical behavior of aluminum metal matrix composite (MMC) and silicon carbide. Metallic brake pads are fabricated by the process of powder metallurgy due to their ease of use, reduced cost, sustainable manufacturing process, and large volume production. Brake pads are produced with light aluminum alloy reinforced with silicon carbide to expand the strength and wear behavior and use the benefit of a low density of the matrix.
Because of the low density of Sample 1 (wt.% of 20) 48% higher wear rate than Sample 2 (wt.% of 10). Sample 1 also has 30% higher hardness because of higher density. With an increase in Brinell hardness, overall wear also increased by 48%. The hardness resulting is too low compared to the aluminum sample due to compaction pressure and lesser sintering time.
F. Toptan et al. 77 worked on a Magnesium alloy matrix reinforced with 19 and 15 vol.% of boron carbide developed by squeeze casting technique at about 850°C in low vacuum. Titanium-infused flux helps the wetting of boron carbide and liquid Al metal. From microstructural analysis, it is observed that the wetting process is assisted by forming a thin titanium-rich layer. To study the wear behavior, the specimens were tested to sliding wear test. Dry wear reciprocal behavior of composites on the effect of B4C vol %, sliding distance, applied load, and sliding velocity was examined. The contact area on the surface of the brake pad first reaches a boundary lubrication or even a dry stage, initiating the increase of the COF. 78
From the experimental investigation, it is revealed that wear rates and J COF increased as vol fraction increased; J coefficient decreased, and wear rate increased as load increased; J coefficient and wear rate decreased as velocity increased; and J coefficient and wear rates increased as distance increased. From the result obtained, it can be established that load is the most essential feature for wear rates whereas vol % is the most essential feature for COF.
R.K. Uyyuru et al. 79 investigated the wear properties of Al–Si/SiC material for rotor discs by pin-on-disc apparatus. Aluminum-MMC material acts as a brake disc, while the brake pad lining acts as a pin. Both the sliding speed and applied normal load affect friction coefficient and wear rate. But the changes in the rate of wear or COF on applied normal load or sliding speed are of varying characteristics. Wear performance depends majorly on the normal load applied. On the other hand, control of speed and abrasive concentration seemed to be dependent. Composition. The SiC particle reinforcement in the base has a varied size range and a higher rate of wear and COF than a matrix containing reinforcement with mono-size particles.
A thin film developed adherent of pin material is known as Tribo-layer. It can act as a protective layer during the wear test for the matrix material. Hence, forming this layer can have an important control on the wear properties of a couple produced of Al–Si/SiC MMC.
Bhaskaranand Bhatt et al. 80 in this study, iron-aluminum (FA25) alloy was investigated as an alternative to copper. While keeping the base composition fixed, five samples of brake pads were fabricated by modifying iron-aluminum content as 0, 5, 10, 15, and 20 wt.%. Another sample was manufactured with a Copper content of 10 wt.% for comparison.
Detailed analysis on the examination of Fe–Al alloy particles in cumulative amounts for copper-free pads for wear and noise vibration (NV) functioning is described. The alloy content in pads is directly proportional to the wear and friction coefficient. The sample exceeding 10 wt.% showed the same or considerably more friction when assessed along with a copper brake pad.
Lower FA25 content of 5 wt.% brake pads indicated better counter face-friendliness properties, subsequently by copper pads. While the alloy % increased, the brake disc's temperature also increased. FA25 alloy pads exhibited low wear compared to copper pads. In comparison to copper-based pads, 10 wt. % alloy substance operated the best with a 0.80% decreased noise range and 4.20% vibration range.
On the whole, 10 wt. % of FA25 showed itself to be the right volume for the finest combination of performance. FA25 alloy can be used as an alternative for Cu from the friction lining with the added ability of greater NV performance, lower expense, porosity, low wear loss, lower density, and higher recovery properties. High creep and time-dependent decrease of stress in metal under constant strain are beneficial to friction lining's COF. 81 However, copper-based pads displayed an advantage against others in fade performance.
P.D. Neis et al. compared three different wear-measuring techniques to investigate the errors. A touch trigger probe, electronic balance, and 3-D laser scanner. The Errors in the touch–probe method due to fewer points of measurement is significantly higher than moisture absorption effects when using the gravimetric method. Hence, the laser scanning method provides more precise results due to the high number of points governing the thickness and volume loss of material. 82 The greater wear resistance, superior thermal, and mechanical characteristics of aluminum-based composites are improved by the addition of ceramic oxide, carbide, nitride, and boride particles. 83
Performance of Fe alloy-based brake pad
M Govindaraju et al. 84 developed commercial Fe-based brake lining and the wear properties were reviewed. The samples had additional Cu near the base plate and more abrasives near the top, which assists the braking performance by providing exceptional joint concentration. To increase the wear resistance, toughness, and strength, the layers had a mixed composition of metal particles (iron, copper) and abrasives (Sic and Al oxide). To achieve stability at high temperatures, graphite was included by modifying the sample's thermal and friction characteristics. The rate of wear, friction coefficient, and microstructure of the developed sample and the sample were calculated.
The rate of wear for a typically sintered sample and a functionally gradient sample rises with the load applied. The rate of wear of functionally gradient specimens was 96% lower than the specific wear rate of the typically sintered sample at loads (100 N, 50 N, and 30 N). No tribo films are detected in both specimen. Both specimens reveal that abrasive wear is the dominant wear mechanism by the results of the surface morphology and topography. The conventional sample has a higher COF than the functional gradient sample at each load applied. The conventional sample for a load of 100 N was observed for a max friction coefficient of 0.34.
T. Ram Prabhu et al. 85 examined the tribological behavior of the iron/silicon carbide/graphite matrix using a brake dynamometer system. Three particle volume fractions, 10%, 15% and 20%, of silicon carbide were measured with particle sizes of 1–30 μm and 150–180 μm. High-speed braking applications experience a sliding speed of 25–35 m/s is considered in this study. It is observed that the influence of coating silicon carbide with barium sulfate is to avoid potential unwanted reactions between crystal faces and improve interfacial properties. For all particulate sizes, by increasing vol fractions of silicon carbide, the wear loss was found to decrease. The samples with large size of particles and larger vol fractions were realized to be more efficient in adjusting wear at low sliding speeds.
The 20% vol fraction with 100–150 μm SiC particles was efficient at lower speeds of 25 m/s in reducing wear. The SC-C composites provide efficient braking because of the considerable frictional region of contact in small-size SiC particles. The silicon carbide group composites, SC-C (Fe–20% SiC–18% Gr), provide highly efficient and stable braking along maximum frictional coefficient for every sliding speed, least stopping distance, higher mean torque, and minimum stopping time. But, a major wear loss is noticed at the sliding condition of the 25 m/s.
T. Ram Prabhu et al. 41 in this studied the wear properties of Fe alloy composites for high braking conditions of sliding speeds on a range of 25– 35 m/s. They used two types of iron matrix composites using powder metallurgy fabricated with sizes 150–250 μm and 1–10 μm with reinforcements of silica and mullite particles. Considerably, iron/mullite composites at lower vol.% exhibited more wear resistance than the Fe/silica composites because of the larger elastic modulus of mullite. The tribological property of composites is examined using a dynamometer. For Fe/silica composites and Fe/mullite composites, the wear tests of composites display that high volume fraction and large size of reinforcement particles at high speed provide superior wear resistance and braking performance.
VV Merie et al. 86 studied Fe-Cu-graphite-Ni- (2 to 8 wt.% titanium dioxide) composites for frictional functions. The existence of TiO2 has a useful effect in a particular limit on the wear property of the composite sample. The content of free graphite reduces as the TiO2 content is added. The wear property of the samples was observed by a pin-on-disc apparatus sliding on a CI plate.
The alloy material with 6 wt.% titanium dioxides has better wear behavior. Titanium dioxide has an effective control on the wear rate of the composite materials which enhances the alloy content, and a reduction in the wear rate is exhibited. While the lowest wear rate was achieved with 8 wt.% TiO2, the best friction coefficient was established with 6 wt.% TiO2.
Performance of Cu alloy-based brake pad
M. Guha Keshav et al. 87 fabricated Cu-based brake lining through powder metallurgy technique. High-purity Cu and Tin particles 30 µm in size were selected for manufacturing. The stainless steel fibers were chopped and continuous CFs were acquired. The specimen has steel fibers and fly ash as reinforcement to increase its strength and hardness.
The structure of the developed sample is taken as follows: Cu 90%, Tin 5%, SS fiber 4%, and continuous CF 1%. The sintering was conducted in a high-temperature vacuum furnace. A soaking time of 45 min and a soaking temperature of 920 oC was implemented. At first, the microstructure is taken and later the micro hardness was found. The microstructure of the specimen was noted using an optical microscope at different magnifications. The wear test conditions are a sliding velocity of 5.50 m/s and a sliding distance of 545 m. The samples were examined at loads of 1 kg, 3 kg, and 5 kg. At a load of 5 kg, the wear rate obtained is 0.626 g/Nm, and the frictional coefficient mostly varies from 0.3 to 0.4. These parameters provide enough frictional characteristics for an efficient braking system. When there is a need to replace copper, stainless steel swarf provides good characteristics except for higher wear. To improve the wear properties, the material can be air plasma treated which shows high surface energy and lap shear strength in working conditions. 88
Santosh Kumar et al. 89 developed and investigated MMC for brake lining with nickel sulfate as filler for production capability and to some extent of permeability. The microstructure and interface roughness of specimens were examined by SEM and AFM, respectively. Elemental distribution in the specimen is identified by energy-dispersive X-ray (EDX) and scanning transmission electron microscopy. The content of the compound in the brake material is found by X-ray diffraction (XRD) compound phase analysis. The test indicates that sample pad constituents are found in their original form. A necessary amount of porosity is detected with gas sorption analyzer which helps in convective and conductive transfer of heat and avoiding the brake pad overheating. The thermal property analyzer indicates thermal conductivity and thermal diffusivity of the sample are higher than brake pads commercially sold. Fast Fourier transform-finite element method combines the speed and precision of transform methods with the flexibility of the finite element approach to simulate thermal behavior. When the sliding speed is crucial, numerical instabilities that develop in classical FEA analysis are fully removed here. Temperature and stress in each instant of the sample are primary information for the evaluation of fatigue crack behavior90–92
T. Ram Prabhu et al. 93 studied the wear properties of Cu/SiC + Gr multi-layered composites made using powder metallurgy. The rate of wear was calculated with sliding speeds of 35 to 5 m/s in a dynamometer. The microstructure of the compounds was described using scanning electron microscopy and optical microscopy, then the mechanical reaction in compression and bending was calculated.
The findings by analysis indicate wear behavior, mechanical properties, and braking performance is to be considerably improved by the coating of Cu on the surface. This edition of the film also drastically increased friction and wear resistance. The development of a mechanically mixed tri-layer shrunk the rate of wear and stabilized the COF at 35 m/s. In the end, crack deflection and diverging at the surface among the material and copper layers advanced the bending strength of the layered composites.94,95
Vaibhav Singh et al. 38 formulated a combination for the manufacture of brake material by powder metallurgy technique comprising of Cu-Sn alloy combined with Sic as the matrix, talc powder as a frictional modifier with varying volume % of graphite and aluminum oxide as an abrasive.
By increasing the content of talc powder, the compressive strength of the brake pad specimen improves from 16 to 24 MPa. There is a minimal decrease in hardness due to the structure of the ester collection. Between the different arrangements of brake pad specimens, specimen A provides a lesser wear rate than the other two samples although the COF is marginally greater from specimen B. Thus, changing volume % of frictional modifiers existing in copper-tin composite with aluminum oxide sample is characterized in the descending order of sample C > sample B > sample A. Adhesive wear mechanisms are primarily detected on the worn-out specimen based on analysis of microstructural properties of the samples.
V Vineeth Kumar et al. 96 intend to examine the wear performance of a presented Cu-Sn sintered friction alloy that is used by armored fighting vehicle (AFV). A chase test machine was used to examine the composite as per IS 2742. The particular fade cycle was taken out up to 441 0C to evaluate the frictional ability of the material. Tribological, mechanical, and physical properties are estimated by standard range. A wear debris analysis was carried out using SEM. XRD and microstructural analysis were done using FE-SEM.
The friction stability coefficient through constant braking was evaluated to be 68.50%. When the temperature rises above 240°C, brake fades are common. It stabilizes the thermos elastically unstable system and lowers the brake system's bulk temperature. 97 The sample showed a lesser rate of wear at 0.05 cm3/MJ. At test cycle 3, fade and frictional fluctuation was quite higher with a value of 32 and 0.260. % Fade and % recovery was in a sequence of fade 3 (32%) > fade 1 (12.80%) > fade 2 > (6.90) and recovery 1 (91%) < recovery 2 (100%) < recovery 3 (115%). Hence, on comparing the calculations, further established that while the Cu-Sn FM of the AFV had effective mechanical strength, the performance was not good at high temperatures in the third test cycle. In this copper-tin material, delamination and abrasive wear was more on the surface resulting in plastic deformation, pits, and cutting grooves on the drum. There is a sudden damage to the drum by the formation of deep indentations and exhibited poor disc compatibility.
Performance of carbon matrix-based, titanium-based, and potassium titanate-based brake pads
Tengfei Chen et al. 98 reviewed the impacts of polyacrylonitrile-oxidized fiber on the tribological behavior of Carbon/Carbon samples were examined. Normal braking conditions of aircraft were used to assess the braking performance. The bending strength and compressive strength of the composites were analyzed. The carbon/carbon sample was manufactured by needle-punched felts with vapor infiltration of about 1.4 g/cm3 and then by resin impregnation and carbonization up to 1.75 g/cm3. The interfacial strength of the oxidized fiber-reinforced sample is higher, and the bending strength and compressibility are lesser than that of the CF-reinforced material. A single fiber push-out test was used to measure the interfacial strength of CF/pyro carbon. The felt was built with Oxidized Fiber, resulting in Carbon/Carbon material with a higher and much more stable COF, but higher mass loss than the preform made with CF. Blending fracture of composite and CF/matrix interface, a friction structure is recommended to have a proper bending strength of the material, and fiber/matrix interfacial strength helps the growth of the friction layer. This formation could provide a higher COF.99,100
Xu Ma et al. 101 proposed carbon/ceramic brake pads to achieve good use of carbon/carbon–SiC alloy in brakes for a high-performance load. High wear and unstable frictional behavior of conventional C/C–SiC disc-pads pairs stopped much progress in the composite. An infiltration agent is formed to alter the carbon/carbon–silicon carbide composites by mixing FeSi75 alloy and Copper.
The growth of the continuous tribo film hindered the brittle fracture of the silicon carbide and Fe-Si phase, curbing the abrasive force and aiding to lower the loss of the material by wear. The iron–silicon-copper combination of these brake pads might direct in a large reduction of wear rate by 90%. The frictional coefficient was reduced below 0.6.at low-speed conditions. The graphitized carbon phase can be effortlessly bonded on to friction layer while braking to stop wear loss and decrease the wear rate. Fe–Si–Cu combining reformation strengthened the graphitization of CFs. Ceramic materials typically have a high-temperature heat capacity, lower wear, and superior thermal shock resistance, which could be an interesting possibility. Solid ceramics with insufficient toughness, on the other hand, cannot be considered a reliable alternative for a safety mechanism such as a brake disc. 102 Thus, ceramic coatings appear to be more practical in terms of reliability and price.
P. Thendral Selvam et al. 103 aim on utilizing Ti alloy brake FM for sports cars and lightweight automobiles due to its fracture toughness property. The widely used titanium is a grade 2 alloy of 99% purity, however by study, It is understood titanium grade 5 alloy can endure a high tribe-thermal zone and provide good thermal stability. This investigation suggests studying the frictional properties of the titanium grade 5 alloy and its results are enhanced further by TiAlN. The TiAlN is coated on the surface of the alloy by the Arc deposition process; its surface behavior like surface roughness, layer hardness, and coating thickness layer microstructure are indicated.
The wear test was run on TiAlN-coated discs against oil-hardened nickel steel balls as per ASTM G99. The frictional coefficient of the TiAlN-coated titanium was seen to decrease two times compared with uncoated Ti alloy. The microstructure of the torn surfaces is reviewed after the wear test to examine the cause for occurrence. It shows the improved surface characteristic and micro thermal stability of TiAlN-coated Ti alloy are causes for the better wear resistance. However, due to their low price, strong tribological qualities, and ease to be coating using simple procedures, polymer-based coatings have been employed as a substitute for lubricating and maintaining metal tribo-pairs. 104
Vlastimil Matějka et al. 105 summarized the influence of SiC particles of 40, 10, and 3 mm on wear behavior on ceramics of potassium titanate. Samples with increasing particle content by the structure of 3.4, 5.6, 9.0, and 14.6 vol.% for each size are fabricated.
Specimens with the smallest silicon carbide particle abrasive display stable COF and its value does not differ drastically by SiC vol.%. The friction coefficient is stable for the samples with the SiC fine size which is assigned for the growth of a stable friction layer enhanced by loose fine SiC particles. Also, the friction coefficient value is considerably improved with the presence of SiC particles.
The rate of wear reduces with increasing SiC abrasive size and the smallest values had been noted at the specimen which has SiC of size 40 particle. The most wear-resistant sample among the specimens with the largest SiC abrasive size is SiC (40)-14.6 formulation. This is because of the reinforcement of stressed bigger SiC particles on the friction surface. In this perspective, the most favorable concerning the wear resistance is SiC (40)-14.6 formulation. The improved rotor wear was obtained at the specimens with SiC (40) and SiC (10) particles by supplementation of iron on the friction surface. Thus from the results evaluated above, the formulation SiC (3)-3.4 is ideal for the application of brake pad material. There was no indication of the influence of silicon carbide content in any size group. Regarding the lowest abrasion of the brake disc the SiC (3)-3.4 formulation is preferred. Also, it has been determined that pads containing titanates have superior brake stability than the pads that do not have titanate added. The fibrous potassium titanate also promotes fade-recovery and friction-level stability. 106 Higher molecular weight resin formed larger wear particles at temperatures until thermal degradation, while higher molecular weight resin and potassium titanate whiskers formed large wear particles at elevated temperatures, leading to tailor brake emissions depending on the synergistic action of the composition. 107
Yezhe Lyu et al. 108 studied Cu-free brake pads for airborne particle emission. These copper-free brake linings are only examined on their tribological performance; however, their air particle emissions are not studied. The results indicated that copper-free brake pads yield a similar frictional coefficient as the copper lining. Copper-free brake lining emits greater airborne particles than Cu-present brake lining. A pin-on-disc apparatus calculates the airborne particle emission and tribological properties from a couple of copper-free brake pads available in the European market. Besides, a copper brake pad from the market is investigated as a comparison. All the brake pads showed identical wear to the interface rotor disc.
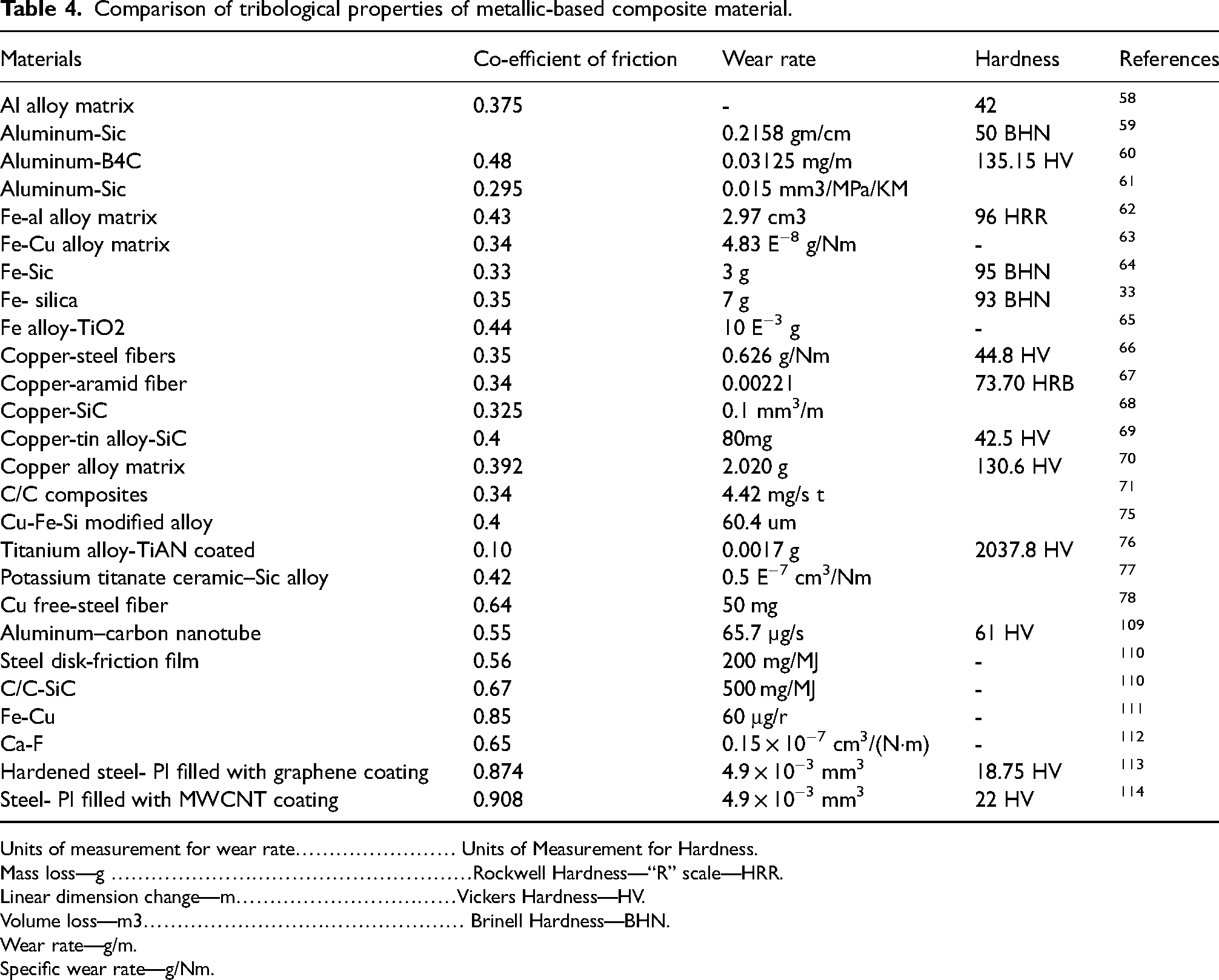
The particulate matters (PMs) released to air are produced from the brake pad samples in these ranges: one in 0.5 μm–5 μm and the other in the ultrafine particle range of less than 100 nm. Two copper-free brake pads produce significantly further airborne PMs than the copper-present brake pad. Most of the emitted PM in the ultrafine particle size of one copper-free sample falls in the 16 nm range, which is 30 nm (lesser) than the copper specimen and 54 nm for the other copper-free specimen. Table 4 shows the mechanical & tribological properties of different MMCs.
Comparison of tribological properties of metallic-based composite material.
Units of measurement for wear rate…………………… Units of Measurement for Hardness.
Mass loss—g ………………………………………………Rockwell Hardness—“R” scale—HRR.
Linear dimension change—m……………………………Vickers Hardness—HV.
Volume loss—m3………………………………………… Brinell Hardness—BHN.
Wear rate—g/m.
Specific wear rate—g/Nm.
Thermal spray coating on brake pads
Thermal spray procedures refer to coating systems in which feedstock powder particles are heated to a molten or semi-molten state and then accelerated before hitting onto a surface to produce a coating. These feedstock powder particles are fed into a high-temperature, high-velocity “flame.” 115 Dominique et al. designed and evaluated the wear qualities of brake rotor discs with stainless steel thermal spray coatings on aluminum-based substrates. The findings of this research indicate that stainless steel coatings on aluminum substrates might be a feasible replacement for cast iron in future braking rotors. 116 For reuse, two worn brake discs of a light commercial vehicle were treated with high-velocity oxygen fuel thermal spray. The first disc was coated 500 Gm thick with tungsten-carbide-cobalt (88%WC-12%Co) powder and NiCr (80/20) binder. The second disc was coated 600 Gm thick with Colmonoy-88 (Ni-W-Cr-B-Si) powder and NiCr (80/20) binder. Compared to OEM disc, coated first disc with tungsten-carbide-cobalt exhibited very less brake noise and better braking performance. 117
Nonexhaust emissions and future trends
The concentration of PM in the environment is a large health problem. Primary PM emissions emitted directly in the ambient air are usually classified as nonexhaust emissions and exhaust emissions. The incomplete combustion of fossil fuels produces exhaust PM emissions. While friction-related brake wear, road, and tire wear produce nonexhaust emissions wear particle size varies from several 100's μm to a few nm. 118
Personal vehicles are examined for their material composition by the X-ray fluorescence (XRF) method. XRF is a process where fluorescence emission happens from materials when ionizing with high-energy X-rays. The concentration of the distinctive fluorescence varies on the volume of the constituent, but more on the base of the specimen. Based on the evaluations, the average brake material profile contained 20% Fe, 10% Cu, 4% Zn, and 3% Sn as the main metals. 119 For studying the quality of Air, the major emphasis is on the particle size range under PM10 and 2.5 μm PM2.5. Only Particles with an aerodynamic diameter of less than 10 to 20 μm will have terminal velocity slow enough to be airborne for a considerable amount of time and thus have the possibility to be scattered in the air.[60] Despite replacing asbestos, Brake wear contribution to PM10 (PM smaller than 10 μm diameter) and PM2.5 (PM < 2.5 μm in diameter) per vehicle could be 0–80 and 0–5 mg/km. 120
After the dynamometer test, the brake pad mass loss was 7.9% of the primary pad weight while the thickness loss was 6.9% of the primary pad thickness on average. One pair of brake pads lost an average of 18 g after the Dyna test and only 2.55 g of wear particles were accumulated on average after one test. The Combined analysis of LSPSDA, SEM, and TEM supported by EDX analysis should be used when brake wear debris is investigated. All collected debris samples are standard to check for the presence of Cu and Fe oxides as well as carbon components. The mutagenic potency of initial friction composite and wear particles was estimated by two in vitro bacterial micro bioassays (SOS Chromo test, Ames test). Achieved results display the potency of wear particles for interacting with DNA after metabolic activation, which shows the existence of indirect mutagens. A perceptive reaction of the lung tissue to the ball-milled particles was discovered by a pulmonary toxicity test on rats. 81
Hossein Kakooei et al. 121 studied the effect of exposure to airborne asbestos in the auto parts industry in Iran. Asbestos fiber concentrations during clutch and brake production were calculated in the investigation. For asbestos, the fiber size and microstructure composition were examined in the standard analytical method given to the Asbestos International Association. Phase contrast microscopy (PCM) and SEM equipped with an energy-dispersive X-ray analyzer (EDX) were used to evaluate the airborne asbestos concentrations and their composition in over 90 trials.
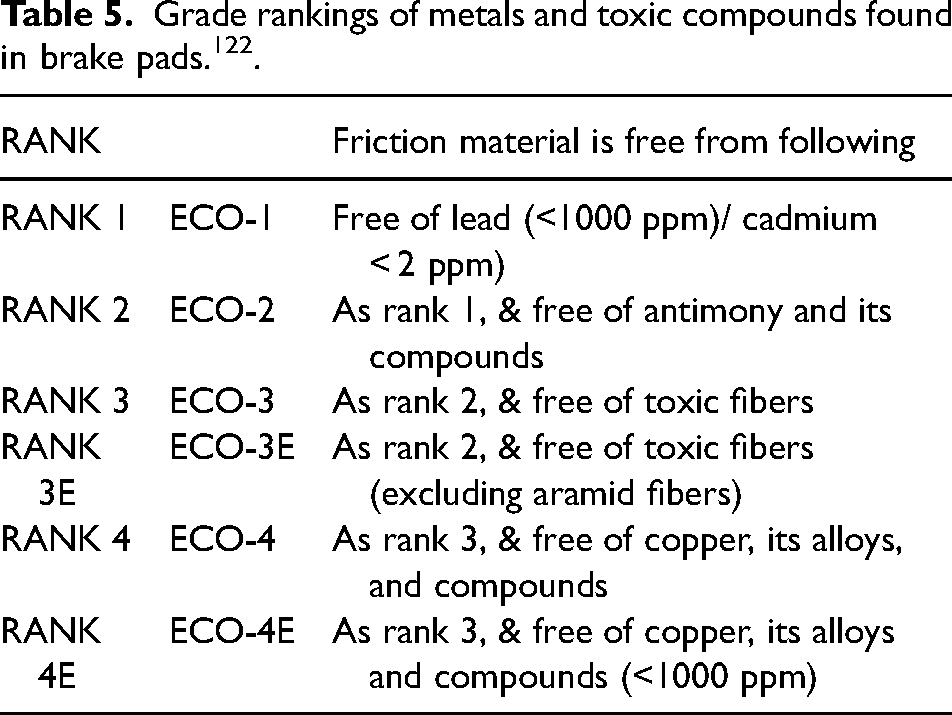
According to these results, 50% of airborne fibers inhaled by the workforce were amphiboles asbestos with greater than 5 μm in length and 0.2 μm in diameter, and hence are not taken into account in PCM-based fiber counts. The mean concentration was 0.62 PCM f/ml (30 SEM f/ml), significantly more than the maximum limit of 0.10 f/ml by ACGIH. Therefore, it is likely that laborers who operated in the brake and clutch production will experience adverse health impacts by exposure to fibers of asbestos.Table 5 shows the grade rankings of metals and toxic compounds found in brake pads.
Grade rankings of metals and toxic compounds found in brake pads. 122 .
If any correlation between the wear and particle emission properties is identified, the estimation of wear particle emissions becomes more precise. An investigation was done to find relative correlations between mass wear, 0.012–0.40 μm particle emission determined using Nano scan Sizer, and 0.35–10 μm particle emission determined by optical particle sizer. Samples of 6 low-metallic brake pads were selected to identify the correlations on the pin-on-disc apparatus. The un-centered coefficient of determination r2 = 92% indicates a clear direct relationship between the disc material wear and pin material wear. 123
Results conducted on particle instruments revealed that nanoporous materials generated 3–8 times fewer airborne particles than conventional materials. 124 The airborne PM emissions happen at braking and throttling, intending to re-suspend wear particles on the outer surface of pad lining and ridges while accelerating. This re-suspended brake wear considerably adds to the overall emission, by which emission during acceleration grows with the starting speed. PM 2.5 and PM 10 when measured with instantaneous dust monitors provide time series mass emissions. Therefore, while undertaking brake abrasion tests, wear particles from the brake must also be added to PM 2.5 and PM 10 emission measurements. Supplementary tests like tailpipe emission test cycles under a broad range of driving environments are needed for the record of inventories to get national and regional specific emission parameters. 125
Munevver Erdinc et al. 126 studied the lasting influences of asbestos exposure on the lungs and the chance of asbestos-linked diseases in brake-material employees. Pulmonary tests of transfer factor and spirometer were done on 74 asbestos-exposed employees who treated brake lining products and 12 unexposed office employees. Transfer factor and transfer coefficient deterioration were substantial in the 7 years following in both smoking and nonsmoking employees. Though, lung function indices of the study set, where each of them was current smokers; also realized to decline. Peribranchial infiltration and fibrosis process also cause airflow restraint in small airways among asbestos employees. There is widespread confirmation that contact with asbestos instigates, pleural disease, and pulmonary parenchymal fibrosis in workers. Also, it is observed that people subjected to asbestos and persons with asbestosis have more chances of lung cancer among others not subjected to asbestos.
As per the report for reviewing safety characteristics, brake pad materials are evaluated according to the SAEJ661 criterion. Examination of brake pads from known brake pad makers—after market, exported after market, original equipment manufacturer (OEM). 7 The compressibility test examines the variation in thickness by the highest brake pressure. Going by industrial standards, the requirement is at least 25 kg/cm2. While the operating range at 400°C for cold compressibility is 2% and hot compressibility is 5%.
Cu of 0.5% is acceptable up to 2025 according to California State Bill (2010). The vital part of monitoring heavy metal emissions lies comes from formulations. Then, variation in Cu price would certainly force formulators around the world to achieve a substitute for Cu and its alloys, and thus, commercial brakes will be without Cu in the near years. 7
Rongping Yun et al. 127 formulated sustainable brake pads to reduce the harmful environmental effects without Cu, Sn, Sb, and whisker materials. Based on the investigation, the position of brake pad samples from best to worst is in order of A, E, D, B, and C The sustainable and less costly sample E with high recovery capacity increased fade resistance and reduced sensitivity to speed exhibiting equivalent braking ability to that of the commercial break specimen A. Specimen A and E satisfies all benchmarks, but the other three samples B, C, and D largely due to their weak fade resistance could not clear the hot performance criteria. When analyzed with a brake dynamometer, the far stable samples are least affected to fade (rapid decline in friction by an increase of temperature). The Roughness of the friction surface and its property are constrained by friction layer formation. Wear and frictional behavior are reliant upon the frictional surface layer on the material.
Brake pad stability at high temperatures is identified using thermo gravimetric analysis, which evaluates the hot performance of the surface. By analysis, the effectiveness, wear, raw material cost, and operating conditions from the test were chosen for study by functions related, the sustainable sample E was estimated as the better material of the developed samples in comparison with commercial brake sample A.
Abrasives such as silicon carbide, zirconia, silica, and alumina in appropriate levels in friction composites have an impact on friction level and counter-face restoration during braking. Two types of NAO copper-free brake samples were formed with all the parent compositions exactly with alumina of 2 wt.% as a base constituent. Another brake sample where abrasive particles are not present was produced to investigate the influence of abrasive particles on NV behavior. It was noticed that treatment with siloxane affected the NV performance of brake pads effectively and an average diminution of 2 to 3 decibels in the total level of sound pressure was seen. But, such `abrasives have a low bond with resin and therefore break out while braking adding to wear and tends to squeal and vibration. Any attempts done to improve the matrix bond with filler, both wear of FMs would lessen, and the friction performance would also develop. 128 Investigations show that brake squeal is highly influenced due to grit blasting in the disc. The noise is boosted or suppressed conditional on the pattern of the grit-blasted area. 129
At present, organic or metal lining brake pads are used with carbon/ceramic–SiC brake discs on automobiles. The arrangement of carbon/ceramic discs and organic/metallic pads does not meet the requirements of performance braking conditions is evident. In the work of Xu Ma et al., 130 conditions suited for high-speed applications were used to evaluate the braking ability of full C/C pairs. The morphology of the friction sample was inspected using SEM after braking and the sub-layer of the brake pads was examined using transmission electron microscope. Full-C/C pairs that are now used are not suitable for high performance of automobiles. Hard ceramic particles show little effect as long as their size is on the nanometer scale. Micron-sized particles will scratch films off and thus lead to high friction. 131 By wear analysis and braking conditions in this work, ductility is added to the brake pads to decrease the wear rate and the other limitations be adopted. The prepared carbon/ceramic–SiC disc, carbon/ceramic–SiC pads, and FeSi2-modified carbon/ceramic–SiC pads are referred to as SD, SP, and FP, correspondingly. The wear rate of SD-FP was a lot lesser than SD-SP. The COF of the primary full-carbon/ceramic pair was high and did not have any effect on the braking pressure or speed. In difference, the COF of SD-FP is to be reduced under 0.5 for high-performance applications. The wear rate of SD-FP was a lot lesser than SP roughly by all standard parameters, particularly with excessive power. 93
Tallano designed a brake particle collector named TAMIC. Reports regarding airborne particles emitted during braking indicate that primarily when braking PM10 is emitted and size range differs according to the braking parameters. The device was proposed to block a minimum of 80% of brake particles right on the brake pad-brake disc interface with keeping the brake efficiency intact. Such a wide distribution is a requirement and needs to be maintained. Providing a high level of efficiency, the system with also contribute to a decrease in health problems related to airborne particles but also that of eco-friendly concerns related to particles deposited on the road. Implying that device efficiency does not vary on the aerology and is specific on the corresponding wind speed occurring around the near environment of the brake material. It shows 40–50% of brake debris turns out to be airborne whereas the leftover deposits onto the vehicle and road. 132 Tire road contact particle emissions are conditioned locally by the degree of contamination and chemical composition of the dust deposited on the roadway. This method requires onboard and pavement devices capable of identifying situations prone to nonexhaust emissions and cautioning drivers to adjust their speed. Also, since the chemical composition of nonexhaust emission is linked with the composition of both brake pads and tires, development in the composition of these pads and tire tread to less toxic and more eco-friendly materials would be a progressive measure. 133
Conclusion
In this survey, had reviewed the advancement in different materials used in brake pads. Road traffic accounts for a large part of PM in metros, and brake wear is a major source. But the performance of brake pads cannot be improved just by replacing one component. Copper has the property to give good thermal stability and low brake squeal. Therefore, broader research is needed to assess the brake pad formulations with the necessary performance parameters, and surface morphology and reduce the use of potentially hazardous components. 134
From this study, it can be observed that the application of natural fiber as a reinforcement provides an optimal braking performance in comparison to metallic brake pads. This study helps in creating better environmentally friendly brake pads as wt. % and the fiber selection depends on these observations. Also, ceramic matrix composites provide good frictional applications. These composites use copper fibers and ceramic mixtures instead of the metallic brake pad's steel fibers. Another property that makes ceramic materials desirable is the lack of noticeable dust. All these properties let the ceramic material control high temperatures with low wear and no heat fade, offer quicker recovery following the stopping, and wear less dust on the brakes and disc. 135 The ceramic composite reduces squeal by creating a frequency past the hearing range. Hence, from a comfort perspective, ceramic composites deliver much quieter braking. Besides, there are no health and environmental impacts likely by the usage of full-ceramic brake pads, which can be produced if conventional brake materials containing heavy metal particles were used.
Footnotes
Acknowledgement
The authors would like to thank Vellore Institute of Technology, Vellore and National Defense University, Malaysia for providing facilities to carry out this Research.
Data Availability Statement
Not applicable.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.