
Abstract
This study aims to analyze composite materials empirically, utilizing corn cob and ground chestnut shell fiber as reinforcement, with polyvinyl alcohol serving as the matrix. This study aims to analyze the mechanical and thermal insulating properties of composites made from alkali and saline-treated corncob and ground chestnut shell fiber to assess their potential applications in technical fields. This investigation involved the development of 5 bio-composites, each composed of 65% PVA, with differing proportions of corn cob and ground chestnut shell fiber: 100%/0%, 0%/100%, 50%/50%, 30%/70%, and 70%/30%. Compression molding served as the fabrication method. The mechanical characteristics of these composites were evaluated in accordance with ASTM standards. OM and SEM analysis was utilized to examine fiber morphology and binding characteristics. The findings indicate that the tensile strength of composites composed of corn cob and ground chestnut shell fiber is 7.99 MPa. The composites consisting of 70% corncob and 30% ground chestnut shell fibers demonstrate a superior thermal insulation coefficient (1.58448) compared to other configurations. Additionally, in comparison to the other samples, the 30/70 composites exhibited superior impact resistance of 0.89 J/m2.
Introduction
In the present era, various types of composite materials are developed to meet our needs. Metal and synthetic fiber base composite has excellent properties, but they not eco-friendly and cost-effective. Their non-biodegradable nature and substantial environmental impact have raised considerable concerns. On the other hand, natural fiber–reinforced polymer composites are increasingly drawing attention as sustainable alternatives owing to their biodegradability, renewability, low cost, and lesser effect on the environment. These materials provide acceptable mechanical and thermal properties and are in line with the worldwide call for environmentally friendly materials.1–3 The fibrous constituents can derive from plant fibers, such as flax, hemp, and sisal, or from agricultural waste materials, such as rice husk, sugarcane bagasse, and coconut husk. The addition of these resources imparts beneficial properties to the bio-composites, and sustainability is promoted by reducing dependence on non-renewable materials.
As one of the three most cultivated crops worldwide, corn is defined as a non-wood plant.4,5 It is widely grown and produces large amounts of agricultural waste. Both the fiber and the starch from its kernels can be extracted through wet milling. In addition, corn stalks (CS) and husks can be derived from the plant stem by drying, grinding, and sieving. 4 The corn content in a bio-composite may depend on the matrix material and the chemical interactions between the filler and the matrix. Tuning of the mechanical, thermal, and chemical properties needs accurate experimental determination of the correct composition. The properties of the composites could deteriorate above a certain filler content, requiring chemical and thermal treatment or the addition of other materials. Corn has been used in combination with other materials to enhance the properties of composites, including RLDPE, 6 CaCO3, 7 microalgae, 8 poly (lactic acid) (PLA), chitosan, and polypropylene.9–14
Ground chestnuts are esteemed for their value; however, their processing results in significant waste, which includes shells, burs, and non-profit chestnuts. The by-products contain significant amounts of starch, lignin, and cellulose. The fibers found in the exterior shells and pulp provide valuable reinforcement, improving the thermal and mechanical stability of bio-composites, thereby offering a promising avenue for sustainable reuse. It is estimated that 40 to 50% of the chestnut plants are lost during production, attributed to factors including infestation, rot, and processing waste. Disposal methods for chestnut by-products, including the pericarp (outer shell) and tegument (inner shell), typically involve their utilization as a heat source or incorporation back into the soil.15–17 However, these practices may result in greenhouse gas emissions and soil degradation.18–20 The economic treatment of chestnut by-products offers a practical method for waste reduction and the enhancement of this natural resource’s value. A review article has examined the production of chestnut-based composites, detailing various methods, processing parameters, and strategies for recycling, including the use of burs, shells, and wood flour. It discusses techniques such as hand lay-up, extrusion, and chemical grafts. Composites reinforced with dried chestnut burs exhibit enhanced water barrier qualities, with retention of water rates ranging from 0.54% 21 to 1.60%. 22
The growing interest in sustainable materials has accelerated the development of bio-composites reinforced with agricultural waste. Studies have shown that corn cob-based fillers can improve certain properties such as hardness and moisture resistance, although higher filler content may increase water absorption and affect overall performance. 23 Similarly, PLA-based composites reinforced with corn cob and natural fibers exhibited improved stiffness but reduced tensile strength due to weak interfacial adhesion. 24 Hybridization has been identified as an effective strategy to overcome such limitations; for example, bagasse/jute fiber composites demonstrated enhanced mechanical strength and thermal insulation when optimal fiber ratios were used. 25 In addition, chestnut-based fillers have shown promising potential, where low filler loading ensured good dispersion and maintained composite performance, while higher loadings led to structural defects. 26 These findings indicate that the performance of bio-composites strongly depends on filler type, composition, and interfacial compatibility, highlighting the need for further optimization of hybrid systems.
Previous studies have looked at corncob and ground chestnut shell fibers in polymer composites, but most of them focused on single treatments or had limited applications. In our work, we use fibers treated with both alkali and silane and study their mechanical, structural, and thermal insulation properties in detail. Treating the fibers this way improves how well they bond with the polymer, which enhances overall composite performance. Our results show that these surface-treated agricultural residues can not only strengthen the material but also serve as eco-friendly, high-performance insulation, offering a sustainable alternative to conventional options.
Materials and methods
Materials
Corncob extraction
Physical properties of corncob and ground chestnut.


Corncob powder.
Ground chestnut shell extraction
Fresh chestnut shells (Table 1) were cleaned and sun-dried for 2–3 days, followed by oven drying at a temperature of 60 °C for 24 h to remove all the moisture. The dried nuts were ground finely and passed through a 100-mesh sieve (≈100–150 μm). The powder was preserved in a desiccator until use. Alkali treatment. The defatted ground chestnut powder was extracted in a 5 wt.% NaOH (1:20 w/v) at room temperature under stirring for 3 h to get rid of lignin, hemicelluloses, and surface impurities. The pectin powder was washed with distilled water to obtain a neutral pH and dried at 80 °C for 12 h (Figure 2). The treatment increased surface roughness, resulting in better interfacial interaction with the polymer matrix. Once more, saline treatment was performed as previously described.
27
Ground chestnut shell powder.
Compression molding
Fiber mixing composition and sample coding.

The mechanical and thermal properties of the composites.

Mechanical testing
Tensile strength test
To perform a tensile test, the samples are prepared according to ASTM 3039. According to ASTM, cross-head velocity and gauge length are maintained. The specimen is placed in UTM machine and forced is applied until fracture (Figure 3). We repeat the sample five times to get the average value of each and the main accuracy of the produced values. Tensile tests are performed using a 150kN force, and the cross-head velocity is 60mm/min. Universal testing machine.
Flexural test
Three-point flexural test, which is standard for determining the composite material’s flexural strength, is performed. The samples are prepared following the ASTM B 790-03 standard. Until failure occurs, the specimen undergoes a central load application. The value is measured for the operation after 5 repetitions (Figure 4). Prepared specimens for the flexural test.
Impact test
Following the ASTM D 256 impact test, specimens are prepared. The samples are the Izod machine is used for the test. In the process, the parameter recorded to indicate sample breakdown is the energy consumed. This measure outlines the yield characteristics of bio-composites made from fiber-reinforced polymers. To ensure precision and minimize potential errors, five tests are performed, and the average result is calculated to ensure precision and minimize potential errors (Figure 5). Impact tester for composite samples.
Compression test
To impart a forceful compressive load to the substance without causing buckling, the ASTM D3410 process for compression testing composite materials is used. Products like laminate panels that are flat, rectangular, and somewhat slim can pass this test. A compression testing device and a 100 kN load are used to assess the deformation properties of the strengthened bagasse fiber hybridized composite material. As shown in Figure 6, the test is carried out with displacement control operating at a cross-head velocity of 1 mm/min (Figure 6). Samples of composite materials for compressive testing.
Morphological testing using (OM and SEM)
Optical microscope analysis
Optical microscopy (OM), utilizing an ML-803 microscope (Taiwan), was employed to examine the microstructure of the composite material. Optical microscopy, also referred to as light microscopy, employs visible light to magnify small structures. This technique uses one or more lenses to produce magnified images of materials, with the lenses positioned between the sample and the observer’s eye to enhance the image clarity for detailed observation. For metallographic analysis, the samples were first polished using a sequence of 120 and 1200-grit sandpapers to smooth the surface gradually. Acetone was applied during the polishing process to achieve a better surface finish. The final polishing step was performed using a velvet cloth to ensure a smooth, reflective surface. Once polished, the samples were examined under the optical microscope at various magnifications to investigate the microstructure. The distribution of particles within the polymer matrix was analyzed for different composite compositions, providing insight into the material’s structural integrity and reinforcement distribution.
Scanning electron microscope (SEM)
The technique of scanning electron microscope with electrons (SEM) analysis is used to analyze the bonding between the surfaces and the fiber properties of composites. In compliance with ASTM D 256, the specimens of the manufactured reinforced fiber polymer combination are subjected to SEM analysis using JEOL SEM equipment. The surfaces of the cryogenically fractured composite samples are examined for their morphologies. Following post-tensile testing, the broken surfaces of the composites are examined using a JEOL JSM-6480LV electron microscope that is equipped with a scanner.
Conductivity of heat
The Lee’s disk (ASTM C177) method is a long-established and precise technique used to measure the thermal conductivity of materials. This approach employs a composite sampling device with a large sample size to come into thermal equilibrium, which can make measurements more accurate. For a bad conductor, as a glass disk, the thermal conductivity
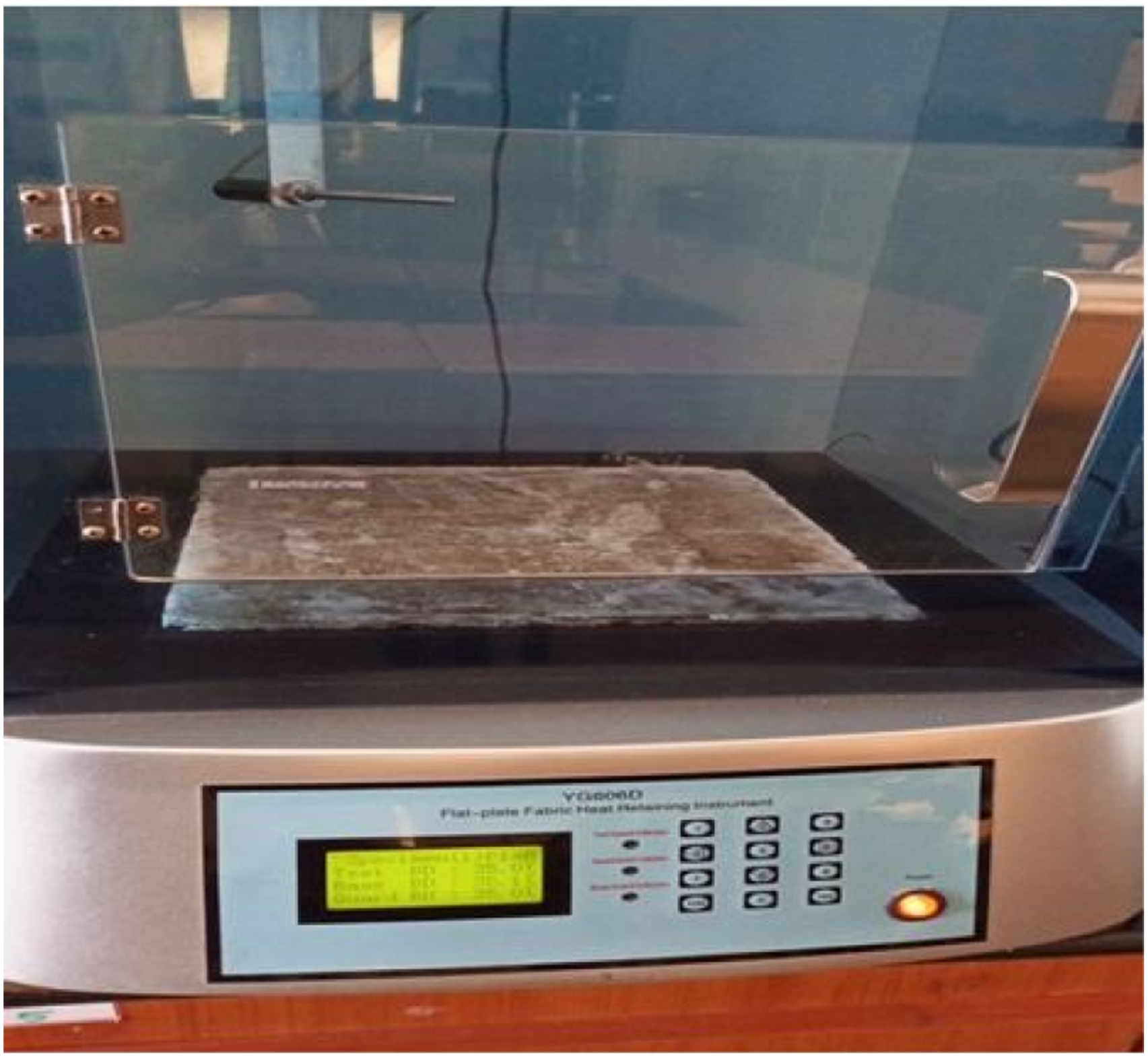
k is defined as where can be computed by the formula: H is the steady-state rate of heat transfer, x is the sample thickness, A is the cross-sectional area, and (T2−T1) represents the temperature difference across the sample. Lee’s disk method provides a reliable framework for the determination of thermal conductivity, enabling thorough analysis and application of insulating materials (Figure 7) Thermal conductivity tester using the Lee disc method.
Results and discussion
This section presents an experimental evaluation of the mechanical properties of the developed fiber-reinforced polymer composites, focusing on tensile strength, flexural strength, impact resistance, and compressive strength. Each sample is repeated ten times to calculate the value. Table 3 provides a summary of the average values ±SD.
Impact of tensile strength
(Figure 8) presented according to the tensile strength of composite samples, demonstrating the influence of corncob and ground chestnut fiber reinforcements—baseline matrix (S), 6.04 MPa in tensile strength. At S1C/G, the tensile strength increases to 6.32 MPa, which is 4.64% better than that of unreinforced matrices (S1C). The tensile strength of S1C is further enhanced to 6.76 MPa after the introduction of corncob as a reinforcement (S2C/G), which represents a 6.96% increment compared with S1C. Whereas an increased addition of more corncob and ground chestnut fiber in S3C/G (6.94 MPa, 2.66% improvement as compared to S1C/G) leads up to a tensile strength value of 7.88 MPa among other characteristics obtained from the sample denoted (S4C/G) showing a significant enhancement (13.54%, as compared to S3C/G), with additional inclusion of higher proportion of both fillers which shows the maximum observed strength on tensile breaking performance (7.99 MPa, that is 14.07 % superior than S4C/G). The most pronounced level of thermal insulation was observed across all samples, enabled by the synergistic effect between corncob and ground chestnut fiber, with the best performance recorded for S4C/G, despite the greater number processed at constant effort. The distinct characteristics of corncob and ground chestnut shell fibers resist heat transfer. As alkaline treatment produces more rougher surface, and saline treatment helps to form well boning with the matrix, facilitating air retention and enhancing insulation properties.30,31 Tensile strength’s impact on thermal insulation.
Effect of the flexural strength
From (Figure 9), the matrix phase without reinforcement shows a flexural strength value of 14.02 MPa and a thermal insulation value of 1.1021%. When the treated corncob is added (S1C) increases the flexural strength and thermal insulation increase. The introduction of both corncob fiber and ground chestnut fiber in S1C/G further enhances the two properties (flexural strength: 14.88 MPa; thermal insulation: 1.44304%). The S3C/G has the highest thermal insulation (1.58448%) and flexural strength of 14.98 MPa, showing a relatively well-balanced balance of both qualities at the higher fiber content. S5C/G with the highest flexural strength (15.19 MPa) shows a slight decrease in thermal insulation to 1.30725%, indicating its excellent performance on the mechanical strength but lower resistance to heat transfer than S3C/G; S3C/G exhibits the best combination for corncob and ground chestnut fiber to balance both mechanical strength and thermal insulation.32,33 Flexural strength’s impact on thermal insulation.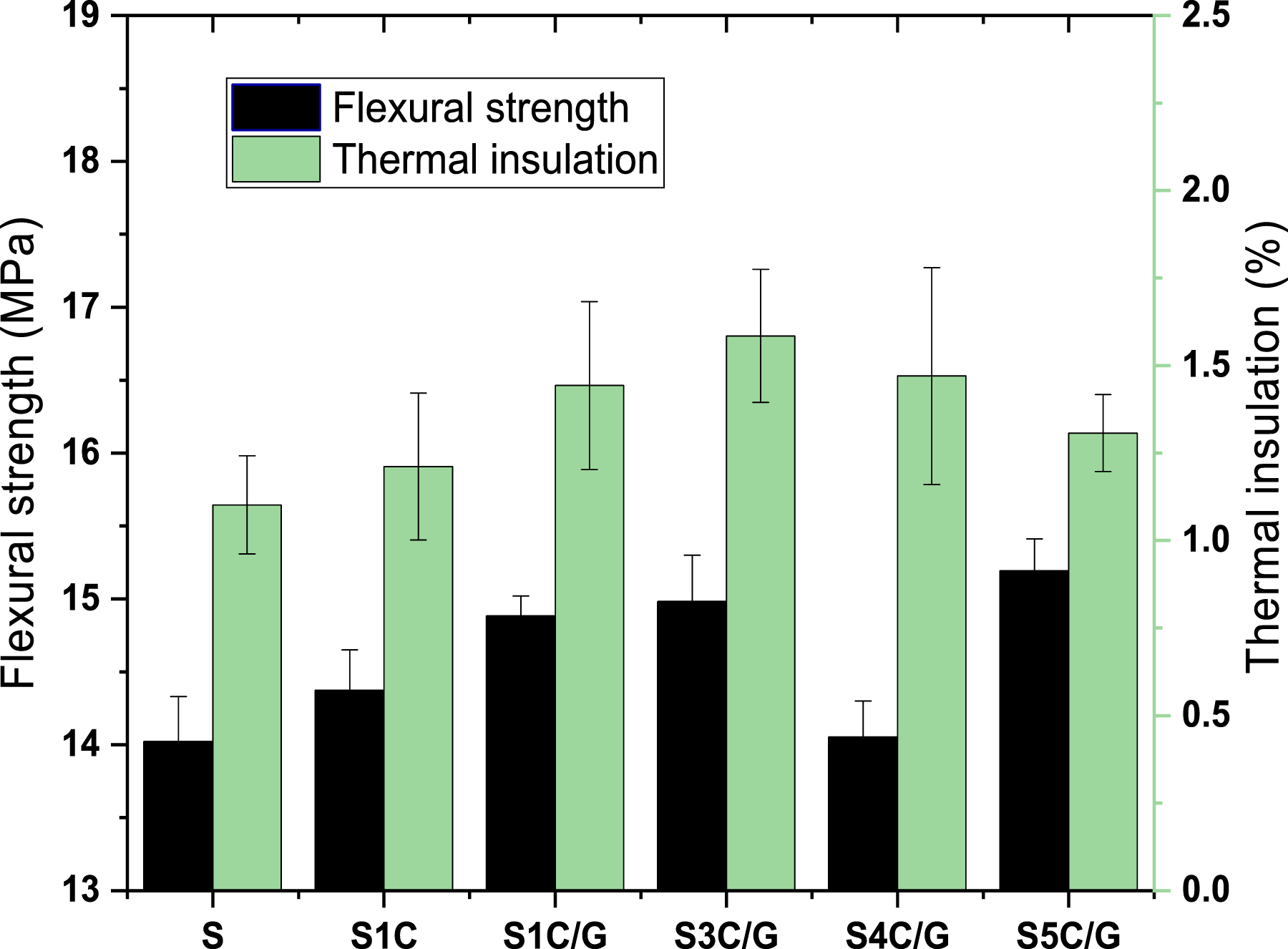
Evaluation of impact strength
The impact strength and thermal insulation of five composite samples are shown in the (Figure 10). S (matrix) is 0.78 J/m2, and thermal insulation is 1.1021%. S1C with a corncob fiber reinforcement raises these two values to 0.86 J/m2 for impact strength and 1.21–31 % for thermal insulation. The compressive strength (0.81 J/m2) is slightly reduced with the incorporation of corncob/ground chestnut fibers, whereas thermal insulation increases to reach 1.44304% in the case of S2C/G). S3C/G, with increased content in both fibers, increases impact strength to 0.82 Nm2 and provides the highest thermal insulation value at 1.58448%. S4C/G reaches the maximum strength by (0.89 J/m2), but the thermal resistance value is diminished at 1.47006%. S5C/G has a crushing strength of 0.85 J/m2 and a thermal insulation value of 1.30725%. Overall, the results show that S3C/G is best for thermal insulation, and S4C/G has the highest impact strength, with each composite offering a trade-off of properties suited to different applications.
34
Influence of impact strength on thermal insulation.
Impact of compressive strength
Figure 11 shows that the compressive strength and thermal insulation of five composite samples — S, S1C, S2C/G, S3C/G, S4C/G, and S5C/G — increase as reinforcements are added. S1C- shows higher compressive strength than S1. It is due to the addition of treated corncob in S2C/G it is more than before. This indicates the synergistic effect of both natural fibers. S4C/G: (70% corncob/30% ground chestnut fiber has shown the highest compressive strength, and its insulation property is superior to that of other prepared samples.
35
Influence of compressive strength on thermal insulation.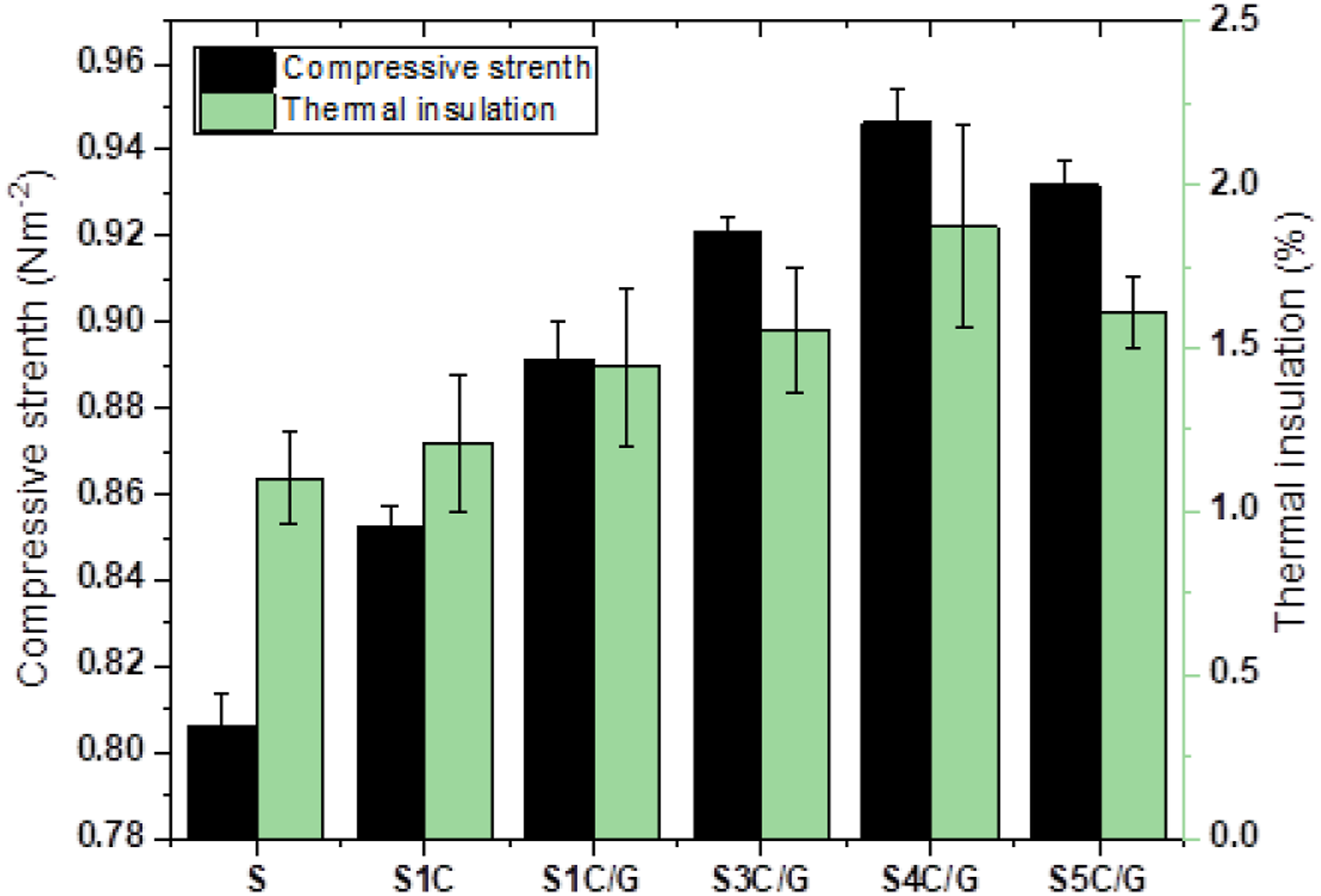
Impact of thermal insulation
The (Figure 12) shows that thermal conductivities increase gradually across the samples, from S4C/G at 0.143 to S5C/G, with 0.162 W/m-k being the highest. When reinforcements are incorporated, better thermal insulation is achieved, and S3C/G exhibits the best insulating efficiency of 1.58448%, slightly higher than that of S1C/G (1.44304%). S4C/G has an insulation of 1.47006%; S1C and S5C/G provide lower insulating values. In general, S3C/G provides the best insulation, and S4C/G has the highest thermal conductance. In this case, corncob and groundnut shell fiber treated with alkali and saline water, as well as the reinforcements used, improve thermal conductivity and insulation, and also improve the quality of the fibers. These materials, in their different forms, can be molded to meet requirements in heat-resistant or readily heat-exchangeable forms, depending on the application.
36
Influence of thermal conductivity on thermal insulation.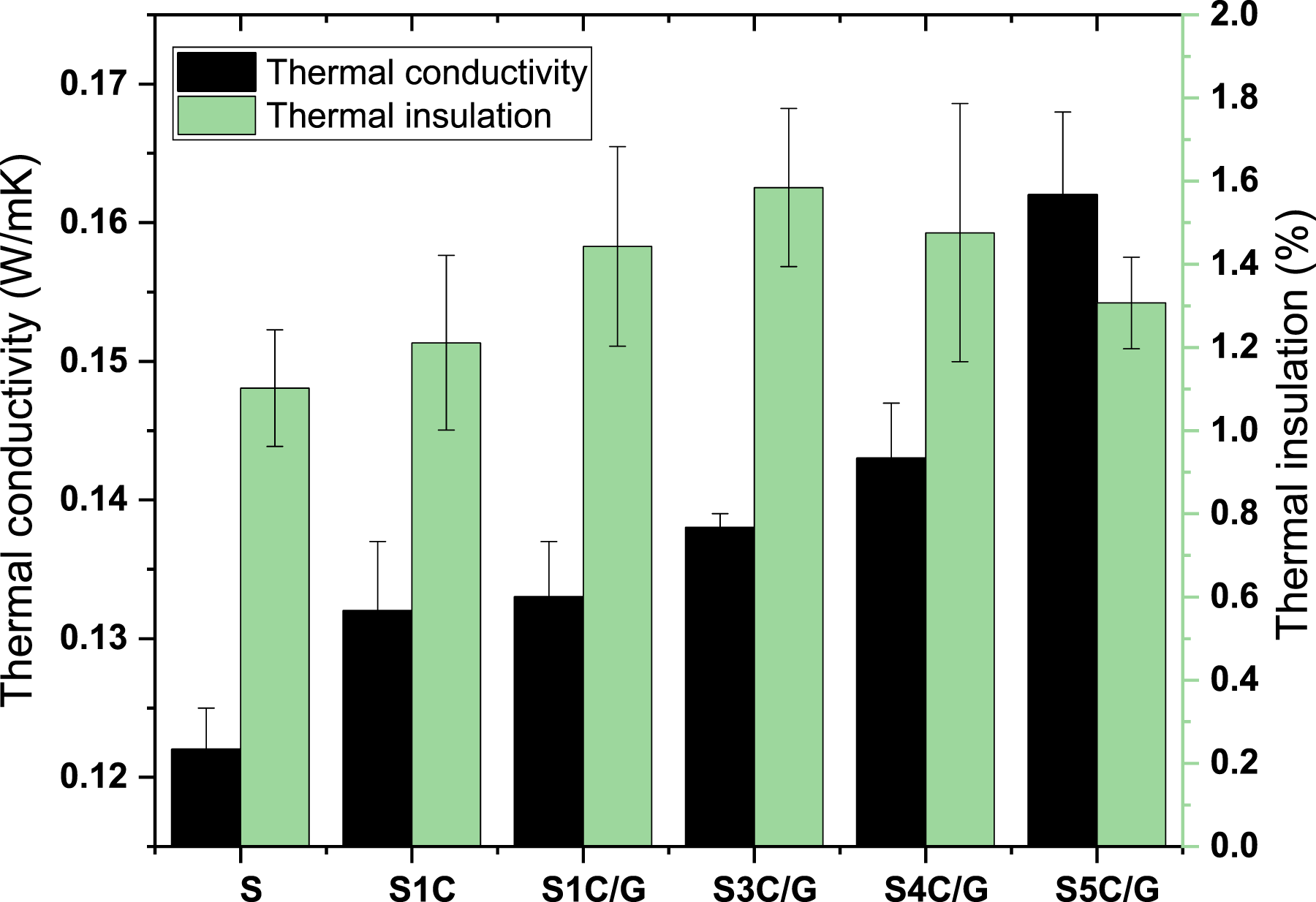
Analysis of optical microscope and scanning electron microscopy (SEM)
Figure 13 presents a microscopic image of Ground Chestnut and Corncob, which shows a good uniformity with few voids or discontinuities. This similar pattern in the texture may indicate that similar properties exist in both materials, which can result in a higher mechanical performance. The uniform distribution of the particles in demonstrates that no important agglomerations, pores, or defects are present in the structural material. For many applications, the fact that when it is placed under a load, there is nothing but an atomic lattice at the place where its strength is tested, since no apparent voids lead to a superior quality of the material being used. This property indicates that these materials may work more efficiently in mechanical applications, distributing the load evenly and avoiding possible breakdown under high pressure.
37
Examination of the morphology of S3C/G with OM (a) 10X (b) 50X magnification.
The SEM micrographs of the fractured surface of PVA-based hybrid composites containing corncob and ground-chestnut fillers are shown in Figure 14. In Figure 14(a), a clear fiber pullout can be found, showing low interfacial adhesion of the fiber and PVA matrix. This observation implies that, during loading, transferring stress from the matrix to the fiber was difficult and, therefore, partial fiber pull-out occurred. The distribution of the fibers in the matrix, which are partially embedded and moderately well dispersed into different regions of the polymer network, is illustrated in Figure 14(b). Although the scatter distribution is relatively uniform, localized agglomerations are found in the configuration, which could work as stress concentration sites for microcrack opening under mechanical action. The corncob and the ground chestnut particles with irregularly shaped structures are revealed in Figure 14(c). The rough, irregular surface of the corncob particles can be beneficial for mechanical interlocking with the matrix, and the finer screen chestnut particles foster better interface contact and filler dispersion. All these characteristics indicate a good degree of physical binding and filling–matrix compatibility. Such interfacial gaps, which may be attributed to poor wetting or differential shrinkage during curing, indicate incomplete bonding (partial debonding) of the filler and matrix between them. Such interface gaps can compromise the strength of the composite by hindering effective stress transfer and reducing the thermal conductivity. The SEM image analysis shows the heterogeneous dispersion of filler and partly interfacial delamination, which will affect the mechanical properties and thermostability of composites. Improving the interfacial bonding using appropriate surface treatments or coupling agents would promote the structural integrity, as well as performance of PVA-based hybrid composites.
38
SEM images of surfaces of PVA-based hybrid composites (S3C/G) showing: (a) fiber pull-out, (b) fiber distribution within the matrix, (c) morphology of corncob and ground chestnut fillers, and (d) interfacial gap.
Discussion
The present study investigates the mechanical and thermal insulating properties of bio-composites reinforced with alkali- and saline-treated corncob and ground chestnut shell fibers. The results clearly indicate that composite performance is strongly dependent on fiber type and composition. Among all formulations, the S5C/G composite, containing only ground chestnut shell fibers, exhibited the highest tensile strength (7.99 MPa), demonstrating the superior reinforcing capability of chestnut shell fibers. This improvement can be attributed to their favorable morphology and enhanced stress transfer between the fiber and matrix.
Similar improvements in mechanical performance have been reported in natural fiber-reinforced composites. For instance, coir fiber-reinforced systems showed approximately a 35% increase in strength at optimal fiber loading (Chin et al., 2022). However, in contrast to studies on groundnut shell-reinforced composites, where groundnut shells did not significantly improve strength or modulus (Ogundare et al., 2024), the present study demonstrates that chestnut shell fibers provide more effective reinforcement.39,40 This difference may be attributed to improved interfacial bonding and more suitable structural characteristics of chestnut shell fibers. On the other hand, composites with higher corncob content (S1C and S2C/G) exhibited lower tensile strength. A similar trend was reported by Gadimoh et al. (2017), where composites developed from corncob and kenaf fibers showed moderate mechanical properties due to limitations in fiber–matrix compatibility and binder performance. This confirms that excessive corncob content reduces reinforcing efficiency due to weaker fiber–matrix interaction. 41 In terms of thermal performance, the S3C/G composite (50/50 blend) exhibited the best insulation properties, indicating a synergistic effect of hybridization. Comparable findings were reported in hybrid bio-composites reinforced with groundnut shell and coir fibers, where combined natural fibers provided improved thermal resistance and acoustic performance (Chin et al., 2022). This suggests that combining fibers with different characteristics enhances thermal insulation behavior. 40 Morphological analysis using optical microscopy (OM) and scanning electron microscopy (SEM) further supports these findings. The results show improved fiber distribution, reduced interfacial gaps, and stronger fiber–matrix bonding due to alkali and saline treatments. These observations are consistent with previous studies, where improved dispersion and interfacial adhesion contributed to enhanced composite performance (Ogundare et al., 2024). From an application perspective, the results indicate that different fiber compositions can be tailored for specific uses. The S5C/G composite, with superior tensile strength, is suitable for load-bearing or semi-structural applications. In contrast, the S3C/G composite, which exhibits better thermal insulation performance, is more suitable for building insulation and packaging of heat-sensitive materials. Overall, compared with the selected literature, the present study demonstrates improved mechanical performance relative to groundnut shell-based systems and shows similar trends regarding hybridization and optimal fiber composition. The findings confirm that appropriate selection of fiber type, composition, and surface treatment is essential to achieve balanced mechanical and thermal properties in sustainable bio-composites.
Conclusion
In this study, it was observed that the mechanical and thermal performance of PVA-based hybrid bio-composites largely depends on the type and ratio of natural fibers used, as well as their surface treatment. Among all samples, the composite reinforced with ground chestnut shell fibers (S5C/G) showed the highest tensile strength (7.99 MPa), indicating its better reinforcing ability and stronger interaction with the matrix. On the other hand, composites with higher corncob content exhibited comparatively lower mechanical strength. Interestingly, the hybrid composite with an equal proportion of corncob and chestnut shell fibers (S3C/G) demonstrated the best thermal insulation performance, making it suitable for applications such as building insulation and protective packaging. The SEM and OM analyses further confirmed that alkali and saline treatments improved fiber dispersion and reduced interfacial gaps, leading to better bonding within the composite. Overall, the findings suggest that these agricultural waste-based fibers can be effectively utilized as sustainable alternatives to conventional synthetic reinforcements in both structural and thermal applications.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.