
Abstract
Enabling high levels of situation awareness (SA) represents an essential design element of a human-centered work environment. SA has been studied extensively in the fields of aviation, power transmission, and transportation but has received much less attention in the manufacturing work environment. In this article, 52 maintenance safety investigations resulting from recordable injuries occurring over a 72-week period in a multinational food manufacturing company are analyzed from a SA perspective. It was found that 20 of these incidents were the result of SA errors while 18 were not; a total of 14 incident investigations did not provide enough detail allowing for an appropriate determination of the incident’s SA-relatedness. We argue that this analysis contributes to a better understanding of the causal factors involved in maintenance safety incidents and subsequently aids researchers and organizations in developing more effective procedural, design, and training modifications.
Introduction
A recent report released by the U.S. Bureau of Labor Statistics (BLS) showed that 2.7 million nonfatal injuries and illnesses occurred in the workplace in 2021. In 2020, 4,764 fatal incidents occurred (United States Department of Labor, 2021a, 2021b). Among the total non-fatal recorded cases, there were 2,110,100 injuries, which are defined as disorders resulting from instantaneous events or exposures. In 2020, the food manufacturing industry had one of the higher recordable incident rates 1 of 5.1 when compared to other industries. Also in 2020, the food manufacturing industry demonstrated a days away from work rate (a statistic often taken as an indicator of incident severity) of 2.5, much higher than the average (United States Department of Labor, 2021c).
Prior Work in Food Manufacturing Safety
Common injuries in food manufacturing include acute strains, lacerations, caught-in incidents, slips, trips, and falls (Hussin et al., 2009; Mansi, 2019). A significant amount of research has been conducted surrounding the primary causes of and corrective measures for repetitive strain injuries (RSIs) (Silverstein & Kalat, 2002). However, significantly less attention has been brought to the study of incidents with more severe and life-altering potential, such as amputations, lacerations, and chemical spills.
Maintenance Safety and Food Manufacturing
There exists a significant body of literature surrounding the unique safety risks posed by industrial maintenance work. Due to the nature of the tasks performed by the industrial maintenance technician, it could be argued that they face a significantly broader and more dangerous array of hazards than the average manager or production worker. Servicing machinery at or near a point of operation, working at heights, performing hot work, completing high voltage electrical work, and entering confined spaces are all activities that a production worker would rarely if ever, do. Depending on their area of specialization, maintenance technicians are much more likely to engage in these higher-risk tasks. Thus, it stands to reason that maintenance workers are much more likely to incur injuries that have a greater probability of fatality or severe injury. This assertion is supported by research surrounding industrial maintenance safety and data from the BLS (Lind & Nenonen, 2008; Mak, 2021).
Situation Awareness and Maintenance Work
Prior Research in SA
The study of SA first gained significant attention in the late 1980s in the aviation and military community, particularly in relation to aircraft UI design. Later on, researchers began to apply the concepts of SA to other fields, such as power generation and delivery, medicine, oil and gas, maritime transportation, traffic engineering, and human-robot interaction (Riley, 2010; Schnieders et al., 2019; Stone et al., 2013, 2019). Comparatively, little work has been published applying the principles of SA research to a general manufacturing setting.
Basic Concepts in SA
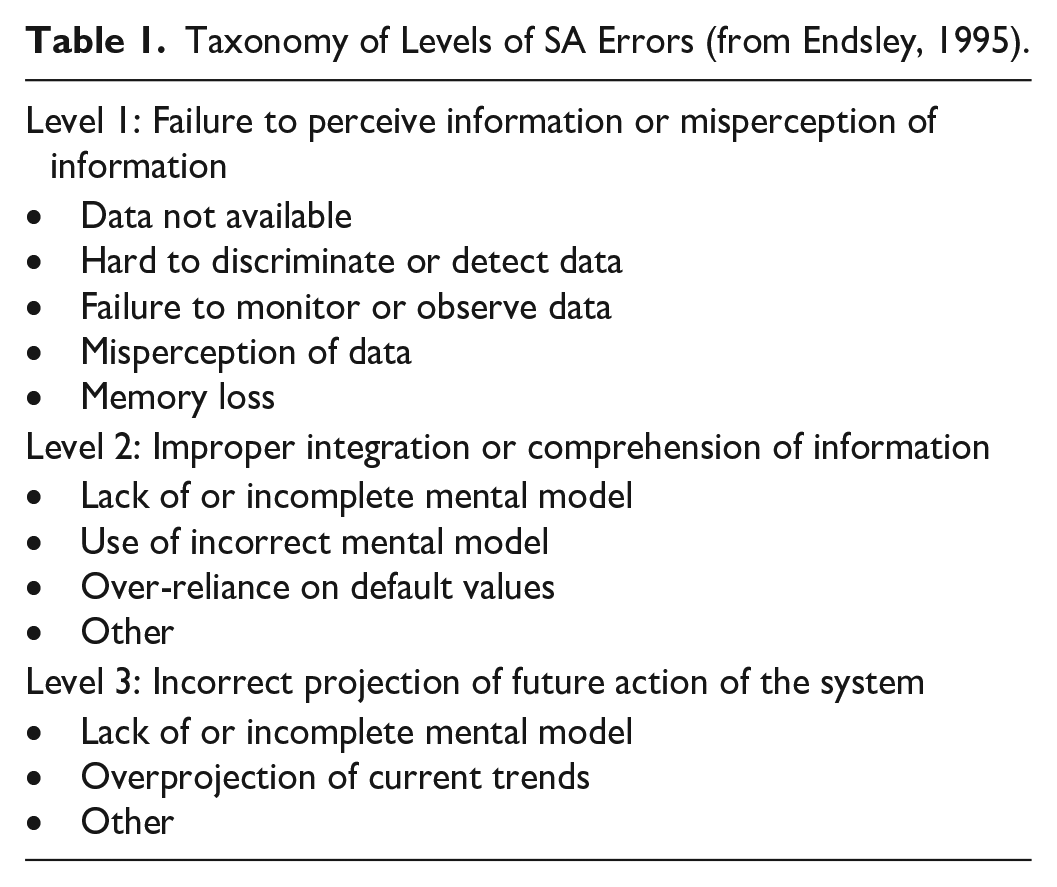
The most commonly accepted definition of SA is: “the perception of the elements in the environment within a volume of time and space, the comprehension of their meaning and the projection of their status in the near future” (Endsley, 2017). As the quote suggests, the three levels of SA are: the perception of relevant elements in the environment (level 1), the comprehension of the meaning of perceived information (level 2), and the projection of the present situation into the future (level 3). SA is mediated by environmental factors, such as automation, workload, system design, system and task complexity, and individual factors, such as training, goals, objectives, and expectations. Endsley developed a taxonomy by which SA errors could be classified, shown below in Table 1 (Endsley, 1995).
Taxonomy of Levels of SA Errors (from Endsley, 1995).
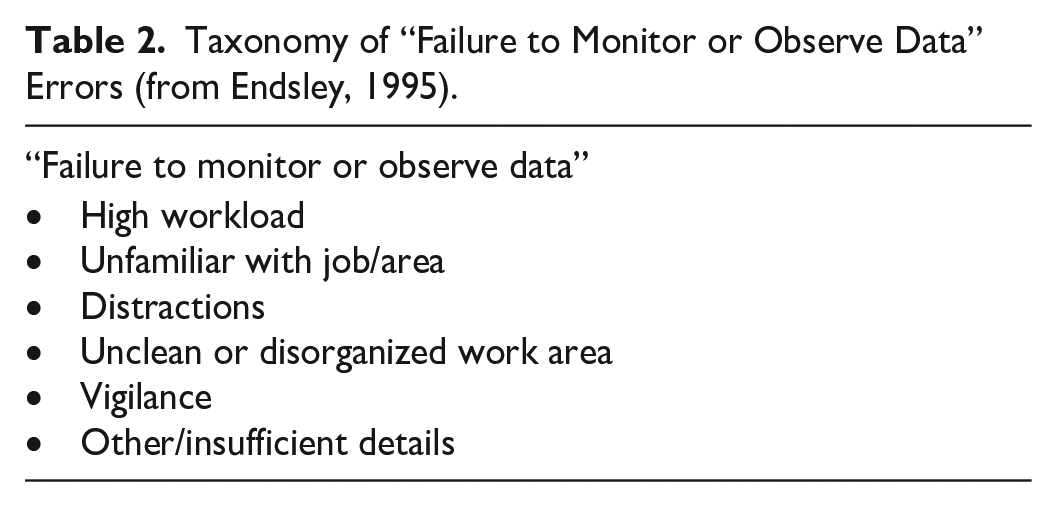
Endsley found that a separate taxonomy for “failure to monitor or observe data” errors was necessary due to the frequent occurrence of this error. A slightly modified version of her original 1995 “failure to monitor or observe data” taxonomy is shown in Table 2. These taxonomies have been used to analyze incident data in the aviation, oil and gas, and maritime transportation industries (Grech et al., 2002; Jones & Endsley, 1996; Sneddon et al., 2006).
Taxonomy of “Failure to Monitor or Observe Data” Errors (from Endsley, 1995).
Prior Research in Maintenance Work and SA
To date, only a small number of publications have been produced exploring the relationship between maintenance work and SA. Endsley and Robertson used a goal-directed task analysis (GDTA) to develop a methodology for examining the SA requirements of maintenance teams; they subsequently developed a training aimed at improving maintenance team SA (Endsley & Robertson, 1996; Robertson & Endsley, 1997). Illankoon et al. (2019) has studied the lockout tagout (LOTO) process (a process which maintenance technician frequently carry out) from a SA perspective. Illankoon et al. used GDTA to analyze the SA requirements of LOTO systems and found that SA interventions can be used to mitigate the risks associated with LOTO. Other work, such as Dhillon and Liu (2006), has surveyed the more general topic of “human error” and its relation to maintenance work. Perhaps the most thorough treatment of SA and possible applications to maintenance activities was presented by Oliveira et al. (2014) and their Conceptual Framework for Situation Awareness in Maintenance (CFSAM). This group synthesized prior work in the field into this framework, which maps the information required by maintenance technicians to safely and effectively perform their job duties.
Scope and Contribution of the Present Study
In this study, we analyze 52 safety investigations of recordable incidents resulting from maintenance work at a large multinational food manufacturer. These incidents all occurred over a 72-week period and were collected from 37 different manufacturing plants, most of which (33 of 37) were “second-level” manufacturing facilities where already-processed ingredients were combined to create a consumer product. Two facilities were “first-level” processing plants, while the other two supported the growth and transportation of live animals. After performing this study, the SA needs of maintenance workers may be better understood, which will allow organizations and researchers to continue formulating more effective procedural, system design, and training modifications.
Method
Each incident investigation form was reviewed, and the incident was classified as “SA-related,” “not SA-related,” or “insufficient details.” Incident investigation forms had an assortment of pre-determined fields where the safety managers at each plant would fill in information relevant to the incident. Generic information related to incident type, the employee’s time on the job, number of hours worked, and incident severity was provided. A few sentences or more were allotted for an incident description, and reenactment photos were required. Fields labeled “contributing causes” and “root cause(s)” were also required.
The initial process of determining SA-relatedness revealed 20 of 52 incidents to be SA-related. A total of 18 incidents were judged as not SA-related, and 14 investigations were found to have insufficient details for determining the incident’s SA-relatedness. The SA errors resulting in each SA-related incident were then analyzed and classified according to their causal factor as given in the taxonomies in Tables 1 and 2. Every incident and error were classified by one rater. A random selection of incidents was presented to one other independent rater for verification; this process resulted in 100% inter-rater reliability for the sampled incidents.
Results
Table 3 shows the classifications of each SA-related error from the 20 SA-related incidents.
Classification of SA Errors of Maintenance Workers in the Food Manufacturing Industry.
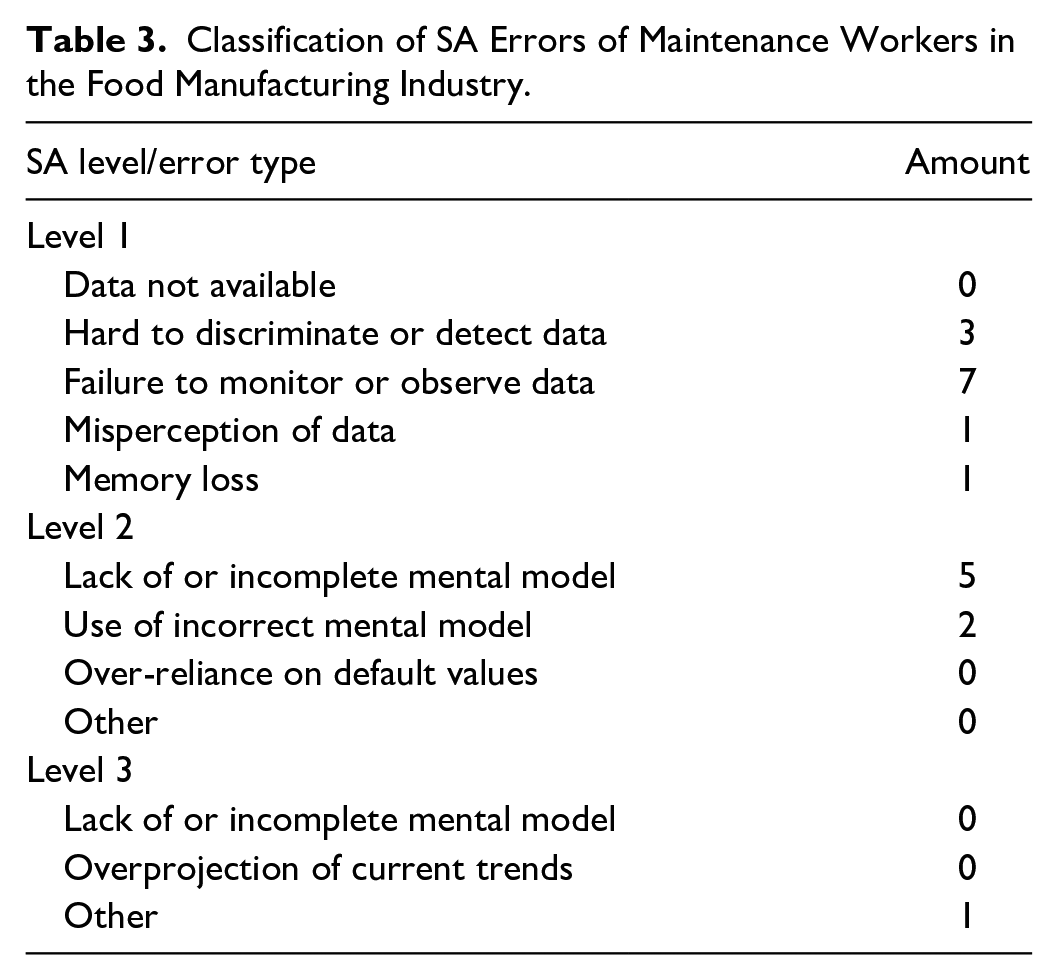
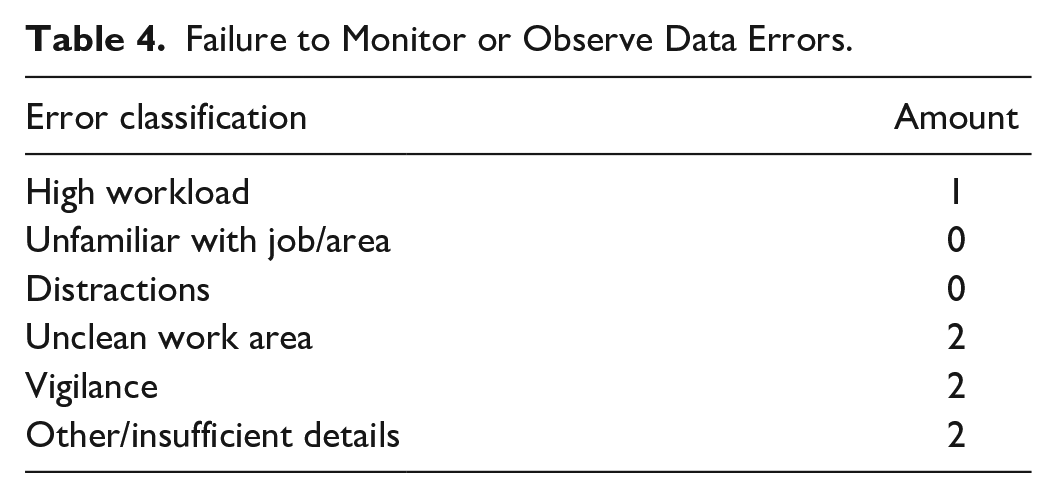
Table 4 shows the classifications of all “failure to monitor or observe data” errors.
Failure to Monitor or Observe Data Errors.
Level 1 Errors
Level 1 SA errors that resulted from a failure to perceive relevant information consisted of 60% (12) of the total SA errors.
Data Not Available
No Level 1 SA errors were due to the complete absence of relevant sensory data.
Hard to Discriminate or Detect Data
A total of 15% (3) of the total SA errors occurred because relevant sensory information was difficult to detect. For example, in one case, a maintenance technician was using a circular saw; dust produced by the saw occluded the technician’s vision and guideline and, while attempting to clear the dust with their finger, the technician lacerated their fingertip.
Failure to Monitor or Observe Data
This error type accounted for 35% (7) of all SA errors, the greatest share of any error type. In these cases, the maintenance technician did not perceive sensory data that was clearly present. Four of these incidents involve suffering from a slip, trip, or fall due to an unseen object. Another example from this error type would be an employee who reached for a tool lying next to an exposed conveyer belt. The employee was not watching where they were reaching, and their fingertip got caught in the belt, resulting in an avulsion. No particular classification under the “failure to monitor or observe data” taxonomy appeared to be the most common, with “unclean work area,” “vigilance,” and “other/insufficient details” all presenting themselves as the root cause of two SA errors each for this error type.
Misperception of Data
In only one incident (5% of cases), a misperception of sensory data resulted in an incident. In this singular case, a maintenance technician misperceived the force required to manipulate an exposed blade and cut their hand. This might have also been considered a Level 2 comprehension error (lack of or incomplete mental model) due to the fact that the technician lacked the training to deal with the machinery involved in this incident. However, in alignment with prior similar research, SA errors that fit into more than one category at different SA levels were coded at the lowest level error in the taxonomy (Jones & Endsley, 1996).
Memory Loss
One incident was the result of a SA error related to memory loss. In this case, the employee tripped over an object they had identified and consciously avoided less only a few minutes prior.
Level 2 Errors
Level 2 SA errors were when maintenance technicians did not properly synthesize and prioritize perceived sensory information accurately. Level 2 errors consisted of 35% (7) of total SA errors in this study.
Lack of or Incomplete Mental Model
Most Level 2 SA errors, totaling 25% (5) of total SA errors in this study, resulted from the technician not being entirely familiar with a work process or with a particular piece of equipment. In these cases, the technician had often not yet received the appropriate training. Three examples include using a table saw, hand grinder, and vent gun (a specialized piece of equipment with a circular rotating blade at the end) without the requisite training or education. The two other instances of this error involve either performing a non-routine task or performing a task without wearing the requisite PPE.
Use of Incorrect Mental Model
In two cases (10% of total errors), an SA error resulted from using an incorrect mental model. In these two cases, the maintenance technician was completing the job as they were trained to do. However, the standardized work in these instances was misleading and compelled the technicians to take the course of action that led up to the incident.
Over-Reliance on Default Values
No Level 2 SA errors were due to this error type.
Other
No Level 2 SA errors were due to this error type.
Level 3 Errors
Lack of or Incomplete Mental Model
No Level 3 projection errors were due to the lack of or incomplete mental model.
Overprojection
No Level 3 SA errors were due to this error type.
Other
One SA error was coded in this category. In this incident, the technician was applying a significant amount of force to a wrench when their hand slipped and struck the exposed blade of the dicer they were working on. This was coded as a projection error because the technician, despite significant experience and proper training, failed to predict the hazard of applying such force when completing the task.
Discussion
SA in Maintenance Work
SA errors played a role in 38.5% (20) of the 52 incidents analyzed and classified. A total of 34.6% (18) of incidents were found to be not related to SA errors. In comparison, 26.9% (14) of incident investigations were classified as insufficiently detailed to allow for an accurate determination of SA-relatedness. The majority of SA errors resulting in incidents were Level 1 errors (60% of SA errors), followed by Levels 2 (35%) and 3 (5%) errors. With a total of seven instances, the most common error type was “failure to monitor or observe data” (Level 1), followed by “lack of or incomplete mental model” (Level 2) with five instances.
This work contributes to the existing body of literature by demonstrating that SA errors are a significant cause of workplace injury amongst maintenance technicians. Much of the prior research relating to SA-oriented design has focused on optimizing human-system functioning in the air traffic control or airplane cockpit design arena (Endsley & Jones, 2012). Future research should focus on determining which principles of SA design are most applicable to the maintenance technician and how machinery UI, trainings and orientations, and the general industrial environment could be better optimized to provide for their SA needs.
Conclusions
This study demonstrates the frequencies at which SA-related incidents occur amongst maintenance workers in the food manufacturing industry. Owing to the similarity of maintenance work across industries, this data may represent a broader picture of industrial maintenance technicians’ SA needs and SA deficiencies.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.