
Abstract
This work presents the development of a numerical model for the elastohydrodynamic lubrication of roll-to-plate nanoimprinting with flexible stamps. Roll-to-plate nanoimprinting is a manufacturing method to replicate micro- and nanotextures on large-area substrates with ultraviolet-curable resins. The roller is equipped with a relatively soft elastomeric layer, which elastically deforms during the imprint process. The elastic deformation is described by linear elasticity theory. It is coupled to the pressure build-up in the liquid resin film, which is described by lubrication theory. The flexible stamp, which is treated as a tensioned web, is pre-tensioned around the roller. The elastic deformation of the tensioned web is described by the large-deflection bending of thin plates equations, considering its non-negligible bending stiffness. A Fischer–Burmeister complementarity condition captures the contact mechanics between the tensioned web and the roller. The governing equations combine in a coupled elastohydrodynamic lubrication model, which is fully described by a set of non-dimensional numbers. These are used in a parameter study to investigate the effect on the pressure and film height distributions. It is shown that the bending stiffness of the tensioned web results in an additional hydrodynamic pressure peak and corresponding minimum in the film height, near the inlet of the roller contact. An increase of the bending stiffness corresponds to a decrease in film height. The numerical results are compared with benchmarks from literature and experimentally validated with layer height measurements from flat layer imprints. Good agreement is found between the numerical and experimental results.
Keywords
Introduction
Nanoimprint Lithography (NIL) is an emerging manufacturing technology to replicate micro- and nanotextures with high resolution on rigid and flexible substrates.1,2 The working principle is based on a moulding process, in which a stamp is pressed into a liquid resist material. The resist material is mechanically deformed to conform to the surface topography of the stamp. Ultraviolet (UV) NIL employs photo-polymerizable resins, which can quickly fill the stamp features, in combination with UV-transparent stamps. 3 After solidification of the resin by UV-light, the stamp is delaminated and a negative of the textured pattern is left on the substrate. Roller-based nanoimprinting enables an increased fabrication throughput and the possibility to pattern large-area substrates at once.4–6 The stamps may be re-used many times, which makes roller-based NIL an interesting and versatile technology for cost-effective volume manufacturing. 7 The patterning method can be used to fabricate functional layers or to enhance the optical or mechanical properties of a substrate. Applications can be found in, for example, anti-reflection or light-trapping films for displays and solar panels,8,9 optical waveguides for augmented reality, 10 drag reduction films for aviation and shipping,11,12 antifouling surfaces,13,14 and many more.
A roller-based imprint system can be equipped with one or multiple rollers. Various configurations of the stamp, roller(s) and substrate are available and can be used to classify the different systems.15,16 Figure 1 shows a schematic diagram of a UV-cure roll-to-plate nanoimprint system, which is considered in this study. It makes use of a number of rollers to guide a flexible stamp. The rollers are equipped with a relatively soft, elastomeric layer to ensure conformal contact with the substrate. The imprint roller (middle left) presses the flexible stamp into the UV-curable resin droplets, which have been dispensed on the substrate. The resin droplets merge and spread into a thin layer. After UV-curing of the resin layer, the flexible stamp is delaminated from the substrate by the delamination roller (middle right). The final imprint consists of the preferred texture on top of a residual layer. The residual layer is ideally thin and uniform over the entire surface, in order to prevent poor optical performance of the product. 16 Moreover, the imprinted texture can optionally be transferred into the substrate material in a subsequent etching process step by utilizing the imprinted pattern as an etching mask. A thin and uniform residual layer is essential for an efficient and high quality etch.2,17,18
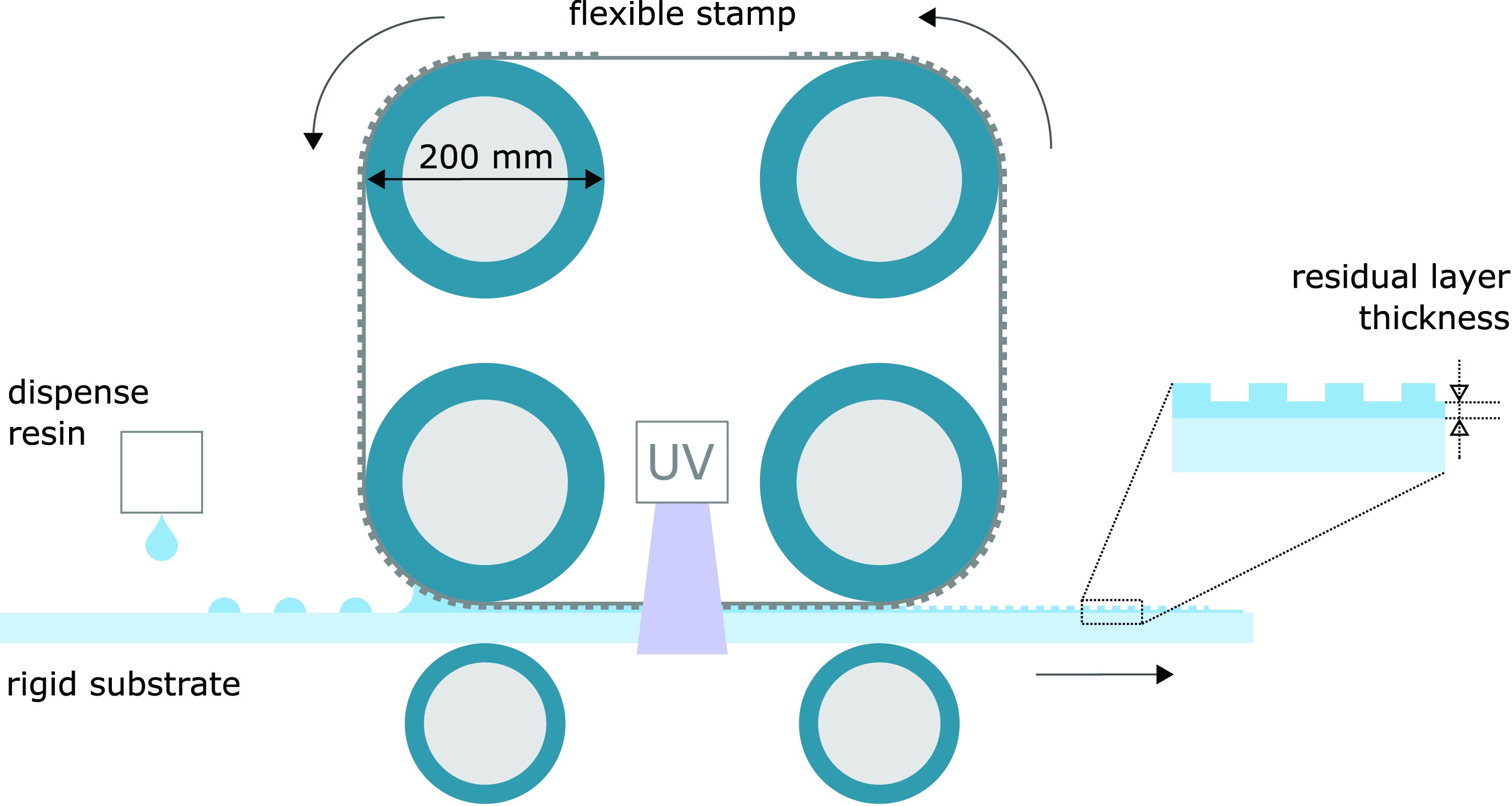
Reproduced with permission from. 19 Roll-to-plate nanoimprint system.
Simulation of the imprint process will allow for the improved prediction of the residual layer thickness to further improve the imprint quality. The residual layer thickness is governed by the interaction of the hydrodynamic forces in the resin and the elastic forces of the flexible stamp and the elastomeric layer around the imprint roller. The hydrodynamic pressure-build up in the liquid resin film results in elastic deformation of both the flexible stamp and the elastomeric layer. The pre-tensioned, flexible stamp exerts an additional contact pressure on part of the elastomeric layer, after which it loses contact with the roller downstream of the roller contact. The elastic deformation is relatively large compared to the film height and will affect the hydrodynamic pressure build-up, in return. This coupling is described by elastohydrodynamic lubrication (EHL) theory, which can be used to predict the residual layer thickness. Soft-layered EHL deals with the lubrication of relatively soft, elastomeric layers. The finite thickness of the elastomeric layer increases the effective stiffness of the roller contact, which influences the pressure build-up and film height in the roller contact.20–23
In literature, analytical and numerical models are presented to simulate the residual layer thickness in roller-based imprint systems.4,24,25 Moreover, when excluding the textures, roller-based imprinting shows a resemblance with forward roll coating and printing.22,26–29 These are well-known industrial methods to apply thin liquid coatings on flexible, foil-like substrates using rubber covered rollers. EHL theory is used to determine the process dependencies on the coating or printing layer height. In all of these simulations, the influence of the elastic deformation of the flexible stamp or foil and the interaction with the rollers are not taken into account. In previous work, the development of an EHL model to predict the residual layer thickness in roll-to-plate nanoimprint systems with pre-tensioned, flexible stamps is presented. 19 It has been shown that an increase in tension of the flexible stamp, which is assumed to be perfectly flexible, results in a reduction of the residual layer thickness. The contact mechanics between the flexible stamp and the roller are a unique aspect of the roll-to-plate nanoimprint process. Moreover, the bending stiffness of the flexible stamp is not negligible and differs based on the geometry and material properties. Both contact mechanics and bending stiffness must be included in the EHL model to further improve the prediction of the residual layer thickness.
The current work presents the development of a numerical EHL model to accurately describe the physics of the roll-to-plate nanoimprint process with flexible stamps, which are treated as tensioned webs with a non-negligible bending stiffness. The study focuses on the flat layer thickness and the influence of textures is not taken into account. The numerical model is described in detail and the numerical results are experimentally validated with layer height measurements of flat layer imprints. Unique contributions of this work are the implementation of the elastic deformation and contact mechanics of tensioned webs in an EHL system, and the application of this theory in a roll-to-plate nanoimprint process. The model can be used to study the influence of the process parameters, machine parameters, and material properties on the pressure and film height distributions. Moreover, it can be used to directly assess the film thickness for a given set of process parameters. This information is useful to determine the required amount of resin for a specific imprint or to tune the process parameters for a preferred film thickness.
Methods
This section describes the set-up of the numerical EHL model, including the governing equations and the numerical implementation. Thereafter, the experimental validation method is discussed.
Model description
The numerical model is based on the full-system finite element approach for EHL problems. 30 The modelled system geometry of the imprint roller contact, which is treated as a line contact, is shown in Figure 2(a).

Adapted with permission from Snieder et al. 19 (a) Schematic diagram of the imprint roller with tensioned web. The elastic deformation of the elastomeric layer is highly exaggerated for illustrative purposes. (b) Equivalent geometry of the imprint roller with tensioned web.
The imprint roller with radius
The model is governed by five main equations: linear elasticity equations, Reynolds equation, large-deflection bending of thin plates equations, the Fischer–Burmeister constraint function, and a load balance equation. The equations are solved together to determine the elastic deformation components



Adapted with permission from Snieder et al.
19
Dimensionless computational domain and mesh. The contact domain
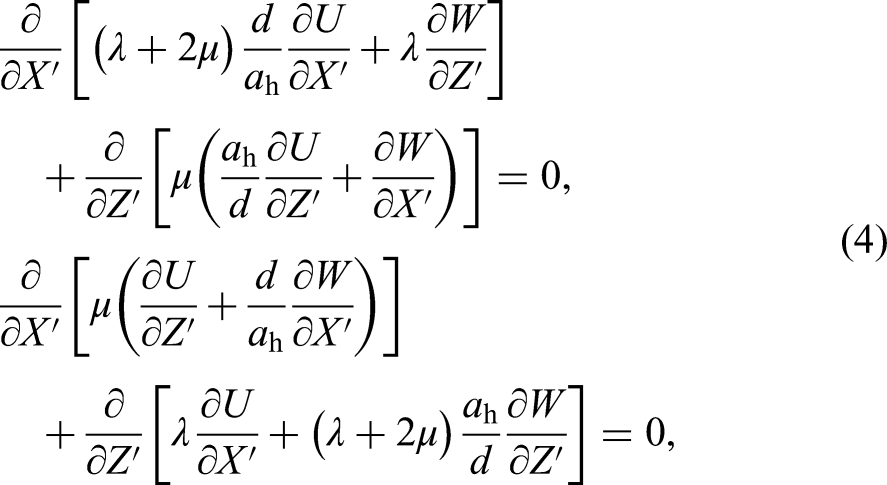
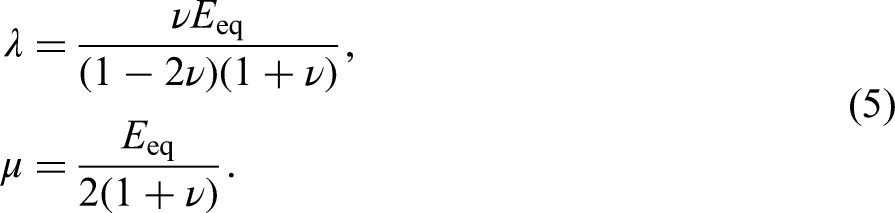
The dimensionless linear elasticity equations are applied on the elastomeric layer domain

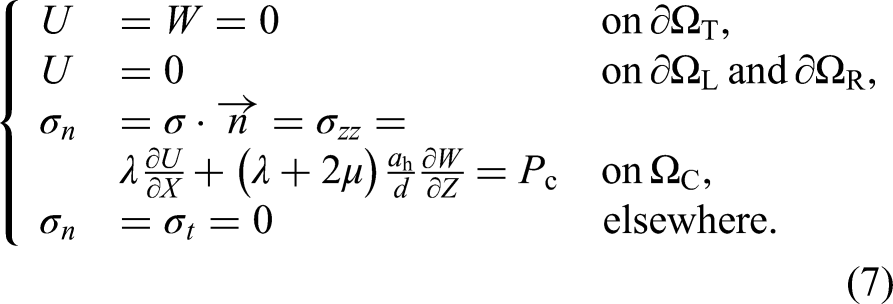
The resin flow is described by lubrication theory, which assumes a constant pressure across the film thickness. The dimensionless, steady-state, incompressible Reynolds equation in one dimension is given by:
33

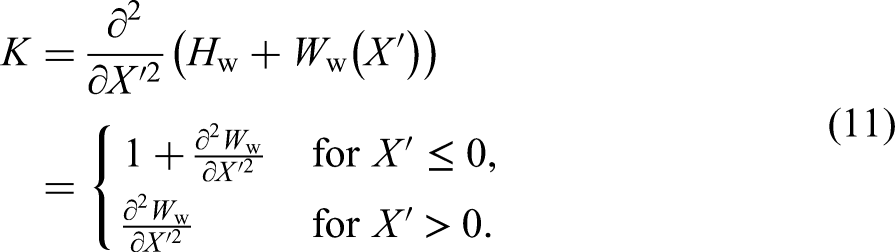
The tensioned web is a relatively thin plate with a non-negligible bending stiffness, and, therefore, the Föppl–von Kármán equations can be applied to describe the deformation of the web under tension and pressure.35,36 These equations are based on the extended theory for small deflections of thin plates, by taking into account the in-plane membrane stresses, and they describe the large-deflection bending of thin plates. In the case of an infinite line contact and by assuming a constant web tension, the dimensionless stress balance in normal direction is given by:


The contact mechanics between the roller and tensioned web are described by two variables; the contact pressure


The load equilibrium is derived by balancing the pressure force from the hydrodynamic film pressure build-up with the effective roller load per unit length:

Numerical implementation
The elastohydrodynamic model is composed of the linear elasticity equations in equation (4), the Reynolds equation in equation (8), the large-deflection bending of plates equations in equations (10) and (11), the Fischer–Burmeister function in equation (15), and the load balance equation in equation (16). The equations are implemented in the finite element method (FEM) software package COMSOL Multiphysics®.
39
A second-order (quadratic) discretization is employed for the Reynolds equation, the large-deflection bending of plates equations and the Fischer–Burmeister constraint function. The linear elasticity equations are discretized with third-order (cubic) elements, to ensure a smooth second-order derivative of the web curvature in equation (11). The use of FEM allows for unstructured meshing of the computational domain in Figure 3. The domain
The starting point of the numerical procedure is the selection of a set of appropriate initial values for the variables as listed in equation (1). The initial hydrodynamic pressure distribution is equal to the Hertz dry contact pressure:


Experimental
The numerical model is validated with multiple flat layer imprints, which have been produced on the Morphotonics Portis NIL1100 roll-to-plate nanoimprint tool in Figure 4. The imprints are fabricated using flexible, transparent stamps, which do not contain any textures. The stamps are given an anti-adhesive treatment to ensure a smooth delamination from the UV-cured resin layer. They are pre-tensioned around test rollers, which are equipped with a 7.5 mm thick elastomeric layer. It has an effective elastic modulus of 3.2 MPa and a Poisson ratio of 0.47. Elastomers are known for their viscoelastic material behaviour. The viscoelasticity can be quantified by the dimensionless Deborah number, which represents the ratio between the material relaxation time and the process time. The linear elastic behaviour of the elastomeric layer is confirmed by compression tests. The combination of a relatively high relaxation time (
Morphotonics Portis NIL1100 roll-to-plate nanoimprint equipment. 41
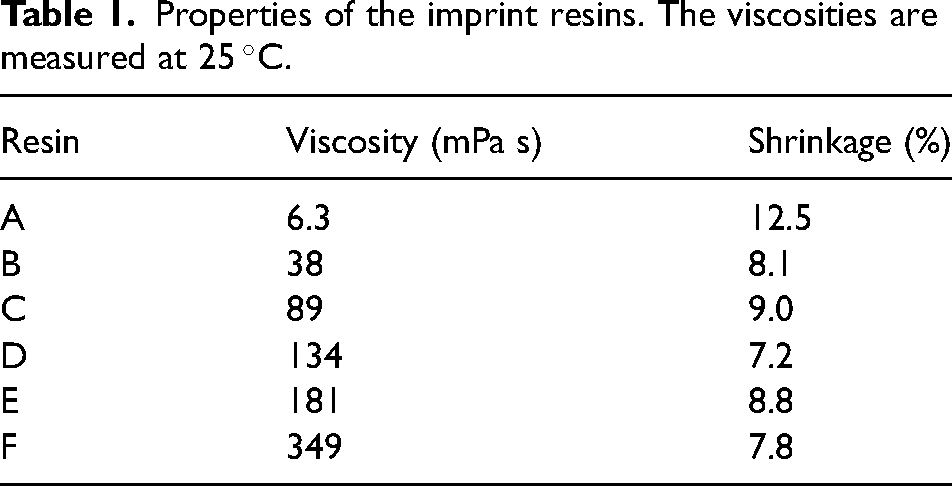
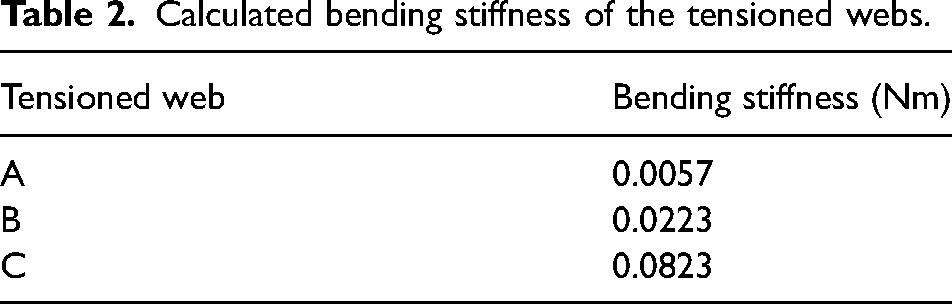
The experimental validation consists of three different measurement datasets. In each dataset, different imprint parameters are varied. The first two datasets originate from previous work. 19 The experimental results are reused in this study. These imprints are performed for a variation of imprint velocity and imprint load and various in-house-developed resins are used. The viscosities and volumetric shrinkage ratios of these acrylate-based resins are shown in Table 1. Additionally, a third measurement dataset is generated. The imprints in this dataset are performed with multiple tensioned webs and a variation of imprint velocity. Each web has a different bending stiffness, as shown in Table 2. Finally, the measured layer heights are converted to the liquid, pre-cured film heights using the volumetric shrinkage values in Table 1, before comparing them to the simulated film heights.
Properties of the imprint resins. The viscosities are measured at
Calculated bending stiffness of the tensioned webs.
Results
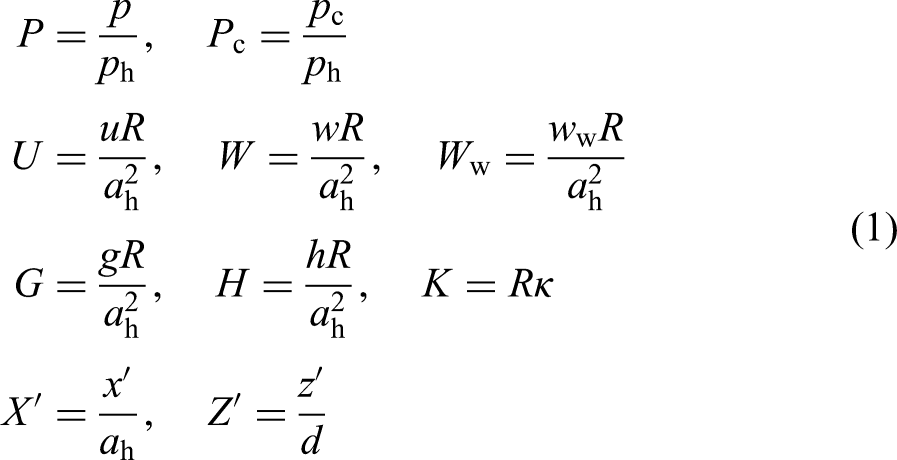
This section presents the numerical and experimental results. First, the numerical model will be benchmarked to numerical results from literature. Next, a parameter study will be performed to show the impact of the various parameters in the numerical model. Lastly, the numerical model is validated by experimental results. The results are presented for a minimal set of independent, non-dimensional numbers, which fully describe the EHL problem. These are the non-dimensional modified load number 

Benchmark validation
The numerical EHL model is benchmarked to results from literature for soft-layered EHL problems without a tensioned web. For this benchmark validation, the influence of the tensioned web in the present work is minimized by setting the bending stiffness number
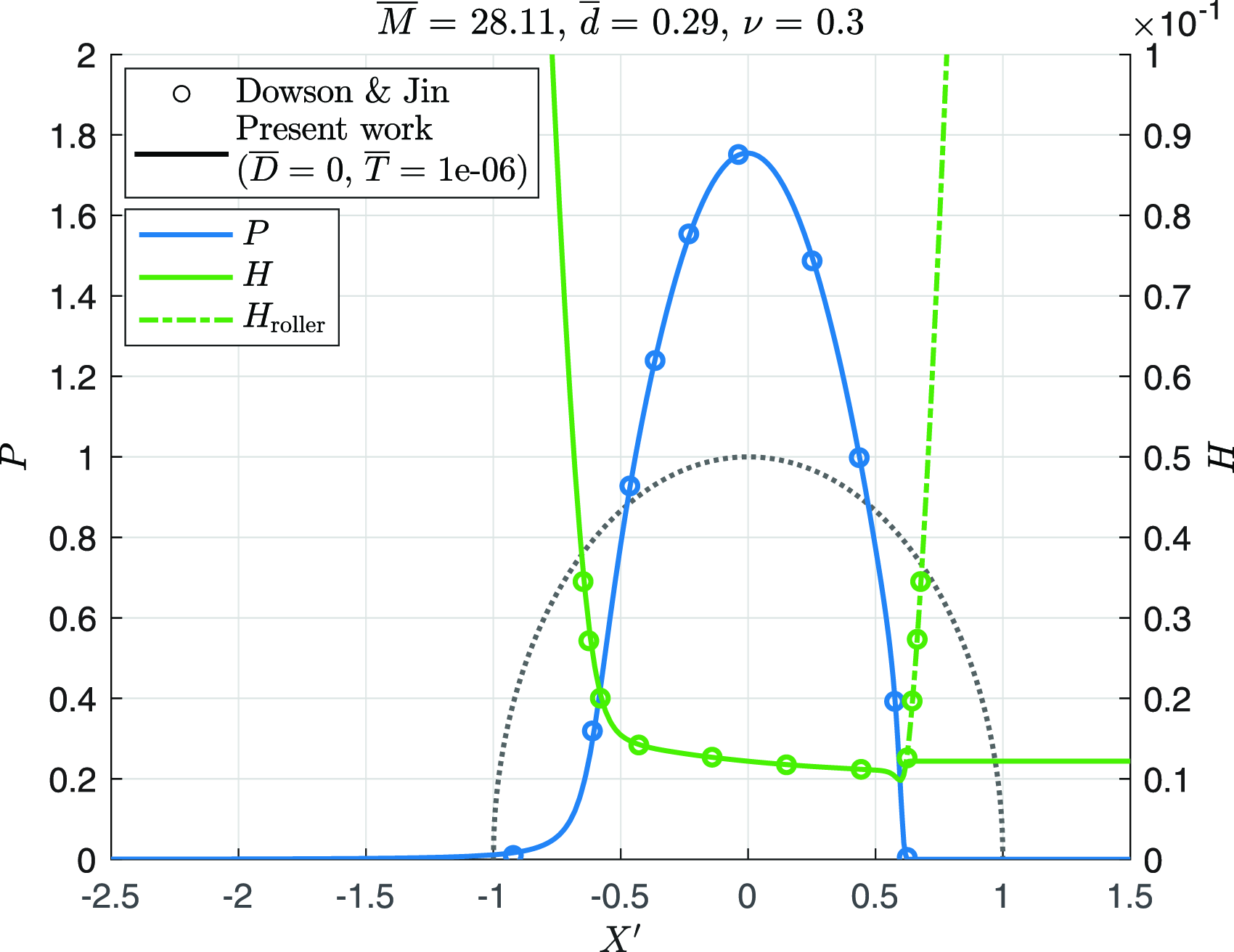
Comparison of the present work with results Dowson and Jin. 21 The Hertz dry contact pressure is included for reference (black dotted line).
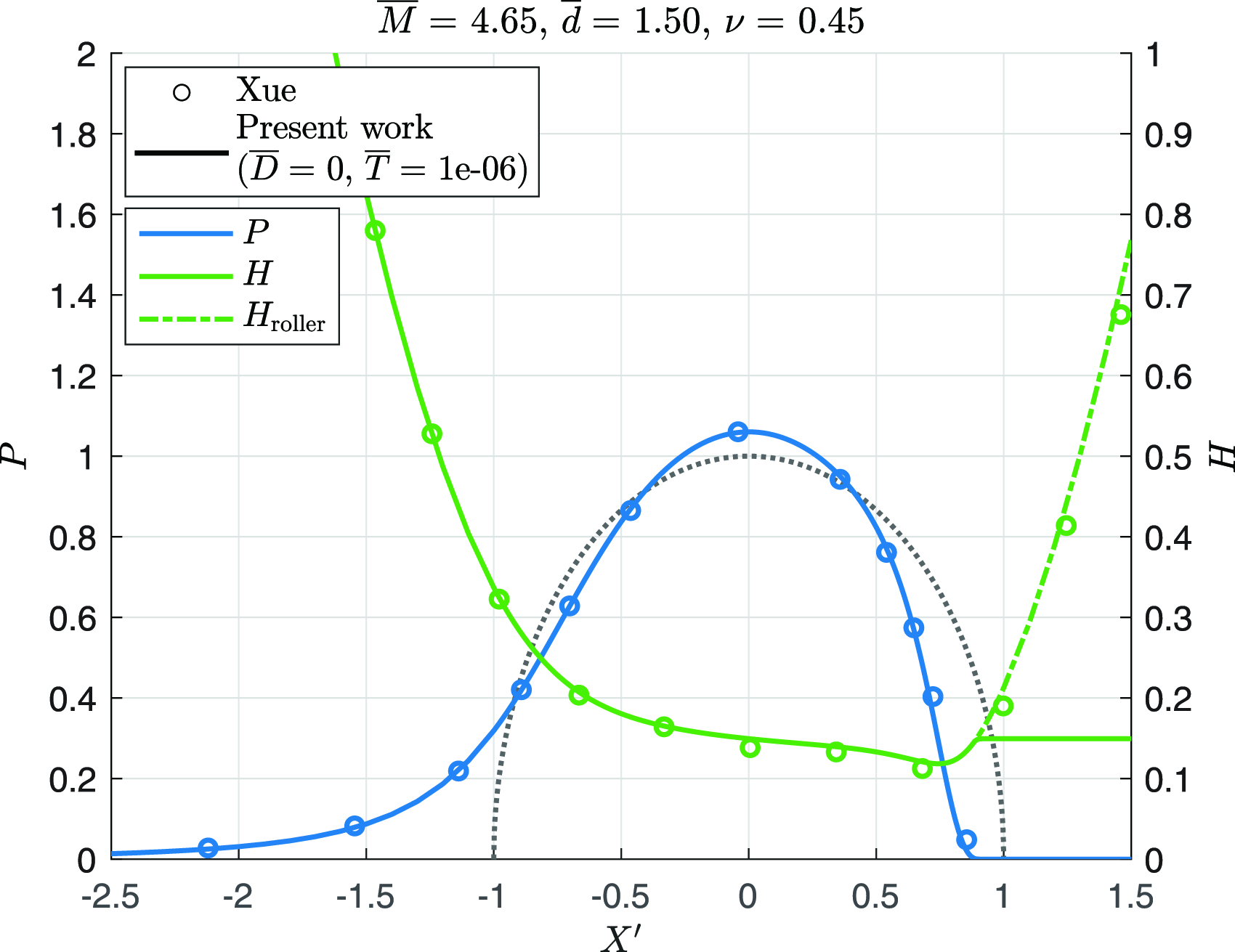
Comparison of the present work with results Xue. 22 The Hertz dry contact pressure is included for reference (black dotted line).
Parameter study
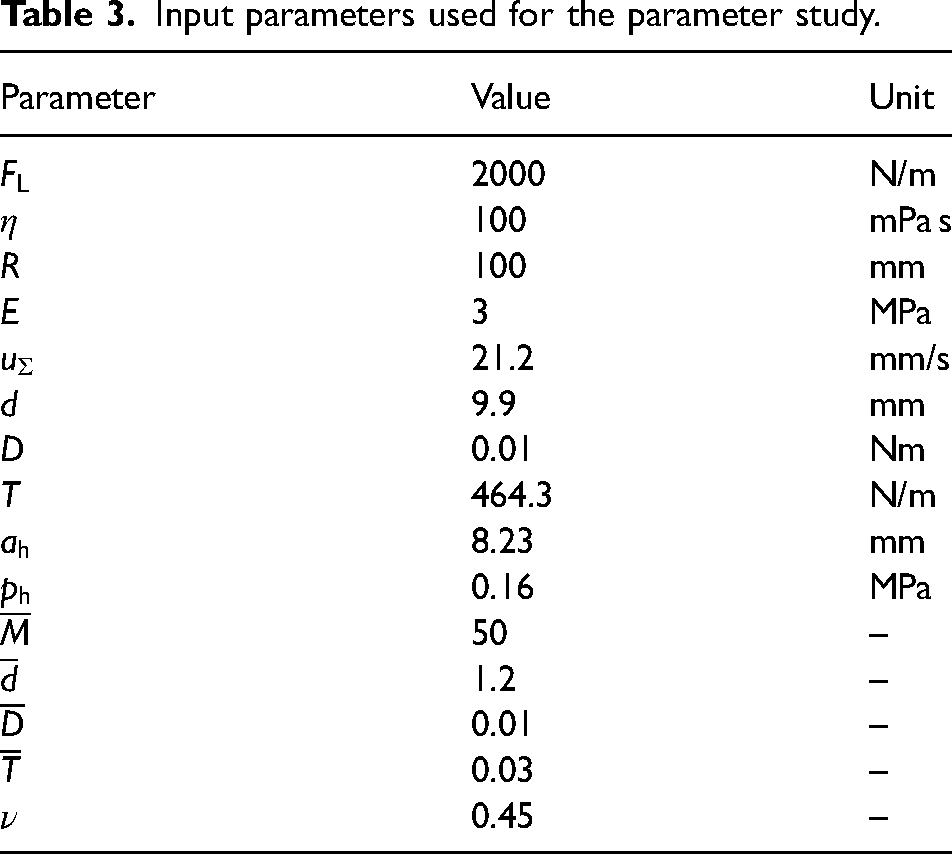
The starting point of the parameter study is the set of input parameters in Table 3, which are typical for a roll-to-plate nanoimprint system. The parameters result in a set of non-dimensional numbers
Input parameters used for the parameter study.
Before the parameter study is presented, the influence of the web tension and bending stiffness of the tensioned web will be illustrated. Figure 7 shows the pressure distributions for varying values of
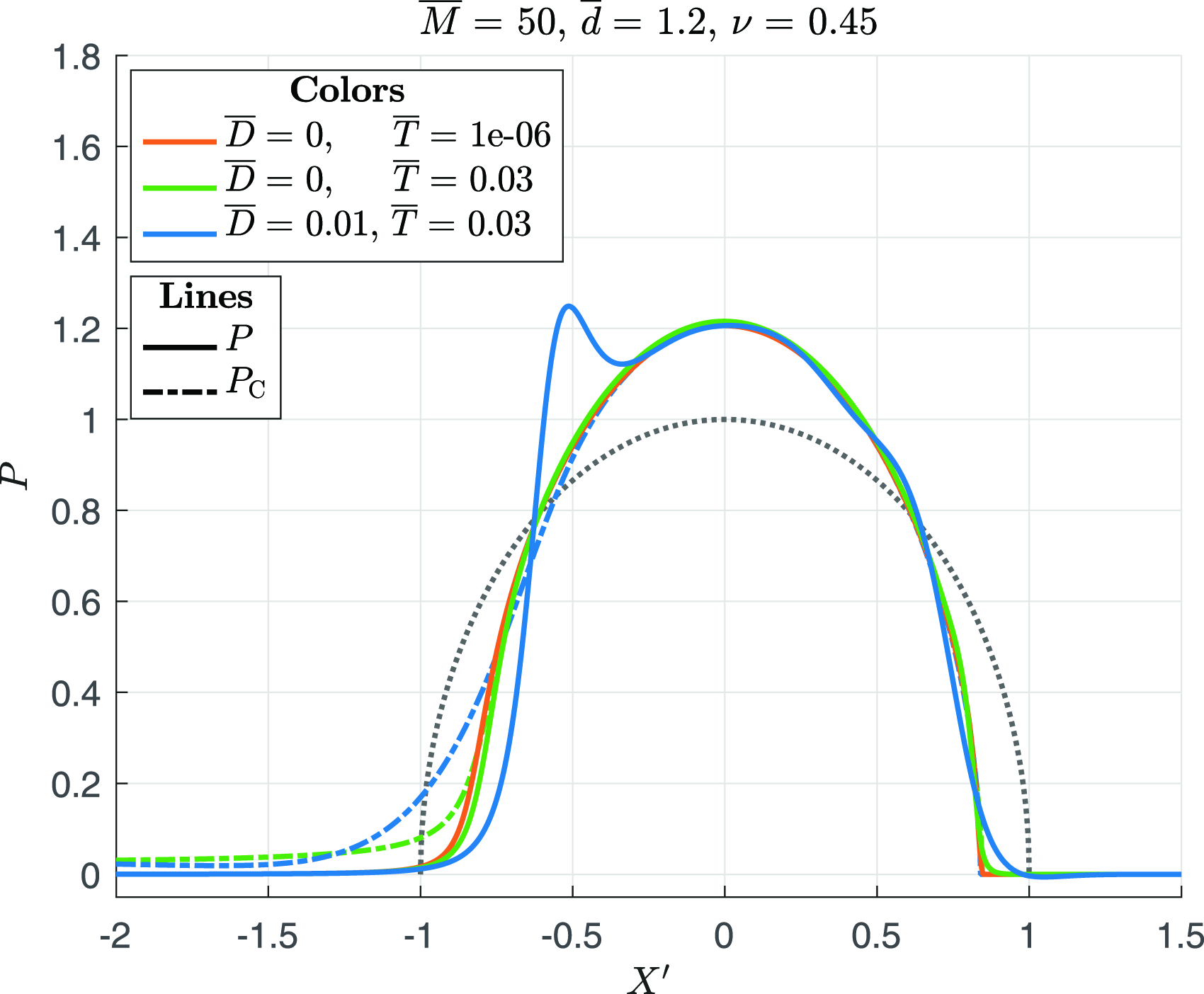
Hydrodynamic and contact pressure distributions for a varying web tension and bending stiffness number. The Hertz dry contact pressure is included for reference (black dotted line).
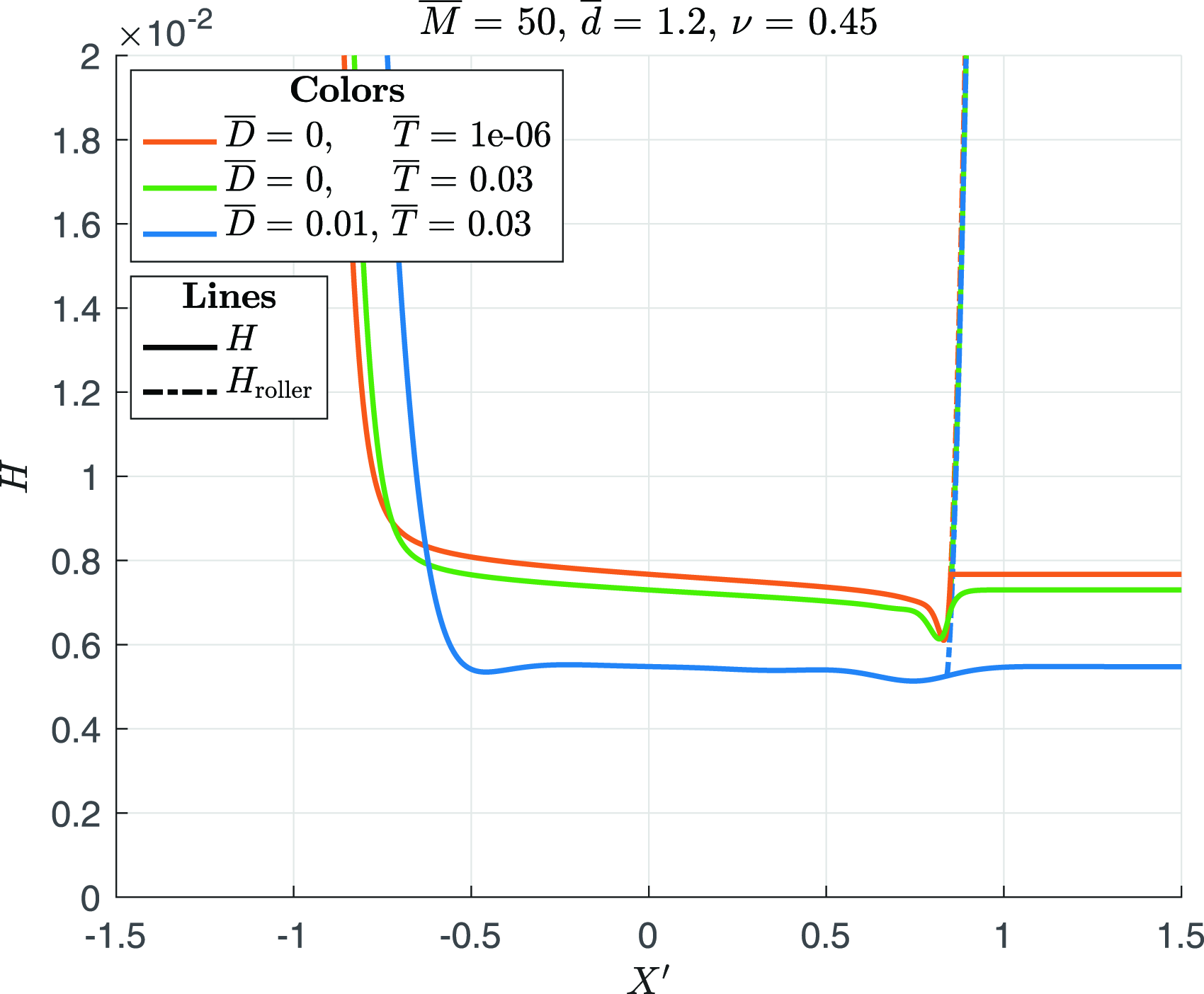
Film height distribution for a varying web tension and bending stiffness number.
An increase in the web tension number results in a small change in the pressure and film height distribution. In this case, the tensioned web is still considered to be perfectly flexible. It exerts an additional pressure onto the elastomeric layer material, which results in a slightly reduced contact width and film height. The hydrodynamic pressure and contact pressure are no longer overlapping. A uniform contact pressure equal to
The results become different once the bending stiffness is included. The tensioned web with bending stiffness hinders the elastic deformation of the elastomeric layer and increases the effective stiffness of the roller contact. This results in a reduced contact width and film height distribution in Figure 8 and variations in the pressure distributions in Figure 7. The difference between the hydrodynamic pressure and contact pressure is enlarged as well. The impact of web tension and bending stiffness is most severe near the inlet and outlet of the roller contact, where the highest web curvature and the highest web curvature gradients are found. These are relatively small in the centre, where the roller surface is flattened. Just before the inlet of the contact, around the location of maximum curvature at
The non-dimensional numbers are used to sweep through the solution space in an effective manner. Initial numerical experiments have shown that a variation of the non-dimensional numbers
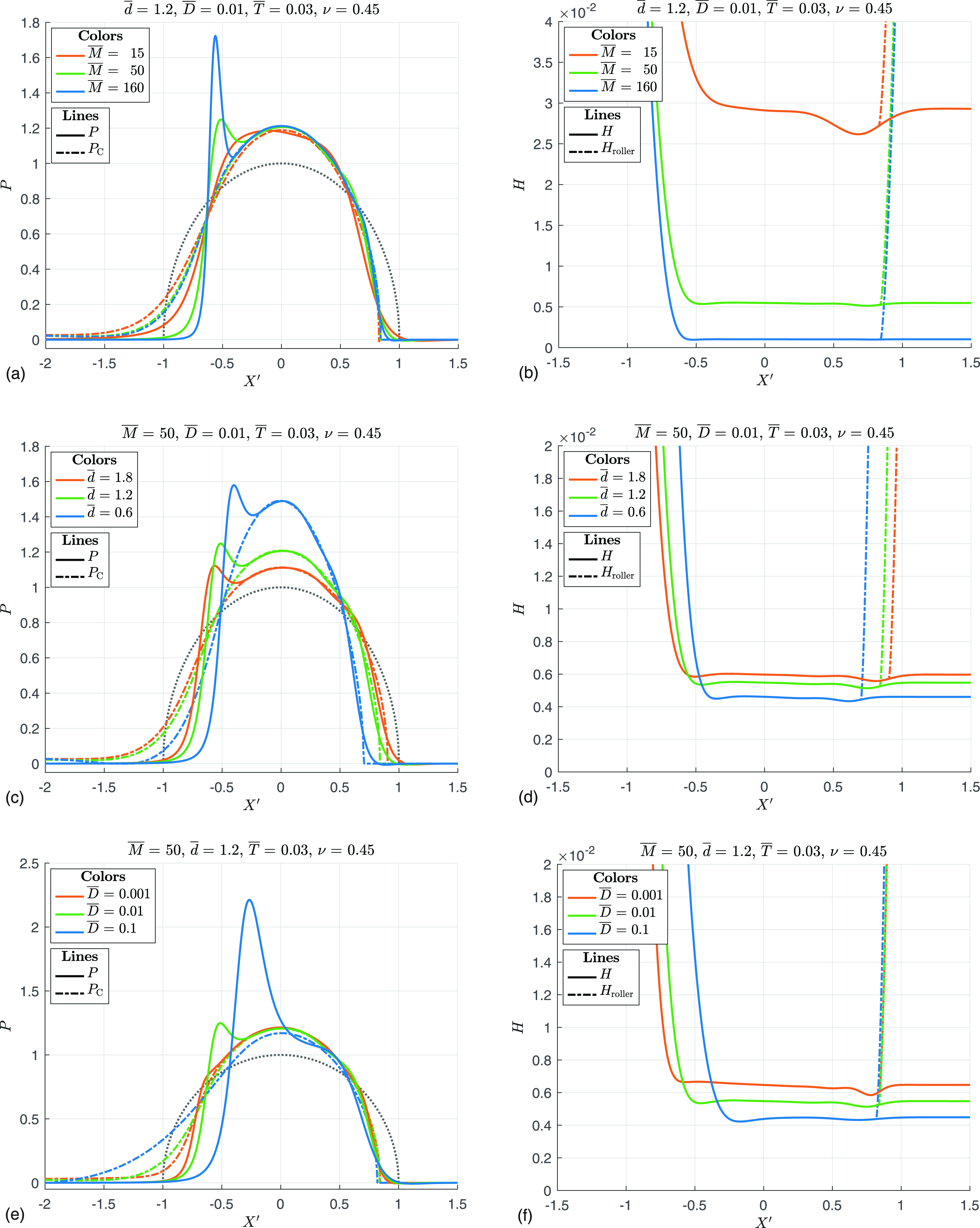
The figures show the hydrodynamic and contact pressure distributions (left column) and corresponding film height distribution (right column) for a variation of the non-dimensional modified load number
Figure 9(a) and (b) shows the pressure and film height distributions for a variation of the non-dimensional modified load number
The influence of a variation of the non-dimensional elastomeric layer thickness number
The results for a variation in the non-dimensional bending stiffness number
Experimental validation
The numerical EHL model is validated with experimental results. To clearly distinguish the film heights for various imprint parameters, the results are shown for a variation of the non-dimensional speed number
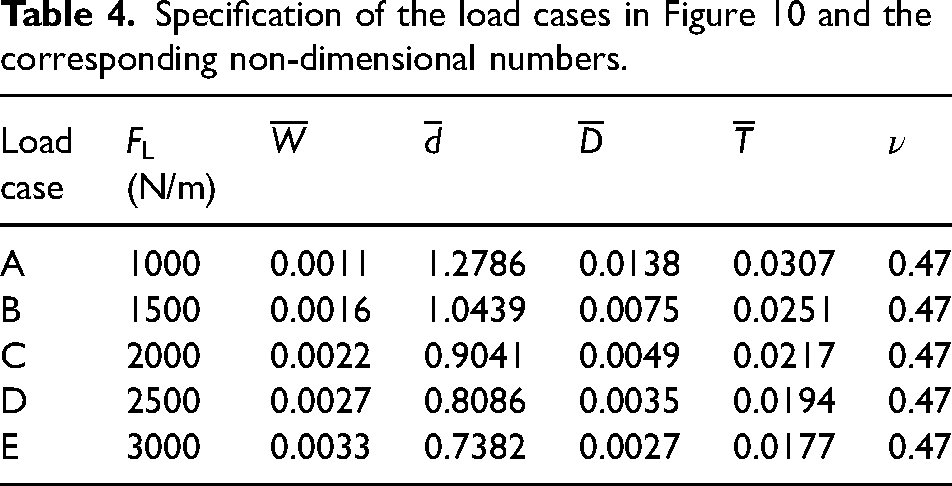
Figure 10 shows the numerical and experimental results for a variation of the load case and the non-dimensional speed number
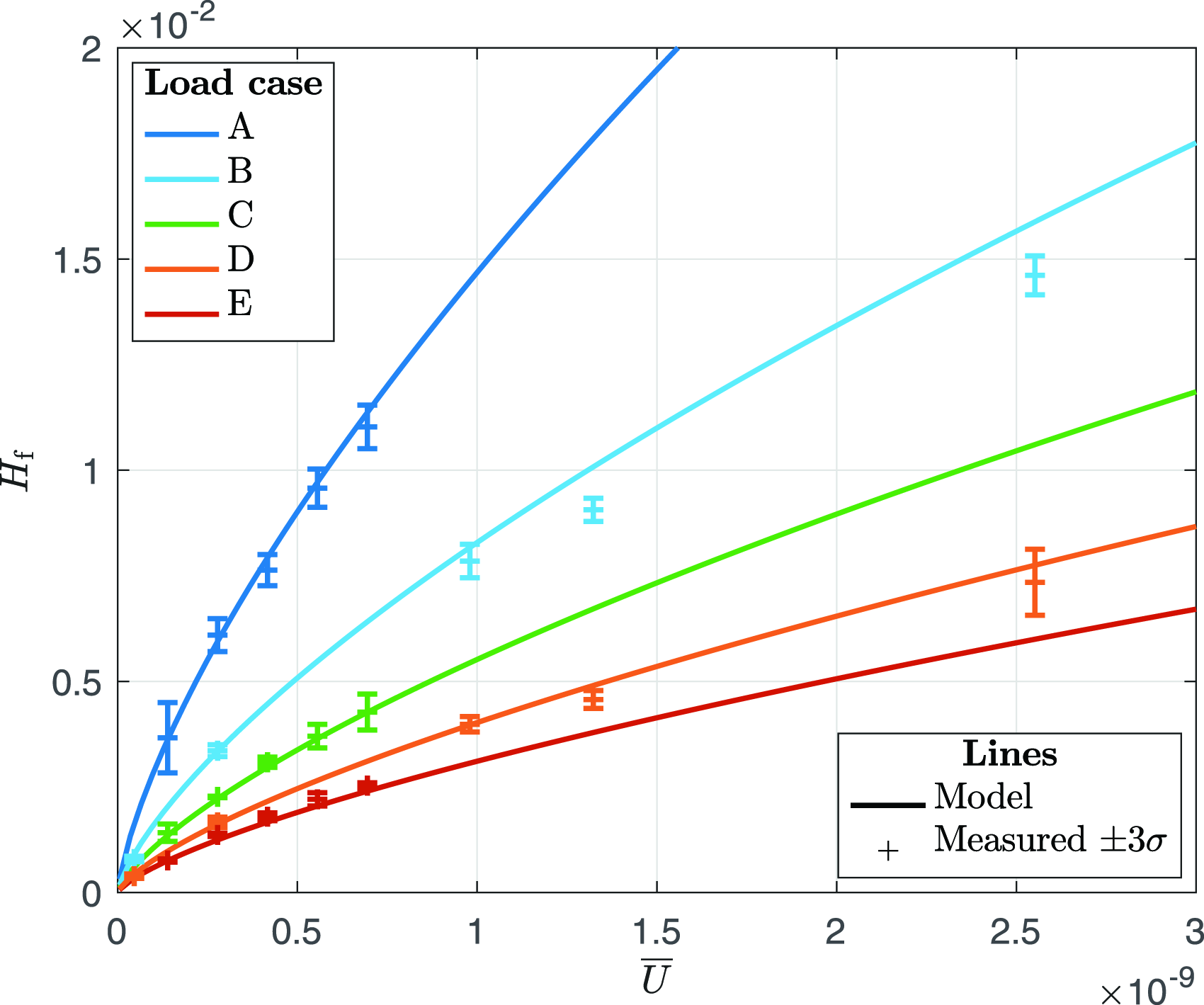
Numerical and experimental film heights for a variation of the load case and non-dimensional speed number
Specification of the load cases in Figure 10 and the corresponding non-dimensional numbers.
The numerical and experimental results for a variation of the non-dimensional bending stiffness number
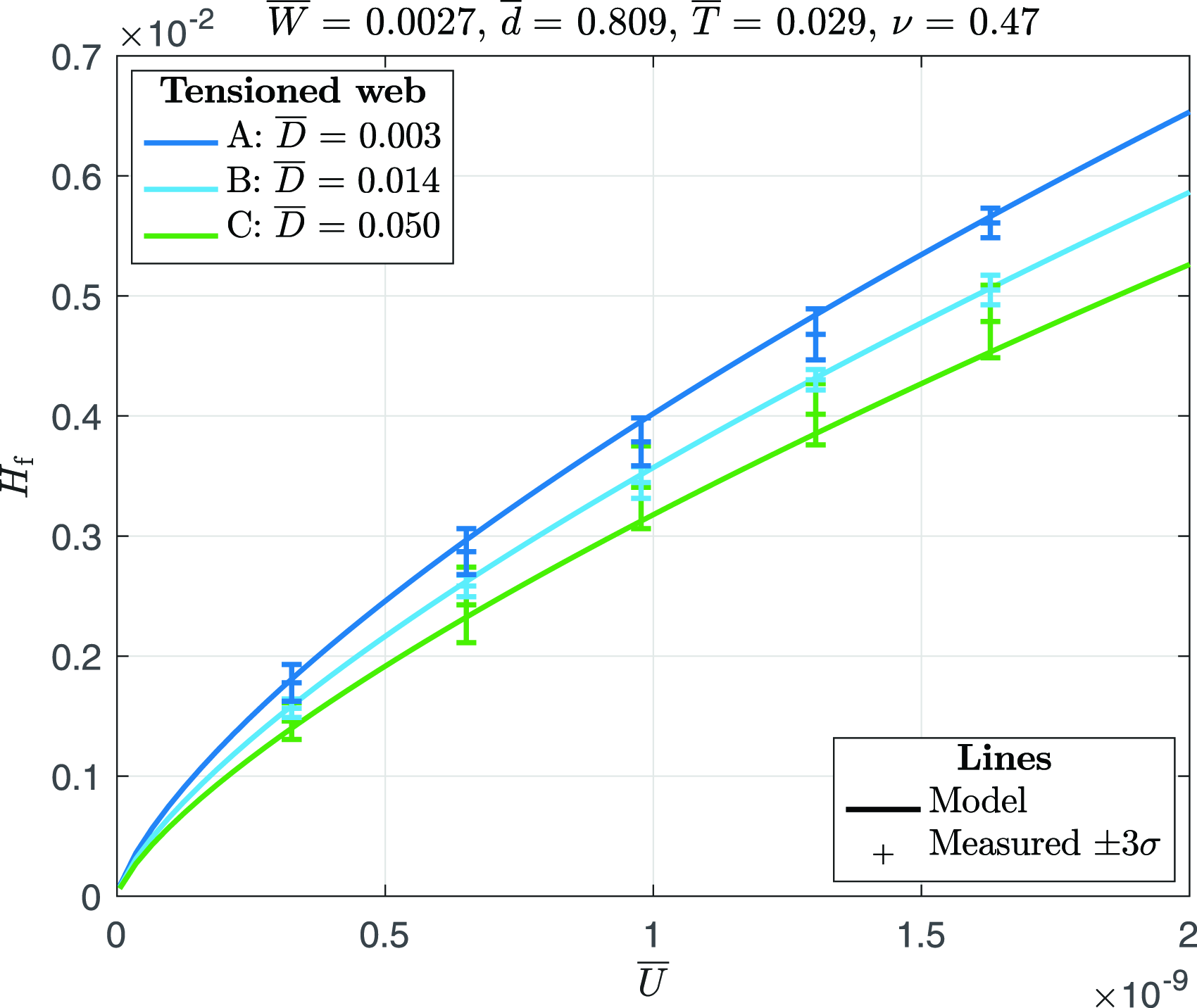
Numerical and experimental film heights for a variation of the non-dimensional bending stiffness number
Discussion and conclusions
In this work, a numerical EHL model is developed to describe the elastohydrodynamic lubrication in roll-to-plate nanoimprinting. The model is a multiphysics simulation with a set of coupled equations to describe the elastic deformation of the elastomeric layer, the pressure build-up in the thin film of resin, the elastic deformation of the tensioned web, and the contact mechanics between the tensioned web and the roller. The numerical results with zero bending stiffness and negligible web tension agree well with benchmark results for soft-layered EHL problems from literature, which confirms the validity of the basis of the current model approach.
The EHL problem is described by the set of non-dimensional numbers
The present results contribute to a better understanding of the elastohydrodynamic lubrication of soft-layered rollers and tensioned webs in roll-to-plate nanoimprinting. The developed model can be used in the optimisation of a roll-to-plate imprint system for achieving a thin and uniform film height. Moreover, it can directly be used to determine the film height as a function of the process parameters, machine parameters, and material properties. This information can help in optimising the required amount of dispensed resin for a specific imprint or in tuning the process parameters for realising a desired film height. The simulated film heights can be converted to the cured flat layer thickness by taking into account the volumetric shrinkage ratio of the UV-curable resin. The present study is focused on the application of roll-to-plate nanoimprinting, but the model may be useful for the analysis of any EHL process which involves tensioned webs or foils, such as forward roll coating of flexible substrates or printing of paper.
Supplemental Material
sj-pdf-8-pij-10.1177_13506501231183860 - Supplemental material for Elastohydrodynamic lubrication of soft-layered rollers and tensioned webs in roll-to-plate nanoimprinting
Supplemental material, sj-pdf-8-pij-10.1177_13506501231183860 for Elastohydrodynamic lubrication of soft-layered rollers and tensioned webs in roll-to-plate nanoimprinting by Jelle Snieder, Marc Dielen and Ron AJ van Ostayen in Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology
Supplemental Material
sj-docx-9-pij-10.1177_13506501231183860 - Supplemental material for Elastohydrodynamic lubrication of soft-layered rollers and tensioned webs in roll-to-plate nanoimprinting
Supplemental material, sj-docx-9-pij-10.1177_13506501231183860 for Elastohydrodynamic lubrication of soft-layered rollers and tensioned webs in roll-to-plate nanoimprinting by Jelle Snieder, Marc Dielen and Ron AJ van Ostayen in Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology
Footnotes
Acknowledgements
The assistance of Morphotonics is greatly acknowledged. We want to thank B Titulaer and JM ter Meulen for the helpful discussions, and M Titou for his assistance in the experimental validation.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Topsector Energy Subsidy of the Dutch Ministry of Economic Affairs (TEHE119003).
Appendix
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.