
Abstract
Manufacturing organisations face pressure to develop effective engineering solutions while maintaining their competitiveness in rapidly evolving markets. This challenge necessitates product development approaches that balance rigorous knowledge-driven methodswith responsive adaptation to changing requirements. This research presents an empirical application of the Lean and Agile Model for Product Development (LAMPD) in a manufacturing environment, addressing critical gaps in integrated methodologies for hardware contexts. LAMPD was implemented through a 4-month case study at Atlas Copco Henrob, a UK manufacturer of self-piercing riveting systems, focusing on enhancing a rivet feeder system used in automotive manufacturing that had not previously undergone dedicated design optimisation. The research aimed to document LAMPD implementation processes, determine its impact on design efficiency, identify process benefits and challenges, and explore implications for manufacturing product development practices. The LAMPD framework systematically integrated Set-Based Concurrent Engineering principles with Agile methodologies including Scrum ceremonies and Kanban visualisation techniques across three development phases: Project Definition, Project Feasibility, and Project Realisation. The integrated approach facilitated evidence-based decision-making, which resulted in a 53% component reduction, eliminated two sensors from the original design, and improved system reliability by reducing false readings from 12% to near zero principally through the rigorous application of SBCE methodology combined with continuous integration cycles. Challenges identified included harmonising sprint cadences with traditional phase boundaries and balancing multiple methodological frameworks without compromising their individual strengths. Despite these implementation complexities, the research demonstrates that combining Lean knowledge management principles with Agile responsiveness creates substantial value in manufacturing product development. The LAMPD model provides organisations with practical mechanisms to enhance both design efficiency and process adaptability, contributing to theory and practice by showing how integrated approaches can significantly improve product development outcomes in hardware manufacturing contexts.
Keywords
Introduction
Manufacturing organisations face increasing pressure to develop effective and economical engineering solutions while maintaining competitiveness in rapidly evolving markets (Blais et al., 2023; Civelek et al., 2023). This dual challenge requires product development (PD) approaches that balance rigorous front-loaded knowledge management with responsive adaptation to changing requirements. Two influential methodologies that address these needs are Lean Product Development (Lean PD) and Agile Product Development (Agile PD). While both seek to maximise efficiency and value creation, they traditionally operate under differing philosophies: Lean PD emphasises structured analysis and early learning, while Agile PD prioritises rapid iteration and adaptive response. This distinction introduces a central tension: Lean emphasises early, detailed planning and knowledge generation (often associated with front-loading), while Agile focuses on responsive adaptation. Integrating these approaches is thus a non-trivial challenge.
Lean PD, derived from Toyota’s manufacturing principles, has demonstrated effectiveness as a knowledge-driven approach for forward-thinking companies (Al-Ashaab et al., 2021; Spinelli et al., 2022). Its exploration of design alternatives through Set-Based Concurrent Engineering (SBCE) increases confidence in design decisions and yields cost and time benefits, reducing rework, warranty, and material costs (Khan et al., 2013; Rismiller et al., 2023). Our research team has observed these outcomes across PD transformations in organisations producing complex electro-mechanical systems, confirming the value of comprehensive early design analysis.
However, early analysis can yield diminishing returns in contexts involving highly complex products and services. Many organisations in such environments have adopted Agile approaches to PD, attracted by the benefits of structured iterations, frequent customer feedback, and flexibility to incorporate evolving requirements (Scharold and Paetzold-Byhain 2024; Weichbroth 2022). Therefore, practitioners should view the value of integrating the Lean PD and Agile PD approaches to develop innovative product. To empirically demonstrate the value and feasibility of resolving this tension in hardware contexts, theauthors, developed a Lean and Agile Model for Product Development (LAMPD) that systematically integrates and unifies these methodologies. The theoretical foundation and validation are presented in our companion paper (Fargher, G et al., 2025), which provides the comprehensive theoretical grounding for this empirical application.. This paper presents a detailed case study documenting LAMPD’s practical implementation to enhance a rivet feeder system in collaboration with Atlas Copco Henrob, a manufacturer of self-piercing rivets for automotive applications: (1) To empirically document the application of the LAMPD Process Model in a manufacturing environment, providing a detailed account of implementation activities, challenges, and adaptations. (2) To evaluate the impact of the LAMPD approach on design outcomes, measuring improvements in efficiency (resource utilisation), effectiveness (performance), and economy (cost) compared to previous methods. (3) To identify specific effects on development processes and management practices, including changes to decision-making frameworks, team dynamics, and knowledge management processes. (4) To determine the broader implications for PD practice by analysing the challenges encountered, lessons learned, and potential for generalisation across manufacturing contexts.
This research contributes to theory and practice by providing empirical evidence of how a structured yet flexible approach combining Lean with Agile responsiveness can significantly improve product design and development processes in manufacturing contexts.
The remainder of this paper is organised as follows. The research methodology is first described, outlining the approach used to implement and evaluate the LAMPD Process Model. This is followed by a review of related research on Lean and Agile product development, identifying the theoretical gap addressed by this case study. An overview of the LAMPD Process Model and its key components is then provided. The case study is subsequently presented, including the organisational context, implementation approach, and results. The discussion section examines the key findings, challenges encountered, and lessons learned. The paper concludes by outlining implications for practice, limitations of the study, and directions for future research.
Research methodology
This research employed a systematic qualitative methodology following Yin’s (2018) embedded single-case design approach with data triangulation from multiple sources to ensure comprehensive validation. The methodology was structured around six sequential phases designed to comprehensively evaluate the LAMPD model’s implementation in a manufacturing context: (1) Theoretical Foundation Development: We conducted a structured literature review to establish the state-of-the-art principles across Lean PD, SBCE, and Agile hardware development approaches. This review informed our theoretical framework and provided the conceptual foundation for the case study design (Blessing and Chakrabarti 2009; Eckert et al., 2019). (2) Current State Analysis: We systematically decomposed Atlas Copco Henrob’s existing Stage-Gate model, identifying specific activities, inputs, outputs, decision points, and stakeholder interactions. This analysis established the baseline for improvement and provided essential context for the case study implementation. (3) Integration Planning: We created a detailed mapping between the Company’s Stage-Gate PD process and Khan’s (2012) SBCE process model to transform the current PD process into a LeanPD environment. The transformation approach focused on systematically integrating SBCE principles within existing governance frameworks through structured workshops and integration matrices (4) Harmonisation Strategy Development: We developed a model for incorporating Agile Principles, Scrum practices, and Kanban visualisation systems at strategic points within the integrated process model to enhance responsiveness and development speed. (5) Implementation and Data Collection: We implemented the LAMPD model through a controlled case study on an active PD project over 4 months. Data collection employed four primary methods: document analysis of Company PD documentation, templates, and technical specifications; observation of development sessions and team interactions; structured and semi-structured meetings with the development team; and simulation and modelling of design alternatives. Qualitative data validity was rigorously managed through triangulation across these four sources. Furthermore, observations and interview notes were subject to coding and iterative member-checking with key development team members to ensure empirical findings accurately reflected in-situ organisational dynamics. (6) Evaluation Framework Application: We established and measured tangible benefits of the LAMPD model implementation using quantitative metrics (component reduction, manufacturing complexity reduction, reliability improvements) and qualitative assessments from team members and stakeholders.
Related literature: Lean and agile product development
Despite distinct origins, Lean and Agile methodologies share common efficiency and value creation goals (Granato et al., 2022). However, they differ fundamentally in their approaches: Lean PD prioritises systematic design space exploration through structured analysis (Khan et al., 2013), whilst Agile emphasises rapid iteration and adaptive responses to change through time-boxed iterations and close customer collaboration (Beck et al., 2001; Gren and Lenberg, 2020). Lean PD has demonstrated considerable effectiveness in hardware development contexts (Battistella et al., 2023), whereas Agile methodologies have achieved comparable success primarily in software development environments (Palsodkar et al., 2023; Silvério et al., 2020). This traditional domain separation creates challenges when organisations attempt to leverage both methodologies simultaneously.
Agile in hardware product development
Several researchers have explored applying Agile principles to hardware development contexts. Albers et al. (2020) proposed a nine-principle Agile System Design framework specifically addressing limitations in applying traditional Agile approaches to physical PD. Their work includes establishing shared understanding, addressing time and physical constraints, and navigating organisational change. Similarly, Glazkova et al. (2019) proposed a six-phase PD process for medical devices that selectively deploys Lean and Agile techniques at each process stage. Recent empirical studies have strengthened this foundation by documenting the practical challenges and benefits of agile implementation in physical product contexts. Combined hardware-software development projects present three key challenges specific to agile application in hardware environments, though practical adjustments can enhance success rates (Drutchas and Eppinger, 2022). Agility in hardware contexts proves more complex than simply adopting fast-paced development practices, requiring instead a quality-driven approach for core components alongside frequent user testing (Berg et al., 2020). Whilst scaled agile has succeeded in software, significant differences emerge in hardware contexts - particularly around synchronisation, coordination, and resource allocation across organisational units (Michalides et al., 2023). Persistent challenges including physical constraints, organisational inertia, and cultural resistance continue to complicate agile adoption in hardware development (Müller et al., 2024).
Despite these theoretical advances, a significant gap persists in documented case studies demonstrating practical implementation of integrated Lean-Agile approaches in hardware PD environments. Whilst several conceptual frameworks have been proposed, empirical evidence of their applications, particularly in traditional manufacturing contexts, remains limited (Albers et al., 2020; Godbole et al., 2019; Glazkova et al., 2019; Drutchas and Eppinger, 2022; Berg et al., 2020; Michalides et al., 2023; Müller et al., 2024).
Overview of LeanPD\SBCE
The literature emphasises on the importance of set-based concurrent engineering (SBCE) within the lean product development (LeanPD) application (Kennedy et al., 2008; Khan et al., 2013; Levandowski et al., 2014; Sobek et al., 1999; Toche et al., 2020). This is because SBCE represents the definition of the process that will be followed to develop a product. It focuses on value creation, provision of a “knowledge environment”, continuous improvement and SBCE process that encourage innovation and collaboration. LeanPD provides a process model and associated tools that consider the entire product life cycle. It provides knowledge-based user-centric design and a development environment to support value creation to the customers in terms of innovation and customisation, and quality as well as sustainable and affordable products.
Several studies developed a different LeanPD framework (Anand and Kodali, 2008; Hoppmann et al., 2011; Wang et al., 2011). All the developed frameworks have been graphically represented in the form of tables based on the review of other LeanPD and product development literature. The researchers of these LeanPD frameworks have appreciated the foundation of LeanPD to be the Toyota product development system (TPDS). They incorporated some elements of TPDS into the five lean principles from [68] which are combined with ideas from traditional product development to formulate their frameworks. Nevertheless, limited applications of SBCE are documented in detail [21]; (Toche et al., 2020). Sobek et al. (1999) describes SBCE as a process of reasoning, developing, and communicating a set of solutions in parallel. As the design progresses, the set is gradually narrowed down the gained knowledge. [42] stressed that SBCE, thoroughly, explores alternative solutions until there is maximum “design space”.
Lean-agile integration
A relatively robust literature exists regarding LeanPD/SBCE. Toche et al. (2020) conducted a comprehensive review of set-based design literature, finding that whilst SBD has relatively low theoretical development, methodologies for practical SBCE implementation require better understanding, with limited holistic models that effectively integrate people, product, and process elements in traditional industrial contexts. Early foundational work on Concurrent Engineering established the importance of integrating product and process development across the life cycle to improve design efficiency and responsiveness (Prasad, 1996a, 1997). Cukor Kirinić and Hegedić (2023) analysed 85 publications from 2011 to 2022, identifying trends towards the synergy of LeanPD with sustainability, Industry 4.0, and digitalisation, which suggests increasing relevance for integrated approaches that leverage both lean methodologies and agile responsiveness in hardware development. Furthermore, research on Lean in engineering contexts emphasises that maturity depends heavily on structured information and process structuring, rather than simply tool adoption (Silvério et al. 2020a, 2020b), confirming the necessity of a systematic process like LAMPD to successfully embed Lean knowledge principles.
Addressing this gap, LAMPD specifically targets integration challenges in physical PD environments characterised by heightened variability and extended development cycles (De Toledo et al., 2023; Varl et al., 2020). By combining Lean’s structured exploration with Agile’s adaptive principles, LAMPD enables organisations to benefit from systematic design space analysis whilst maintaining the responsiveness and continuous improvement cycles essential for managing evolving requirements. The literature review reveals that whilst several attempts have been made to utilize SBCE (Al-Ashaab et al., 2013; Ammar et al., 2019), these efforts remain anchored in its principles rather than offering actionable frameworks.
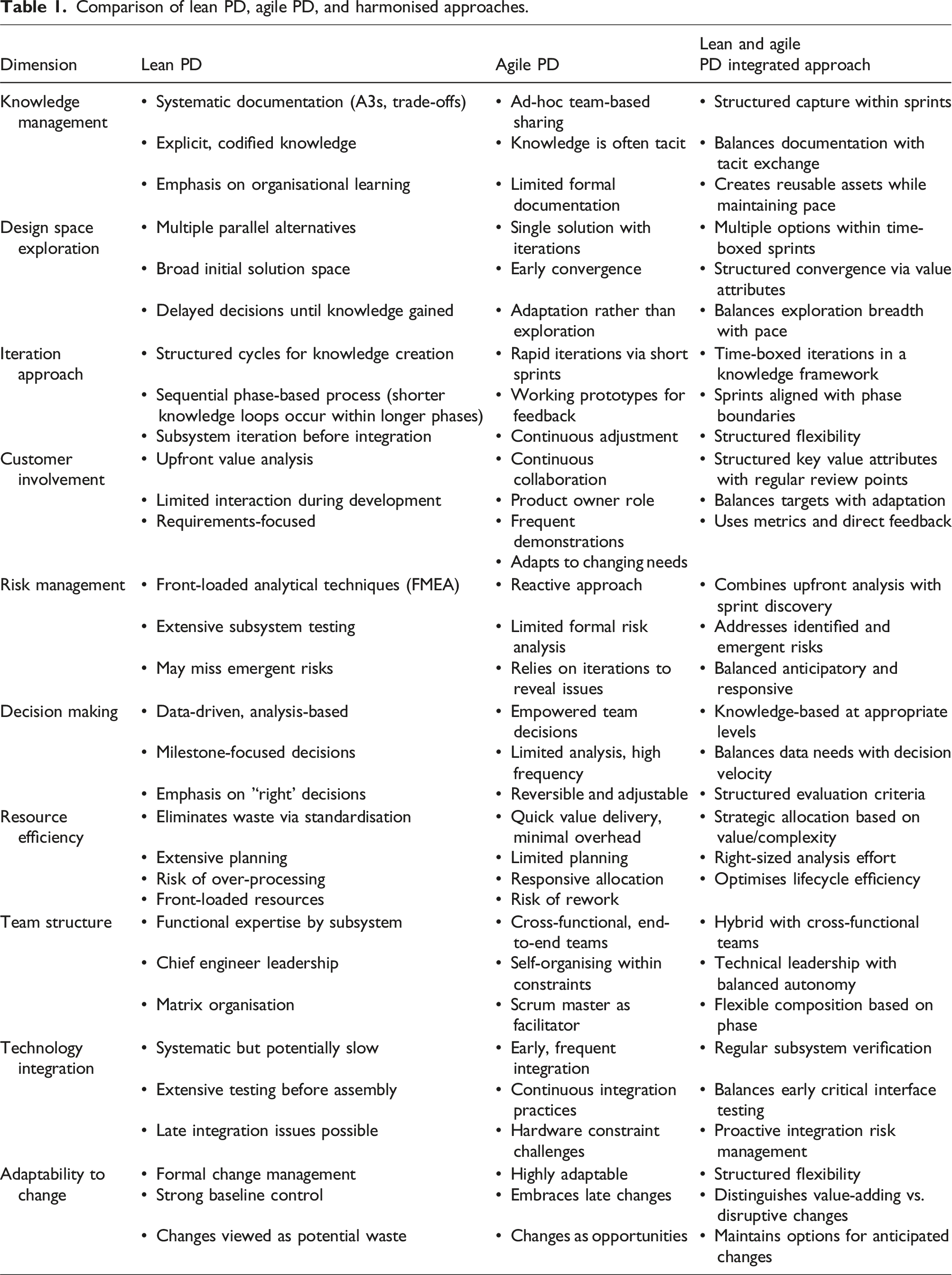
Comparison of lean PD, agile PD, and harmonised approaches.
Overview of the LAMPD process model
The LAMPD strategically integrates Lean PD and Agile PD approaches within a structured Stage-Gate model. This integration creates a harmonised system that organises inputs, tasks, and outputs while seeking to mitigate conflicts typically arising from their concurrent application in hardware development contexts.
Development approach
The LAMPD Process Model was developed through three stages: (1) Company Engagement, identifying challenges at Atlas Copco Henrob; (2) PD Model Integration, mapping the Company’s Stage-Gate PD process to Khan’s (2012) SBCE model; and (3) Lean-Agile Harmonisation, introducing Scrum, Kanban, and Agile Principles to create a structured yet flexible model.
LAMPD derivation and structure
Building upon this foundation, the LAMPD Process Model is structured around three primary stages (Figure 1) - Project Definition, Project Feasibility, and Project Realisation - each integrating elements from both Lean PD and Agile methodologies. The modular structure of LAMPD, which decomposes product development into value-driven stages and iteratively integrates subsystem-level knowledge, aligns with the foundational principles of Concurrent Engineering proposed by Prasad (1996a; 1996b). Aligning company stage-gate PD process stages with Lean-PD (SBCE) process model phases.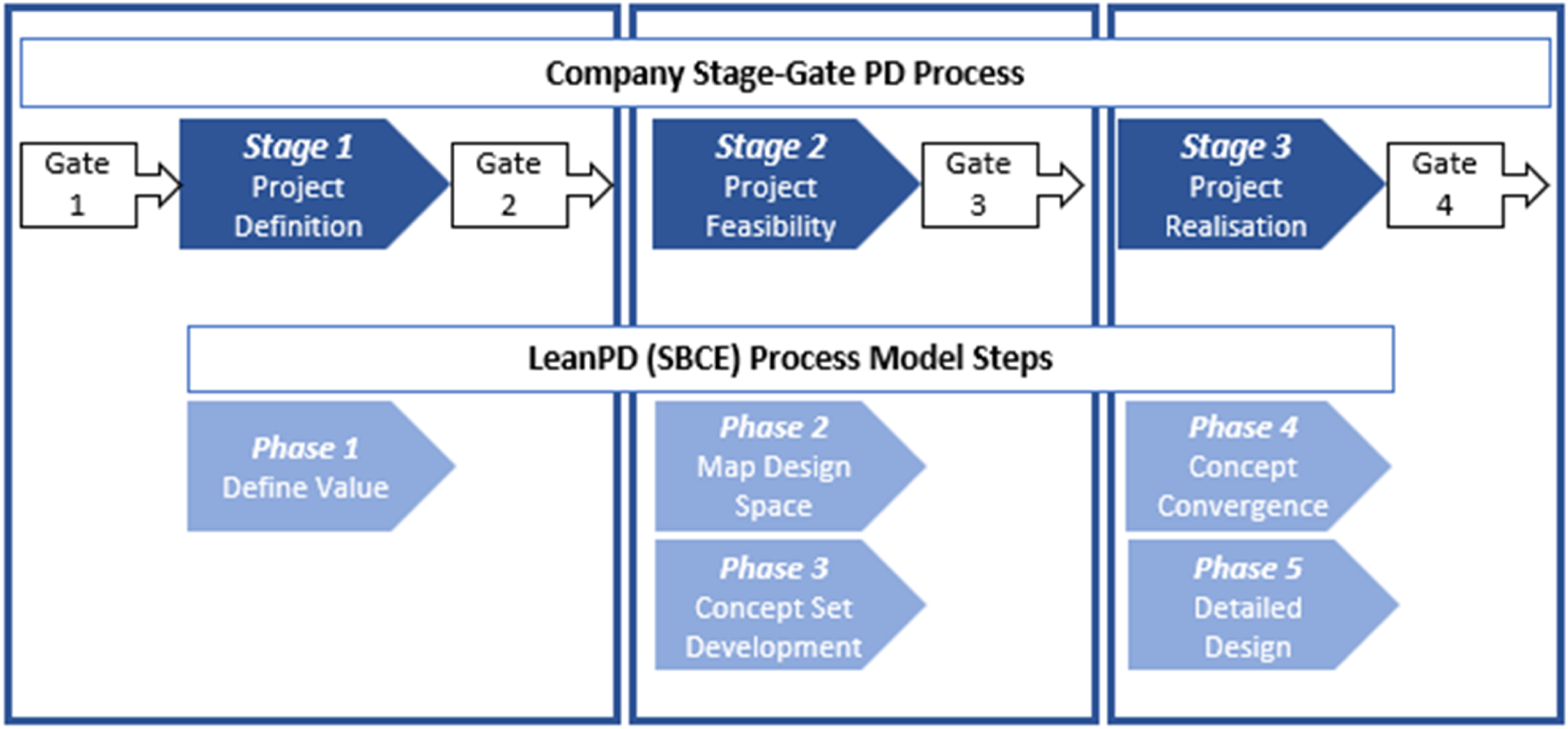
Figure 2 illustrates the initial integration of Atlas Copco’s current PD practices with Khan’s SBCE process model. The Figure demonstrates how the Company’s first PD process stage, ‘Project Definition,’ (2A) aligns with SBCE’s ‘Define Value’ phase (2B), resulting in the harmonised Atlas Copco Lean PD Stage 1: Project definition (2C), Stage 2: Lean-Agile PD Process Model: Project Feasibility (2D) and Stage 3: Lean-Agile PD Process Model: Project Realisation (2E). The new LeanPD model follows SBCE phases with detailed activities designed to deliver necessary outcomes for the design review stages. For example, SBCE activity 1.2 ‘Explore Customer Value’ was decomposed into four sub-activities: B1 Identify General Product Value Attributes, B2 Categorise Product Value Attributes, B3 Weight Key-Value Attributes which are the essential, quantifiable features of a system or product that directly define its value from the perspective of the consumer and other stakeholders, and B4 Define System Targets. Activities preserved from the company’s existing Stage-Gate process (white blocks) were deemed necessary for corporate governance, ensuring organisational compliance and maintaining the necessary stability for Lean’s long-term knowledge-building infrastructure. Activities highlighted in blue shading represent SBCE best practices. Similarly, the Project Feasibility and Project Realisation stages were transformed into the LeanPD environment following the same systematic integration approach. LAMPD process model: Project definition stage, project feasibility stage and project realisation stage. Integrating stage 1 of Atlas Copco’s current stage-gate PD process model (project definition) and Phase 1 of the SBCE model (define value).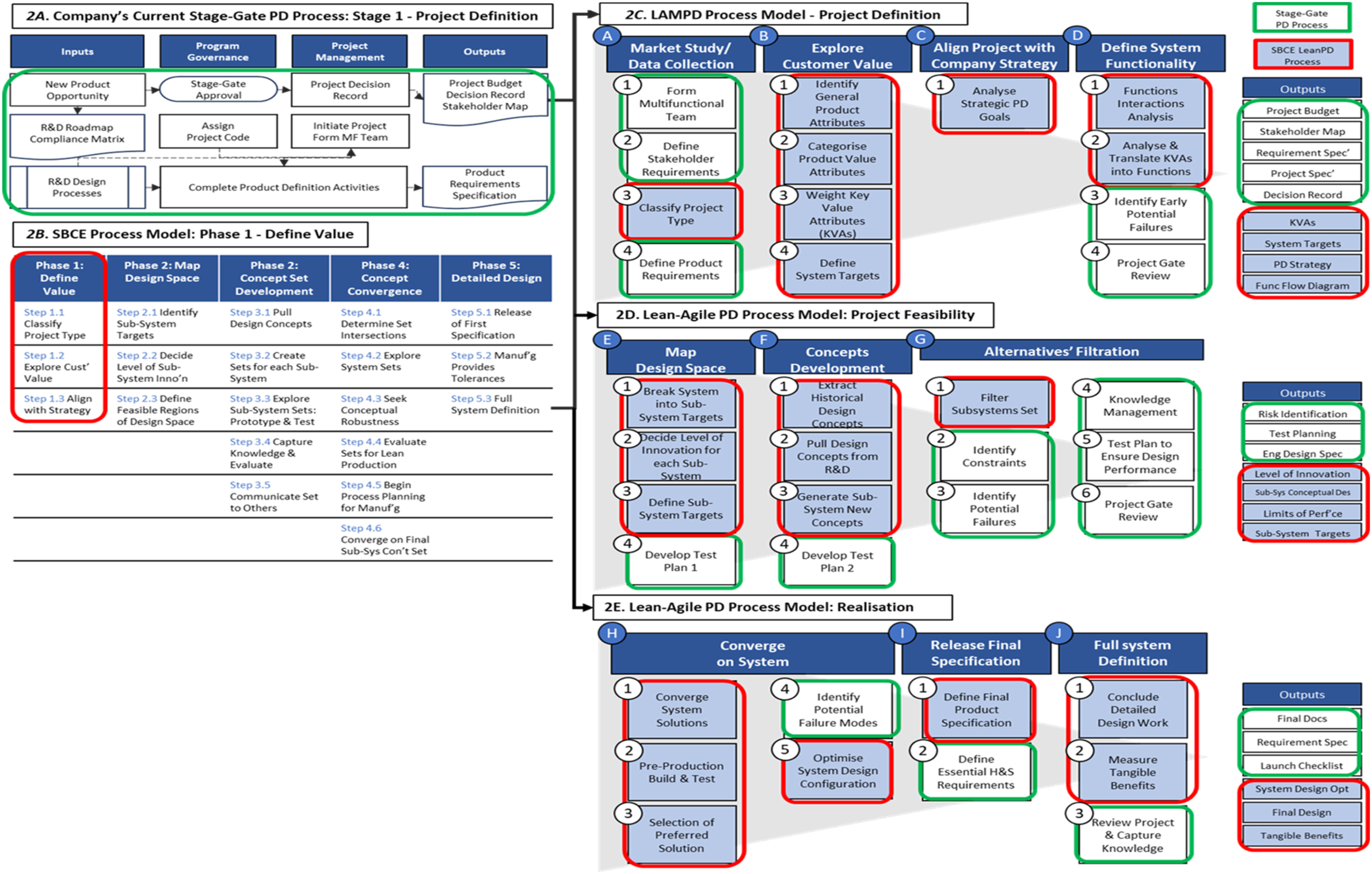
Stage 1: LAMPD process model - Project definition
The LAMPD Process Model Project definition stage is the initial step that aligns the Company’s ‘Project Definition’ stage with SBCE’s ‘Define Value’ phase and focuses on establishing scope, requirements, and functional outcomes. It comprises four key phases, as follows: (1) Market Study/Data Collection (A1-A4): Form cross-functional teams, define stakeholder requirements, and classify project types. Uses a Kanban-based approach for product prioritisation. (2) Explore Customer Value (B1-B4): Identifies general product value attributes, classifies and prioritises them using weighted criteria and establishes tangible system targets aligned with customer expectations. (3) Align Product with Company Strategy (C1): Evaluates alignment with the firm’s long-term goals and examines how the PD process enhances company capabilities and stakeholder relationships. (4) Define System Functionality (D1-D4): Translates customer value into key-value attributes, converts these into functional requirements, and analyses interactions between functions at system, subsystem, and component levels through functional flow diagrams.
The primary outputs from this stage include project and requirements specifications that define customer value creation and clarify departmental roles. A formal gate review assesses these outputs before proceeding to the next phase.
Stage 2: LAMPD process model - Project feasibility
The second stage integrates the Company’s existing ‘Project Feasibility’ stage with SBCE’s ‘Map Design Space’ and ‘Concept Set Development’ phases. This step focuses on generating and evaluating alternative design solutions for the identified sub-assemblies through three phases: (1) Map Design Space (E1-E4): Applies systems engineering principles to decompose the overall system into subsystems and sub-assemblies. Components are categorised on a predefined innovation scale, and specific, measurable targets are established for subsystems under active development. The Functional Flow Diagram (Figure 6) was developed collaboratively by the cross-functional team, drawing on expert interviews and operational data to ensure the subsequent system decomposition and target setting (E1–E4) were based on shared, accurate process knowledge, fulfilling the SBCE requirement for cross-functional knowledge input at this stage. (2) Concepts Development (F1–F4): Considers historical concepts from relevant previous projects and newly developed ideas. These are evaluated against defined targets, and a new set of subsystem concepts is generated for assessment. (3) Alternatives Filtration (G1–G6): Filters candidate designs against previously identified key value attributes (KVAs) while applying design and operational constraints. This critical activity avoids premature rationalisation that could limit innovation potential. Knowledge was continuously captured and categorised throughout this step.
The output is a comprehensive engineering design specification that communicates tangible design sets to stakeholders and enables evaluation against the KVAs identified in the Project definition stage.
Phase 3: LAMPD process model - Project realisation
In the final stage, the ’Company’s Project Realisation stage is integrated with SBCE’s ‘Concept Convergence’ and ‘Detailed Design’ phases. In this step, the subsystems proposed in Project Feasibility are further refined, evaluated against the criteria, and merged to propose an optimised whole-product solution. (1) Converge on System (H1–H5): Involves extensive integration of the product’s subsystems into potential configurations, evaluating these combinations against cost, quality, feasibility, risk, and performance criteria and testing preferred groupings. (2) Release Final Specification (I1–I2): Formally documents the product’s design specification after reaching a consensus on the final design, avoiding premature declaration that could lead to costly modifications. (3) Full System definition (J1–J3): Finalises the system definition after obtaining approval from operations, procurement, and quality teams, allowing further refinement, validation, and qualification of design solutions for release.
The outputs include the final specification, project benefits summary, and launch checklist. A final gate review permits the selected design to proceed to production.
Agile integration
With Stage-Gate and LeanPD approaches integrated, the next step in developing the LAMPD was to incorporate three complementary Agile elements, each serving distinct but interconnected roles.
Scrum as governance framework
The Scrum framework is the primary governance mechanism underpinning delivery cadence across all three LAMPD phases. Scrum provides a time-bounded structure as the coordinating framework through sprint cycles, reviews, and retrospectives. This rhythmic cadence helps maintain consistent progress, despite the longer lead times typically required for physical prototyping and testing in hardware development. Within each phase, the totality of activities forms a Product Backlog. When planning each sprint, the team pulls prioritised tasks to create a Sprint Backlog with a specific goal for a time-boxed period. At each sprint’s end, a review assesses the value added and allows stakeholders to provide feedback, followed by a sprint retrospective to identify improvements for future ones. This is followed by a sprint retrospective to facilitate organisational learning and root cause identification (Kaizen), enabling continuous refinement of the PD process itself.
Kanban for prioritisation, visualisation, and work management
Kanban methods serve three specific purposes within LAMPD: facilitating product prioritisation through cross-functional evaluation against company vision; visualising design sets and knowledge flows to make complex SBCE activities transparent across functional boundaries; and preventing team overloading through work-in-progress limits while maintaining the breadth of exploration required in set-based design.
Agile principles as mindset and cultural drivers
The 12 Agile Principles are selectively harmonised with specific steps within each LAMPD stage, serving as the philosophical foundation governing the development approach, team interactions, and organisational culture. Rather than procedural elements, these principles drive the mindset transformation necessary for successful implementation, encouraging adaptability, customer focus, and continuous improvement, essential cultural shifts for organisations transitioning from traditional development approaches.
Conceptual integration: Bridging exploration and convergence
The effectiveness of the LAMPD model relies on the interplay between its components. SBCE encourages the disciplined mechanism for parallel design space exploration and systematic risk reduction. Simultaneously, the elements from Agile - time-boxed constraints, frequent feedback cycles (Sprint Review/Retrospective), and visualisation tools (Kanban) - provides the development rhythm to drive convergence, mitigate analysis paralysis, and ensure early, continuous stakeholder involvement. This dynamic creates a structured yet balanced tension between exploration and urgency that is crucial for accelerating decision-making in complex hardware PD environments.
LAMPD final model
Figure 3 depicts how Scrum, Kanban, Stage-Gate, and SBCE methodologies are synthesised within the LAMPD model’s Product Definition phase. All activities across the three stages of the Model form the Product Backlog per Scrum methodology, starting with Stage 1 and evolving through stage transitions. The implementation process begins when the team extracts prioritised tasks from the Product Backlog (1) to create the Stage Product Backlog (2) (indicated by the red box), defines a specific goal for the Sprint duration (3), and generates Sprint Backlogs (4) (marked by green boxes). The Figure shows a Stage Product Backlog connecting to three consecutive Sprint Backlogs (A1–A4, B1–B4, and C1–D4). Throughout implementation, the Scrum framework coordinates development work (5), establishing rhythmic patterns for daily teamwork and progress monitoring. At the same time, Agile Principles (6) influence team perspectives and methods, and Kanban’s work-in-progress constraints (7) maintain focus on priority tasks while preventing resource overextension. Harmonisation of Kanban, Scrum, and Agile principles and Artefacts into the project definition stage of the LAMPD process model.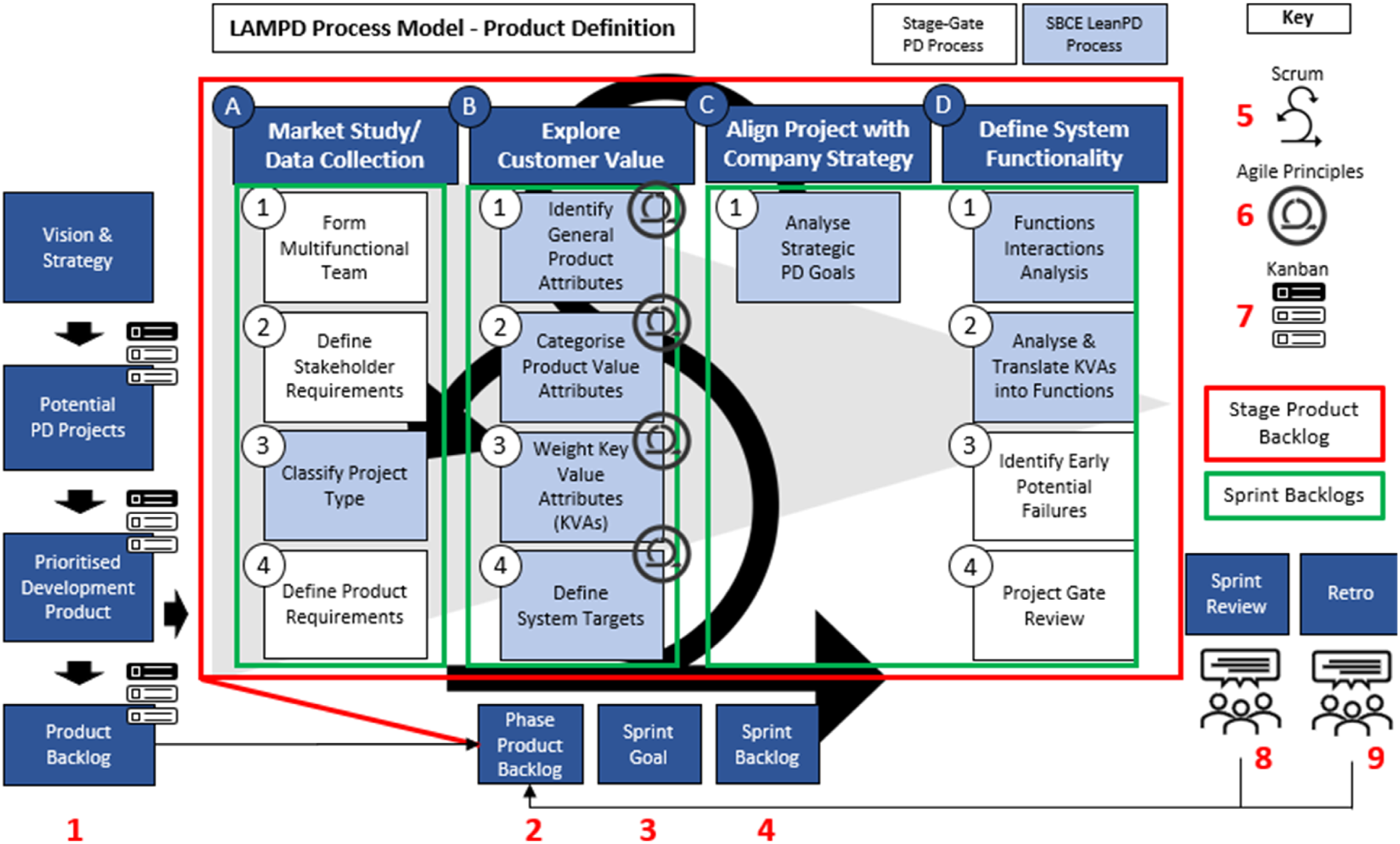
A review is conducted at each Sprint’s end to assess the value added and allow stakeholders to provide feedback (8). Following this, a sprint retrospective identifies ways to improve future sprints and development direction (9). This cyclical approach helps continuously refine the product and PD process until all tasks are completed. At this point, a gate review transitions the project to the next LAMPD phase. This integrated approach enables teams to experience the benefits of both methodologies while maintaining a structured yet flexible development process.
Theoretical foundations and harmonisation approach
The LAMPD model addresses critical hardware PD tensions by integrating complementary aspects of both methodologies. It combines SBCE’s systematic documentation with Agile’s collaborative knowledge sharing, creating structured capture mechanisms within sprint cycles. The model maintains parallel exploration of multiple design alternatives while introducing time constraints and prioritisation from Agile for timely convergence. Customer involvement is enhanced through frequent sprint review feedback while maintaining systematic value analysis through key-value attributes. Analytical decision tools from Lean PD (trade-off curves, FMEA) are integrated with Agile’s rapid feedback cycles, enabling evidence-based yet responsive decision-making.
This integration addresses key limitations each approach faces individually: Scrum’s struggle with longer hardware prototyping cycles, Kanban’s lack of systematic design exploration, and SBCE’s perceived slow convergence. By combining these approaches, LAMPD creates a balanced tension between exploration and convergence, structure and flexibility, well-suited to hardware development’s unique challenges.
Case study context
Atlas Copco Henrob, a UK manufacturer of self-piercing riveting systems with 200 employees at Deeside, serves global automotive OEMs and tier-one suppliers. While the RandD department had implemented various improvement initiatives, these were done in isolation, hindering transformation toward an integrated Lean-Agile PD environment. An initial performance assessment conducted in 2022 identified four LeanPD improvement opportunities: unclear product definition and value alignment at the project outset; premature convergence on single design solutions; insufficient knowledge management; and difficulty integrating multiple subsystems cohesively (Flores et al., 2023). These challenges provided the foundation for implementing the LAMPD model within a controlled case study environment to evaluate its practical effectiveness in addressing real-world manufacturing constraints.
The Rivet Feed-Stick system (shown in Figure 4-(c)) was selected as the focus for the LAMPD implementation case study for several reasons: (1) It offered a low-risk opportunity to explore a project aligned with the Company’s strategic vision (2) It presented a manageable challenge with several possible creative design solutions (3) It allowed for the practical application of 3D modelling and printing techniques (4) It provided a representative but controlled environment to evaluate the LAMPD model The configuration of a typical blow-feed SPR tool.
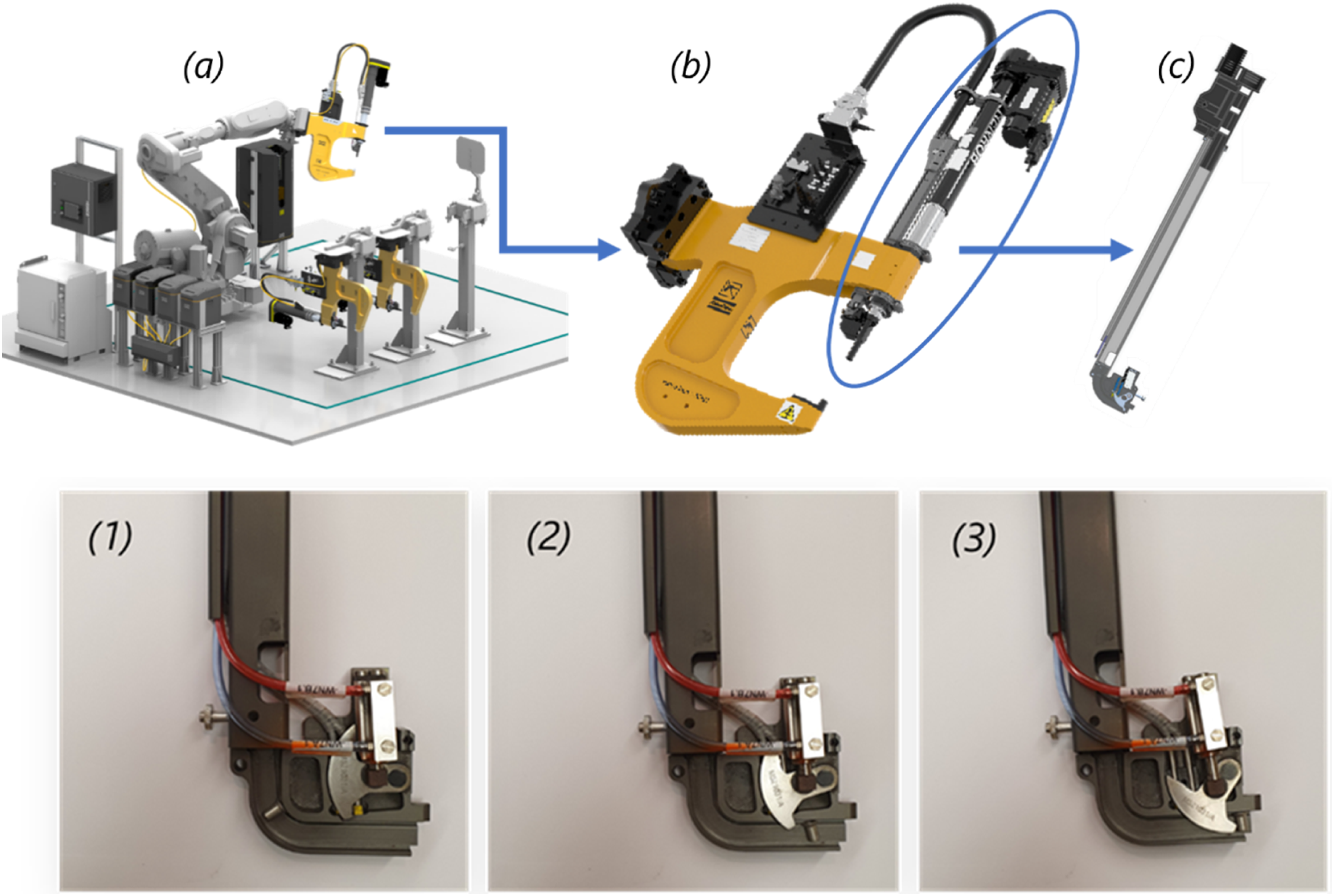
Figure 4 shows the configuration of a typical blow-feed SPR tool, highlighting the Rivet Feed-Stick’s location on the rivet setter. Figure 4-(a) shows the rivet feeder system mounted on robotic arm ready for operation. The rivet setter mounted on a C-Frame as depicted in Figure 4-(b). The Rivet Feed-Stick (Figure 4-(c)) is fitted to the river setter and it is a critical component used on SPR tools to guide and position rivets precisely for insertion by the rivet punch.
The specific focus of improvement was the area at the bottom of the Rivet Feed-Stick, where rivets are guided and positioned for insertion, as shown in Figure 4-(1), delivered to punch nose as shown in Figure 4-(2), and pushed into punch-ready position as shown in Figure 4-(3).
LAMPD implementation: Approach and activities
To enhance clarity and analytical rigour, this section examines the implementation through the lens of the LAMPD.
LAMPD phase 1: Project definition
Activities B: Explore customer value
Activities A: ‘Market Study/Data Collection’ had been completed separately and the Rivet Feed-Stick system identified as the priority product for development. Following the LAMPD process model, the team began by implementing activity B1 ‘Identify Generic Product Value Attributes’ to identify value attributes of the Rivet Feed-Stick sub-assembly. These attributes were systematically extracted from the requirement specification and project scope documents and refined through team discussions. The resulting attributes were classified into eight categories to group similar values and emphasise primary focus areas, as shown in Figure 5-(a). Exploring customer value *(TAV: total asset visibility - concept for real-time tracking and visibility of assets).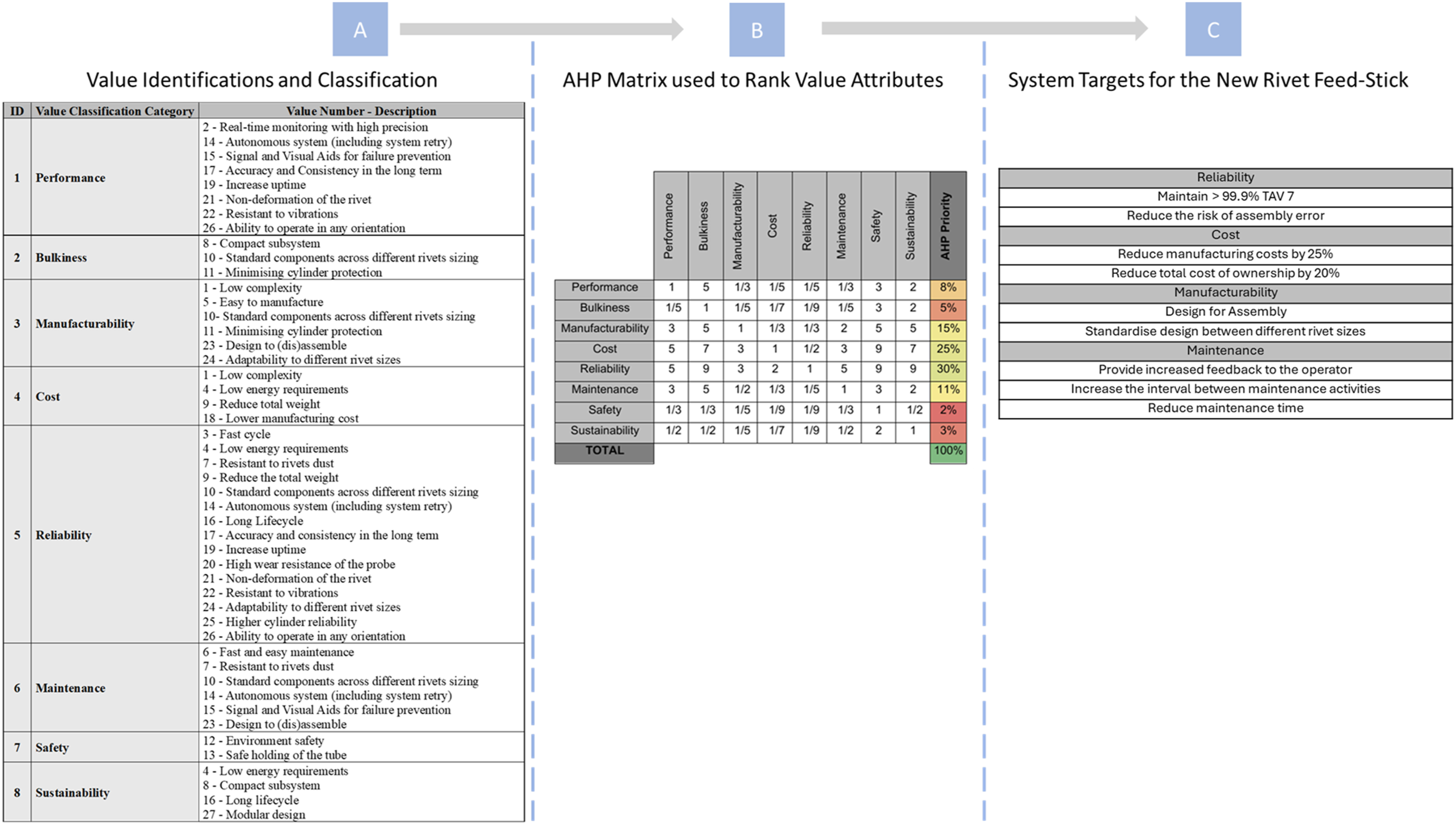
Once values were identified and classified, the application of activity B3 of ‘Weight Keyvalue Attributes’ started using the Analytical Hierarchy Process (AHP) matrix shown in Figure 5-(b). This was used to systematically prioritise the value attributes through pairwise comparisons.
The Company’s project team provided input values to ensure that the results accurately reflected organisational priorities. The AHP analysis at Table 3 resulted in the following prioritisation of value categories: Reliability (30%), Cost (25%), Manufacturability (15%), and Maintenance (11%). These top four categories were designated Key-Value Attributes (KVAs) for the new Rivet Feed-Stick system, allowing the team to focus engineering efforts on the most significant areas. For each KVA, the team established tangible, measurable system targets to guide subsequent design evaluations, as shown in Figure 5-(C).
Activities D: Define system functionality
Activity C confirmed that the project continued to align with company strategy. Phase 1 then concluded with system function analysis through a Functional Flow Diagram that visualised operations and component interactions (Figure 6). Simplified functional flow diagram of the Rivet Feed-Stick sub-assembly.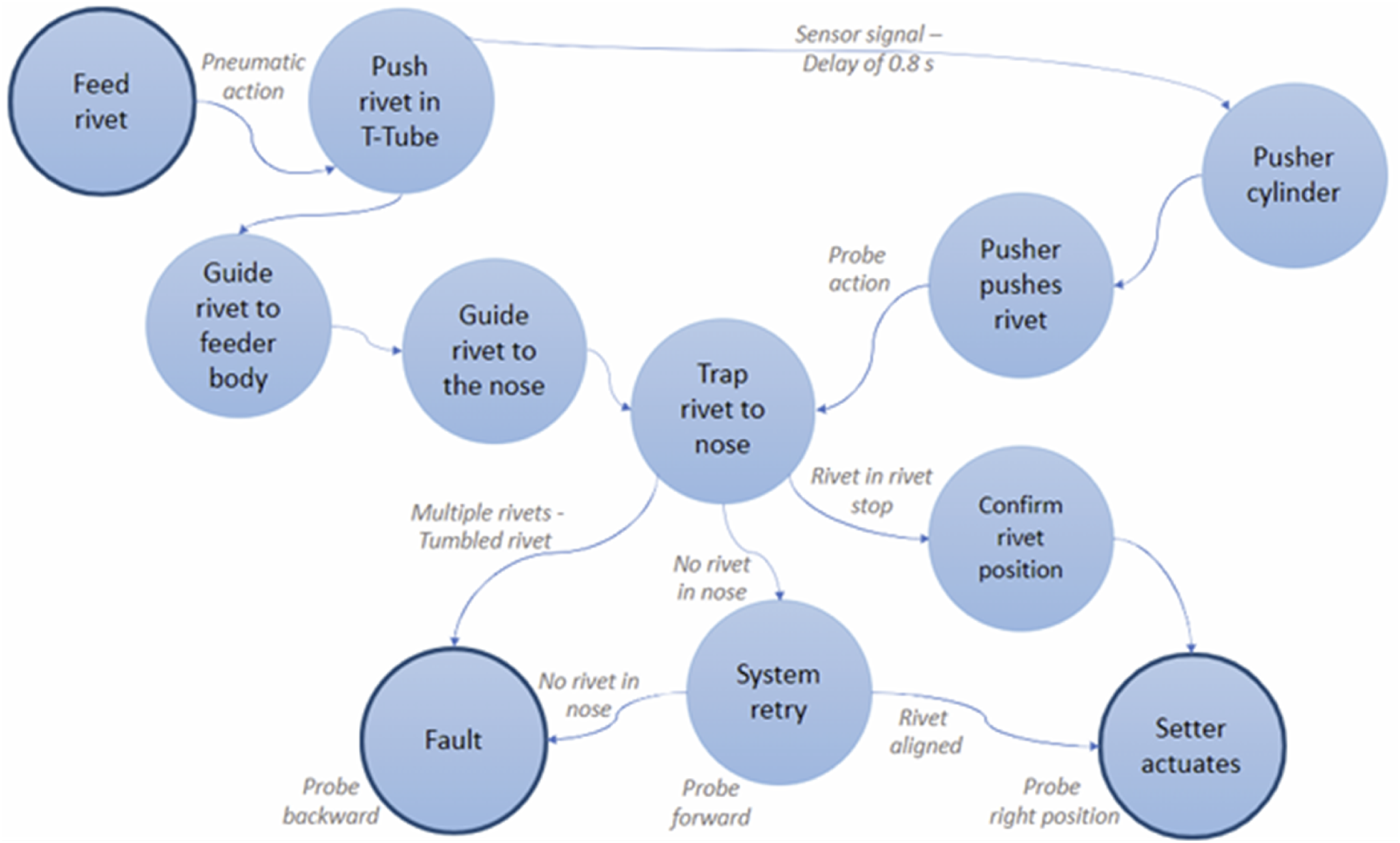
The FFD enabled functional statements and failure mode analysis, identifying ‘Check Rivet Presence’ as the highest-risk function. A gate review confirmed the project’s foundation, addressing the initial challenge of unclear product definition.
LAMPD phase 2: Project feasibility
Activities E: Map design space
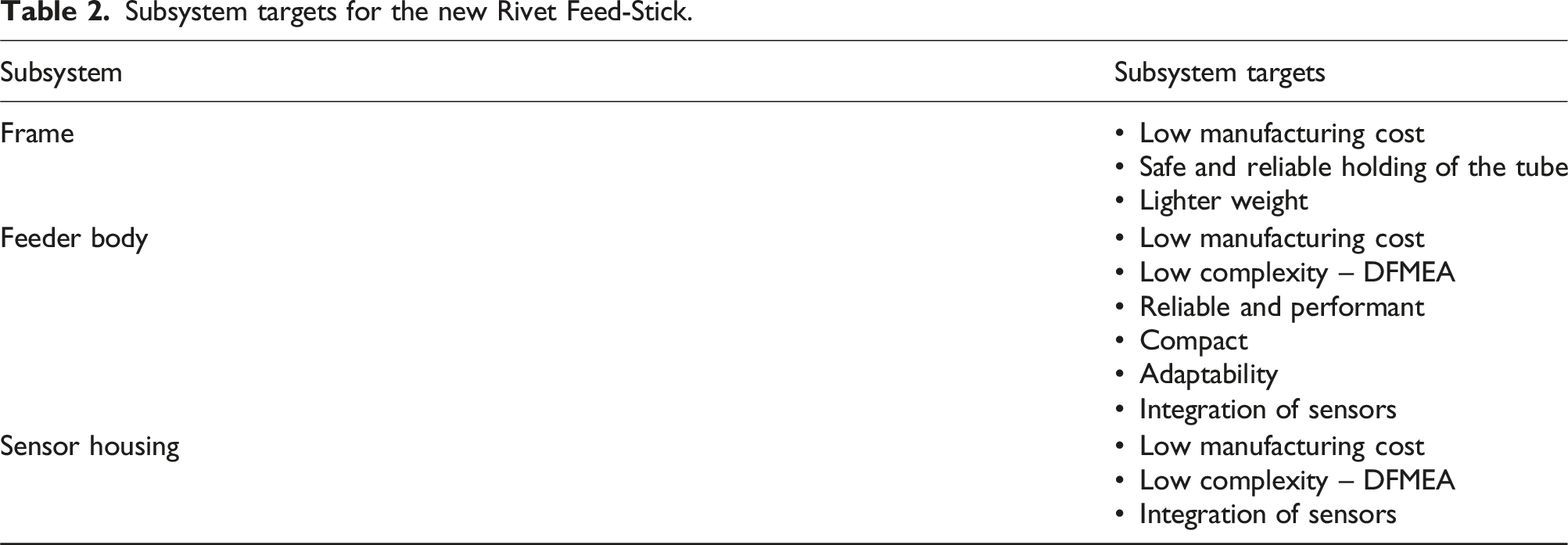
Following LAMPD principles, the team developed an innovation classification diagram to identify and prioritise subsystems for focused innovation efforts. This classification considered the potential improvement of each subsystem while maintaining alignment with the established KVAs. The analysis identified three primary subsystems for the Rivet Feed-Stick: the feeder body, the frame, and the sensor housing, as shown in Figure 7. Innovation classification diagram for the three Rivet Feed-Stick subsystems.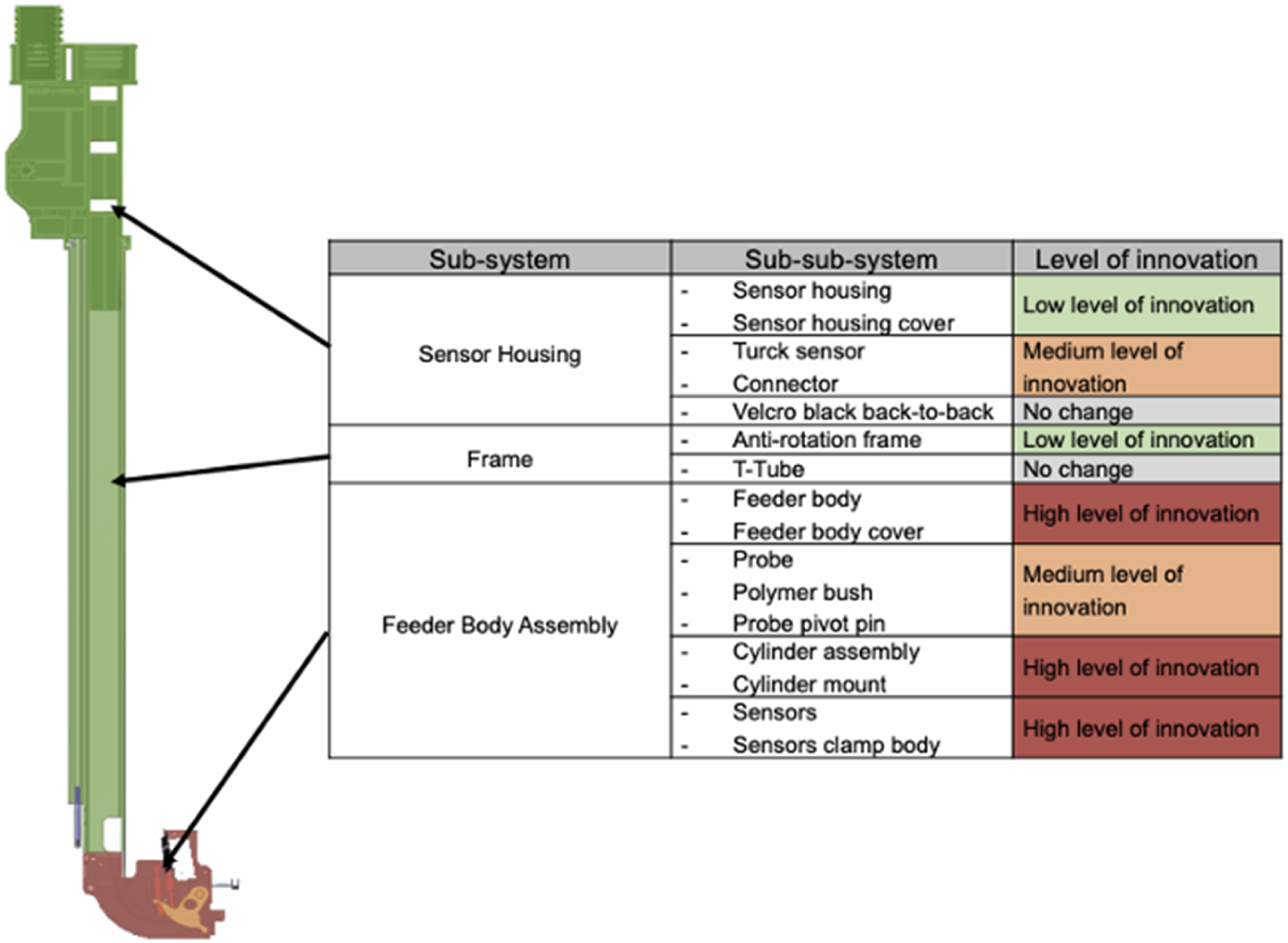
Subsystem targets for the new Rivet Feed-Stick.
Activities F: Concepts’ development
The team began by examining previous design concepts and test reports from earlier generations of the Rivet Feed-Stick system. This retrospective analysis revealed a history of continuous system improvements and recurrent issues, including wear, robustness, and rivet positioning challenges. This knowledge formed an essential foundation for the current development, ensuring that previous learnings were integrated into the new design approach. Following SBCE principles, the team systematically mapped each subsystem’s design space, identifying potential solution alternatives. This process generated 33 conceptual designs (23 for the feeder body and 10 for the frame) categorised by function. Two distinct sensor technologies were considered for rivet monitoring: inductive and laser-based. This structured exploration created a comprehensive design space with up to 2640 potential configurations, as illustrated in Figure 8. Rivet feed-stick subsystem sets.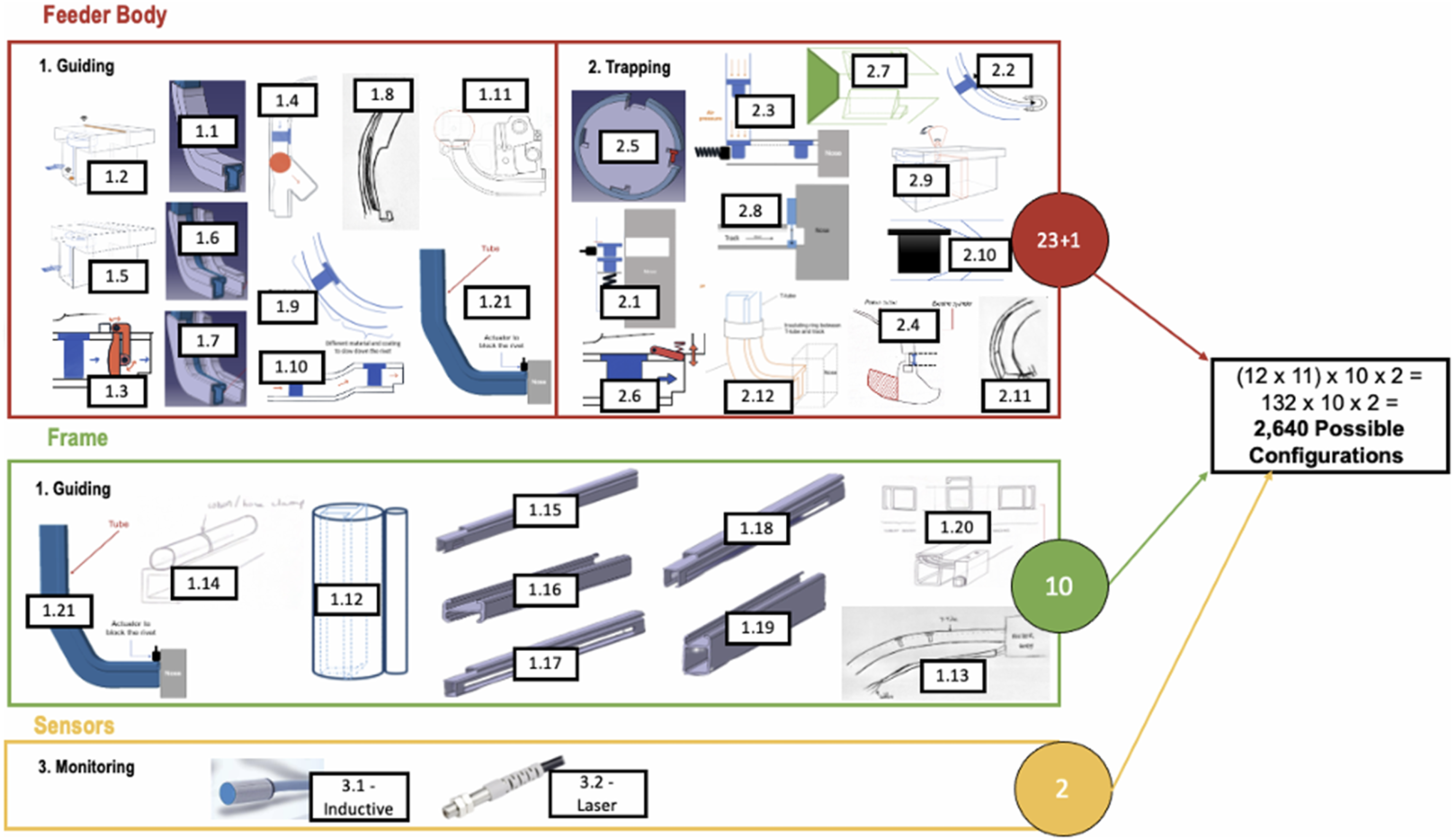
Activities G: Alternatives’ filtration
To narrow this extensive design space within the project timeline, the team applied a systematic filtration process employing four weighted criteria. These criteria were weighted based on the KVAs established in Phase 1 (Reliability 30%, Cost 25%, Manufacturability 15%), ensuring that all decisions prioritised organiational value. (1) Impact on KVAs (2) Technology Readiness Level (TRL) (3) Manufacturing complexity (via trade-off curve analysis) (4) Manufacturing cost (via trade-off curve analysis)
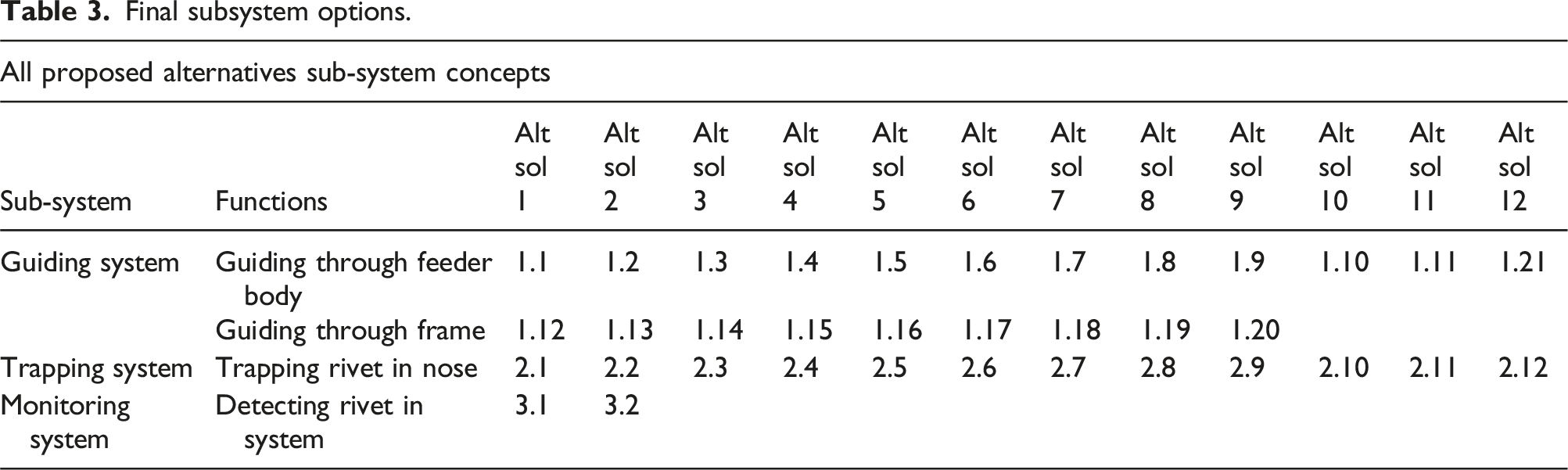
Initial evaluation against criteria 1 and 2 reduced the number of design concepts to nine. The team then developed trade-off curves comparing manufacturing cost versus complexity for the remaining options, as shown in Figure 9. These trade-off curves were constructed using relative cost estimations from the procurement team and complexity scores derived from Design for Manufacture and Assembly (DFMA) guidelines (part of the KVA framework). This visual approach ensured transparent decision-making by forcing trade-offs to be made through the lens of efficiency. Scatter graph comparing manufacturing cost and complexity of trapping systems within the feeder body.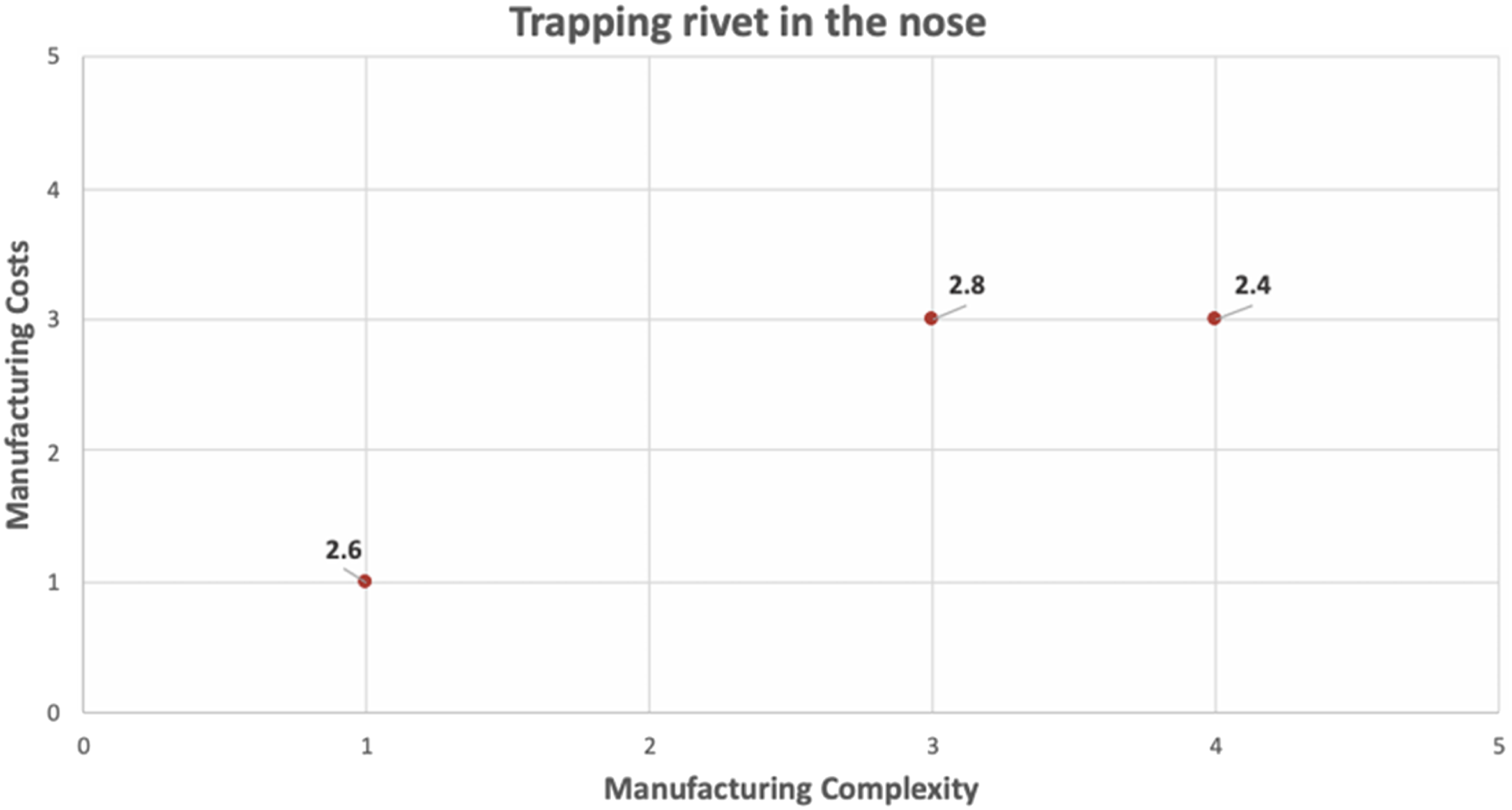
Final subsystem options.
DFMEA for new Rivet Feed-Stick design options.
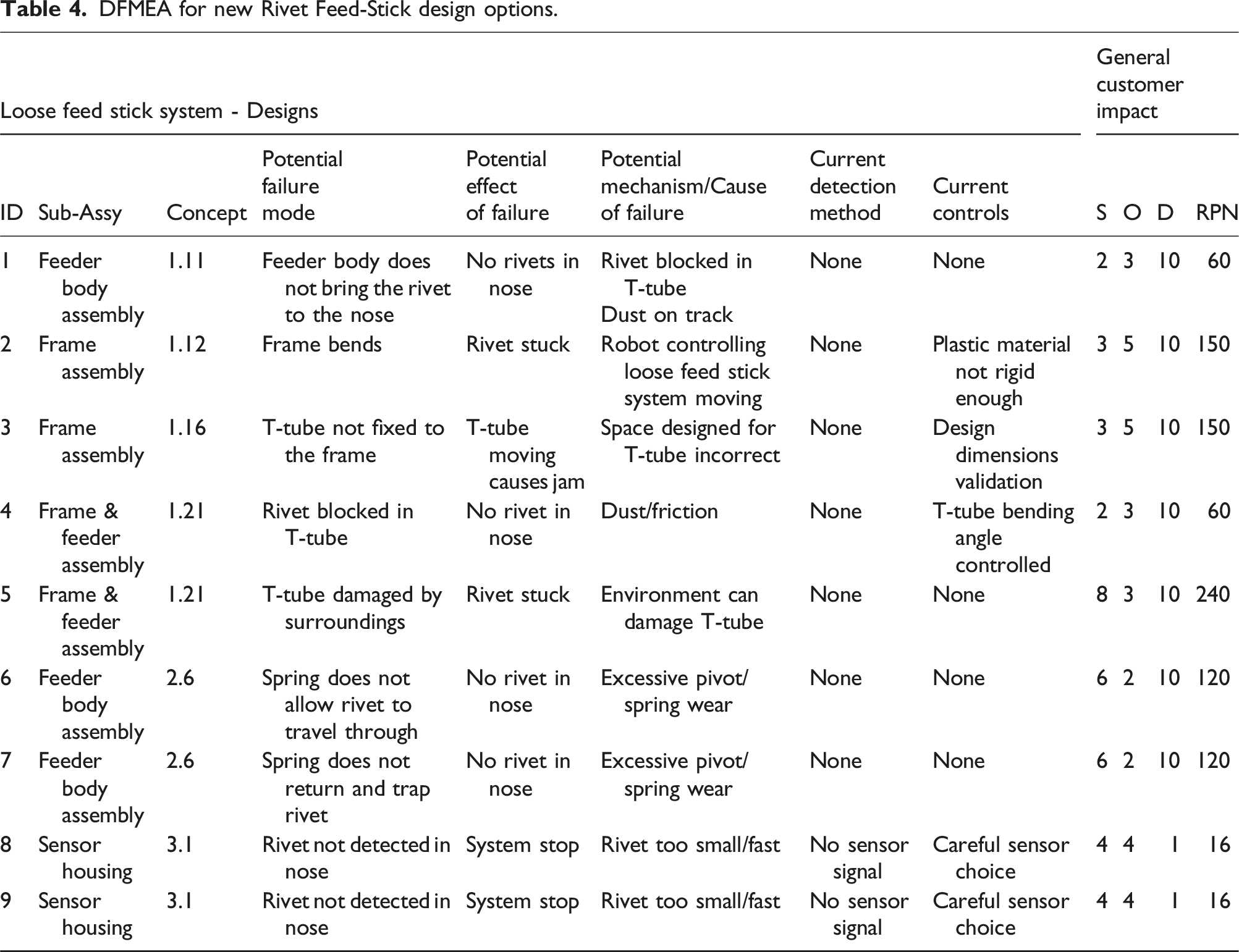
A methodological framework mapping causal relationships between common product development issues and their underlying waste mechanisms is proposed by Pessôa and Seering (2014). Their study shows how, if ignored, waste traps - interconnected networks of causative factors - can seriously impair development performance. Organisations can more successfully prioritise improvement initiatives based on measurable impact assessments rather than subjective opinions by combining this waste identification method with Design Failure Mode and Effects Analysis (DFMEA) applications. In this application, combining the DFMEA methodology with insights from waste-trap analysis (Pessôa and Seering, 2014) allowed the team to not just identify potential failures, but also uncover their underlying causal mechanisms and systemic inefficiencies, thereby strengthening the filtration rationale. Development teams can systematically find hidden inefficiencies that conventional process improvement techniques might miss thanks to this integration.
LAMPD phase 3: Project realisation
Activities H: Converge on system
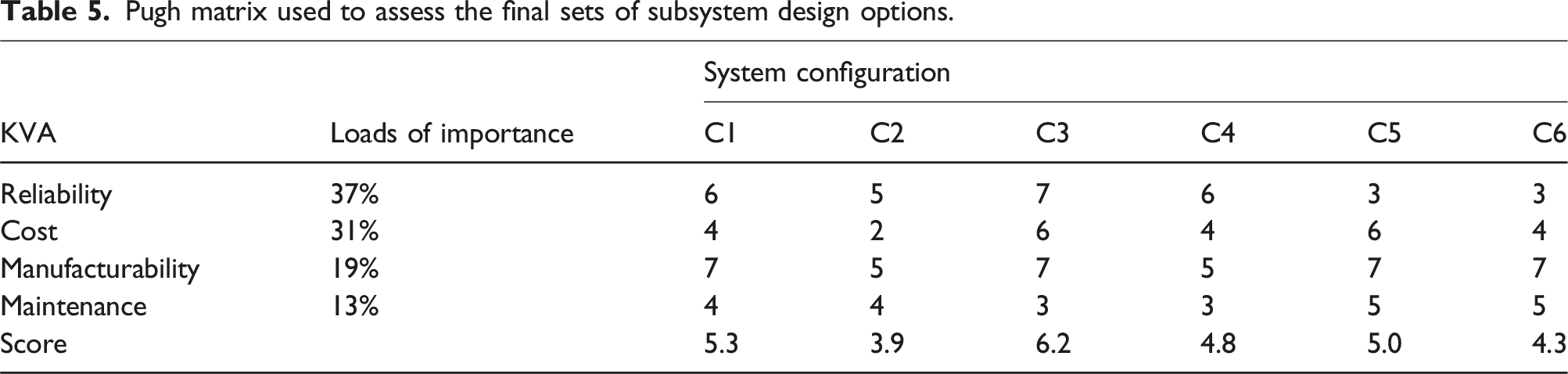
The final phase focused on integrating subsystem solutions into coherent system configurations and converging on an optimal design. The team employed an Integration Conflict analysis technique to evaluate how different subsystem options would function together, identifying potential interface challenges or performance conflicts. This analysis resulted in six viable system configurations (C1–C6), each representing a different combination of subsystem solutions, as shown in Figure 10-(a). (a) Converged upon system configurations for the new Rivet Feed-Stick design; (b) CAD models of alternative rivet feed stick subsystem designs; (c) 3D-printed example of the guiding, trapping, and monitoring subsystems.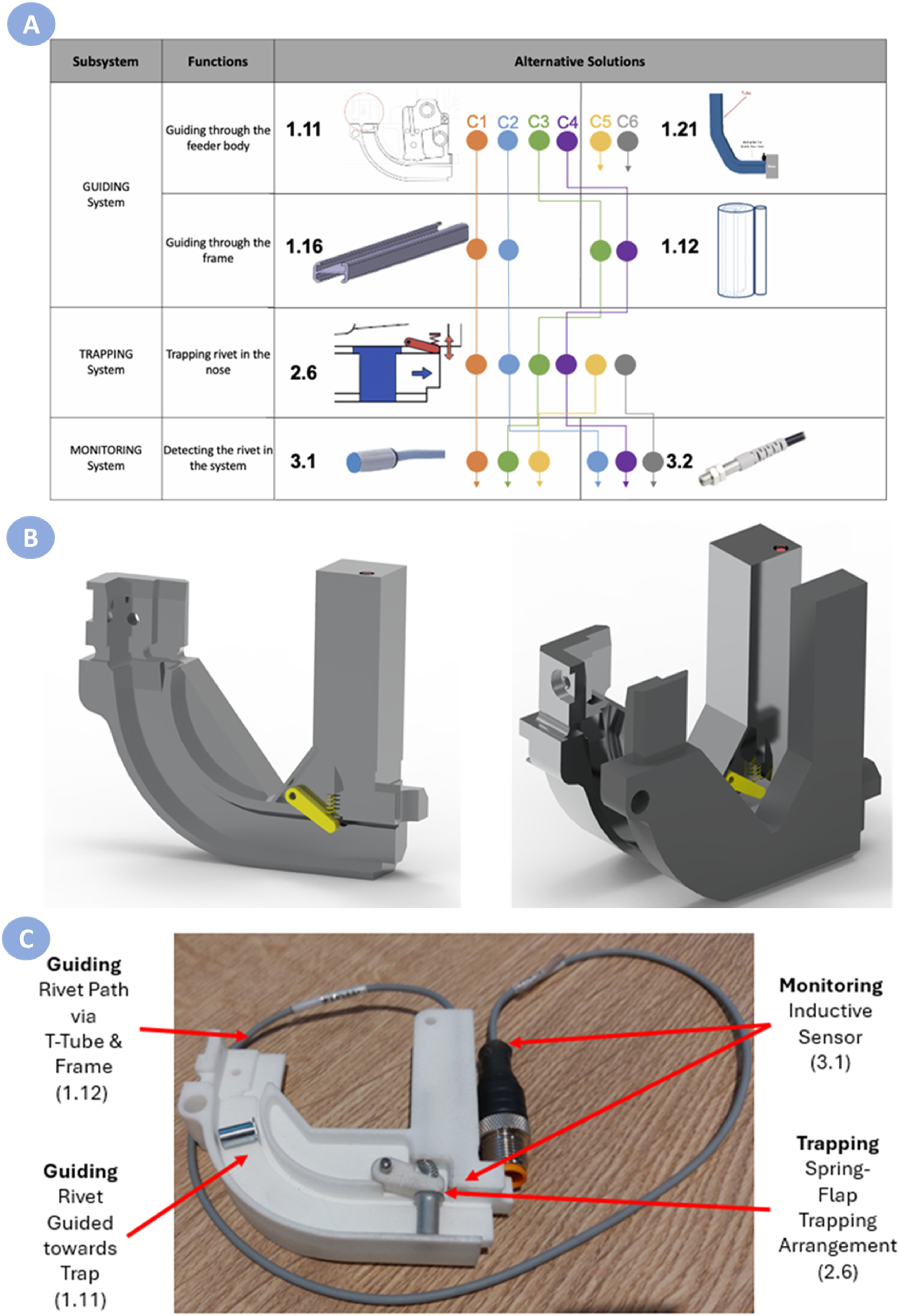
Pugh matrix used to assess the final sets of subsystem design options.
Detailed design and prototyping
Following the configuration selection, the team developed detailed CAD models of configuration C3 as shown in (Figure 10-(b)) and produced physical pre-production prototypes using 3D printing technologyas presented in Figure 10-(c). These prototypes enabled further optimisation and validation of the design concept through physical testing and evaluation.
The selection of the preferred solution at Figure 10-(c) integrated the optimal subsystems comprising configuration C3. Key design decisions included: (1) Selecting a feeder body design that guided rivets internally rather than through the frame, avoiding bend radius issues that could limit operation in space-restricted applications. (2) Choosing inductive sensors over laser-based alternatives after identifying that dust particles from the rivet’s protective coating could potentially obstruct laser beams and prevent reliable operation.
This second decision exemplifies the value of the LAMPD approach. Initial design space mapping identified both sensor types as viable alternatives, but knowledge gained during concept development revealed the potential dust interference issue, a previously unidentified constraint. Trade-off analysis showed that inductive sensing scored higher on reliability and manufacturability requirements when these constraints were incorporated despite higher initial component costs. This outcome demonstrates how LAMPD’s structured yet flexible approach facilitates knowledge-based convergence toward optimal solutions.
The Project Realisation phase concluded with release of the final specification, and full system definition. This phase successfully addressed the remaining improvement opportunities identified in the initial assessment: knowledge management gaps and system integration challenges. The systematic approach to concept evaluation and integration enabled effective knowledge capture and transfer, while the structured convergence process facilitated logical system-level integration.
Results and benefits
The implementation of the LAMPD Process Model resulted in a significantly improved Rivet Feed-Stick design with measurable benefits across multiple dimensions: (1) Component Reduction: The design achieved a 53% component reduction (nineteen to nine), addressing manufacturability and cost KVAs. This yielded cascading benefits: 35% reduced assembly time, decreased manufacturing complexity (level 4 to 2), and enhanced reliability. This simplification created sustainability advantages through reduced material consumption. This initial application of SBCE confirmed the tendency for first-time SBCE use to uncover and eliminate significant, previously hidden inefficiencies inherent in the legacy design. (2) Sensor Optimisation: The revised design eliminated two sensors and implemented a more reliable inductive sensing approach, addressing the high-risk ‘Check Rivet Presence’ function. (3) Reliability Improvement: The new sensor arrangement eliminated false readings (previously occurring in 12% of operations), addressing the highest-priority KVA. (4) Manufacturing Simplification: The design reduced manufacturing complexity and decreased assembly time by approximately 35% in initial trials. (5) Knowledge Capture: Process metrics demonstrated measurable improvements: cross-functional meeting frequency increased from weekly to daily or bi-daily, decision cycle time reduced from 3 weeks to days for concept evaluation, and knowledge documentation completeness improved by 25%.
These tangible benefits demonstrate the effectiveness of the LAMPD Process Model in delivering improvements aligned with the prioritised KVAs. The implementation successfully transformed the specific product design and the development process used to create it.
Discussion
Implementation challenges
The principal implementation challenges identified during LAMPD application yield valuable insights for future implementations. Aligning Sprint cadence with phase boundaries emerged as a significant challenge, requiring flexibility where activities sometimes crossed phase boundaries to maintain momentum. The team managed this tension through close collaboration between Scrum masters and development teams, ensuring meaningful transitions while maintaining an agile cadence. This dual-cadence alignment issue is consistent with findings in hardware-Agile literature (Drutchas and Eppinger 2022) and was mitigated here by defining stage gates as ‘knowledge-gating’ points rather than rigid time barriers, allowing sprints to complete their goals even if they slightly overlapped traditional phase timelines.
The concurrent adoption of multiple methodologies presented challenges despite the team’s experience with Scrum. Integrating Lean PD approaches with Agile principles, and Kanban required substantial adaptation to work practices. This was addressed through comprehensive training and selecting a straightforward project that allowed thorough process exploration. Sprint retrospectives identified mistakes that became learning opportunities, reinforcing the continuous improvement mindset essential to both methodologies. Balancing historical knowledge with innovation proved challenging. While SBCE encourages evaluating historical concepts, this presented hurdles when reliable existing knowledge was scarce. The team addressed this by defining targets and KVAs collectively, creating a mechanism for assessing solutions against measurable criteria. This prevented decision paralysis while ensuring historical knowledge informed but didn’t constrain innovation.
Defining appropriate scope and requirements depth presented challenges in Phase 1. The team needed sufficient information for effective decisions without analysis paralysis. Through cross-functional collaboration, they developed a methodical approach balancing comprehensiveness with practicality, ensuring that requirements guided development while remaining adaptable to new insights. These challenges highlight areas for future improvement: establishing common terminology across business units, developing knowledge-based environments that enable dynamic knowledge capture and reuse throughout PD, and addressing supply chain collaboration more effectively. Addressing these challenges will further enhance LAMPD implementation in manufacturing contexts.
Practical implications
The LAMPD Process Model offers significant practical implications for engineering organisations, particularly those in manufacturing sectors:
Implementation strategy
Organisations seeking to implement LAMPD should consider the following staged approach to mitigate transition risks while building organisational capability. This staged approach aligns with established change management principles and reduces implementation risk. (1) Map existing PD processes against LAMPD principles, identifying specific pain points addressable through integration (2) Identify a non-critical, medium-complexity pilot project with a team willing to experiment and learn (3) Conduct training workshops on key LAMPD techniques, including SBCE, Sprint planning, and knowledge capture (4) Implement LAMPD with coach/facilitator support (5) Document measurable outcomes and identify improvement areas (6) Refine the approach based on the organisational context before broader deployment
Implementation costs and benefits
LAMPD implementation costs (training, temporary productivity decreases, tool investments) were outweighed by substantial benefits: £12,000 annual material cost savings per line, 22% increased production capacity, and approximately £30,000 annual savings per line from eliminating false readings. Returns exceeded costs within the first year.
Engineering process transformation
For engineering managers, LAMPD offers a strategic approach to process transformation through three key elements: (1) Functional mapping to identify critical uncertainties and quantifiable KVAs (2) Exploring component interactions via hypothesis-driven development (3) Accelerated prototyping using targeted subsystem testing
Composing design challenges into manageable subsystems reduces complexity, minimises experimental noise, and generates more meaningful performance trade-offs. This approach enables more efficient knowledge generation and design refinement, particularly in early-stage PD.
Sustainability implications
The significant reduction in component count achieved through applying the LAMPD Process Model has broader sustainability implications. Fewer components result in reduced material consumption, simplified supply chains, extended product longevity, and reduced manufacturing costs. These outcomes align with circularity principles, suggesting that the model may effectively enhance a company’s sustainability credentials.
Broader impact on engineering practice
The case study demonstrates how the LAMPD Process Model contributes to advancing manufacturing practice by providing a harmonised approach that leverages both Lean and Agile methodologies. Key impacts include enhanced decision quality by integrating analytical tools (AHP, trade-off curves, DFMEA) with iterative feedback mechanisms, enabling more informed design decisions based on validated knowledge rather than assumptions. The model also improves resource utilisation by structuring the exploration of multiple design alternatives, focusing innovation efforts on high-value subsystems while standardising proven solutions for lower-priority components.
Additionally, LAMPD accelerates knowledge creation by combining set-based exploration with time-boxed iterations, generating and validating design knowledge that creates organisational assets applicable beyond individual projects. Perhaps most significantly, it drives cultural transformation, shifting engineering mindset from sequential, single-solution thinking to parallel exploration of alternatives, fundamentally transforming organisational capability. These impacts suggest that LAMPD offers potential benefits beyond immediate project outcomes to enhance overall organisational adaptability and innovation capacity in manufacturing environments.
Limitations
While the findings of this study are promising, several limitations should be acknowledged: (1) Single case context: The study focused on a relatively benign project in a specific environment. Findings may apply primarily to medium-sized manufacturing organisations with established Stage-Gate processes, while applicability to large-scale, regulated environments remains untested. (2) Limited historical data: Reliance on qualitative feedback and limited field data may not represent contexts with more comprehensive historical information. (3) Team composition: The team’s prior experience with Scrum practices may have facilitated adoption more readily than in organisations with limited agile expertise. (4) Project complexity: Applications to more complex systems may reveal additional implementation challenges. (5) Timeframe constraints: The 4 months limited observation of long-term effects. (6) Observer Effect: As the research team was embedded directly within the Atlas Copco project team, the potential for an observer effect influencing team behaviour (e.g., increased cross-functional participation or process adherence) must be acknowledged as a limitation. We addressed this through ongoing team retrospectives and critical self-reflection throughout the study to maintain transparency regarding the nature of the research involvement.
These limitations suggest the need for further validation across multiple settings with varying project complexity and organisational contexts to substantiate the model’s broader applicability.
Conclusion
This empirical case study promising empirical evidence of successful LAMPD implementation in manufacturing contexts. We documented the model’s application, demonstrating the successful integration of Lean knowledge-driven practices with Agile responsiveness within a Stage-Gate model. The rigorous application of triangulated data collection methods strengthens the validity of these findings. The implementation yielded quantifiable benefits: 53% component reduction, elimination of false readings, and reduced manufacturing complexity, validating LAMPD’s potential to deliver superior design solutions. Implementation transformed the Company’s approach through enhanced collaboration and knowledge capture. Concrete improvements included increased capacity to evaluate multiple design alternatives (from 1 to 2 to 33 designs), 40% greater cross-functional participation, and a shift from solution-focused to exploration-oriented thinking. Analysis of challenges and lessons revealed the importance of mindset transformation, adaptive methodology implementation, and structured knowledge management for successful application.
The LAMPD model addresses a critical gap in manufacturing PD by empirically validating methodology harmonisation, demonstrating SBCE within time-boxed iterations, and providing implementation patterns and metrics for evaluating hybrid approaches. This enables organisations to develop products meeting customer needs while optimising resources. Future work will validate the model across different sectors, conduct longitudinal studies, and explore advanced tools to enhance its effectiveness. This research makes three distinct contributions: (1) empirical validation of integrated methodology implementation, (2) systematic documentation of transformation processes, and (3) quantified benefits assessment in manufacturing contexts.
Footnotes
Ethical considerations
Respondents gave verbal consent for the collection, analysis and publication of the anonymised data for this study.
Consent to participate
Verbal consent has been granted for the use of personal information through informed consent processes that ensured participants received clear communication of information, demonstrated comprehension of that information, and participated voluntarily.
Consent for publication
Consent for publication was obtained from all participants in this case study.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
Author biographies