
Abstract
Sandwich composite structures have been widely used in aerospace and marine applications for many years due to their remarkable specific strength and stiffness. Despite their widespread use, there has been a constant effort to further improve their mechanical properties. This investigation delves into the influence of a Functionally Graded (FG) core, inspired by nature, in the enhancement of flexural properties of additively manufactured sandwich beams. The design space of the proposed sandwich beam with FG core of cellular cells in triangular shape is explored using an analytical formulation combining the Euler-Bernoulli theory and the Gibson-Ashby approach to develop a flexural performance index. The study involves examining a linear variation of the core density. To validate the analytical predictions, linear-elastic Finite Element (FE) models are created in the ABAQUS commercial FE program. Subsequently, the sandwich beams with FG core are additively manufactured using a polyjet printer (Stratasys J55), eliminates the need for secondary bonding between the face sheet and core. Two different build orientations are examined to investigate the influence of build orientation on flexural properties. The numerical and experimental results closely align with the analytical findings, indicating an approximate 31% increase in the performance index with the FG core. Noteworthy is that sandwich beams featuring FG cores exhibits a progressive failure, whereas those with uniform cores displayed sudden and catastrophic failure. As a result, the suggested FG core design not only contributes to a slight improvement in energy absorption capacity but, more significantly, displays fail-safe failure characteristics. These findings present significant potential for high-performance, lightweight sandwich structures in aerospace and biomedical applications.
Keywords
Introduction
The quest for lightweight aerospace structures dates back to the beginning of human flight in 1903. Sandwich panel composites have played a key role in NASA’s pursuit of traveling to the moon and have been widely used in aerospace applications for many years due to their high specific strength and stiffness. Sandwich structures have been widely used in many other aerospace and naval applications for several decades.1–5 A typical sandwich beam or panel is composed of two stiff phases (i.e., face sheet) separated by a lightweight phase (i.e., core). Such a structural arrangement provides a high flexural stiffness-to-weight ratio and is often used in applications where weight-saving is critical. 1 To date, a wide range of materials and architectural combinations have been utilized for the face sheet and core phases.6,7 For example, a metallic or polymeric foam core is generally paired with a solid form of the same material as a face sheet.8–12 In aerospace applications, a fiber-reinforced composite face is usually combined with a polymeric foam core or resin-impregnated paper honeycombs.13–18 In general, core materials can be defined as a cellular, truss, or lattice structure made up of a large number of uniform lattice elements. The core materials can be classified into two groups: (1) planar (or 2D) and (2) spatial (or 3D) lattices based on the unit cell planarity. 19 Both planar and spatial lattice cores can be generated by various cell geometries such as triangles and hexagons. The deformation and damage mechanisms of the sandwich beams and panels with a wide range of core material combinations have been extensively investigated over the last few decades. 19
The primary constraint arises from the inability of traditional fabrication methods to produce complex geometries in core lattice materials.20–22 With recent advancements in additive manufacturing, there is now the capability to introduce diverse geometric and morphological modifications in the production of lattice materials23–25 and their sandwich structures,26–28). This advancement facilitates the achievement of a well-balanced combination of mechanical properties, including flexural, buckling, and vibration characteristics. A common strategy involves creating a functionally graded (FG) core to achieve varying mechanical or vibration properties spatially, aiming to optimize the overall mechanical response of sandwich structures.29,30
Functionally graded materials (FGMs) exhibit spatial variation in density, composition, and microstructure, resembling naturally occurring examples like human bone and bamboo trees.31,32 FGMs have found applications in various fields, including aerospace, machinery, semiconductors, and bio-systems, and have been utilized in sandwich structures. While extensive research has explored the mechanical properties of FG materials,33–38 previous studies on FG sandwich structures were primarily theoretical due to manufacturing limitations.
This research aims to bridge this gap by investigating both theoretically and experimentally the performance index parameter of additively manufactured sandwich beams with an FG core. The study focuses on sandwich beams with a 2D triangular cellular core linearly graded in the transverse direction. Governing equations are derived using Euler-Bernoulli theory, and the performance index is developed through the Gibson-Ashby approach. 39 Analytical results explore the design space, and linear-elastic Finite Element models in ABAQUS validate the theoretical estimations. The selected design is additively manufactured using a poly-jet printer (Stratasys J55), and experimental testing via the three-point bend test measures the flexural modulus and strength of the additively manufactured sandwich beams with uniform and FG core materials. The research aims to prove the feasibility of producing sandwich panel structures through a single additive manufacturing process, eliminating the need for traditional co-curing and secondary bonding. This innovation could have significant implications for future production processes and design possibilities. The next section will delve into the hypothesis and theoretical foundation behind the creation of the performance index.
Hypothesis and analytical estimation of performance index
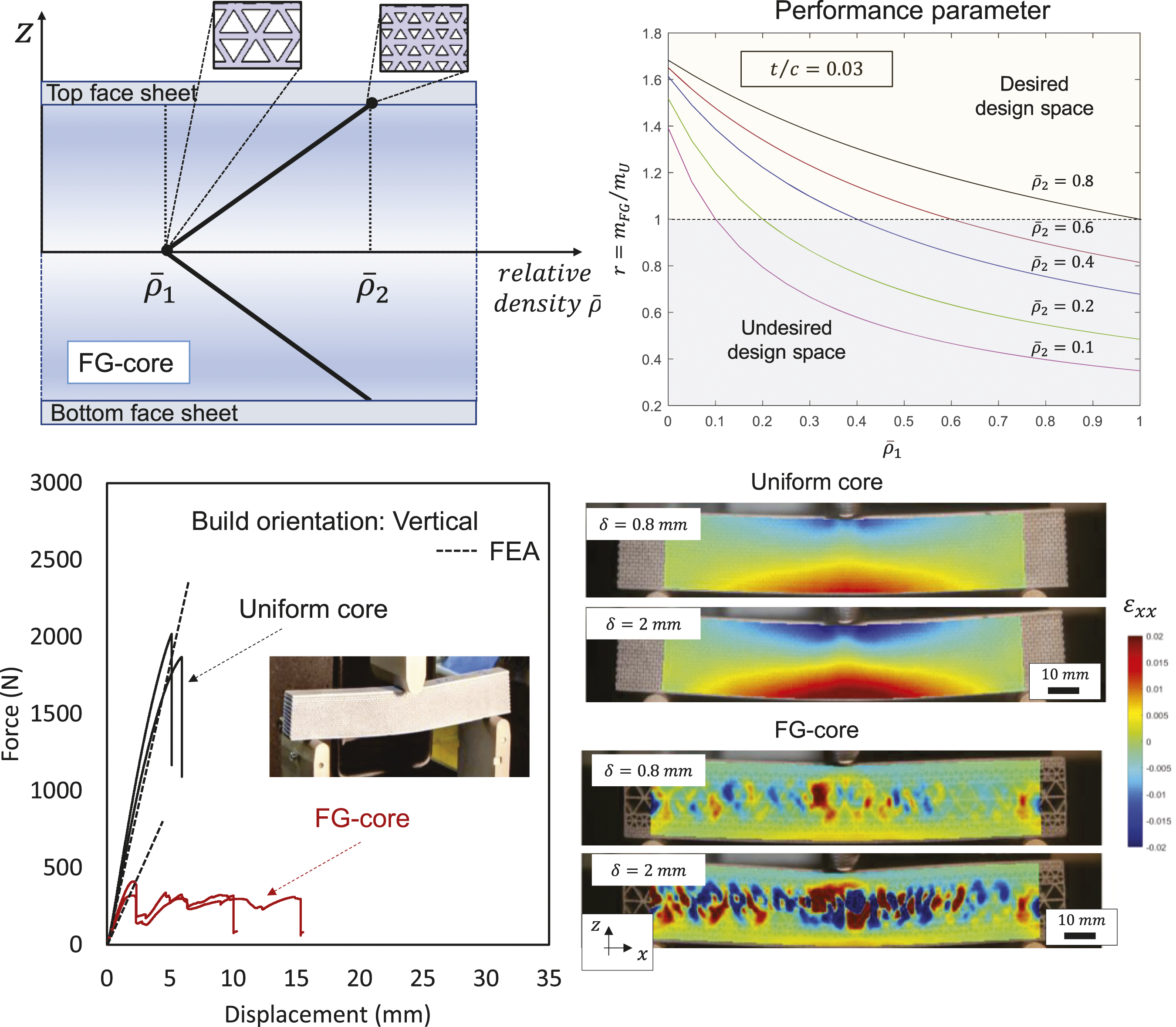
An exemplary sandwich beam consists of two components: the core and the face sheet materials, as indicated in Figure 1(a). Although a sandwich beam can be created by merging different materials for the core and face sheet, which are connected by adhesive layers, this investigation centers on sandwich beams made of identical core and face sheet materials. For the FG-core sandwich beam, we assumed the core density to follow a linear distribution, symmetric around the neutral or mid-plane, as illustrated in Figure 1(a). This is a preliminary study, and different density variation functional forms, such as quadratic, will be integrated into the same scope in future research. (a) An illustration of a sandwich beam comprising two rigid phases (referred to as face sheets) with a lightweight phase (referred to as the core) in between, emphasizing dimensions and material properties depicting the linear variation of the core density in the suggested sandwich beams.(b-d) Variation of 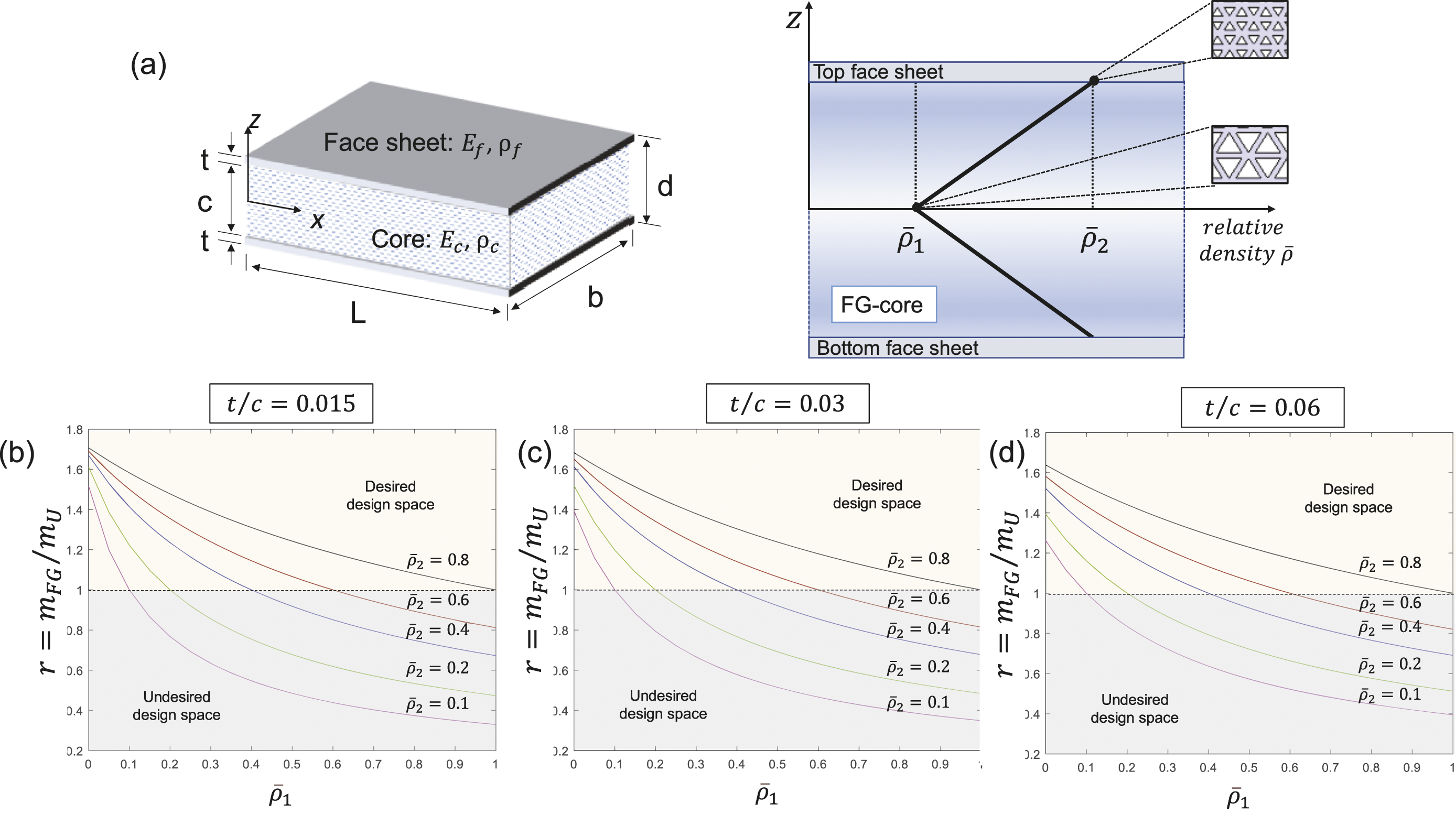
For a given set of geometric and material properties, the effective flexural rigidity of sandwich beams




On the other hand, for a sandwich beam with FG core, the second integral term in equation (1) must be revised to account for a given functional form of


Combining equations (1) and (6) yields,


To obtain the effective flexural moduli of the sandwich beams with constant and variable core densities, both equations (4) and (8) are normalized by the second moment of inertia of the cross-section

The second moment of inertia of the cross-section can be calculated as,

To better interpret the performance improvement by the proposed design, according to the Gibson-Ashby approach, the performance index for beams,

The performance index
For the sandwich beam with the uniform core, the effective density


Combining Equations (4), and (8), (9), (10), (11), (12), (13), the ratio of the performance index of the sandwich beam with the uniform core to that of the sandwich beam with the FG core becomes,

For the performance index ratios greater than unity
The purpose of Figure 1(b)-(d) is to evaluate the percentage gain in the performance index for the varying relative local density at the neutral axis
Experimental framework
Selection of design point and sample geometry
Figure 1(c)-(e) illustrates the explored design space for the sandwich panel with an FG-core. Practical limitations in manufacturing capabilities and sample dimensions led to the decision to maintain constant cell wall thickness and vary core density through cell size. Triangular cells were chosen for geometric convenience and ease of manufacturing, with a cell wall thickness of 0.508 mm based on 3D printer resolution. Figure 2(a) and 2(b) depict Computer-Aided Design (CAD) models for sandwich panels with uniform and FG cores, both symmetric across the mid-plane. The uniform-core panel targeted a baseline relative density ( The designed sandwich beams: (a) baseline sandwich beam with a constant relative core density of 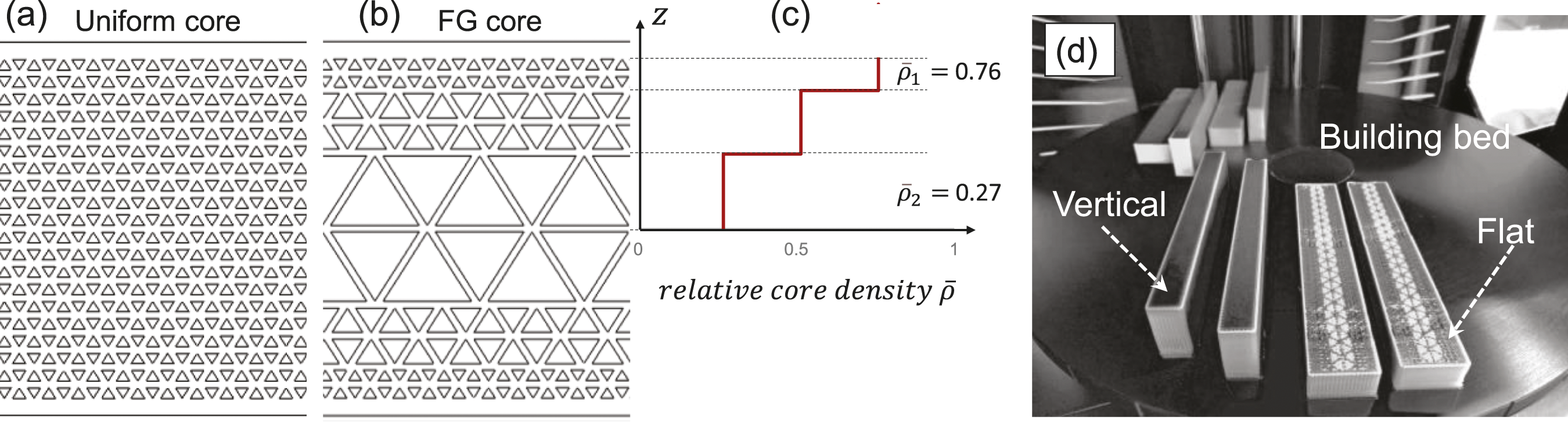
The three-point bending sample geometry adhered to ASTM Standard D7250, ensuring compliance with the standard practice for examining sandwich beam flexural and shear stiffness. 40 To experimentally validate the FG hypothesis, a minimum of three different density rows with a 2-cell height minimum per row was considered necessary. Symmetry about the neutral axis led to the division of the region above the neutral axis into three successive regions, each half the height of the previous region (Figure 2(c)). For the target core thickness of 25.4 mm, equilateral triangles were formed, and the process was repeated for the control specimen. The final step involved creating reference equilateral triangles to fill the area.
Sample fabrication and preparation
A Stratasys J55 PolyJet printer was utilized to produce sandwich beams with uniform and FG-cores . The Stratasys J55 PolyJet printer employs PolyJet technology, which involves depositing layers of liquid photopolymer onto a build tray and then solidifying them with UV light. This method enables precise, high-resolution printing and facilitates the creation of intricate designs, such as sandwich beams with FG-cores in this study. The default layer height used in the printing process is 32 µm, striking a balance between printing speed and detail resolution. Vero-Draft Grey was used as the parent material for the sandwich beams. Vero-Draft Grey is a type of photopolymer resin commonly used in PolyJet 3D printing technology, particularly in printers manufactured by Stratasys. The chosen printing material offers a Young’s modulus ranging from 2 to 3 GPa and ultimate tensile strength between 50 MPa and 65 MPa, depending on the printing orientation.
Grabcad Print was employed for AM g-code generation, with two building orientations (flat and vertical) to assess the impact on mechanical response (Figure 2(d)). The samples were produced in pairs to ensure statistical variation. SUP710™ support materials were left by the J55 printer, necessitating removal and cleaning. A caustic soda bath was used to remove support material from the small triangular core geometry, following standard procedure. After drying, the samples were spray-painted for DIC measurements.
Figure 3 displays optical micrographs of sandwich beams with uniform and FG cores printed in the flat build orientation before flexural tests. For uniform-core panels (Figure 3(b)), cell size and strut wall thickness were uniform throughout, with measured strut wall thickness exceeding the target (0.6-0.7 mm). In FG-core panels (Figure 3(f)), intended cell size variation in the transverse direction was achieved, with strut wall thickness variations in different regions (0.6 mm near the face-sheet outermost layer and 0.55 mm in less dense regions closer to the mid-plane). The optical microscopy images of the sandwich beam with the uniform core: (a) overall sample, (b) close-up view of region b in panel a, (c, d) microstructure at two different locations. The optical microscopy images of the sandwich beam with the FG-core: (e) overall sample, (f) close-up view of region f in panel f, (g, h) microstructure at two different locations.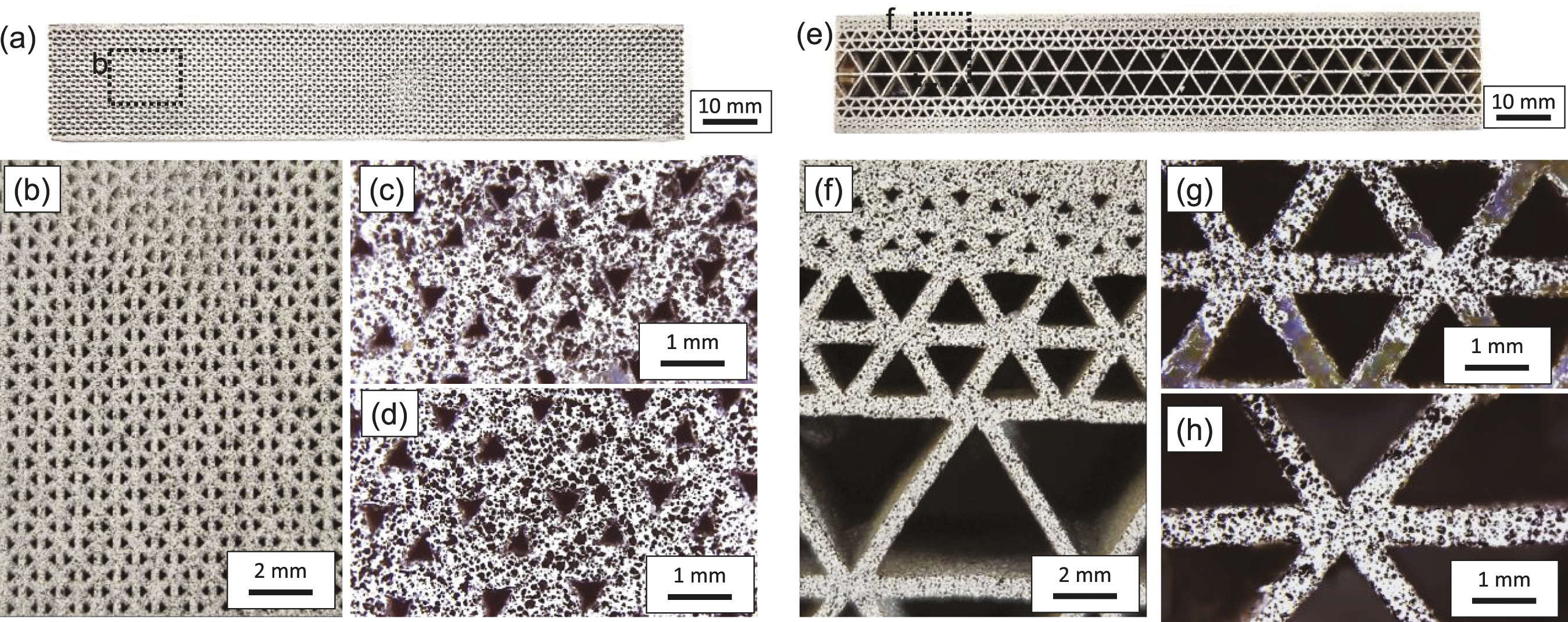
Three-point bending test procedure
The three-point bending test followed the ASTM-D7250-20 Standard Practice for Determining Sandwich Beam Flexural and Shear Stiffness.
40
An electro-mechanical universal testing frame (Instron 68TM-50) with a 50 kN load cell was used to conduct the tests. Figure 4 illustrates the experimental setup, including a DSLR camera and LED lighting. Tests were performed under displacement control at 2 mm/min, with a span length of 130 mm (span length-to-thickness ratio of 4, per ASTM-D7250-20). Samples experienced flexural strain of approximately 10-15%.The test frame gathered force and displacement data. Flexural strain, strength, and modulus were determined by analyzing the force and displacement data. (a) Overview of the experimental setup of three-point bend test highlighting the DSLR camera for image capturing and LED lighting, (b) a close-up view of the sample and three-point bend fixture.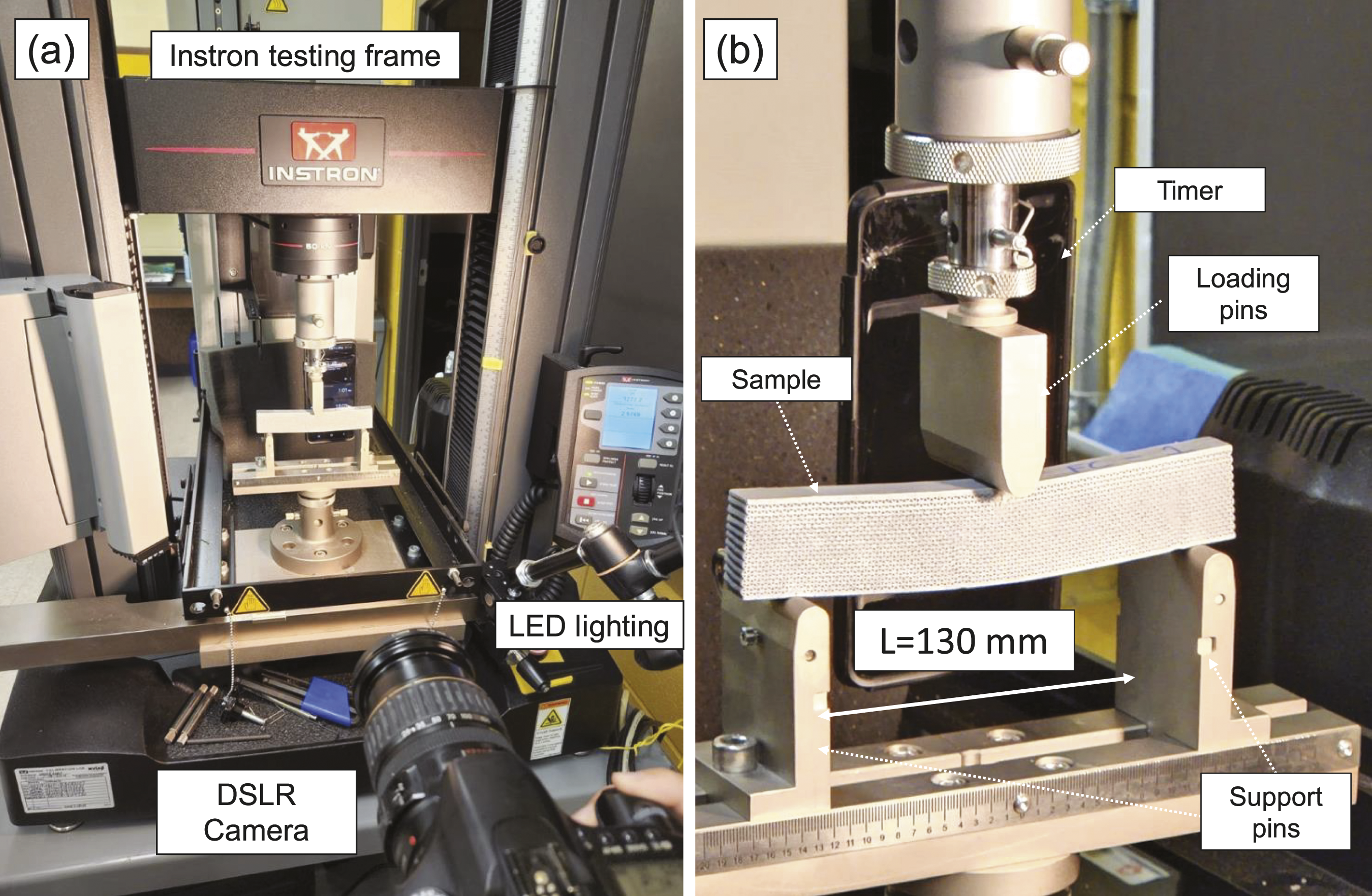
The flexural stress (


Then, the flexural modulus (

The DIC method was employed during flexural tests of the studied sandwich beams to capture the full strain field during deformation. For the DIC method, consecutive digital images were captured using a Canon EOS 30D DSLR Camera equipped with a 50 mm macro-lens mounted on a tripod. Adequate illumination was ensured through an external LED lighting system. In Figure 4(b), a speckled surface aids the DIC technique, and digital images were taken at a frame rate of 1 Hz. These images were analyzed using the open-source 2D-DIC software Ncorr in MATLAB 41 to generate in-situ shear strain fields. DIC parameters like the number of threads, subset radius, and subset spacing were set at 1, 25, and 3, respectively. A timer, suspended about 3 inches behind the specimen test area with scrim-backed pressure-sensitive tape, facilitated DIC time correlation to remain within the camera frame.
Finite Element model
Finite Element (FE) simulations were conducted to derive the flexural modulus and performance parameter index for the chosen design configuration. A 2D FE model was used to model the three-point bending test of both uniform and FG-core sandwich beams. FE analyses were performed in a commercial FE program in Abaqus 6.13.
42
Figure 5 shows the FE model, geometry, and boundary conditions. The model used 4-node continuum plane strain quadrilateral elements with reduced integration (CPE4R) and hourglass control. A perfect elastic constitutive model reflected the mechanical behavior of the sandwich beams, with material properties obtained from the data sheet of the parent material Vero-Draft Grey with Young’s modulus
To ensure model accuracy, a mesh convergence study was conducted, leading to a uniform mesh size of 0.5 mm. Initially, the determination of mesh element size followed a guideline of employing two elements through the wall thickness direction. The convergence criterion relied on assessing the relative change in mid-span deflection under a constant force, which represents the compliance of the beams. The mesh refinement process involved gradually reducing the average mesh size to evaluate mesh convergence. A uniform mesh size of 0.5 mm was consistently utilized throughout the model. The typical runtime for the convergent model is approximately 120 minutes for models with uniform cores and about 100 minutes for those with FG-cores. FE model, geometry, mesh, and boundary conditions.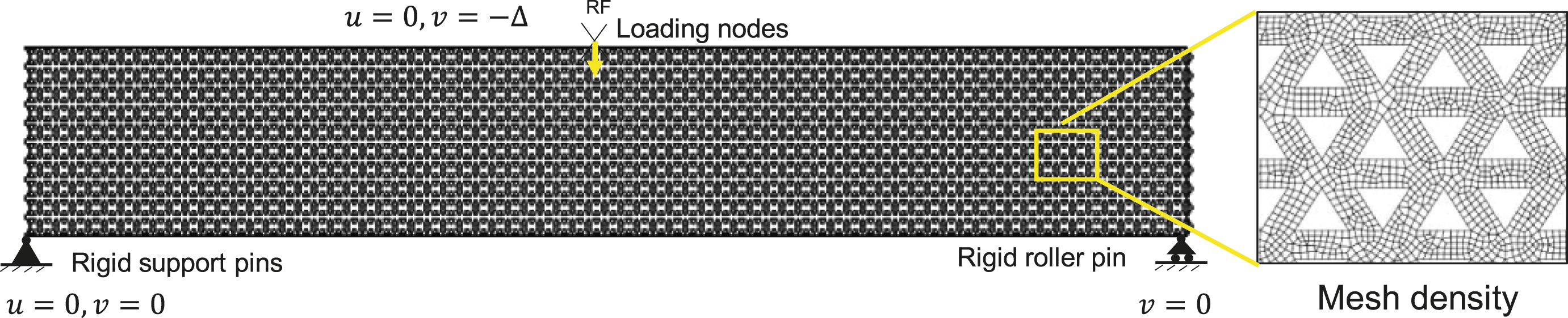
Results and discussions
Flexural deformation of sandwich beams with FG-core
Figure 6(a) and 6(b) show the experimentally measured flexural stress-strain curves obtained from three-point bending tests of the sandwich beams with the uniform and FG cores for the flat and vertical build orientations, respectively. The numerical counterparts are also included as dashed lines in the figures. For both build orientations, the sandwich beams with the uniform core show a linear elastic deformation until the failure force, with a modest nonlinearity. The observed nonlinearity prior to the maximum stress can be associated with both material nonlinearity as well as geometric nonlinearity. The sandwich beams printed in the flat orientation show significantly greater non-linear deformation and failure force in comparison with the sandwich beam printed in the vertical orientation. The increased nonlinear deformation observed may be credited to the enhanced ductility, particularly evident in flat print orientation, where the printed layers orthogonally align with flexural stress. Conversely, in vertical printing orientation, where the printed layers run parallel to flexural stress, nonlinear deformation may be more limited before reaching failure. This aspect will be further explored in subsequent sections through fracture surface examinations. For both build orientations, the sandwich panels with the uniform core exhibited a catastrophic failure with a crack growth in the vertical direction when the maximum load was attained. Experimentally measured flexural stress-strain curves from three-point bending tests of sandwich beams with uniform and FG cores for (a) flat and (b) vertical build orientations, with FE analysis predictions indicated by dashed lines. Full-field strain measurements obtained by DIC method, depicting axial strain at global flexural strains of 0.002, 0.005, and 0.01 for flat-printed sandwich beams with (c) uniform core and (d) FG-core.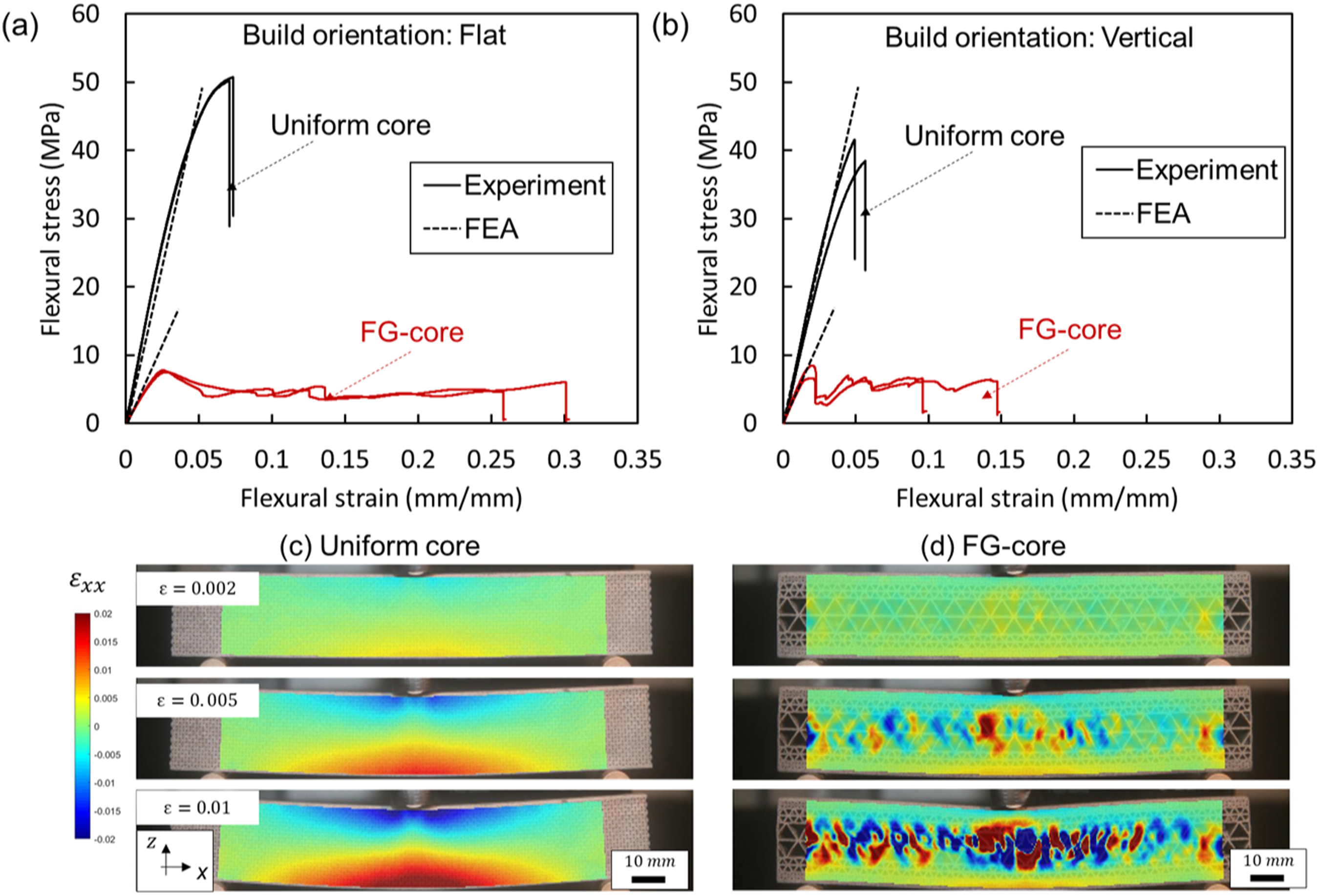
The sandwich beams with the FG-core printed in both build orientations show a linear elastic deformation until the maximum stress with a minor nonlinearity. The initial stiffnesses of the sandwich beams with FG-core were found to be smaller than those of the sandwich beams with uniform core for both build orientations. In addition, they exhibit significantly smaller critical stress for the failure nucleation in comparison with the sandwich panels with uniform core. Noteworthy is that the sandwich beams with FG core reveal a plateau stress level after the maximum stress is attained. This is associated with the progressive failure of each row of the core with different relative density leading to a fail-safe progressive failure trend. Such a transition from catastrophic failure to progressive failure will be further discussed in the next chapter. It should also be mentioned that the sandwich beams with FG-core printed in the flat build orientation can maintain the plateau stress level over an extended displacement range. This is attributed to the ductile nature of the samples in the flat build orientation. For all the examined cases, the numerical predictions reveal a good agreement with the experimental counterparts in terms of the initial loading stiffness. It should be noted that the numerical simulations are only used to predict the linear-elastic response of the sandwich beams since they do not contain any damage modeling.
To visualize the effect of the FG-graded core on the deformation of the sandwich beams, Figure 6(c) and 6(d) show the full field axial strain (
Figure 7(a) provides a summary of the flexural modulus obtained from experiments conducted on sandwich beams with uniform and FG cores, in both flat and vertical build orientations. In the case of flat build orientation, the flexural modulus of sandwich beams with uniform cores was approximately 1.12 GPa, while that of sandwich beams with FG cores was around 0.41 GPa. On the other hand, for vertical build orientation, the flexural modulus of sandwich beams with uniform cores was found to be roughly 1.02 GPa, whereas that of sandwich beams with FG cores was about 0.56 GPa. These results indicate that there is a significant 2-3-fold reduction in the flexural modulus when the proposed FG-core is used, which was expected as the purpose of this approach is to optimize the modulus-to-weight performance index of the sandwich beams. It is also noteworthy that the vertical build orientation tends to enhance the flexural modulus of the sandwich beams with FG-core, as compared to the flat build orientation.
43
The experimental repeatability of the results was adequate, and no significant sample-to-sample variation was observed, indicating that the 3D printing method used was capable of producing samples with similar defect density and microstructures consistently. The experimentally obtained (a) flexural modulus, (b) performance index 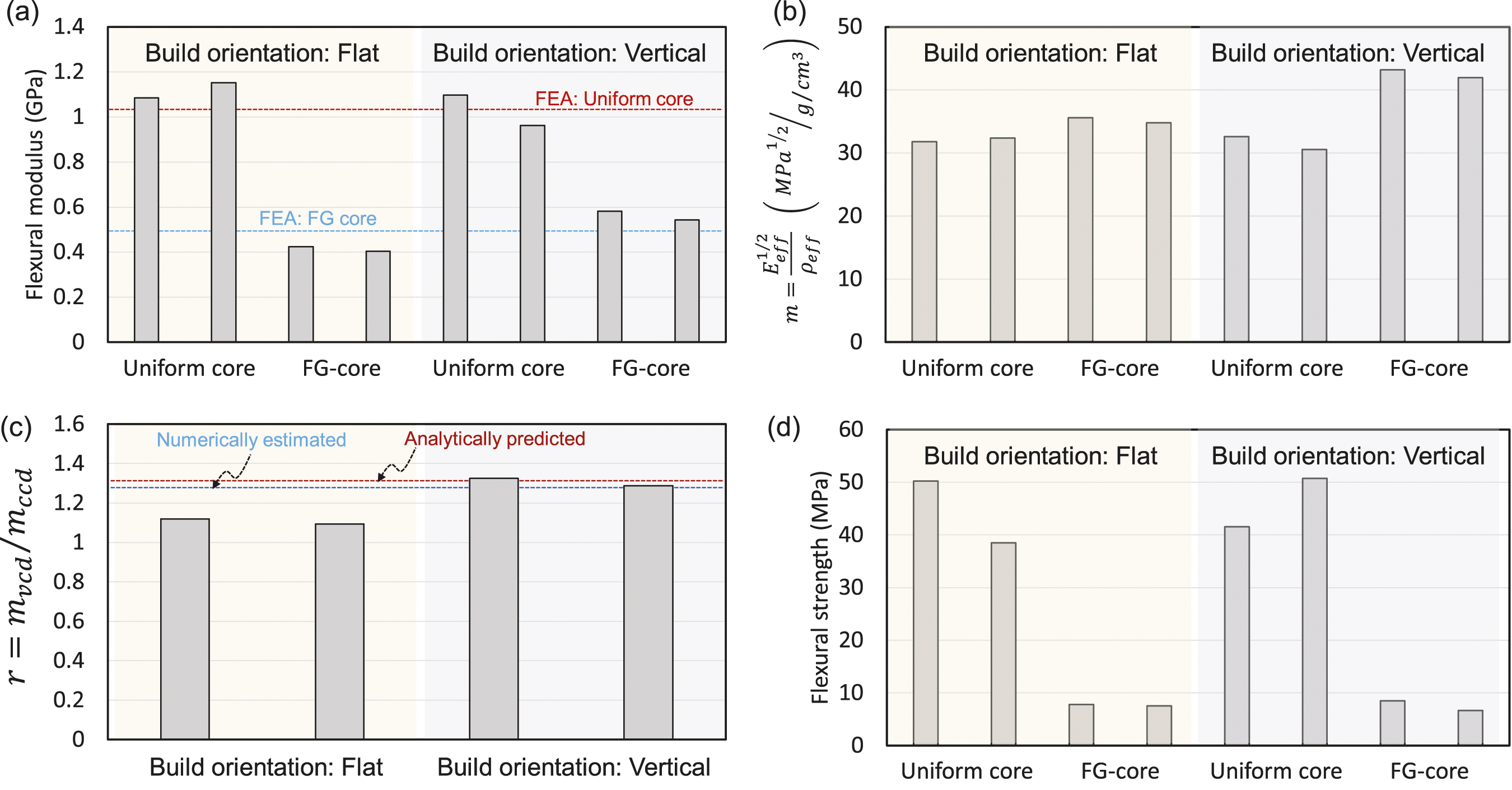
In order to further explain the enhancement in performance achieved by the proposed approach, the performance index (
To compare the experimental results with analytical and numerical predictions, Figure 7(c) shows the performance index ratio obtained from experiments on sandwich beams with FG-core for both flat and vertical build orientations, along with their numerically and analytically estimated counterparts. In each build orientation, the performance index of the sandwich beam with FG-core is normalized by that of the sandwich beam with uniform core. Each data point in the graph represents one sample. In all cases, the performance parameter ratio was found to be greater than one, which suggests that all cases are within the desired design space (
Sandwich beams printed in the vertical orientation outperform those printed in the flat orientation, which can be attributed to changes in microstructure and defect density related to the printing orientation. The analytical and numerical models predicted an increase of approximately 33.1% and 30.8%, respectively, at the selected design point, which is in good agreement with the experimental results. This suggests that the proposed design can achieve a significantly greater flexural modulus-to-density ratio. However, it is important to note that the flexural strength of the proposed sandwich beams was found to be significantly smaller than that of the sandwich beams with uniform core as shown in Figure 7(d), indicating a trade-off between stiffness and strength. By properly selecting the relative density variation function, a well-balanced combination of stiffness and strength can be achieved. The failure behavior of the examined sandwich beams will be discussed in the next section.
Flexural failure of sandwich beams with FG-core
The potential enhancement of the specific modulus in sandwich beams is attributed to the proposed FG-core. However, its utilization is noted to have a detrimental impact on the damage characteristics of these beams. This section aims to elucidate the observed trends in failure and their connection to the decrease in flexural strength caused by the design of the FG-core. The decline in flexural strength of sandwich beams, induced by the FG-core, is attributed to a shift in the failure mode from face sheet yielding to core yielding. To support this argument, Figure 8(a), (b), (c), (d) illustrate the experimentally and numerically determined in-plane shear strain distributions in flat-printed sandwich beams with a uniform core and FG core, respectively, at global flexural strains of 0.002, 0.005, and 0.01. In the case of a uniform core, failure occurs when the bending stress at the outer layer surpasses the yield strength of the parent material (approximately 50-60 MPa), leading to failure from tensile bending stress at the bottom face sheet. The maximum in-plane shear stress within the uniform core never reaches its yield strength. Shear strain gradually evolves with increasing deflection, exhibiting a regular quadratic distribution around the mid-plane in the uniform core. In contrast, the FG-core shows severe shear strain concentration around the mid-plane due to reduced shear strength from lower relative density in the mid-plane of the core. This concentration leads to premature core shear failure, but careful selection of the relative core density can mitigate this. Distribution of in-plane shear strain at global flexural strains of 0.002, 0.005, and 0.01 as determined through experimental analysis and Finite Element Analysis (FEA) for flat-printed sandwich beams with (a, b) a uniform core and (c, d) an FG-core, respectively.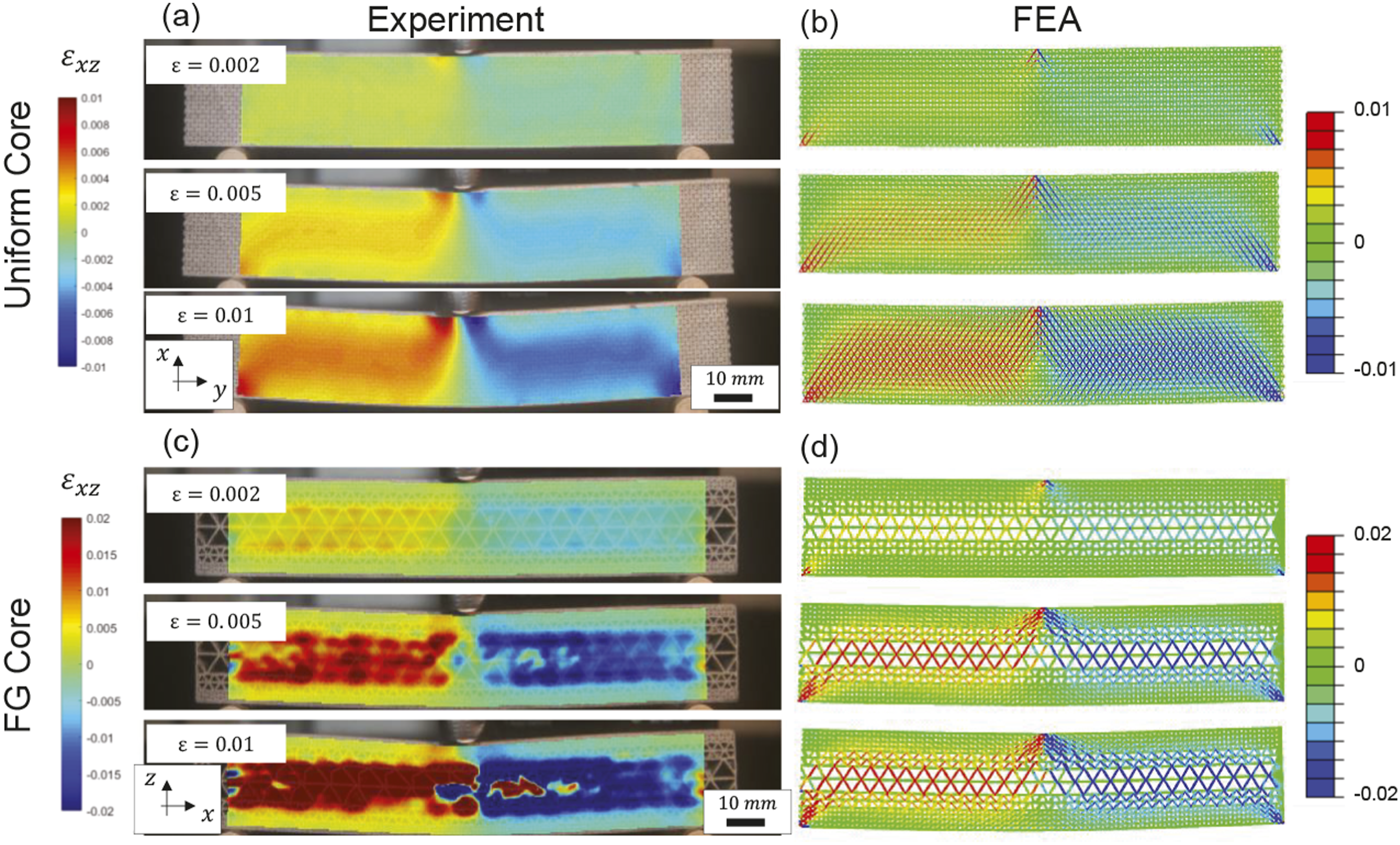
The flexural strength variation in sandwich beams due to build orientation stems from the distinct mechanical behaviors exhibited by Vero Draft Grey in different orientations. Crack profiles in Figure 9(a) and 9(e) reveal orientation-dependent characteristics—flat orientation indicating ductile behavior with a 45° crack growth path, and vertical orientation suggesting brittle fracture with a vertically aligned crack growth path. These orientation-dependent traits of Vero Draft Grey significantly impact failure mode and flexural strength in sandwich beams. The crack growth pattern in flat orientation allows for plastic deformation, potentially leading to higher flexural strength, while vertical orientation exhibits a brittle failure mode, possibly resulting in lower flexural strength. This underscores the importance of considering material behavior and orientation when designing sandwich beams with FG cores. Optical microscopy of fracture surfaces (Figure 9(b)-(h)) supports these findings. In the flat orientation, hackle marks indicate improved fracture toughness,44–47 while the vertical orientation reveals smoother surfaces associated with brittle fracture, suggesting a shift in failure mode from ductile to brittle. However, this shift doesn’t impact the strength of sandwich beams with FG cores, as their failure is attributed to core failure at the mid-plane due to decreased relative core density. Fractographic examinations of uniform sandwich beams printed flat (a-d) and vertically (e-h). In the flat orientation, (a) shows the crack profile on the side surface, while (b-d) reveal optical microscopy images with hackle lines indicating inelastic deformation. In the vertical orientation, (e) illustrates the crack profile, and (f-h) depict optical microscopy images displaying river marks associated with brittle fracture.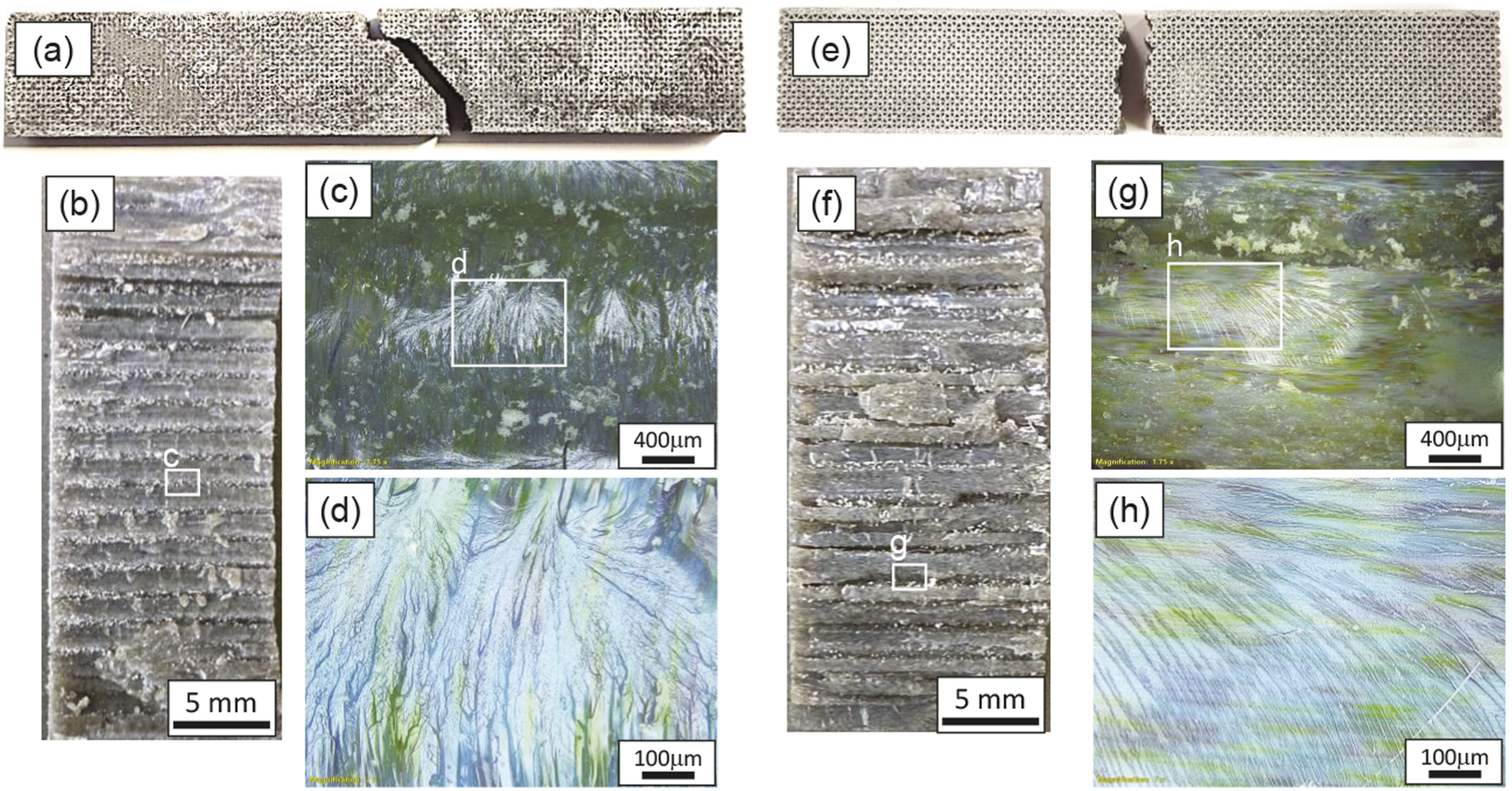
Energy absorption capacity of sandwich beams with FG-core
The capacity of sandwich beams to absorb energy during flexural deformation is a vital mechanical attribute with diverse applications. As part of the examination, the energy absorption capability of the sandwich beams was determined through experimental measurements. The energy absorption, denoted as strain energy density ( (a) Experimentally obtained flexural stress-strain curves with areas representing energy absorption for sandwich panels with uniform and FG-cores. Optical images of sandwich beams with (b) uniform core and (c) FG core during flexural deformation at points marked in the stress-strain curves. Variation in experimentally obtained (d) energy absorption (strain energy density) and (e) specific energy absorption (strain energy density per material density) for the examined cases.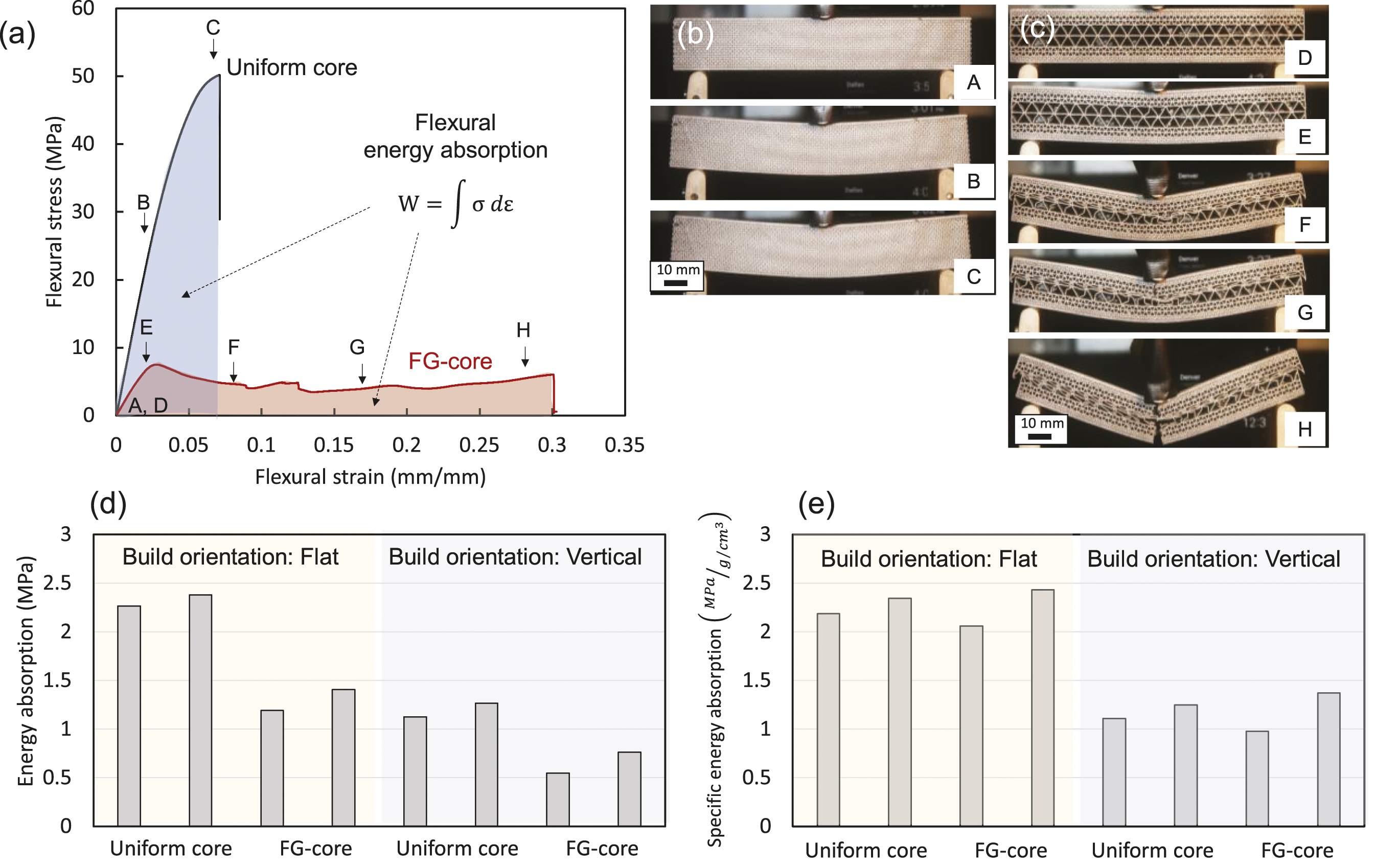
In Figure 10(d), we present energy absorption (
Conclusions
The primary objective of this research was to devise a methodology for evaluating the mechanical behavior of sandwich beams with functionally graded cores under flexural deformation. The aim was to demonstrate the potential improvement in mechanical performance achievable by integrating such core designs into sandwich beams when they undergo flexural deformation. The study involved developing a linear-elastic analytical model based on the Euler-Bernoulli theory to estimate the performance index parameter of these beams using the Gibson-Ashby approach. This model was employed to depict how the performance index varies with core relative density. The accuracy of the analytical predictions was confirmed through numerical and experimental validation, utilizing linear-elastic FE models in ABAQUS and sandwich beams manufactured with a Stratasys J55 Polyjet printer. In summary, the research yielded the following conclusions: • Sandwich beams with FG cores displayed a performance index up to 31% higher in resisting flexural deformation compared to those with uniform cores, as evidenced by analytical, numerical, and experimental findings. • The flexural strength of sandwich beams with FG cores experienced a significant reduction, approximately 4-5 times lower compared to those with uniform cores. This decrease was primarily attributed to premature core shear failure, resulting from low core density around the mid-plane of the beams. Addressing this issue can be achieved by adjusting the selected relative core densities and their gradient accordingly. • Sandwich beams with FG cores exhibited progressive failure, whereas those with uniform cores demonstrated catastrophic failure. As a result, there was a modest improvement (approximately 5-10%) in specific energy absorption capacity, and notably, the FG core configuration proposed provided a fail-safe design. • Opting for a flat printing orientation resulted in increased material ductility, enhancing the strength and energy absorption capacity in sandwich panels with both uniform and FG cores.
Footnotes
Acknowledgements
The authors would like to thank the UCF Maker Spaces laboratories for their assistance with sample production.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.