
Abstract
This article presents the application of phase space topology and time-domain statistical features for rolling element bearing diagnostics in rotating machines under variable operating conditions. The results indicate very promising performance in identifying various faults with virtually perfect accuracy, recall, and precision. A comparison with the envelope analysis method is performed to show the superior performance of the proposed approach. In addition, the results demonstrate an outstanding prediction rate for the fault diameter of bearing defects.
Keywords
1. Introduction
Diagnostics of rolling element bearings has gained considerable interest because of the extensive use of these elements in rotating machinery systems and because their failure is one of the most common causes of machinery breakdown. Predicting the potential breakdown of a machine would be invaluable in preventing catastrophic failures and loss of production. Accurate predictions can also improve safety and reduce repair costs in most industries (Randall, 2011).
Condition-based maintenance or predictive maintenance is one of the most common maintenance strategies and is based on performing an online assessment of machines while operating. It also provides information about the machine’s health condition and any potential failures. This type of maintenance strategy requires techniques that continuously monitor the performance of the machine and provide knowledge about the status of the system, including any faults, their locations, and severity levels.
To this end, rolling element bearings are traditionally diagnosed using various time-domain techniques (Du et al., 2017; Honarvar and Martin, 1997; Prieto et al., 2013; Samanta and Al-Balushi, 2003; Sreejith et al., 2008) and various frequency-domain techniques, such as fast Fourier transform (FFT) (Nikolaou and Antoniadis, 2002; Rai and Mohanty, 2007; Seryasat et al., 2010; Shibata et al., 2000), short-time Fourier transform (STFT) (Cocconcelli et al., 2012; Gao et al., 2015; Peng and Chu, 2004), discrete wavelet transform (DWT) (Kankar et al., 2011a, 2011b; Konar and Chattopadhyay, 2011; Patil et al., 2016; Prabhakar et al., 2002), envelope analysis (Ho and Randall, 2000; Ming et al., 2011; Patel et al., 2012; Peter et al., 2001; Randall and Antoni, 2011; Rubini and Meneghetti, 2001; Yang et al., 2007b), and empirical mode decomposition (EMD) (Ali et al., 2015; Lei et al., 2013; Zhang and Zhou, 2013; Zhang et al., 2015; Zhao et al., 2013). The FFT does not work well when analyzing nonstationary signals. The STFT provides constant resolution for all frequencies because it uses the same window for the entire signal, and a time–frequency resolution trade-off is necessary. The DWT involves selecting the base function and particular frequency bands with defect information. Envelope analysis methods necessitate determining the central frequency and the bandwidth, and an improper selection of these parameters can affect the analysis significantly. EMD requires selecting a suitable decomposition level and its intrinsic mode function. More recently, fault detection and diagnosis in bearings have been widely studied using artificial intelligence (Borghesani et al., 2013; Gan et al., 2016; Gryllias and Antoniadis, 2012; Jung and Koh, 2015; Pandya et al., 2013; Peng et al., 2005; Xiang et al., 2015; Yang et al., 2005).
For many applications, it is desirable to develop robust algorithms that can provide rich information to identify faults and their severity quickly and in an automated fashion. The key to robust and accurate diagnostics is being able to extract suitable indicators from the raw data that reveal relevant and informative patterns about the intrinsic dynamics of the system.
In our previous work, we have performed various investigations to develop robust techniques to diagnose bearings. In Kappaganthu and Nataraj (2011a, 2011b), we have applied conventional methods such as FFT, envelope spectrum, and DWT over a span of rotational speeds. Accelerometer data were used to extract features to diagnose bearings with inner race (IR), outer race (OR), and ball (B) defects. Mutual information was then used as a ranking technique, and the optimal feature subset corresponding to the highest classification accuracy was determined. Although all these techniques can extract detailed information from the system response, they depend on expert knowledge and require to be carefully designed and adapted to a particular problem. Moreover, these methods do not consider the fundamental nonlinear physics of the system, which could have valuable insights, as was shown in our work Kwuimy et al. (2018) and Maraini and Nataraj (2018). The present study is a continuation of our development of a family of methods based on phase space characterizations (Mohamad and Nataraj, 2017; Mohamad et al., 2018a, 2018b, 2018c, 2019; Samadani et al., 2013, 2016).
In our previous studies (Mohamad et al., 2018d), we have applied a novel feature extraction technique called phase space topology (PST) to classify various bearing conditions under variable speeds using vibrational data from proximity probes. By contrast, the current study applies PST using accelerometer data in consideration of the fact that accelerometers are extensively used for bearing diagnostics. We also analyzed various bearing conditions with varying severity under variable operating conditions such as speed and load. This difference makes the diagnostic problem more challenging and closer to realistic scenarios.
The developed method is based on quantitative characterization of the topology of the bearing vibrational signal. As will be shown, not only does the proposed method show superior performance over standard envelope analysis methods but also it can also be applied to diverse dynamical systems with minimal requirements for a priori knowledge about the nature of the system or adaptation to a specific problem. It should be acknowledged that several studies based on the phase space of the system in the field of structural health monitoring (SHM) have been reported in the literature (George et al., 2018; Nichols, 2003; Nie et al., 2012; Todd et al., 2001; Torkamani et al., 2012). Although they are superficially similar to our method, there are substantial differences. Most of these methods excite the structure with a chaotic input to extract a single feature and target SHM applications. Furthermore, the PST method described below presents original concepts such as kernel density–based features, density approximation, and orthogonal basis functions as a feature extraction technique.
The proposed method in this study is applied to the vibration signals of two bearings as measured by accelerometers, which are conventionally used as vibration sensors for bearing analysis and fault diagnostics (Randall and Antoni, 2011; Samanta and Al-Balushi, 2003; Zhou et al., 2007). The most common failure modes in bearings are cracks on the surfaces of the IR, OR, and roller components. Therefore, four different drive end (DE) bearing conditions are considered, including a healthy bearing (H), and bearings with IR, OR, and B defects.
The rest of this article is organized as follows. In Section 2, the experimental setup and measurement of data are introduced. Section 3 summarizes the mathematical details of the proposed feature extraction method. Section 4 discusses the results of fault identification along with a comparison with the envelope analysis method. In Section 5, fault severity analysis is performed. Finally, Section 6 concludes and summarizes the study.
2. Experimental setup
The proposed approach in this study was implemented on data collected from motor bearings provided by Case Western Reserve University (Loparo, 2003; Smith and Randall, 2015). The experimental setup and its schematic diagram that are used in the study are shown in Figure 1. The bearing experimental setup consists of a 2-horsepower (hp) motor with a torque transducer/encoder and a dynamometer. The dynamometer was used to apply various loads on the electric motor. For this study, four motor loads of 0–3 hp (motor speeds of 1797–1720 r/min) were considered. SKF deep groove ball bearings were used for both DE and fan end (FE) bearings. The DE and FE bearing geometries (measured in inches) are presented in Table 1. (a) Bearing experimental test (Loparo, 2003). (b) Schematic diagram of the test rig. Bearing information (in.) (Loparo, 2003).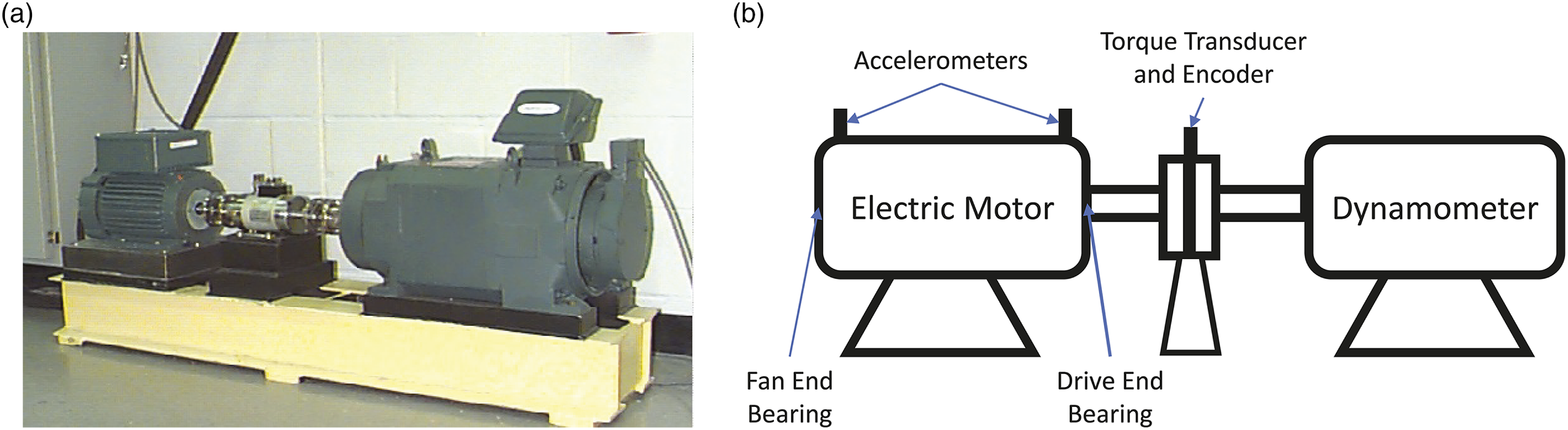

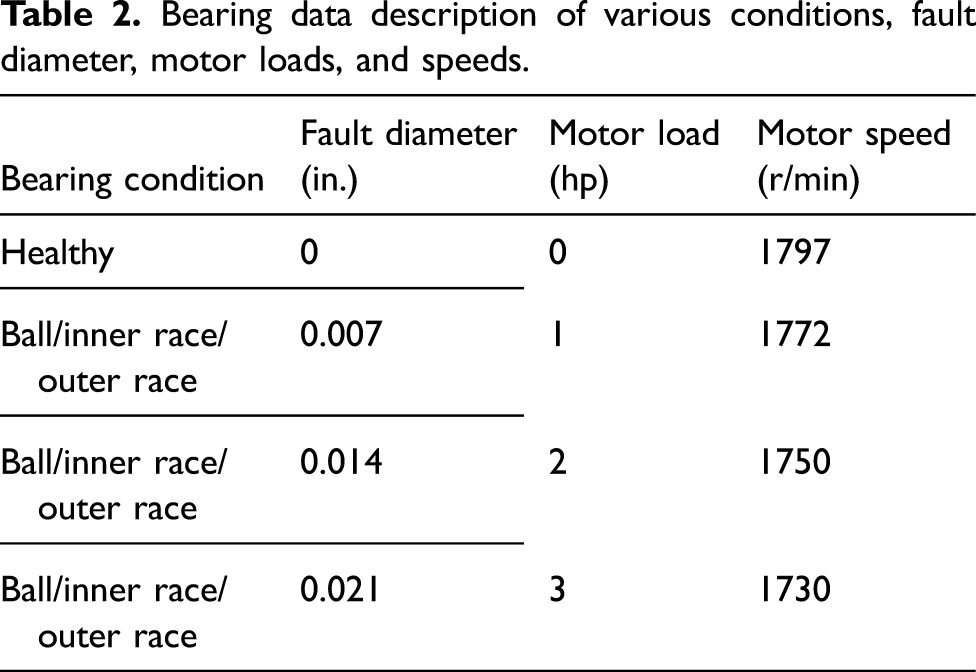
Bearing data description of various conditions, fault diameter, motor loads, and speeds.
The vibration signals were recorded using accelerometers installed on the DE and FE bearing housings at the 12 O’clock position. The signal was recorded for approximately 20 s for healthy and 10 s for defective bearing conditions. The sampling rate of the measured vibration data was 12,000 Hz. Selected samples of vibration data captured by the accelerometers under zero motor load and for 0.25 s are shown in Figure 2. Note that all time responses of the defective bearings shown in Figure 2 have a fault diameter of 0.007 in. and a fault depth of 0.011 in. Sample response of the system. (a) Healthy bearings. (b) DE bearing with ball defect. (c) DE bearing with inner race defect. (d) DE bearing with outer race defect. DE: drive end.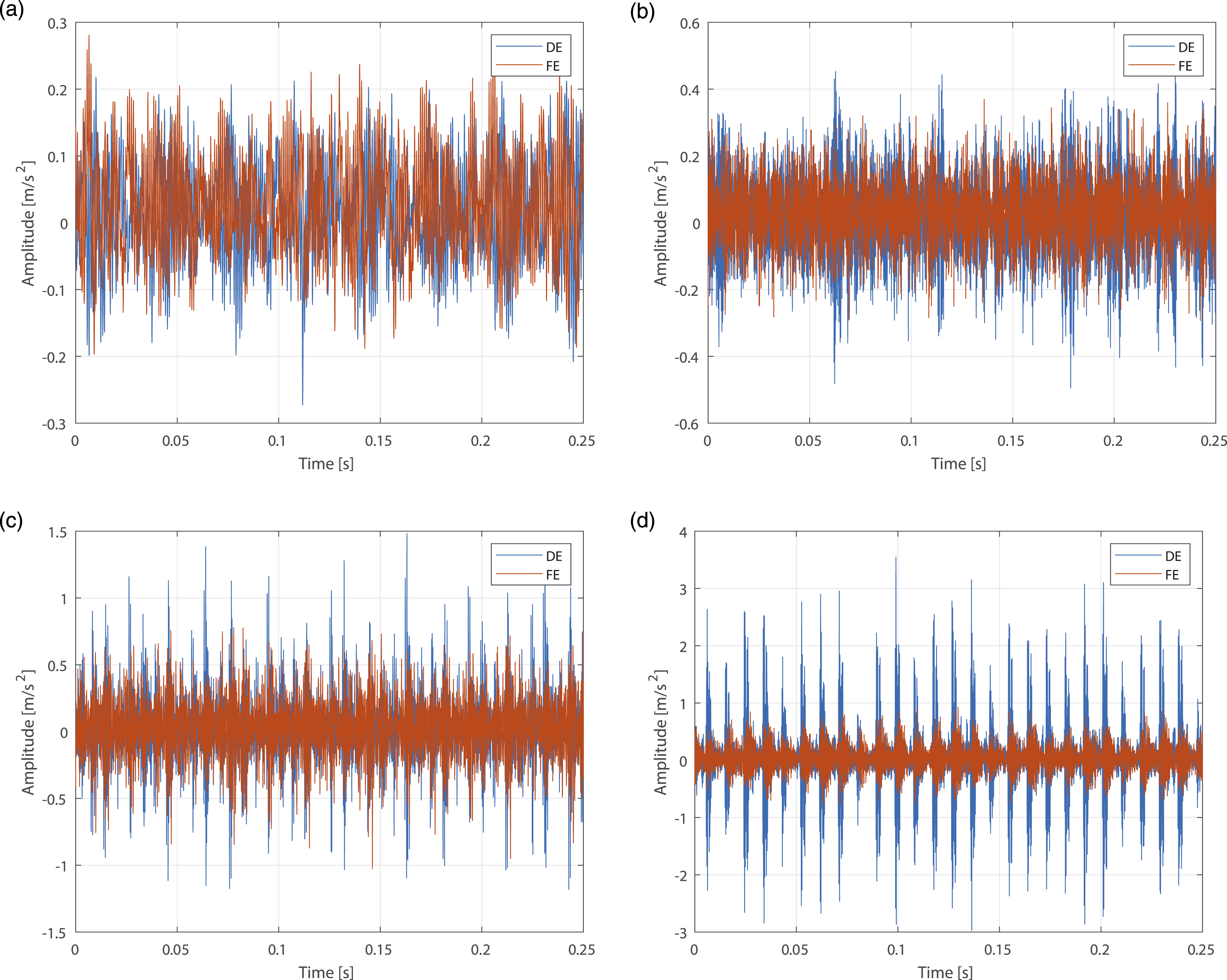
3. Methodology
An overview of the fault detection method used in this study is summarized in Figure 3 and is as follows. First, acceleration data of the DE and FE bearings were collected for healthy FE and various DE bearing conditions operating under variable motor loads and rotational speeds. Four DE bearing conditions were studied including healthy bearing (H) and bearings with IR, OR, and B defects. The vibration data were then divided into multiple segments of one-second time periods. For each segment, two sets of features were extracted using the PST method and conventional statistical time-domain features. A linear support vector machine (SVM) was built to identify the DE bearing condition, that is H, B, IR, and OR. In the case of a bearing fault, an additional SVM was then built for each individual fault to estimate the fault severity (i.e. 0.007, 0.014, or 0.021 in.). An overview of the bearing diagnostics method.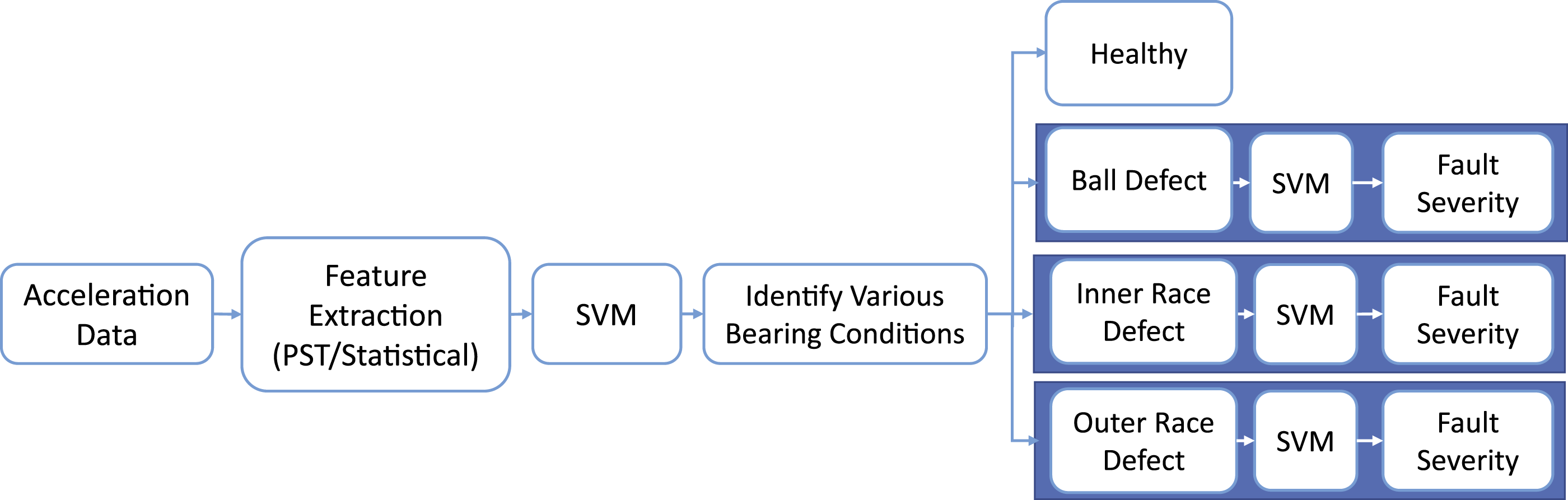
3.1. Phase space topology
The PST method assumes that useful and relevant information is contained in the nonlinear response of dynamic systems. The phase space is a prevalent concept in nonlinear dynamics, in which a trajectory is a visual representation of the traced path of possible states of the system evolving over time (Nolte, 2010). Each kind of system response has a unique phase space trajectory. For example, a periodic response with a single frequency has a single closed loop, whereas multi-periodic and quasi-periodic responses have multiple loop trajectories. This indicates that the phase space trajectory can be used to characterize the nature of the system in a qualitative fashion as is done traditionally in nonlinear dynamics. The method of PST is, however, based on characterizing the PST with quantitative measures by constructing the density distribution for each axis of the phase space.
To estimate the density distribution for each phase space axis, the kernel density estimation technique was implemented as follows. Let X = (x1, x2, …, x
n
) be a set of n sample data that are independent and identically distributed with an unknown density function Ψ. The kernel density estimator, 


There are a variety of kernel functions such as uniform, triangular, biweight, triweight, Epanechnikov, and Gaussian. The Gaussian density function was used because of its conventional and convenient mathematical properties and is defined as follows
The kernel density estimator’s performance depends primarily on the bandwidth parameter h. Small values of h will cause the density estimate to be undersmoothed, whereas large values will lead to an oversmooth density estimate. The optimal value for the bandwidth can be calculated using Silverman’s rule of thumb (Silverman, 2018) for Gaussian kernel functions as follows
After constructing the density distribution for each phase space variable, the PST method is used to extract kernel density–based features from these distributions. To illustrate, let us consider the following elementary example of a multi-harmonic response in two-dimensional space An example of a multi-harmonic response. (a) Phase plane. (b) Density distribution of x1. (c) Density distribution of x2. (d) Phase plane with the location of the corresponding distribution peaks.

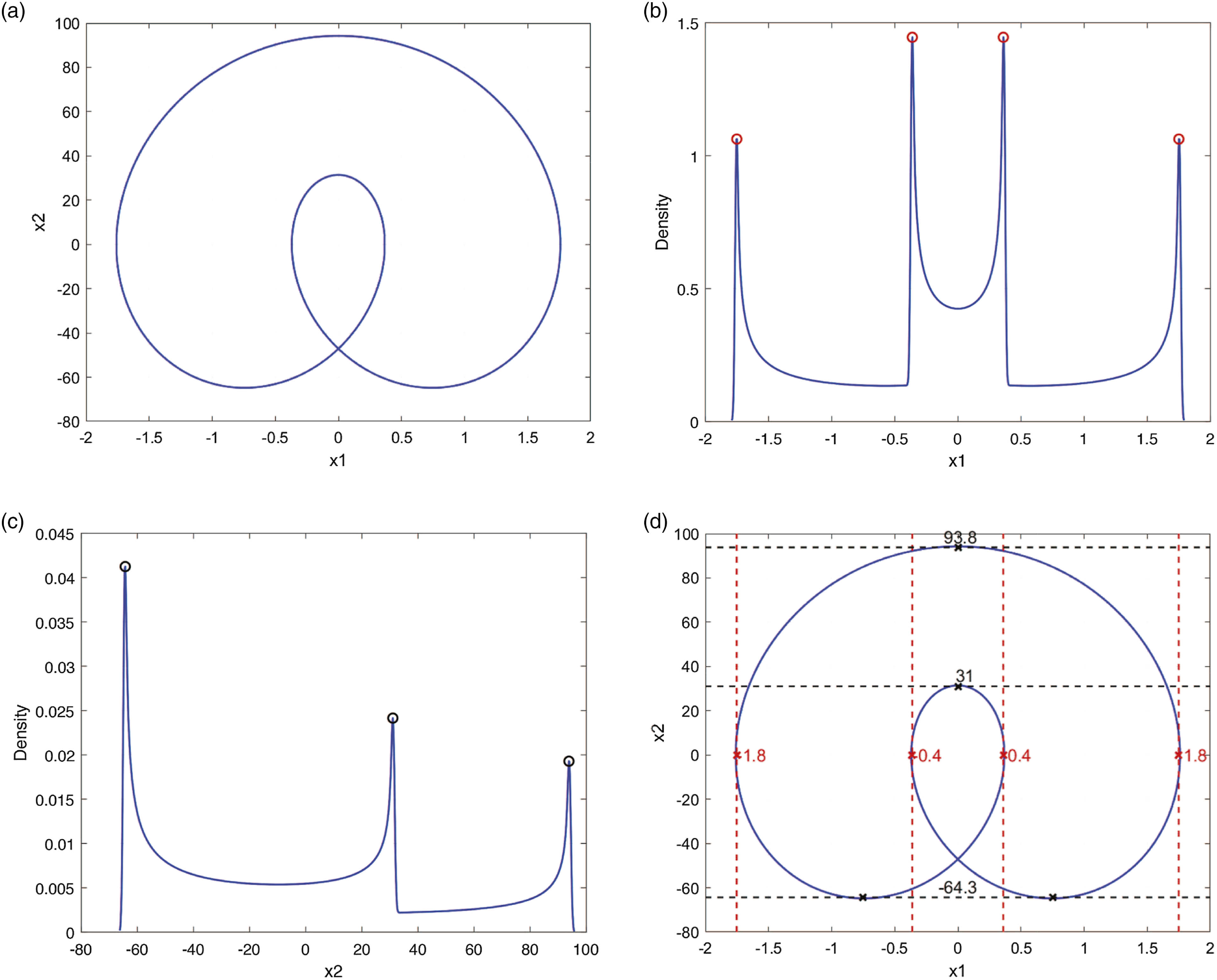
In the phase plane, multiple loops are caused by the multi-harmonic response. The corresponding density distribution of the x1 variable is estimated and shown in Figure 4(b). As can be seen, four sharp peaks are caused by the higher concentration of points in the corresponding areas in the phase plane plot shown in Figure 4(d). In fact, the ends of the loop along the vertical axis in the phase plot, which we call the “returning points,” are the areas in which the system spends more time. Note the symmetry of the density distribution and the peaks which are due to the symmetry of the phase plane around the zero of x1. Similarly, the density distribution for the x2 variable of the phase plane is shown in Figure 4(c). Three unique peaks correspond to the returning points along the horizontal axis in the phase plane and are marked in Figure 4(d) to emphasize the point.
We originally used the peak properties of the estimated density distribution, including the location, height, and sharpness of the peaks as characteristics to describe the system response. Although visualization of the phase space trajectory is not possible for dimensions higher than three, the method is still applicable. This is because the computations are performed individually and independently for each state of the system.
The peak properties of the density distribution alone are not enough to fully describe the behavior of the system, particularly in the case of complex systems. Therefore, there is a need to develop an additional set of features that is able to completely reconstruct the system response. To do that, we proposed to approximate the density distribution using a series of Legendre polynomials. We then used the coefficients of Legendre polynomials as features.
Let z denote a state of the system and 


The coefficients of Legendre polynomials are obtained using the least square method. Letting

The coefficient 
The quality of the approximation was computed using root mean square error (RMSE) and Pearson’s correlation coefficient (PCC) as follows
3.2. Statistical feature extraction
The vibration data in the time waveform were used to extract statistical features. Eight statistical time-domain features including (1) mean, (2) root mean square, (3) SD, (4) peak value, (5) minimum value, (6) crest factor, (7) kurtosis value, and (8) skewness value were calculated.
3.3. SVM
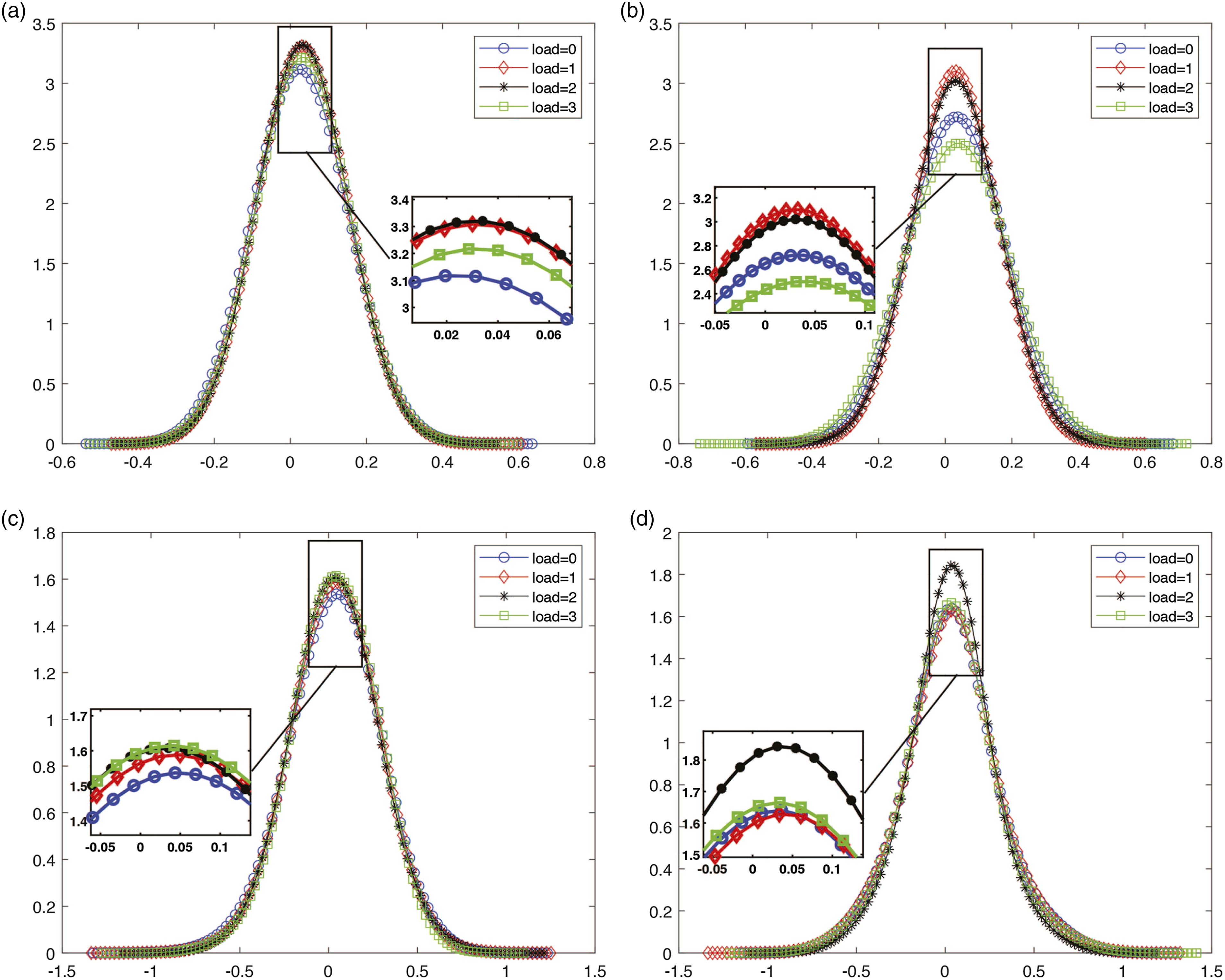
The SVM is a supervised learning algorithm that can be used for classification and regression. SVM does indeed have a well-established theoretical background and intuitive geometrical interpretation. It is commonly used in the field of bearing diagnostics (Wu et al., 2012; Yang et al., 2007a; Zhang et al., 2013). SVM uses training data to define a hyperplane that maximizes the distance in the feature space between different classes (Bishop, 2006). The nearest data points to the hyperplane are called support vectors. To determine the optimal hyperplane, the following optimization problem is solved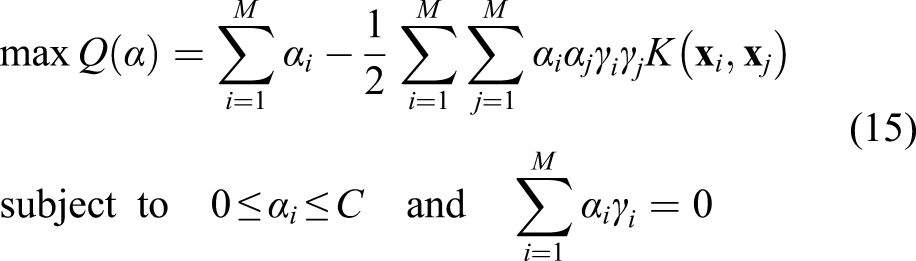

Finally, C denotes the box constraint, which controls the values of the Lagrangian multiplier. A higher value of C corresponds to a higher misclassification cost, resulting in strict separation.
After the optimization problem is solved and the optimal αi parameters are obtained, a new test example can be identified using

SVM was originally developed for binary classification (Cortes and Vapnik, 1995). The applicability of SVM was then applied to multi-class classification problems with a series of binary classifications (Schölkopf et al., 1999; Vapnik, 1998) using various approaches such as one-versus-all and one-versus-one (OVO). The OVO approach was used in this study because of its ability to train fast (Wang and Xue, 2014).
4. Results and discussion
Samples of the estimated density distributions for the acceleration data of the DE and FE bearings at various motor loads and their corresponding speeds are shown in Figures 5 and 6, respectively. Various bearing conditions were investigated, and the results can be summarized as follows. Density distributions for various DE bearing classes with a DE-positioned sensor. (a) Healthy bearings. (b) Bearings with ball defect (0.007 in.). (c) Bearings with inner race defect (0.007 in.). (d) Bearings with outer race defect (0.007 in.). DE: drive end. Density distributions for various drive end bearing classes with a fan end–positioned sensor. (a) Healthy bearings. (b) Bearings with ball defect (0.007 in.). (c) Bearings with inner race defect (0.007 in.). (d) Bearings with outer race defect (0.007 in.).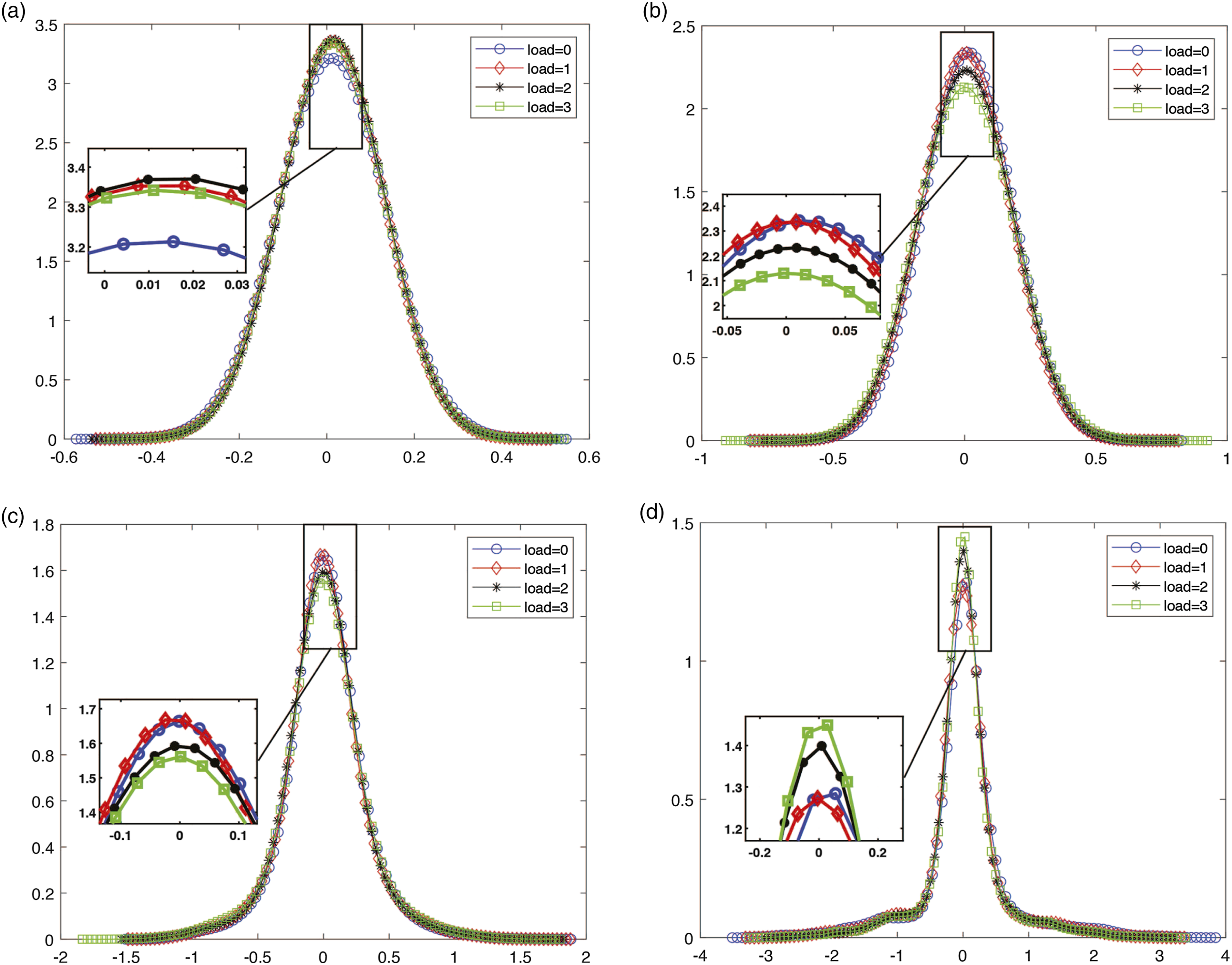
4.1. Effect of bearing condition
It can be observed that all the estimated density profiles have a symmetric unimodal distribution, which indicates that the states of the system are more frequent around one mode of the system. All distributions have a single peak approximately around zero for the different bearing conditions. However, the healthy condition has a higher density amplitude than other bearing conditions. This stems from the fact that the healthy bearing states are denser around zero. The inner and outer race bearing conditions seem to have lower density amplitudes. Density distributions also show that the outer race condition has the highest SD (wider density distribution) compared with other conditions because the vibration range reaches the highest in the outer race bearing condition (up to 3). Conversely, the healthy bearing condition seems to have the lowest vibration amplitude range.
4.2. Effect of sensor location
Different information can be extracted from a comparison of the density distributions of the vibration signals of the DE-positioned sensor and the FE-positioned sensor. For example, the DE sensor location provides more information in a comparison between the healthy bearing condition and the defective ball condition, although they look almost the same if we use the FE signal distribution. The DE-positioned sensor also provides more information in distinguishing between bearings with outer race and inner race conditions. On the other hand, the FE signal distribution is more capable of distinguishing the inner race condition from the healthy and ball conditions by having the lowest density amplitude.
4.3. Effect of the operating conditions
The relationship between the density distribution and the motor load and the rotational speed is nonlinear. For some conditions, such as for the bearing with the OR defect, increasing the motor load and therefore decreasing the rotational speed causes an increase in the density amplitude. However, this is not the case for B and IR defect conditions.
The PST method was applied by mapping the data onto a density space for each condition and then approximating these densities using Legendre polynomials. After the density plots were estimated, the plots were then expanded in a series of Legendre polynomials of order 30. The order of Legendre polynomials was selected based on the best fit between the actual and the approximate densities by calculating the RMSE and PCC.
To illustrate the extracted PST features, Figure 7 presents the first five features of the DE sensor (indexed from 1 to 5) and the first five features of the FE sensor (indexed from 6 to 10). The shown features are for various bearing conditions (0.007 in. of fault diameter) under zero motor load. It can be seen from the figure that the PST features reveal informative patterns about the intrinsic dynamics of the system and distinguish between different bearing conditions. For example, the first five features (indexed from 1 to 5) that correspond to the DE sensor data separate distinctly between the bearing conditions with approximately equal distances. On the other hand, features 6, 8, and 10 separate healthy and ball bearings from inner and outer race conditions. Features 7 and 9 separate inner race condition from other bearing condition as demonstrated previously by the FE density distribution. These results show the rich information extracted from the PST to distinguish between different bearing conditions. It also shows the importance of using the information from both the DE and FE sensors where the information provided from the extracted features are evident. This distinction was not clear when the density distributions were analyzed, which again proves the predictive strength of the extracted features. A comparison between the extracted phase space topology features and bearing conditions.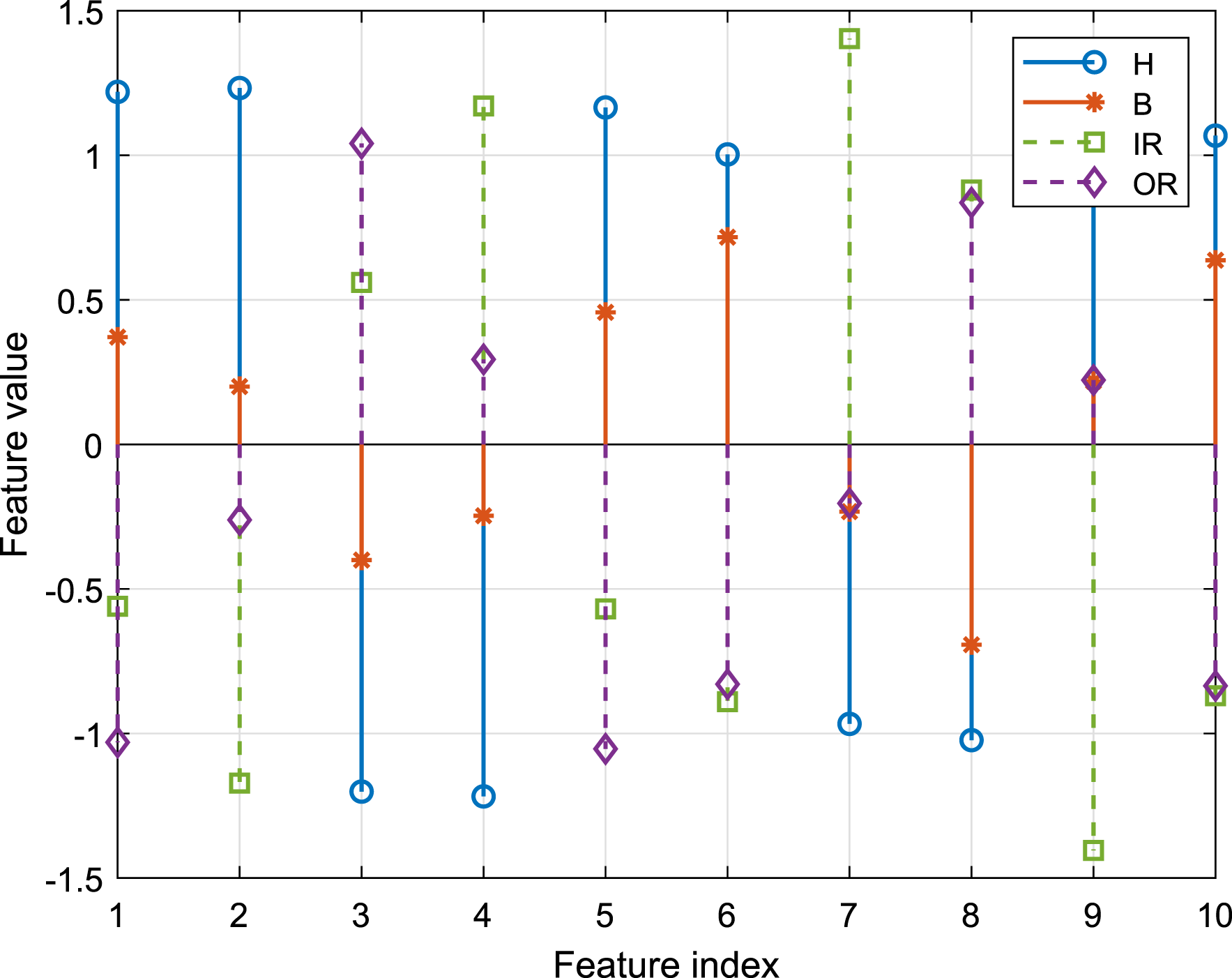
Similarly, the statistical time-domain features extracted for the signals of DE- and FE-positioned sensors are shown in Figure 8. The shown features are for various bearing conditions (0.007 in. of fault diameter) under zero motor load. Note that the feature index 1–8 in Figure 8 corresponds to the feature numbers defined in Section 3.2. It can be seen from Figure 8(a) that most of the features separate the outer race condition from the other conditions. The main challenge these features face is distinguishing between healthy and ball conditions. On the other hand, in Figure 8(b), feature 1 separates between healthy and defective conditions. Feature 6 separates B defect from other conditions. It should be emphasized that the above observations are at a single operating condition and for one fault diameter, that is 0.007 in. Our goal is to develop an algorithm to distinguish between different faults at various operating conditions; thus, all the above features will be used. A comparison between the extracted statistical time-domain features and bearing conditions. (a) The signal of drive end–positioned sensor. (b) The signal of fan end–positioned sensor.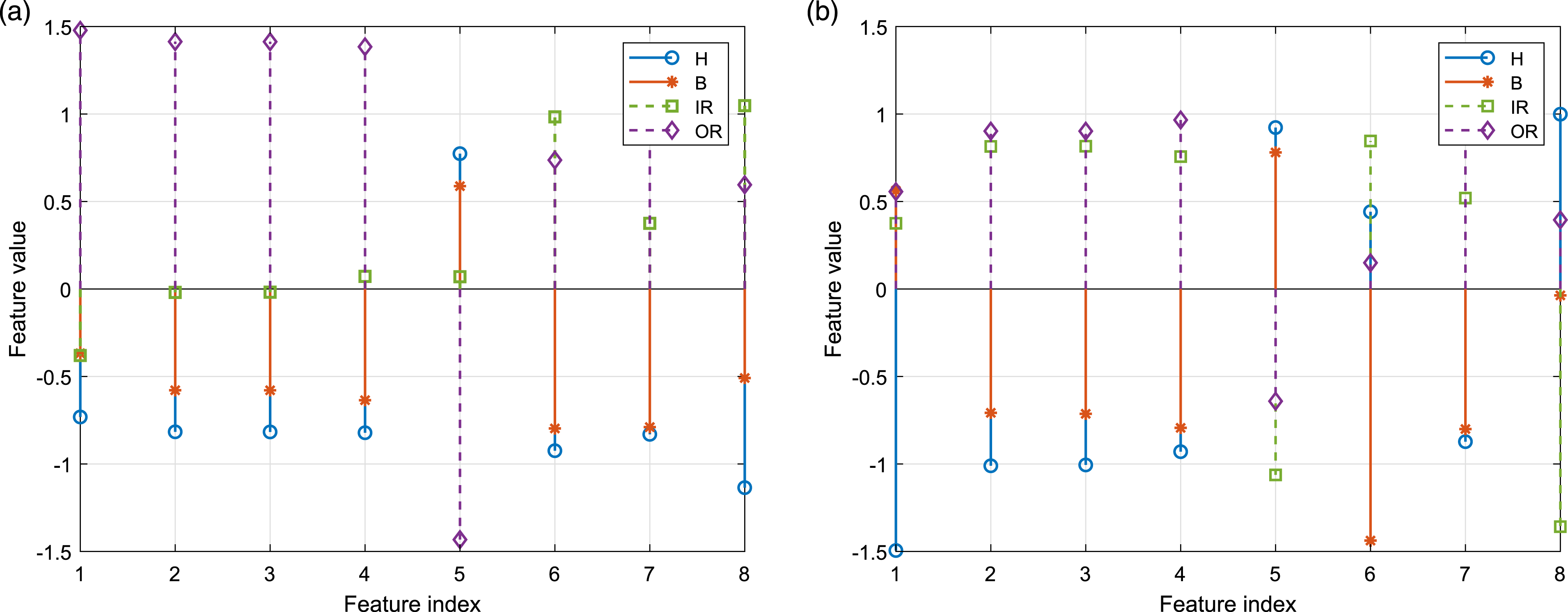
4.4. Fault identification
In the previous section, we illustrated how the features are extracted using PST and statistical time-domain measures. Next, the extracted features are used to classify and predict various bearing conditions (H, B, IR, and OR). For each set of data, 36 features (10 PST features and 8 statistical features for each acceleration signal) were standardized and then used as inputs to train a linear SVM classifier. An SVM classifier was trained using 60% of the data samples (300 cases) and a five-fold cross-validation algorithm. For testing the classifier, 40% of the data samples (200 cases) were used. The box constraint parameter was optimized by minimizing the k-fold cross-validation loss to find the optimal linear SVM. Figure 9 shows the estimated objective function for different values of the box constraint parameter. It can be seen that the optimal value of the box constraint was around 0.33. Optimal box constraint parameter.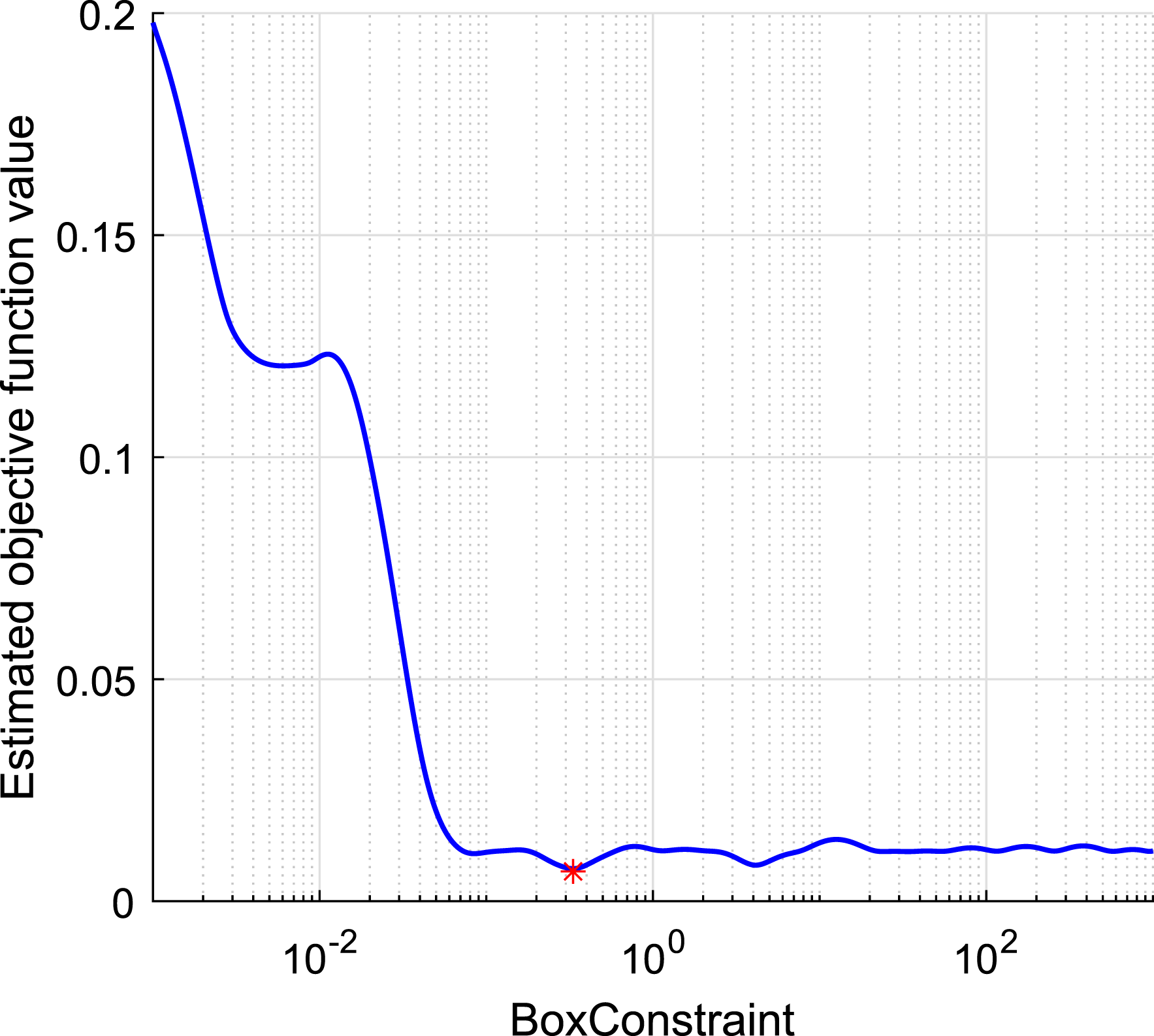
Prediction of various defect classes for training data.
B: ball; IR: inner race; OR: outer race.
Prediction of various defect classes for test data.
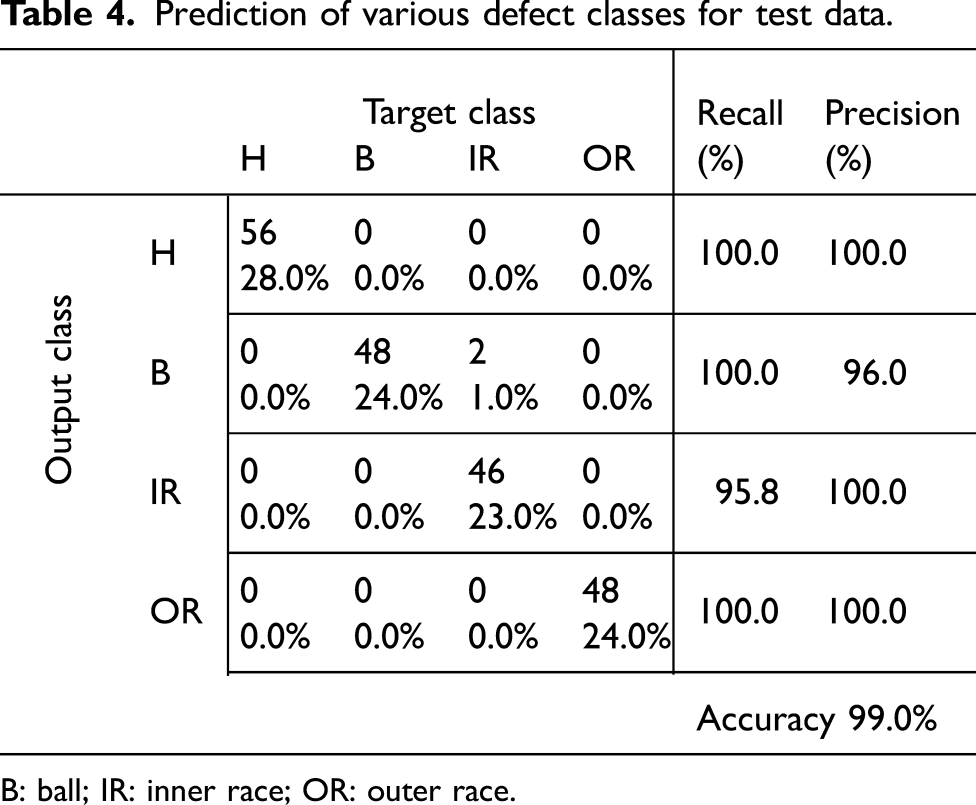
B: ball; IR: inner race; OR: outer race.
Various metrics can be calculated from the confusion matrix such as precision, recall, and overall accuracy (Mohamad et al., 2018b) to define the performance of the classifier. Precision measures the rate of correct predictions from all predictions for each class and indicates how often the classifier’s prediction is correct. For a given class, recall measures the correctly predicted rate of the actual samples. Ideally, the goal is to achieve a classifier with high recall and high precision. Finally, the classifier’s overall accuracy is the correct prediction rate.
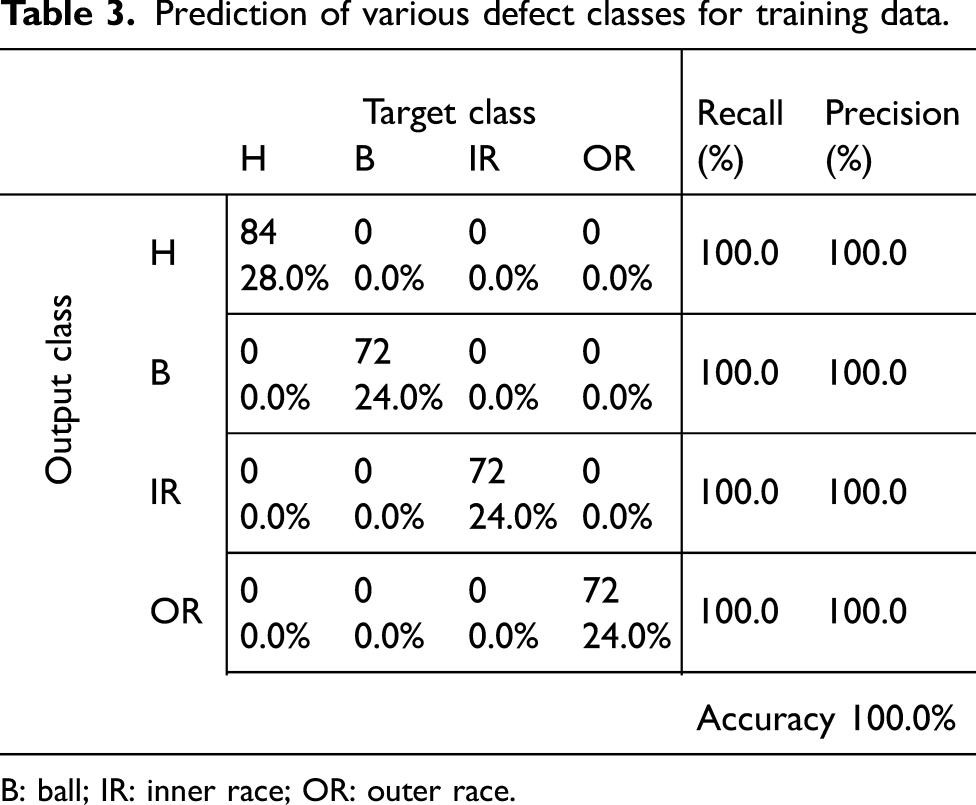
The results of the training and test confusion matrices (Tables 3 and 4) indicate the following. The classifier model was able to identify a hyperplane in the feature space that can separate all training set samples with 100% overall accuracy, as shown in Table 3. The classification of the test data indicates an overall accuracy of 99% for predicting different bearing conditions under various motor load/speed conditions. The classifier was able to detect anomalous behavior in the system by distinguishing healthy bearings from defective bearings. This has far-reaching practical advantages in system condition monitoring applications. The classifier was able to predict all the test cases with over 95% accuracy, recall, and precision for each bearing condition. The PST-extracted features provide valuable information in characterizing the dynamics of various bearing conditions, regardless of the fault level and severity. Notably, no a priori knowledge of the system was included in the extracted features. This implies that the PST approach can be conveniently applied to diverse dynamical systems in an automated process with a minimal need for adaptation or reliance on expert knowledge about the system.
4.5. Comparison with envelope analysis
One of the main techniques used currently in bearing diagnostics is the envelope analysis technique, which is based on the demodulation of high-frequency resonance associated with bearing element impacts. Envelope spectrum helps in showing the bearing defect frequencies, which are produced by the repeated impacts each time the rolling element strikes a defect. The bearing defect frequencies can be calculated as follows. Ball pass frequency, outer race
Ball pass frequency, inner race
Fundamental train frequency (cage speed)
Ball spin frequency
The signal is band-pass filtered around a frequency that has the maximum signal-to-noise ratio to find the envelope spectrum, and then the Hilbert transform is used to find the envelope. Finally, the envelope spectrum is determined by the FFT.
The successful implementation of envelope analysis requires a suitable selection of central frequency and range for the band-pass filter. In this work, we used the kurtogram to select these parameters. The kurtogram is a representation of spectral kurtosis (SK) in the frequency and frequency resolution plane. The optimal combination of frequency and window length which maximize SK is chosen. In this work, the fast computation algorithm in Antoni (2007) was used.
Figure 10 shows the envelope analysis procedure for bearings with IR defects. The raw vibration data for the inner race bearing condition are first presented in Figure 10(a). The kurtogram for different frequencies and frequency resolutions is shown in Figure 10(b). It can be seen that the maximum SK (SKmax = 2.6) occurs at a central frequency of 3000 Hz and a bandwidth of 6000 HZ. The envelope of the filtered signal using the optimal parameter is constructed in Figure 10(c). Finally, the envelope spectrum is determined and presented in Figure 10(d), which shows the first harmonic in addition to the inner race ball pass frequency. Envelope analysis for inner race bearing condition. (a) Raw vibration signal. (b) Kurtogram. (c) Envelope of filtered signal. (d) Envelope spectrum.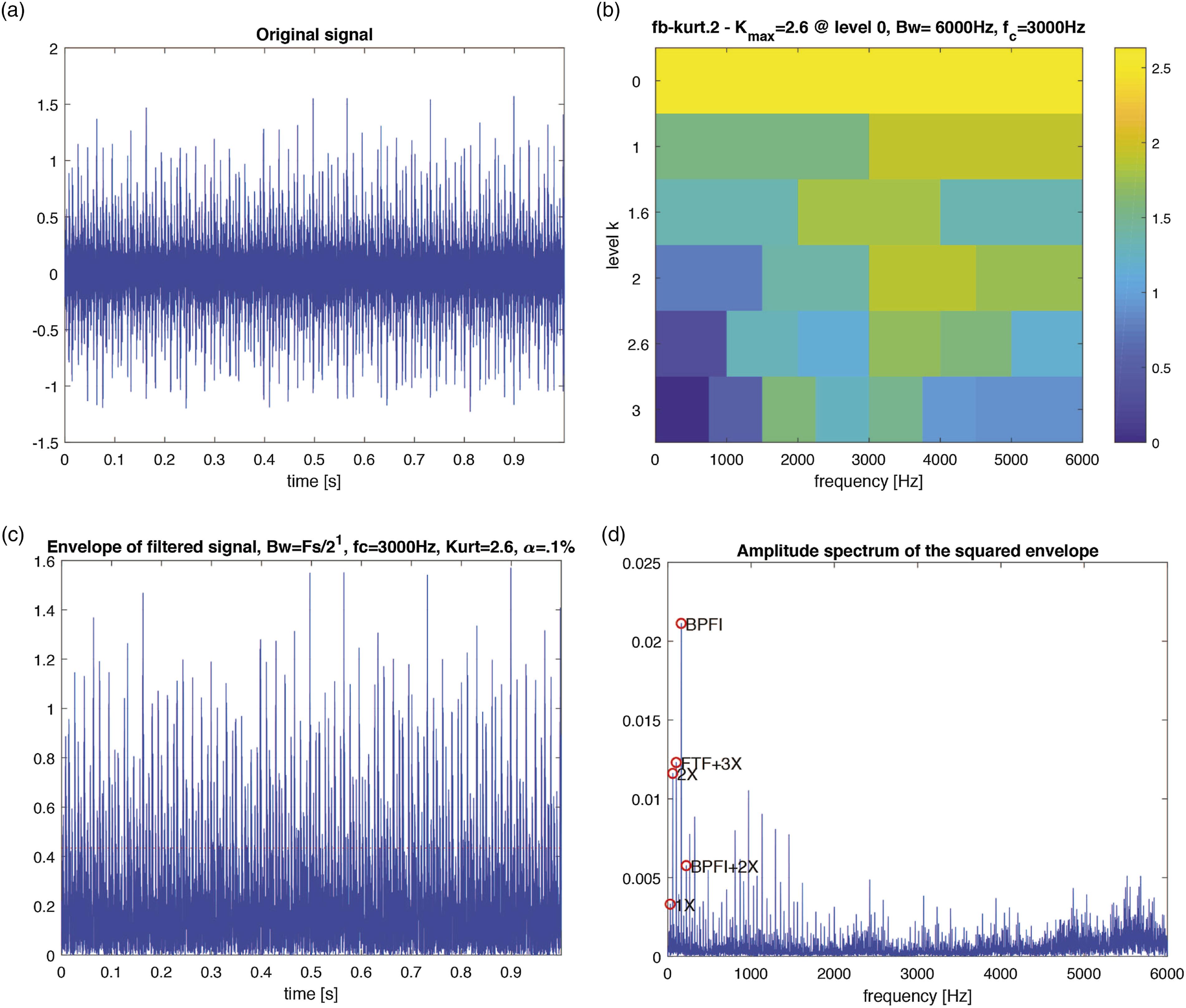
Similarly, Figure 11 shows the envelope spectrum for OR and B defects. The ball pass outer race frequency is clearly shown in Figure 11(a), and the ball spin frequency for the B defect condition is presented in Figure 11(b). Note, however, that this frequency is not always visible, for instance, see Figure 11(a). This is indeed a disadvantage of the envelope spectrum method. Envelope spectrum. (a) Outer race bearing condition. (b) Ball bearing condition.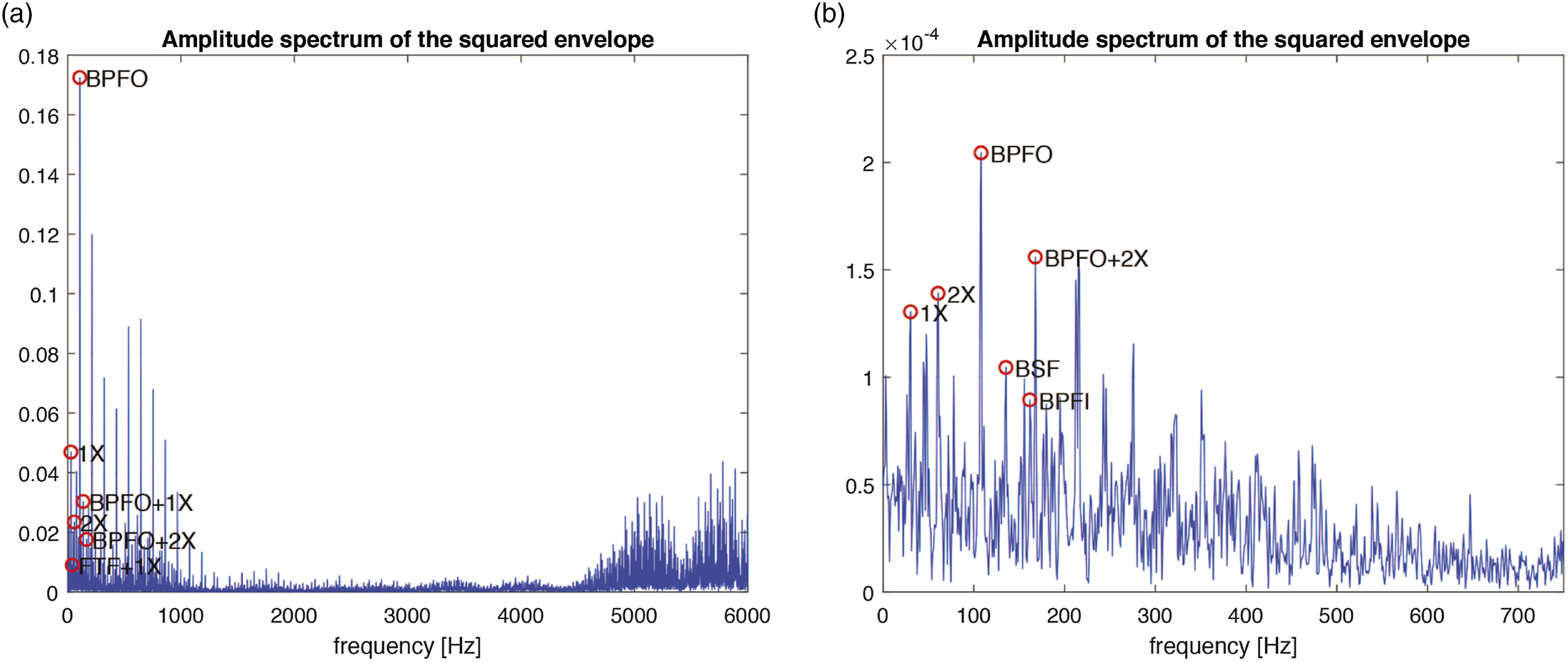
To classify the bearing conditions, features were extracted from the envelope spectrum of the DE and FE signals. At each peak, the location f
p
and the amplitude A
p
of the peak were considered as features. In addition, the energy of the peak E
p
can be calculated as follows
The extracted features were used as inputs to train an SVM classifier. Various SVMs were trained using 60% of the data samples (300 cases) and a cross-validation algorithm with five folds. 40% of the data samples (200 cases) were used for testing the classifier. The box constraint parameter was optimized by minimizing the k-fold cross-validation loss to find the optimal SVM.
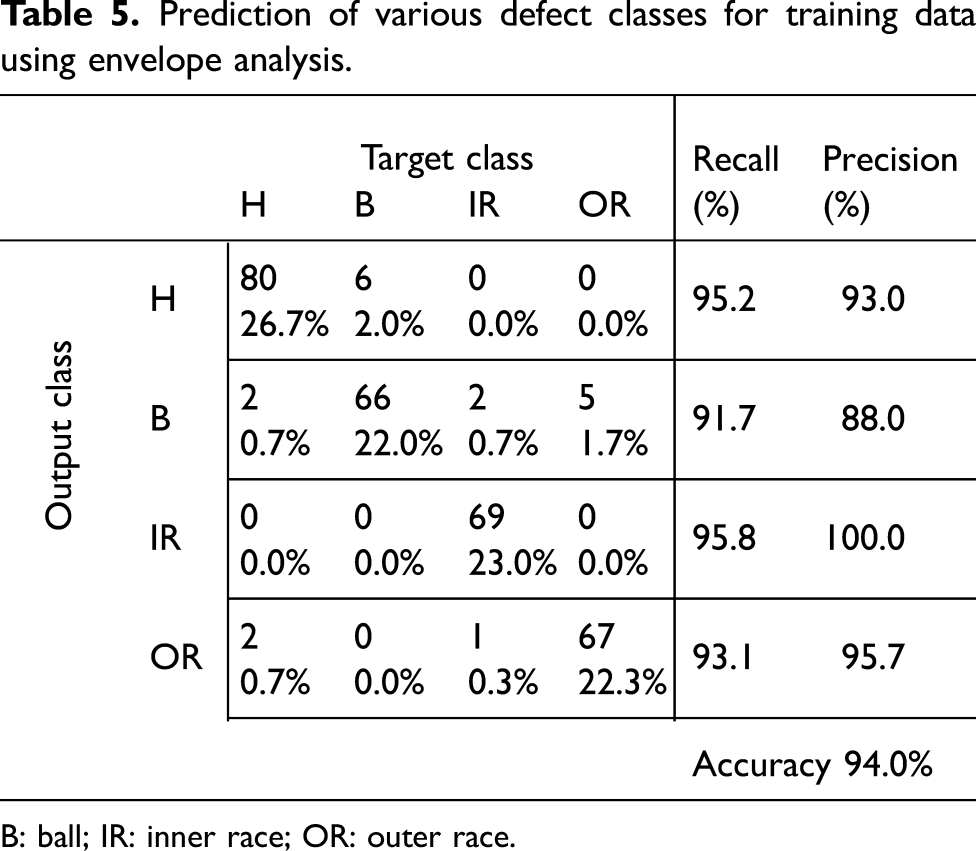
The training and test confusion matrices of the SVM are shown in Tables 5 and 6, respectively. The results indicate the following. The SVM classifier was able to determine a hyperplane in the training feature space that can separate training samples with a high overall accuracy of 94.0%, as presented in Table 5. The classification of the test data, presented by the confusion matrix in Table 6, indicates an overall accuracy of 83% for predicting different bearing conditions. Anomaly detection between healthy and defective bearing conditions was achieved with 81.3% precision and 92.9% recall. Bearings with OR defects had the lowest metric performance, followed by the B defect. Prediction of various defect classes for training data using envelope analysis. B: ball; IR: inner race; OR: outer race. Prediction of various defect classes for test data using envelope analysis. B: ball; IR: inner race; OR: outer race.
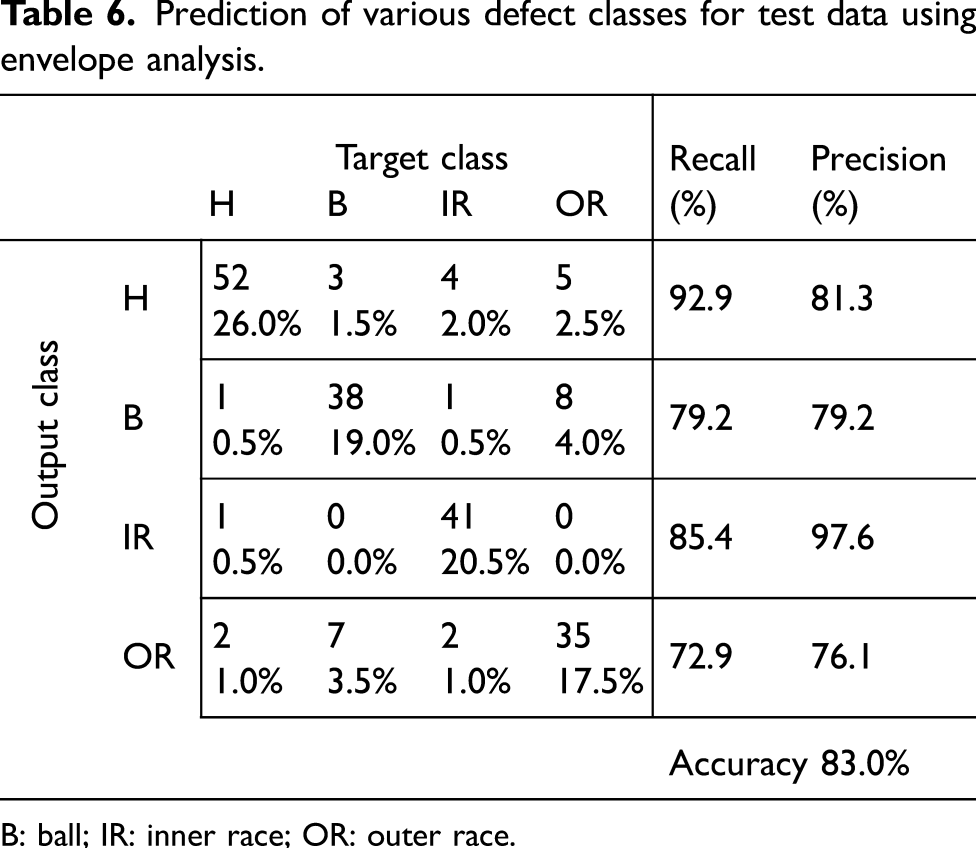
In conclusion, a comparison with Tables 3 and 4 demonstrates that the PST method performed consistently better than the envelope analysis method and, in fact, does so without an a priori specification of defect frequencies.
5. Fault severity classification
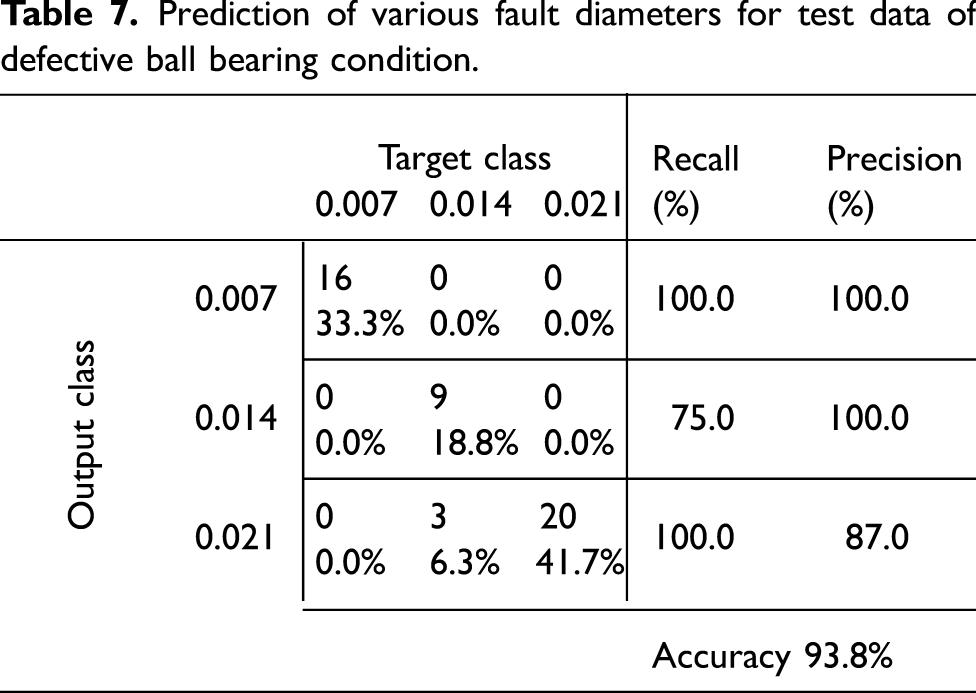
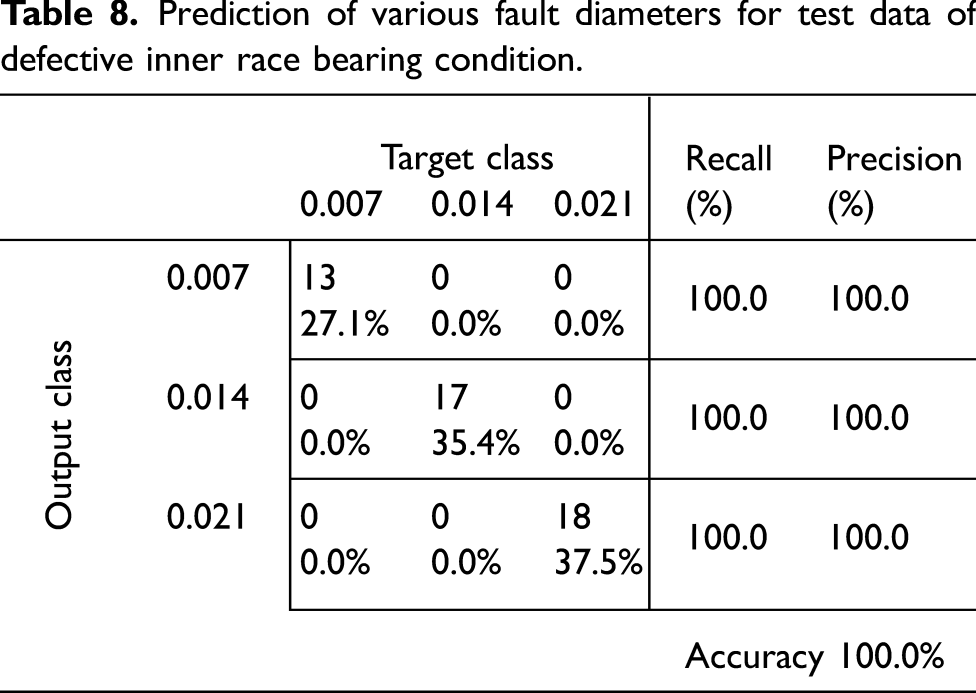
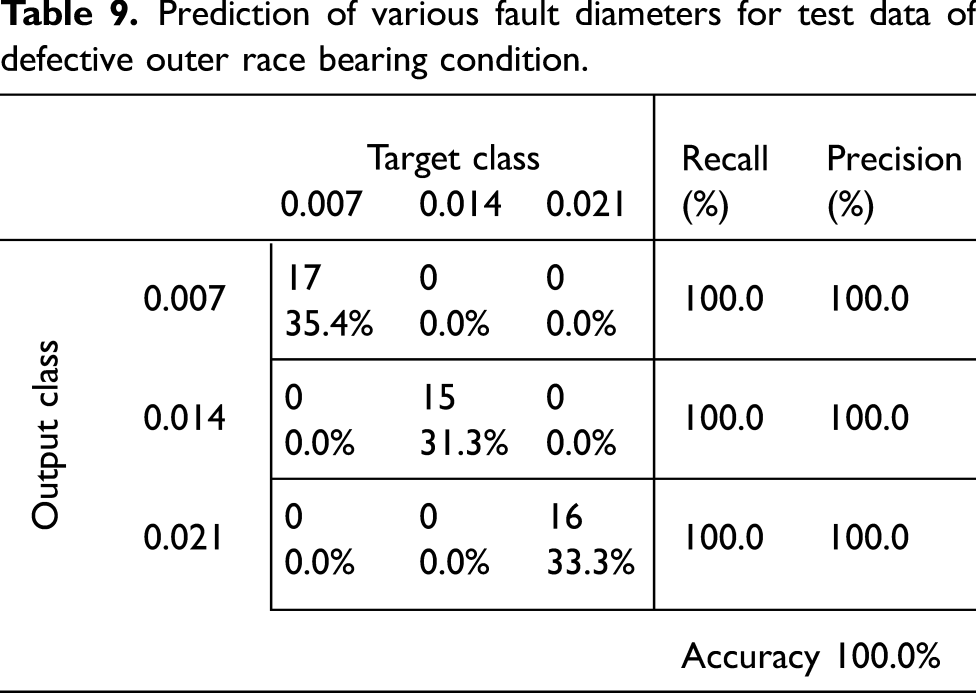
The second phase of the study investigated the estimation of the severity of the faults using the extracted features. If a fault was identified, the severity of the predicted fault, or the amount of degradation, was determined by building an additional linear SVM for each fault. The extracted features, including the PST features and the time-domain statistical features, were used as inputs to an SVM to predict the diameter of the fault (0.007, 0.014, or 0.021). Three SVMs were trained and optimized for each defective bearing condition using 60% of the data set. The other 40% of the data set was used for testing. Classification results are presented by means of confusion matrices in Tables 7–9 and summarized as follows. The classifier was able to predict the diameter of the fault for inner race and outer race bearing conditions with 100% overall accuracy, 100% recall, and 100% precision. The extracted features provided accurate information to predict the level of degradation of bearing with inner race and OR defects. Predicting the level of degradation for B defects was achieved with a virtually perfect overall accuracy for the smaller diameter faults (0.007 in.) and an overall accuracy of 90.0% for the larger diameter faults. The classifier was able to predict the B defect with 0.007 in. fault diameter with 100% recall and 100% precision. However, the classifier incorrectly predicted 3 cases of B defects with 0.014 in. of fault diameter. Prediction of various fault diameters for test data of defective ball bearing condition. Prediction of various fault diameters for test data of defective inner race bearing condition. Prediction of various fault diameters for test data of defective outer race bearing condition.
From the above results, it is evident that the PST method effectively determines the severity level of various bearing defects.
6. Conclusion
The PST family of methods is built on studying the basic nonlinear physics of the system which could have valuable insights. Bearings under various operating conditions including motor load and speed were investigated. The study demonstrates that the PST method, combined with statistical measures, provides rich information about the status of the health of the bearing. Moreover, the results show that the innovative PST procedure has exceptional performance in detecting and identifying faults.
The PST has significant advantages in identifying the level of degradation of the bearing faults for inner race and outer race bearing conditions. For ball bearing defects, the PST achieved a perfect prediction accuracy in identifying the smaller diameter faults (i.e. fault diameter of 0.007 in.) and acceptable accuracy in identifying the larger diameter faults (i.e. fault diameter of 0.014 and 0.021 in.). To improve the accuracy, we plan to explore selecting an optimal feature set for the ball condition using mutual information as a feature ranking technique.
A comparison with the envelope analysis method was performed and discussed in detail. Results show that the PST method performed consistently better than the envelope analysis method. Future work should investigate bearing diagnostics under a variable speed domain, and the PST family of methods should be adapted and validated for transfer learning applications.
Footnotes
Acknowledgements
We thank ONR’s support and are honored by their recognition of the importance of this research, and acknowledge continued support from Capt. Lynn Petersen.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: US Office of Naval Research (Grants No. ONR N0014-15-1-2311 and ONR N00014-19-1-2070).