
Abstract
The growing demand for ecofriendly brake friction materials has accelerated research into green alternatives to conventional hazardous components such as asbestos. This study examines novel hybrid composites with permanganate (KMnO4)-treated Alpinia galanga (A. galanga) stem fibers and Pseudoxytenanthera stocksii (P. stocksii) bamboo rhizomes as reinforcement, combined with Metapenaeus dobsoni (M. dobsoni) shrimp-shell powder as a functional filler. The treated natural fibers enhance structural integrity and thermal stability, while the shrimp-shell powder contributes to controlled abrasiveness and improved surface interaction, together tailoring the composite’s frictional and wear performance for brake applications. Three composite variants were evaluated, with AGSSC (A. galanga-P. stocksii-Shrimp shell composite) exhibiting superior density (1.52 g/cm3), lower void content (2.56%), higher hardness (89 HRL) (measured by Hardness Rockwell L-scale), coefficient of friction (0.39–0.38), and 26% lower wear rate. The study directly supports SDG 12: Responsible Consumption and Production by upcycling multiple waste resources, including M. dobsoni shrimp shells as bio-fillers, P. stocksii Bamboo rhizome residues, and discarded A. galanga stems from medicinal plant processing, into high-performance friction composites. This approach promotes circular resource use, reduces dependence on non-renewable and non-recyclable materials, and demonstrates a sustainable pathway for developing eco-friendly brake friction materials.
1. Introduction
Recent advancements have underscored the potential of innovative brake friction materials derived from natural and waste resources as sustainable alternatives to conventional materials, which are often difficult to process and pose significant environmental hazards. 1 A typical friction material formulation includes numerous ingredients, often exceeding ten, categorized into four main classes: fibers, fillers, friction modifiers (abrasives and lubricants), and binders. 2 Extensive research has been conducted to enhance the tribological performance of these materials by examining each class: fibers,3,4 fillers,5,6 friction modifiers,7,8 and binders. 9
Natural fibers have garnered significant attention due to their advantageous properties, including low density, renewability, biodegradability, cost-effectiveness, high specific modulus, widespread availability, and non-abrasive, non-toxic characteristics.10–12 Among these, Alpinia galanga (L.) Willd. fibers (A. galanga), commonly known as Greater Galanga, is a perennial herb widely cultivated in Southeast Asia and other tropical regions.13,14 A. galanga, a treasured gem in traditional medicine, holds a place of honor in the healing traditions of Thai, Ayurveda, Unani, and Chinese cultures, 13 the plant’s fibrous stems, rich in lignocellulosic content and possessing excellent thermal and mechanical properties, remain largely underutilized, often discarded as waste. This represents a missed opportunity, both in terms of environmental sustainability and material innovation. The present study explores the potential of repurposing A. galanga stems for friction composites, aligning with the principles of waste valorization and sustainable development. Initially, A. galanga powder undergoes comprehensive characterization to assess its physical, chemical, mechanical, thermal, and tribological properties. The findings establish A. galanga as a viable reinforcement material for friction composites. Subsequently, these composites are further refined to enhance sustainability by integrating additional natural components.
Synthetic Calcium carbonate, often used in proportions of 20-40%, is a common filler for reducing costs and improving thermal properties and to enhance consistency. However, increasing environmental concerns have spurred interest in replacing such synthetic fillers with natural alternatives, such as shrimp shell powders, which serve as a rich source of calcium carbonate. Metapenaeus dobsoni (M. dobsoni), commonly known as the Kadal Shrimp, is a species belonging to the family Penaeidae, found predominantly along the Indian coastline. The shrimp processing industry generates significant waste in the form of discarded heads and carapaces, with global prawn processing waste estimated at approximately 3.8 million tonnes annually. 15 In India alone, prawn processing waste accounts for around 1.8 lakh tonnes, making it one of the most substantial contributors to industrial fish waste (Marine Products Export Development Authority (MPEDA), India, 2010). 16 The global shrimp industry, particularly in Asia, which accounts for 70% of the cultured shrimp market, exacerbates waste management challenges, as discarded shells pose economic, environmental, and sustainability issues. 17 Despite its potential for industrial applications, shrimp shell waste remains largely underutilized.
Previous studies have demonstrated the potential of shrimp shell powder in polymer composites, revealing its ability to enhance mechanical properties. Uppalapati, Gunji 18 reported that composites reinforced with prawn shell powder exhibit notable strength and load-bearing capacity. Similarly, 19 observed that polymer composites incorporating polypropylene and high shrimp shell content exhibited superior tensile and impact strength. Moreover, Al7075 alloy composites reinforced with silicon carbide and crab shell powder demonstrated improved tensile strength, with the optimal composition identified as a 10% SiC and 9% crab shell powder composite. 20 Building upon this foundation, the present study integrates M. dobsoni shrimp shell powders, processed through standardized treatments, as a filler material to evaluate their impact on the physical, thermal, mechanical, and tribological properties of the proposed eco-friendly friction composites in conjunction with A. galanga.
Although the fabricated composites exhibit promising mechanical properties, their tribological performance requires further enhancement. To address this, bamboo rhizomes were incorporated into the reinforcement phase. Notably, the Pseudoxytenanthera species, specifically Pseudoxytenanthera stocksii (P. stocksii), has been identified as possessing superior chemical, thermal, and mechanical properties compared to commonly utilized bamboo species. 21 Previous studies have detailed the performance evaluation of benzoylated bamboo rhizome–reinforced brake pad formulations, demonstrating that the rhizome fibers provide excellent interfacial bonding stability and contribute to superior fade and recovery characteristics in the frictional behaviour of automotive brake pads. 22 This study employs permanganate treatment on both P. stocksii bamboo rhizomes and A. galanga stem powder to improve their suitability as reinforcement materials. This treatment mitigates moisture absorption 23 and enhances fiber hydrophobicity, making them more viable for engineering applications.
The proposed work focuses on the development of eco-friendly friction composites by incorporating natural fibers, innovative fillers, and sustainable practices. The friction composite utilizing a novel hybrid combination of permanganate-treated P. stocksii bamboo rhizomes and A. galanga stem fibers as reinforcement materials, with M. dobsoni shrimp shell powder serving as the filler material. A systematic characterization of the resulting composites was conducted, assessing their physical, mechanical, thermal, and tribological properties. Tribological performance was evaluated using a pin-on-disc setup under varying load and speed conditions, with an emphasis on achieving a high and stable coefficient of friction, minimal fluctuations, and low wear rates. Conventional brake friction materials rely heavily on non-renewable fillers, synthetic fibers, and hazardous substances such as asbestos, which pose environmental and health concerns during production, usage, and disposal. Phenol formaldehyde resin was employed as the binder material in these friction composites. This polymer-based resin plays a pivotal role in maintaining the structural integrity of the composites under thermal and mechanical stress. It ensures that the components remain cohesive during operation, contributing to the durability and performance of the composite material. 24 Along with other constituents, rich in lignocellulosic materials and organic compounds, cashew dust is known for its high thermal stability, binding properties, and eco-friendly nature. Its inclusion as functional filler in the composite formulations contributed to enhanced thermal and mechanical performance. Additionally, the growing volume of agricultural and marine biomass waste, such as A. galanga stems, P. stocksii bamboo rhizome residues, and M. dobsoni shrimp shells, remains largely unutilized despite their potential as sustainable reinforcement and filler resources. However, the tribological feasibility, mechanical performance, and overall suitability of such waste-derived materials in friction composites remain insufficiently explored. Therefore, a comprehensive investigation is needed to develop and evaluate eco-friendly, waste-derived hybrid composites that can meet the performance requirements of automotive braking systems while supporting circular economy principles. The findings of this study contribute to the advancement of eco-friendly friction materials for automotive applications, reducing dependence on hazardous and non-recyclable components while simultaneously improving performance and environmental sustainability.
2. Materials and methods
2.1. Materials
Specimen nomenclature adopted in the current study.

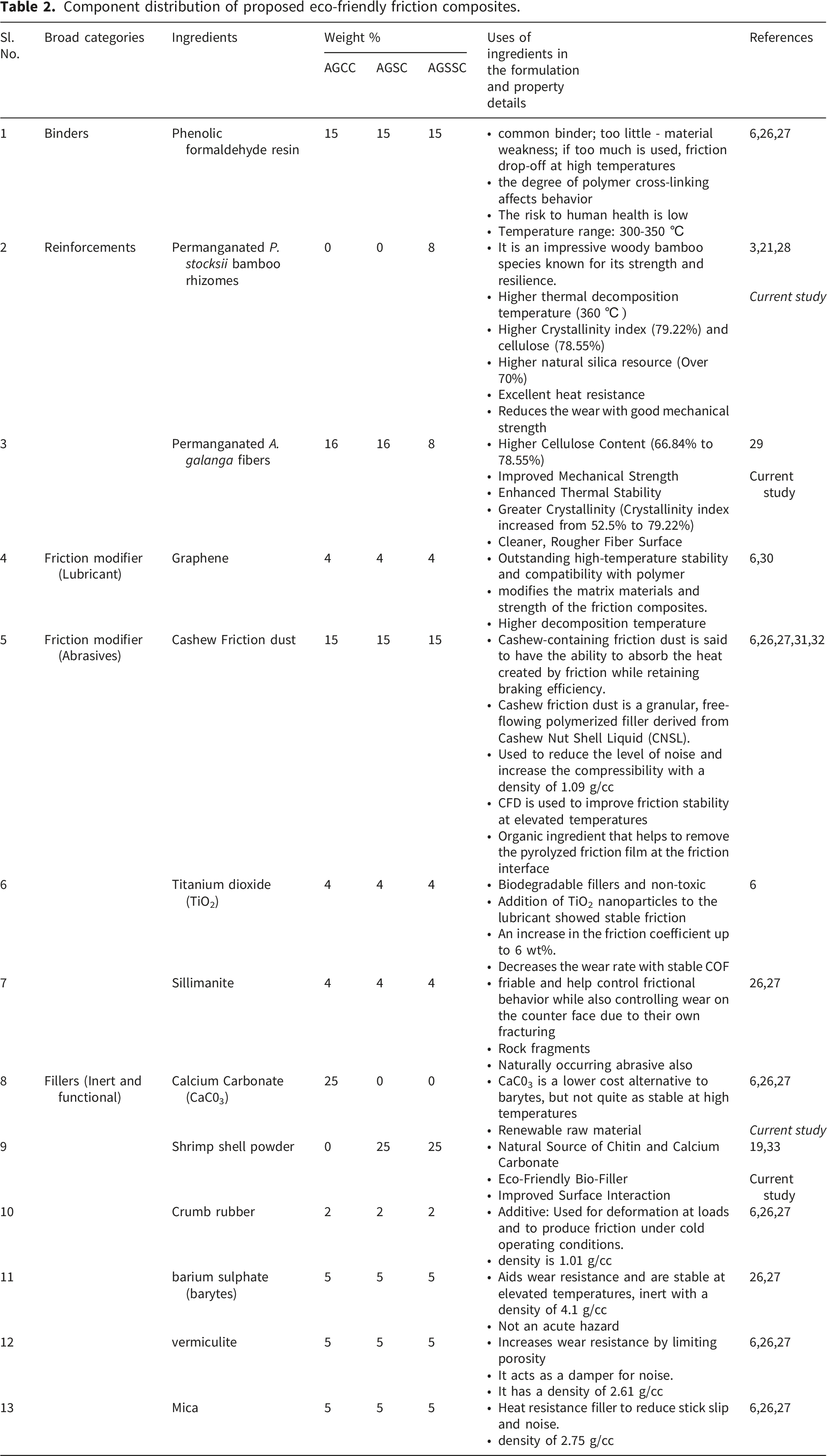
Component distribution of proposed eco-friendly friction composites.
Two natural fibers, P. stocksii bamboo rhizomes and A. galanga stems, served as reinforcement components. Bamboo rhizomes (P. stocksii), typically a waste byproduct of bamboo cultivation, were sourced from the Jawaharlal Nehru Tropical Botanic Garden and Research Institute (JNTBGRI), in Kerala, India. The global Bamboo industry, estimated at USD 59.30 billion in 2021, is expected to expand at a CAGR of 4.5% between 2022 and 2030.
34
Despite their essential role in the plant’s perennial growth, Bamboo Rhizomes as depicted in Figure 1(a), subterranean stem structures, remain significantly underutilized. When left unmanaged, these Rhizomes accumulate and decompose, contributing to environmental issues. To address this overlooked biomass resource, the present study investigates the use of P. stocksii Rhizomes as one of the reinforcement materials in eco-friendly hybrid composites, targeting engineering applications where high frictional resistance is crucial. Permanganate treatment cycle of raw P. stocksii bamboo rhizomes. (a) P. stocksii bamboo rhizome. (b) KMnO4 treatment. (c) Permanganate modified P. stocksii bamboo powder.
The Rhizomes of P. stocksii were subjected to a systematic extraction and purification protocol. Initially, freshly collected Rhizomes (average length ∼10–15 cm segments) were cleaned using a high-pressure Water Jet to remove adhered Soil, Mud, and surface contaminants. Following this, the cleaned Rhizomes, as shown in Figure 1(a), were placed in a Humidity Chamber maintained at 20°C and 65% Relative Humidity to stabilize moisture content and reduce variability during processing. This conditioning step was carried out for 48 hours. After equilibration, the Rhizomes were oven-dried at 60°C for 24 hours to ensure removal of residual moisture. The dried Rhizomes were then mechanically pulverized using a high-speed grinder. The resulting powder was thoroughly washed first with distilled Water, followed by immersion in 80% Ethanol to remove deep-seated organic impurities. The washed powders were dried again at 60 °C and subsequently sieved to obtain uniform micron-sized particles, which were designated as PSR for subsequent analyses.
Chemical treatment was employed to improve the hydrophobicity, reduce moisture absorption, and enhance the interfacial bonding of the Rhizome Powder with the Polymer Matrix.
35
The Rhizome Powder was first subjected to Alkaline Treatment by immersing it in a 5% Sodium Hydroxide (NaOH) solution for 30 minutes, after which it was filtered, rinsed with a mild Acetic Acid solution to neutralize residual alkali, thoroughly washed with distilled Water, and oven-dried at 60 °C until a constant weight was achieved. Subsequently, the Alkaline-treated powder underwent Permanganate Treatment,35,36 where it was immersed in a 0.02% Potassium Permanganate (KMnO4)/Acetone solution for 3 minutes as shown in Figure 1(b), followed by immediate filtration, repeated washing with distilled Water to remove unreacted KMnO4, and drying at 60°C to obtain the final Permanganate-treated Rhizome Powder (PPSR) as depicted in Figure 1(c). The Alkaline and KMnO4 treatment effects were detailed in Figure 2. Chemical modification process: Alkaline and Potassium Permanganate treatment.
A. galanga stems, commonly known as galangal, were another reinforcement ingredient, first time used in friction composites. This rhizomatous plant from the ginger family (Zingiberaceae) is renowned for its medicinal, culinary, and pharmaceutical applications, yet its stems remain underutilized. Sourced from Pathanamthitta district in Kerala, the stems of A. galanga (Figure 3(a) & (b)) were first cleaned thoroughly and cut into uniform sections of about 15–20 cm (Figure 3(c)). These sections were oven-dried at 40–50 °C for 24 hours to remove inherent moisture and stabilize their dimensions. After initial drying, the stems were placed in a hot-air chamber to eliminate any remaining surface moisture and then immersed in a 5% NaOH solution for 2–6 hours at room temperature. This alkaline soaking helped loosen lignin, hemicellulose, and other natural binding components. The treated stems were then rinsed well under running water to remove residual alkali, after which the softened outer layers were peeled or gently scraped. This allowed the internal fibres to be separated manually and refined through combing. The extracted fibres were subsequently dried again at low temperature (40–50°C) to preserve their integrity while ensuring complete moisture removal. Once dried, the fibre bundles were milled into a fine powder as shown in Figure 3(d), sieved to achieve uniform particle distribution, and stored in airtight containers to prevent moisture uptake or contamination. Permanganate treatment cycle of raw A. galanga fibres. (a) A. galanga plant. (b) A. galanga pseudostem with leaf. (c) A. galanga pseudostem. (d) Untreated A. galanga fibre. (e) Permanganate treatment on A. galanga fibre. (f) Permanganated A. galanga fibre.
To further improve their suitability as a reinforcement phase, the fibres underwent the same chemical modification process adopted for P. stocksii rhizome powder. An initial alkaline treatment was followed by a controlled Potassium Permanganate (KMnO4) treatment as depicted in Figure 3(e). This dual treatment protocol enhanced surface roughness, reduced hydrophilicity, and improved fibre–matrix interfacial compatibility. The resulting powdered permanganate-modified A. galanga fibres (Figure 3(f)) were designated as PAGF and incorporated as one of the natural reinforcement constituents alongside P. stocksii in the present study. Figure 3(a)-(f) shows the treatment cycle of A. galanga fibres.
Filler materials, including shrimp shell powder and cashew dust, were incorporated into the composites to enhance their overall performance. Shrimp shell powder, derived from the shells of M. dobsoni (commonly known as Kadal Shrimp) as depicted in Figure 2, was used as a bio-based alternative to calcium carbonate (CaCO3). The shrimp shells, collected from Alappuzha district in Kerala, underwent a multi-step preparation process. This involved cleaning, drying, grinding into fine powder, and sieving to ensure uniformity. The powder was then treated with a sodium hydroxide solution to remove proteins and impurities, followed by rinsing, neutralization with acetic acid, and optional decarbonation with hydrochloric acid. The final product was dried and stored in airtight containers.
All raw materials used in this study were sourced from verified and reliable suppliers. The pseudo-stems of A. galanga were collected from Kozhencherry, Kerala, India, and the plant species was taxonomically authenticated using standard botanical references. A voucher specimen (CATH Herbarium: 23004) was deposited for future verification. P. stocksii rhizomes were procured from the Jawaharlal Nehru Tropical Botanic Garden & Research Institute (JNTBGRI), Thiruvananthapuram, and a corresponding voucher specimen (Accession No. 891) was archived in the institutional herbarium.
Analytical-grade chemicals used for fiber pretreatment, including Sodium Hydroxide (NaOH), Potassium Permanganate (KMnO4), Acetone, and Acetic Acid, were obtained from Merck Life Science Pvt. Ltd., India. Phenol Formaldehyde resin, Cashew Dust, Vermiculite, Mica and Calcium Carbonate (CaCO3),used in the composite formulation were supplied by Fricmart, New Delhi, India. Mineral fillers such as Titanium Dioxide (TiO2), Sillimanite, and Barite were procured from Kerala Minerals and Metals Ltd. (KMML), Kollam, Kerala, India. Crumb Rubber was sourced from a rubber reclaiming facility in Ernakulam, Kerala, ensuring uniform particle size appropriate for friction materials. Shrimp Shell Powder, used as a natural additive, was prepared from shrimp shells collected from licensed seafood-processing units in Alappuzha district, Kerala, following the procedures reported in previous studies. The lubricant-grade Graphene incorporated into the formulation was procured from Sigma-Aldrich. The formulations, as outlined in Table 2, highlight the strategic distribution of fixed and variable ingredients, demonstrating a meticulous approach to developing sustainable composites. This study underscores the potential of underutilized resources, such as bamboo rhizomes and A. galanga stems, alongside bio-based fillers like shrimp shell powder and cashew dust, in creating innovative, eco-friendly friction materials suitable for industrial applications.
2.2. Processing of shrimp shell powder
Fresh or dried M. dobsoni shrimp shells are collected as shown in Figure 4(a), ensuring they are free from contaminants such as sand, dirt, and organic residues. Thoroughly wash the shells under running water and soak them in clean water for 1–2 hours to loosen any remaining impurities. After cleaning, the shells are dried to remove moisture. Oven drying at a moderate temperature of 50–60°C is recommended until the shells become brittle and moisture content is reduced to a minimum. Once dried, the shells are ground into a fine powder using a mechanical milling unit. The ground material is passed through a fine mesh sieve to ensure uniform particle size, which is crucial for consistent performance in friction composites. Extraction of shrimp (Metapenaeus dobsoni) shell powder. (a) Metapenaeus dobsoni (Kadal shrimp). (b) Shrimp shell powder.
The powdered shells are subjected to an alkaline treatment to remove proteins and other organic materials. This involves soaking the powder in a sodium hydroxide (NaOH) solution, typically at a concentration of 4–5%, for 4–6 hours at room temperature. The solution is stirred periodically to ensure effective deproteinization. After alkaline treatment, the material is thoroughly rinsed with distilled water until the effluent is neutral. An optional neutralization step using a dilute acetic acid (1%) solution may be performed to eliminate residual alkalinity. In order to attain higher purity level, it can be treated with dilute hydrochloric acid (HCl, ∼1–2%) to dissolve any calcium carbonate remnants and convert them to soluble calcium salts.
The treated powder is dried again, either in a hot air oven at 50–60°C under vacuum, to ensure complete removal of moisture. The final product is characterized to confirm its chemical composition and particle size distribution. The shrimp shell powder obtained as shown in Figure 4(b) is then stored in airtight containers in a cool, dry environment to prevent contamination or moisture absorption. This processed shrimp shell powder is utilized effectively to serve as a bio-based, sustainable alternative to calcium carbonate in the proposed friction composites, offering potential benefits such as enhanced thermal stability and eco-friendliness.
2.3. Characterization of natural resources
The cellulose, hemicellulose, lignin, and ash content of permanganate-treated A. galanga fibers and P. stocksii bamboo rhizomes 21 were analyzed following established methodologies.28,37 Physical properties such as fiber density, moisture content, and water absorption capacity were assessed based on previously documented protocols.21,38 The effect of permanganate treatment on the fibers’ crystal structure and molecular composition was examined using X-ray diffraction (XRD). Fourier-transform infrared spectroscopy (FTIR) was performed with an FTIR-IR Prestige-21 spectrometer, and thermogravimetric analysis (TGA) was conducted using a PerkinElmer/TGA4000 instrument to evaluate the thermal stability and structural characteristics of the fibers, shrimp shell powders, and their role in friction composite materials.
2.4. Fabrication of friction composites
The composite formulation included phenol formaldehyde resin as the binder, permanganate-treated powdered P. stocksii bamboo rhizomes 21 and A. galanga fibers as reinforcements, calcium carbonate as the filler, shrimp shell powder as a partial replacement for fillers, and cashew dust replaced with graphene nano particles as the lubricant. The ingredient weight percentages were optimized based on prior studies.2,25,39 Detailed compositions are presented in Table 2.
Three distinct compositions were prepared for the friction test. The blending process was carried out in a high-speed blender for 16 minutes at 4000 rpm using a sequential mixing method.2,25 Initially, fibers were added and mixed for 10 minutes to optimize volume. Subsequently, fillers and friction boosters were introduced and blended for 3 minutes, followed by binding agents for an additional 3 minutes, completing the 16-minute mixing cycle. The blended mixture was then transferred into a cylindrical mold conforming to ASTM G99 standards to produce pin samples. The mold was subjected to a hot compression process at 15 MPa and 180°C for 20 minutes, resulting in cylindrical composites with a diameter of 10 mm and a length of 40 mm, as shown in Figure 5. To ensure uniform bonding and minimize pore volume, the fabricated pin samples underwent a post-curing process in a digitalized hot-air oven at 180°C for 2 hours. Images of the developed friction composites.
2.5. Physical and mechanical characterization of friction composites
Characterization tests were performed following standardized guidelines, including IS2742 Part 3.40,41 Porosity was determined using the water displacement method, adhering to the JIS D 4418-39 standard, which calculates the ratio of absorbed water volume to the total material volume. Immersion tests were conducted as per ASTM D 570-77 to evaluate absorption capacity in distilled water, saline water, and oil, with weight changes recorded every 24 hours. Hardness measurements were carried out using a Rockwell hardness tester according ASTM D785 standards, applying minor and major loads of 10 kgf and 100 kgf, respectively, with a 0.5-inch steel ball indenter and recording results on the L scale. Mechanical and tribological properties were assessed using established testing protocols. 42
2.6. Tribological characterization of friction composites
Friction and wear behavior of the friction composites were analyzed using a Pin-on-Disc tribometer in compliance with ASTM G99 standards. The testing setup included a grey cast iron disc, 160 mm in diameter, as the counterface for the pin specimens. Tests were conducted by varying the disc’s rotational speeds while maintaining constant sliding velocities. Key parameters included a track diameter of 120 mm, an applied load of 60 N, sliding velocities ranging from 2.5 to 5.5 m/s, and a maximum sliding distance of 6300 m. The fabricated samples were tested under these conditions for a total duration of 2100 seconds, equivalent to 11 minutes, at different speeds. The tribological parameters, including the coefficient of friction, specific wear rate, and friction stability, of the fabricated friction composites were characterized following established methodologies from previous literature.2,21
2.7. Morphological study
The surface characteristics of the friction composites were examined using a JEOL JSM-IT510 scanning electron microscope (SEM). Morphological changes were observed before and after tribological tests to study surface alterations from friction. Samples were gold-coated to improve visualization and conductivity. The analysis was conducted in a vacuum to enhance conductivity and enable detailed surface examination.
3. Results and discussion
3.1. Physical, chemical, and structural characterization of reinforcement fibers
Chemical characterization of reinforcement natural fibers.

Experimental results of physical and structural characterization parameters.
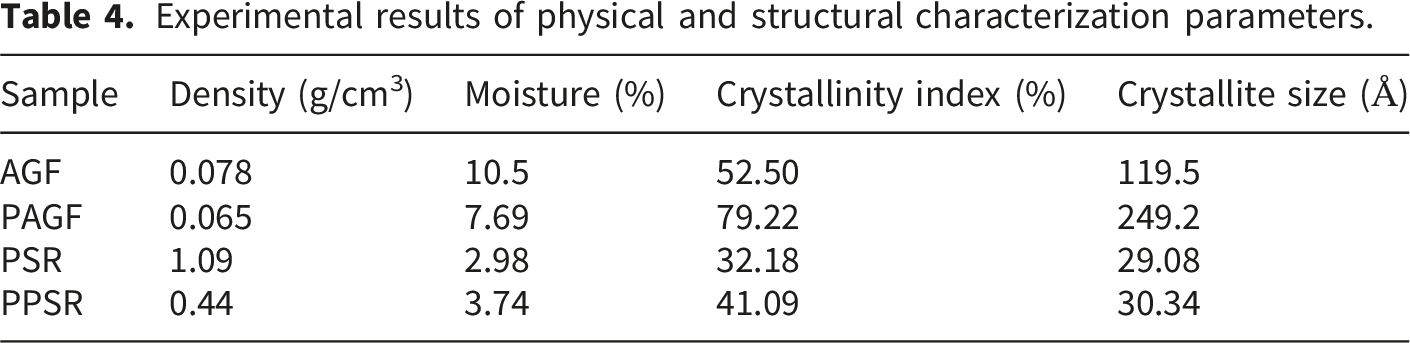
Crystallinity index (CI) increased substantially in PAGF (79.22%) and PPSR (41.09%) compared to their untreated forms, which is a result of the elimination of non-cellulosic fractions, leading to better alignment and organization of cellulose chains. Additionally, the crystallite size 44 showed notable growth, with PAGF rising to 249.2 Å and PPSR to 30.34 Å, signifying enhanced crystalline structure and improved mechanical integrity. These transformations contribute to the enhanced performance of fibers in the proposed composite applications, particularly in terms of strength, thermal stability, and moisture resistance. The CI & CS values were detailed in Table 4.
3.2. Physical, thermal and mechanical characterization of friction composites
Experimental results of characterization of friction composites.

AGSSC exhibited the highest experimental density (1.52 g/cm3) and the lowest void content (2.56%), indicating exceptional structural integrity and effective compaction. Additionally, AGSSC demonstrated minimal water absorption (13.76%), and the lowest moisture content (1.36%) as detailed in Table 5, reflecting its excellent resistance to environmental influences. The shrimp shell powder filler not only contributed to increased hardness (89 HRL) but also enhanced the abrasive characteristics of the composite, while its strong interaction with the matrix reduced porosity (23.16%).
Porosity and hardness of fabricated friction composites.

The thermal behavior of the best-performing AGSSC composite is discussed in detail, and the TGA plot is depicted in Figure 6. The initial negligible weight loss below ∼120 °C is linked with the elimination of the absorbed moisture content, thus suggesting lower hydrophilicity characteristics owing to the successful alkaline and KMnO4 surface treatments. The degradation region around ∼250-350 °C is related to the degradation of the hemicellulose components and partial degradation of cellulose present within the natural reinforcement materials, thus with a delayed onset due to strengthened interface integrity between the fibers and matrices. The principal weight loss stage occurring between ∼400 and 550°C is mainly due to the degradation of cellulose, chitinous materials within shrimp shell powder, and the phenomenolic resin matrix, thus with the shrimp shell filler rich in minerals playing a significant role in promoting higher char yield and thermal resistance equivalent to that of CaCO3. Above 600°C, the AGSSC composite sustains a relatively high weight, mainly due to the presence of thermal stable inorganic components and char content, thus playing an important role in sustaining frictional integrity during extreme braking operations. The overall TGA analysis clearly confirms that the addition of shrimp shell powder and the permanganic treatment of A. galanga fiber, along with that of P. stocksii rhizomes, help design a thermally stable and environmentally compatible friction composite meeting adequate demands within ecologically compatible brake pads. The optimized properties of AGSSC make it a standout composite for sustainable and efficient braking systems, reflecting its thermal stability, structural integrity, and consistent frictional performance. TGA plot of AGSSC.
3.3. Tribological analysis
The experimental findings emphasize the exceptional performance of friction composites under varying sliding velocities, particularly highlighting the impact of permanganate-treated fiber reinforcements. Among the tested composites, AGSSC demonstrated superior frictional properties, achieving both high friction stability and exceptional wear resistance. The coefficient of friction (CoF) for AGSSC ranged from 0.39 at 2.5 m/s to 0.38 at 5.5 m/s, shown in Figure 6(a) showcasing remarkable consistency even at elevated sliding velocities. Moreover, AGSSC exhibited the lowest specific wear rate of 3.14 × 10-5 mm3/Nm at 5.5 m/s, underscoring its excellent resistance to wear and frictional reliability (95%-93%) as depicted in Figure 7. CoF variation on sliding velocity and speed. (a) Variation of CoF with sliding velocity. (b) Variation of CoF with sliding distance.
The permanganate treatment of fibers played a pivotal role in these results by effectively eliminating the amorphous surface layer on the fibers, thereby enhancing their interfacial adhesion with the composite matrix. This enhancement was reflected in the increased density and hardness values of the composites. 35 The improved interfacial bonding also contributed to reduced porosity, resulting in consistent CoF values and a significant reduction in the specific wear rate. 2
As shown in Figure 7(a), an increase in sliding velocity from 2.5 m/s to 4 m/s resulted in a decline in the CoF across all specimens, consistent with established tribological principles. This trend persisted as the velocity further escalated to 5.5 m/s. At lower sliding velocities, the contact surface temperature between the specimen and the cast iron counter face remained insufficient to induce thermal softening of the phenol-formaldehyde binder, preserving its brittle nature. Notably, the reinforcement of P. stocksii bamboo rhizomes and A. galanga in AGSSC played a critical role in maintaining higher CoF values even at 5.5 m/s, compared to other composites like AGCC and AGSC. However, as the velocity increased to 5.5 m/s, the generated heat led to the thermal softening of the binder. This phenomenon resulted in the formation of an interfacial layer that acted as a barrier between the fibers and the counter face, thereby reducing the CoF. 45
This trend underscores the relationship between CoF and the interaction mechanisms at the composite’s rubbing surface, where adhesion and deformation emerge as the dominant friction mechanisms. On rough surfaces, deformation due to asperities prevailed, whereas adhesion dominated on smoother surfaces.46,47 Figure 7(b) illustrates the stabilization of the composite specimens after a running-in period, signifying consistent frictional performance over the operational cycle. The CoF curve in Figure 7(b) shows a characteristic rise during the initial sliding distance, followed by a transition to a stable frictional regime. This behaviour reflects the elastic-to-plastic deformation of surface asperities, a phenomenon conceptually similar to Hertzian contact mechanics. 48 At the beginning of sliding, the real contact area is limited, and the asperities undergo predominantly elastic deformation, resulting in a gradual increase in CoF. As sliding progresses, micro-junctions form and break continuously, leading to a stabilized contact interface and a steady-state CoF. Although the composite–rotor interface does not strictly satisfy classical Hertzian assumptions, the observed friction evolution aligns with the fundamental principles of asperity deformation described in Hertzian-type contact theory.
In contrast with AGSSC, AGCC (with calcium carbonate filler) and AGSC (with shrimp shell powder filler) demonstrated lower friction stability and higher wear rates, particularly at elevated sliding velocities. Over time, the rubbing surfaces of all specimens attained a smoother texture due to the development of a thin friction film, which contributed to a gradual decline in CoF during extended rubbing periods. As shown in Figure 8(a), an increase in sliding velocity corresponded to higher specific wear rates for all composites. However, AGSSC consistently exhibited a lower specific wear rate compared to its counterparts. At higher velocities, the accumulation of wear debris on the counter face intensified impact-induced loading on the tribological surface. This repetitive loading led to debonding and surface cracking, thereby accelerating wear progression.
49
The superior performance of AGSSC can be attributed to its higher hardness and lower porosity, facilitated by the permanganate treatment. These characteristics enhanced the composite’s resistance to penetration, effectively minimizing abrasive wear. The strength of the fiber-matrix interface was another decisive factor. Strong interfacial bonding enabled the reinforcement to uniformly distribute the applied load, significantly improving the composite’s wear resistance.
50
Variation of SWR & friction stability with sliding velocity. (a) Variation of SWR with sliding velocity. (b) Variation of friction stability with sliding velocity.
Chemical treatment of shrimp shell powder further enhanced the adhesion between the filler and the matrix. 51 This improved adhesion increased friction at the mating surfaces and contributed to the strong interfacial bonding observed in AGSSC. The rod-shaped crystalline structure of shrimp shell powder particles increased surface abrasiveness, which, while enhancing friction, also led to higher wear rates in AGSC composites. In the case of A. galanga with P. stocksii bamboo rhizome-reinforced composites (AGSSC), the wear rate was notably lower. This outcome can be attributed to the improved bonding between the A. galanga fibers, bamboo rhizomes, shrimp shell powder, and the binder material. The robust interfacial adhesion helped retain shrimp shell particles in the third body layer, reducing wear loss at the interface and contributing to consistent frictional properties. 51 The incorporation of A. galanga fibers and P. stocksii bamboo rhizomes creates a synergistic reinforcement effect, contributing to the high and consistent friction stability of the composite. 21 The unique fibrous and structural properties of these reinforcements such as higher cellulosic contents with elevated crystalline index as detailed in Table 4 enhance the interfacial bonding within the matrix, reducing porosity and ensuring uniform load distribution during sliding. This strong interface ensures minimal loss of friction performance even under varying sliding velocities.
The friction stability of AGSSC shown in Figure 8(b) remained consistently superior, ranging from 95% to 93%, even under high sliding velocities. This robustness highlights its potential for high-performance applications such as automotive brake pads. Replacing calcium carbonate in AGCC with shrimp shell powder and bamboo rhizome reinforcement in AGSSC significantly enhanced the composite’s thermal stability, structural integrity, and wear resistance. These improvements make AGSSC the most promising candidate for sustainable and efficient braking systems. In conclusion, the exceptional wear resistance, consistent frictional performance, and improved thermal stability of AGSSC position it as a highly viable material for advanced tribological applications, particularly in eco-friendly brake systems.
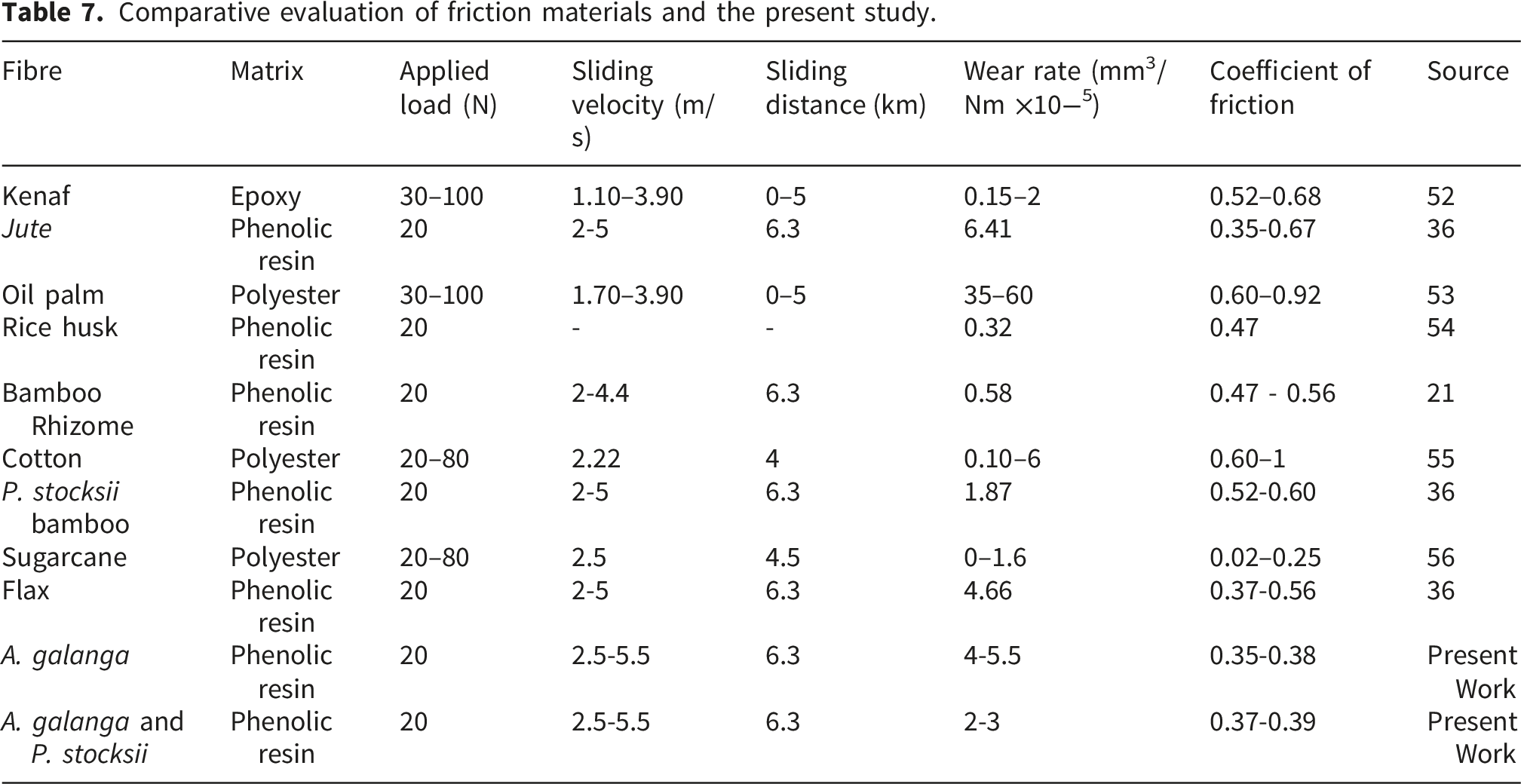
Comparative evaluation of friction materials and the present study.
3.4. SEM analysis
The SEM images, showcasing the worn surface morphology of the tested friction composites both before and after the friction test on the pin-on-disk tribometer, are depicted in Figure 9(a)–(f). Figure 6(a) shows the AGCC composite before wear, highlighting smaller voids (F) and reinforcement fibers (G). Figure 9(c) and 9(e) show the AGSC and AGSSC composites, respectively, with smaller ingredient particles (H) and surface cracks (I) before wear. These images provide valuable insights into the material behavior under frictional loading. The formation of hard (primary) plateaus, marked as ‘A’ in Figure 9(f), occurs due to the exposure of stable reinforcements such as A. galanga fibers, P. stocksii bamboo rhizomes, and shrimp shell powder against the rotor. These hard plateaus, characterized by their mechanical robustness, effectively endure the frictional load during braking operations.
51
Additionally, soft (secondary) plateaus, identified as ‘B’ in Figure 9(f), are observed to form as worn particles accumulate in the interfacial spaces between the rotor and the friction material. This accumulation results from the rotary motion, where the frictional pressure and heat cause the loose particles to fuse together, contributing to the overall wear mechanism. These plateaus are critical to the performance of friction composites as they define the effective contact area between the rotor and the pad, thereby reducing direct interaction between the rotor asperities and the softer matrix materials like the phenolic binder and filler.
57
This, in turn, minimizes wear and improves durability. SEM images of worn surface morphology of friction composites.
In the case of AGSC composites, the SEM analysis highlights loosely packed particles near the hard plateaus (marked as ‘C’ in Figure 9(d)). As the rotary motion progresses, these particles increasingly accumulate and fuse due to the applied frictional forces, creating a more compact and cohesive structure. 58 However, the irregular wear patterns provided by A. galanga fiber reinforcements are evident, as shown in Figure 8(b), suggesting localized abrasions and surface roughness. The rotor asperities’ direct interaction with the plateaus further abrades them, forming wear tracks along the sliding direction (marked as ‘G’ in Figure 9(b)). Additionally, detached debris particles (marked as ‘D’ in Figure 9(b)) are observed, originating from the bulk material of the pad. These debris particles are relatively larger, particularly in AGCC samples, as depicted in Figure 9(b). This weaker bonding leads to a higher degree of material detachment, underscoring the importance of strong filler-matrix interactions for enhanced wear resistance.
4. Conclusion
The study revealed significant enhancements in the chemical and tribological properties of permanganate-treated fiber-reinforced composites. Cellulose content increased by 11.30% in AGF (from 70.85% to 78.85%) and by 19.27% in PSR (from 66.69% to 79.56%), while hemicellulose and lignin content decreased by 45.43% and 38.39% in PPSR, respectively. Crystallinity index improved substantially, by 49.16% in PAGF (79.22%) and 32.28% in PPSR (41.09%), with corresponding increases in crystallite size to 249.2 Å (PAGF) and 30.34 Å (PPSR). Among composites, AGSSC demonstrated outstanding performance, with a 12% higher density (1.52 g/cm3) and 10.4% lower void content (2.56%) compared to AGCC. AGSSC exhibited minimal water absorption (13.76%) and moisture content (1.36%), reflecting 17.25% and 9.33% reductions, respectively. Its hardness reached 89 HRL, 5.81% higher than AGCC (84 HRL). Tribologically, AGSSC maintained a stable coefficient of friction (0.39 to 0.38) across sliding velocities (2.5 to 5.5 m/s) and achieved a 26% lower specific wear rate (3.14 × 10-5 mm3/Nm) than AGCC, with friction stability of 95%-93%. These improvements, combined with exceptional wear resistance and thermal stability, position AGSSC as a promising material for high-performance and sustainable brake pad applications.
Footnotes
Acknowledgements
Authors would like to acknowledge CATH Herbarium, Department of Botany, Catholicate College, Pathanamthitta, Kerala, India for providing Alpinia galanga (A. galanga) stem fibers for the study.
Ethical considerations
Experimental research and field studies on various species of bamboo reported here comply with relevant institutional, national, and international guidelines and legislation.
Author contributions
Jiyas N: Writing – original draft, review & editing, validation, resources, methodology, formal analysis, data curation, and conceptualization. Indu Sasidharan: Writing – review & editing, validation, resources, methodology, formal analysis, conceptualization, and data curation. Bindu Kumar K: Writing – review & editing, validation, project administration, methodology, investigation, data curation, conceptualization, and formal analysis. P. Senthamaraikannan: Writing – review & editing, methodology, investigation, data curation, conceptualization, and formal analysis, R. Kumar-: Writing – review & editing, validation, conceptualization, and formal analysis.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
All data generated or analysed during this study are included in this published article.
AI tool usage declaration
During the preparation of this work, the authors used Grammarly in order to improve language clarity, grammar, and spelling. After using this tool, the authors reviewed and edited the content as needed and take full responsibility for the content of the publication.