
Abstract
Polymer composites based on unsaturated polyester resin (UPR) and reinforced with particles based on unmodified/modified plant provenance biosilica particles were synthesized and characterized. An unsaturated polyester resin was obtained from waste poly (ethylene terephthalate (PET). Biosilaca particles are made from rice husk biomass. The surface of the produced silica particles was modified using three different silanes: 3-trimethoxysilylpropyl methacrylate (MEMO), trimethoxyvinylsilane (TMEVS), and 3-aminopropyltrimethoxysilane (APTMS). The microhardness test method was used to investigate the mechanical properties of synthesized composite material with variations in dwell times and applied loads. Optimization of composite microhardness value prediction in function of synthesized parameters (type of modification of silica particles) and measurement parameters (applied loads and dwell times) was done using the method of response surface methodology (RSM) regression analysis. The maximal microhardness values (0.459 GPa) were obtained of type modification of silica particles with vinyl with 80% confidence for 120 experimental variables. This method can be used to choose the optimal dwell time and load for comparison of measurements between different composite materials and to enable the choice of the material in terms of optimization of the quality of reinforcement and quality of interphase determined by surface modification.
Introduction
Preservation of environment, concern about the use of nonrenewable resources and pollution are of growing concern in last decade. This concern has led to a noticeable shift in the direction of replacing synthetic composites and plastics with composites derived from natural sources. This shift is driven by the potential for these natural raw materials to possess a reduced carbon footprint. 1 One noteworthy area of development is polymer nanocomposites, which are emerging as novel materials with rapid advancements. Novel nanocomposites consist of a matrix composed of either thermoplastic or thermosetting polymers, which are reinforced with materials that can be of different shapes, composition, and surface quality. These reinforcing materials include powders, linear fibers, nanotubes, and layered substances such as clay. 2 Recycled PET used to generate unsaturated polyester resin is an environmentally friendly technique. This process results in a resin that is more eco-friendly. Monomers required for the synthesis of this unsaturated polyester resin include anhydrides (such as phthalic or maleic), acids (including phthalic, maleic, or fumaric), and glycols (such as ethylene glycol - EG, 1,2 propylene glycol - PEG, and diethylene glycol - DEG). 3 Chemical recycling represents a viable method for producing unsaturated polyester resin from PET. This approach involves the depolymerization and modification of PET, yielding the raw materials from which the polymer is originally made as well as secondary products with added value. 4
The properties of composites made from Unsaturated Polyester Resin (UPR) are influenced by several factors, including the type and shape of the filler, its size, surface characteristics, and how well it’s dispersed within the material. These composites offer distinct advantages such as high tensile strength, low thermal expansion, and low density, making them increasingly popular as replacements for traditional materials. Consequently, there is a rapid pace of development in creating new composite materials. In the quest for more sustainable materials, natural substances are gaining prominence as reinforcement in composites. Natural fiber composites like sisal and jute are becoming more popular due to their exceptional specific strength, lightweight nature, and biodegradability. Rice husk, usually regarded as industrial waste, comprises a significant amount of cellulosic material and silica, making it an attractive option for various industrial applications. Utilizing RH as a filler not only addresses environmental concerns but also helps reduce the production costs of composites. 5
In the quest for more sustainable materials, natural substances are gaining prominence as reinforcement in composites. Natural fiber composites like sisal and jute are becoming more popular due to their exceptional specific strength, lightweight nature, and biodegradability. Rice husk (RH), an economical natural fiber, contains a substantial amount of cellulosic material and silica, making it an attractive option for various industrial applications. Utilizing RH as a filler not only addresses environmental concerns but also helps reduce the production costs of composites. 6
Several studies have been conducted to investigate the effect of various chemical modifications of fillers on the mechanical and morphological properties of polyester composite materials. 7 Some investigations have employed response surface methodology (RSM) to optimize conditions and parameters. Given the multitude of potential combinations, various analyzed properties are utilized to characterize the interactions between variables. This approach aims to reduce the number of experiments while maintaining statistical significance and minimizing costs. 8 However, it’s important to note that modeling beyond the lower and upper bounds may have reduced statistical relevance due to errors. 9 An example from the literature reveals that alkaline treatment for kenaf/polyester composites was optimized using the RSM technique. The study found that tensile strength reached its peak at 6% alkali content and temperatures ranging from 30 to 80°C. 10 Additionally, Demrel et al. 11 explored novel polyurethane-based composite materials reinforced with waste polyester. They examined how waste semi-urethane influenced the density, hardness (measured by Shore D), thermal conductivity coefficient, thermal stability, and porosity of the produced composites. The results indicated that as the VPU ratio increased, the density and thermal conductivity coefficient of the composite decreased. The factors affecting the production of polyester composites were optimized using the response surface method (RSM).
The goal of this study is developing a composite material composed of a polymer matrix created from recycled PET polyester resins and a reinforcing phase made up of silica nanoparticles derived from rice husks. This composite is significant both commercially and environmentally, given that its components, matrices, and reinforcements originate from renewable and recycled sources. The individual structural-mechanical characteristics of the matrix and reinforcement, as well as their combined qualities and characterization parameters, determine the values of observed mechanical properties of the final composite (measurement parameters).
To examine the synergistic impact of elements affecting measured composite mechanical characteristics, for example, composite microhardness, two classes of parameters can be selected: one concerning the synthesis and composition and other the way of characterization of the material. In order to do good comparison of composite materials properties the modification of the surface was selected as a key parameter defining different sets of specimens. The characterization process involves applied indentation loads and dwell times that were varied for characterization purposes. Regression analysis was a tool to approach those two classes of parameters to obtain optimal measuring parameters for composite hardness determination that enable establishing good and reliable mechanical characteristics of the studied composite.
Materials and methods
Materials
The rice husk was provided from Kočani (North Macedonia). Surface modification of the obtained silica particles was performed using three types of silanes: 3-trimethoxysilylpropyl methacrylate (MEMO), trimethoxyvinylsilane (TMEVS) and 3-aminopropyltrimethoxysilane (APTMS) were purchased from Sigma-Aldrich, Darmstadt, Germany. 12 Waste PET was used to produce the unsaturated polyester resin.
Preparation of biosilica particles from rice husk
Rice husks were first cleaned with water, dried, and treated in 10% sulfuric acid at 80°C for 3 h. This process produces silica particles. Following this, the husks were washed in purified water until a neutral reaction was achieved, and dried at 50°C for further treatment. A Bunsen flame is used to burn the shells. The obtained substance is heated to 900°C in a furnace for 4 h, producing a white biosilica powder having amorphous structure. 12
Surface modification of biosilica particles
Surface treatment of biosilica (SiO2) was performed with MEMO silane SiO2-M, TMEVS silane SiO2-V, and SiO2-ABD (modified with 3-aminopropyltrimethoxysilane, i.e., APTES, followed by biodiesel of soybean oil, APTMS + BD). 12 Those modifications gave different surface that are enabling establishing bonding between the reinforcements and the matrix in different ways having short and long molecules on the surface.
Synthesis of unsaturated polyester resin from waste PET and bio-based MA and PG
The unsaturated resin UPR was obtained by glycolysis depolymerization of PET waste flakes. This step was followed by polycondensation with biomass derived MA enabling the greenest synthesis of the matrix for this purpose. 12
Preparation of composites reinforced with biosilica nano particles
Both modified and as produced biosilica particles served as reinforcement in composites, and UPR was used as the polymer matrix. Dispersion of 2.5 wt.% particles was provided using the magnetic stirrer. Resisting bubles were removed using a laboratory planetary mixer designed to vacuum evacuate gaseous bubbles from processing material for 10 min. After that time, the initiator MEKP (1 wt. %) and cobalt-octoate (0.5 wt. %) were added, and the mixture was homogenized (at 200 r/min for 2 min under vacuum) to create a homogeneous, pasty dispersion that was quickly poured into molds. After curing the compound for 24 h at room temperature, it was heated for 4 h at 80°C.
Response surface method
The advantage of Response Surface Methodology (RSM) is that RSM can provide quantitative values of possible interactions between influencing factors, which are difficult to obtain by other techniques. 13 Another advantage of this technique compared to the other prediction technique such as an ANN, to predict Vickers microhardness14,15 is the use of a smaller data set and giving optimal combinations of input parameters for planning or designing the experiment with a low trials,16–18 but ANN application in materials science has increased rapidly during the past years.19–22
Factors for RSM
In this investigation, interaction factors for Response Surface Methodology design were a combination of synthesis and measurement parameters.
Synthesis parameter
The sort of chemical modification of silica particles acting as reinforcing components in the polymer composite was noted among the synthesis parameters. AMINO, MEMO, and VINYL modified and unmodified silica particles were used for this purpose, and particles were mixed in the basic polyester polymer matrix at 2.5 wt. %. Modifications were put on particles to enhance mixing and improve properties. Composites were modified to pure matrix.
The matrix of the composite was kept the same in the composites under investigation, and in all cases, it was the unsaturated polyester resin from recycled sources that was polymerized after the dispersion of particles.
Measurement parameters
The measurement parameters and their impact on the measured value of composite hardness of synthesized materials were noted from the characterization parameters used to measure the composite microhardness using a micro indenter in accordance with the Vickers method. Both the applied force (mass of the weight) and the pressing time (dwell time or retention time of the indenter) had an effect. Eight levels of dwell time, ranging from 0 to 60 s, were available (0, 10, 20, 30, 40, 50, 100, and 300 s). The exerted force was between 0.2452 N and 0.9806 N, or between 25 and 100 gf. Three levels, or three distinct weights of 25, 50, and 100 gf, were selected.
Designee experiments and variables
Mathematical regression technique named RSM “Response Surface Methodology” was used to connect (correlate) synthesis and measurement parameters as influential (input parameters) on the value of composite microhardness as a response of the system (output size). The correlation mode was created using an ideal and randomized trial design. Regression analysis can be applied to experiments that are not planned in order to observe the influence of individual factors, their mutual interaction, their influence on the measured quantity (system response), and most importantly, to produce a mathematical model that can be used to predict the value of an observed output quantity. Although the main goals of applying regression analysis are to design and plan an optimal experiment and optimize parameters, the methodology can also be applied to unplanned experiments. Depending on the complexity of the system and the interactions and correlations among factors, multiple regression analysis can produce both linear correlations between the measured quantities and more intricate polynomial forms of higher order.
Input parameters (factors) and levels.

Results and discussion
Statistical analysis of the regression model
For statistical analysis, the program “Design-Expert,” version 12 (Stat-Ease Inc., Minneapolis, US), was used. All regression coefficients were calculated using the data from the created experimental matrix, and a mathematical model (second-order polynomial type) was produced. The software package makes recommendations regarding which model to use during data processing based on regression parameters.
Selection of an adequate mathematical form of the model based on regression criteria.

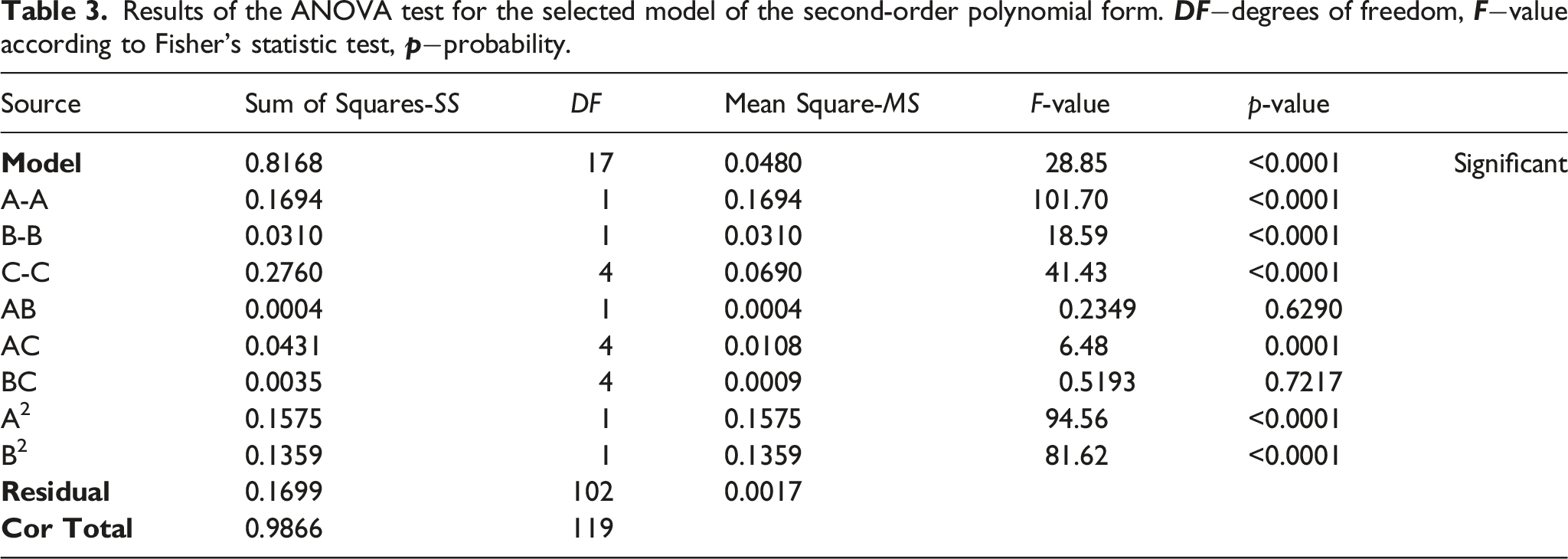
The analysis of variance is used to show the statistical analysis’s findings in a table (ANOVA). The ANOVA test is used to evaluate the model’s suitability and the importance of the derived regression equation’s coefficients. The number of degrees of freedom (
Results of the ANOVA test for the selected model of the second-order polynomial form.
Coefficients for coded factor values.

The overall average response of all experiments is the intercept in an orthogonal design (runs). Based on the factor changes, the odds are modified around that average. The VIFs are around 1 when the correlation is higher, the factors are orthogonal. VIFs of less than 10 are generally considered appropriate and VIFs less than 10 are tolerable. The oscillation of values around 1 shows multicollinearity of the experimental hardness points, and since they are less than 10, they are acceptable based on the values of VIFs shown in Table 4.
Model setting
Taking all statistical characteristics into account, a mathematical model of the influence of sample type (synthesis parameters), indenter retention duration, and applied force on the composite hardness values of the investigated polymer/ceramic composites was developed. The equations for encoded factor values (Equation (1)) and actual factor values (Equation (2)) are shown as second-order polynomial equations.
The R value indicates the output variable’s coded response value, which is the composite hardness. Factor A denotes the indenter’s dwell time during the Vickers test, factor B is the applied stress, and factor C is the kind of specimen with variants with/without reinforcement and reinforcement with unmodified/modified silica particles in the epoxy matrix. Individual components’ influence can be determined based on the values of the regression model’s coefficients. The factor-coded equation can be used to predict the hardness response for different degrees of each factor. High levels of a factor are coded as +1 by default, while low levels are represented as −1. By comparing factor coefficients, the coded equation can be used to determine the relative importance of factors. The uncoded equation is equation (2):










For given levels of each element, an equation in terms of the actual factors can be used to estimate the hardness response. Each factor’s levels in the original units should be given here. Because the coefficients are scaled to fit the units of each factor and the intercept is not at the center of the projected space, this equation should not be used to determine the relative influence of each factor.
According to equation (1), the synthesis parameters, i.e., the kind of sample, are the most important and influential factor in determining the composite hardness value. Aside from the synthesis parameter, the indenter retention time as a measurement parameter has a significant impact. The chosen load has a slightly weaker effect on the change in composite hardness. The linear interaction parameters are insignificant, as expected. Based on the values of the coefficients in front of them, the squared parameters of the measurement factors are also influential factors.
The experimentally found dependences of the composite hardness in GPa (R1) on the input observed factors: (a) indenter retention time or dwell time in s (A), (b) applied indenter load in gf (B), and (c) sample type (UPR, UPR/SiO2, UPR/SiO2 -ABD, UPR/SiO2 -M, UPR/SiO2 -V) are shown in Figure 1. Change of composite hardness (system response) with variation of influencing factors: (a) dwell time, (b) applied load and (c) sample type.
According to Figure 1(a), the measured composite hardness of the synthesized material decreases with increasing load duration up to a critical value of 60 s, after which the composite hardness value does not change. The greatest change in hardness is observed for a short dwell time, based on the steepness (slope) of the curve that may be traced through the experimental points of the composite hardness. The viscoelastic composite based on epoxy matrix has a high degree of recovery during pressing, i.e., a bigger percentage of the elastic component than the inelastic component during mechanical deformation of the material during pressing, as expected. For a short stay time (indentation time), the elastic recovery of the material during the unloading period following micro indentation is greater. The elastic recovery decreases with increasing loading time due to persistent deformation of the material and the loss of its ability to restore itself to its former state.
Figure 1(b) shows the relationship between composite hardness and load intensity. Using a weight of 50 gf, the highest value was obtained for a medium load, as determined by the distribution of experimental composite hardness measurements. When utilizing too-small loads, there may be a “difficult” reading of the print size, described as the “Indentation Size Effect” or an increase in hardness with decreasing penetration depth27–29 in the literature. Poor readings of the diagonal size may occur when utilizing weights of 100–500 gf owing to print degradation.
Figure 1(c) shows the change in composite hardness as a function of sample type, i.e., the reinforcement and the method of altering the reinforcement. The pure matrix is proven to be the softest sample. The use of silica particle filler raises the composite hardness in comparison to the pure matrix. The composites treated with vinyl-modified silica particles showed the greatest increase in composite hardness. When the type of alteration of silica particles on the change in composite hardness is compared, the modification to amino has the least influence, as can be demonstrated by comparing with unmodified samples. Each combination of three variables is marked with squares of different colors, i.e., one color corresponds to one experimental run. The blue color corresponds to the matrix sample (UPR), while the red color corresponds to the composite sample based on UPR + silica particles modified with vinyl (UPR/SiO2-V).
Comparison of predicted and experimental values of composite hardness
Figure 2 shows the normal Student’s distribution for all composite hardness experimental values. In regression analysis, the residual indicates the difference between the observed and anticipated values. The red line is the forecast for each data set, and the probabilities represent the deviations/matches between the expected and observed quantities. Oscillations of the point around the dashed red line suggest a uniform distribution and good collinearity. This view can also be used to discover experimental measurement deviations, often known as measurement error, which were detected in this case for two sets of experimental point combinations (red points out of range). Display of residuals.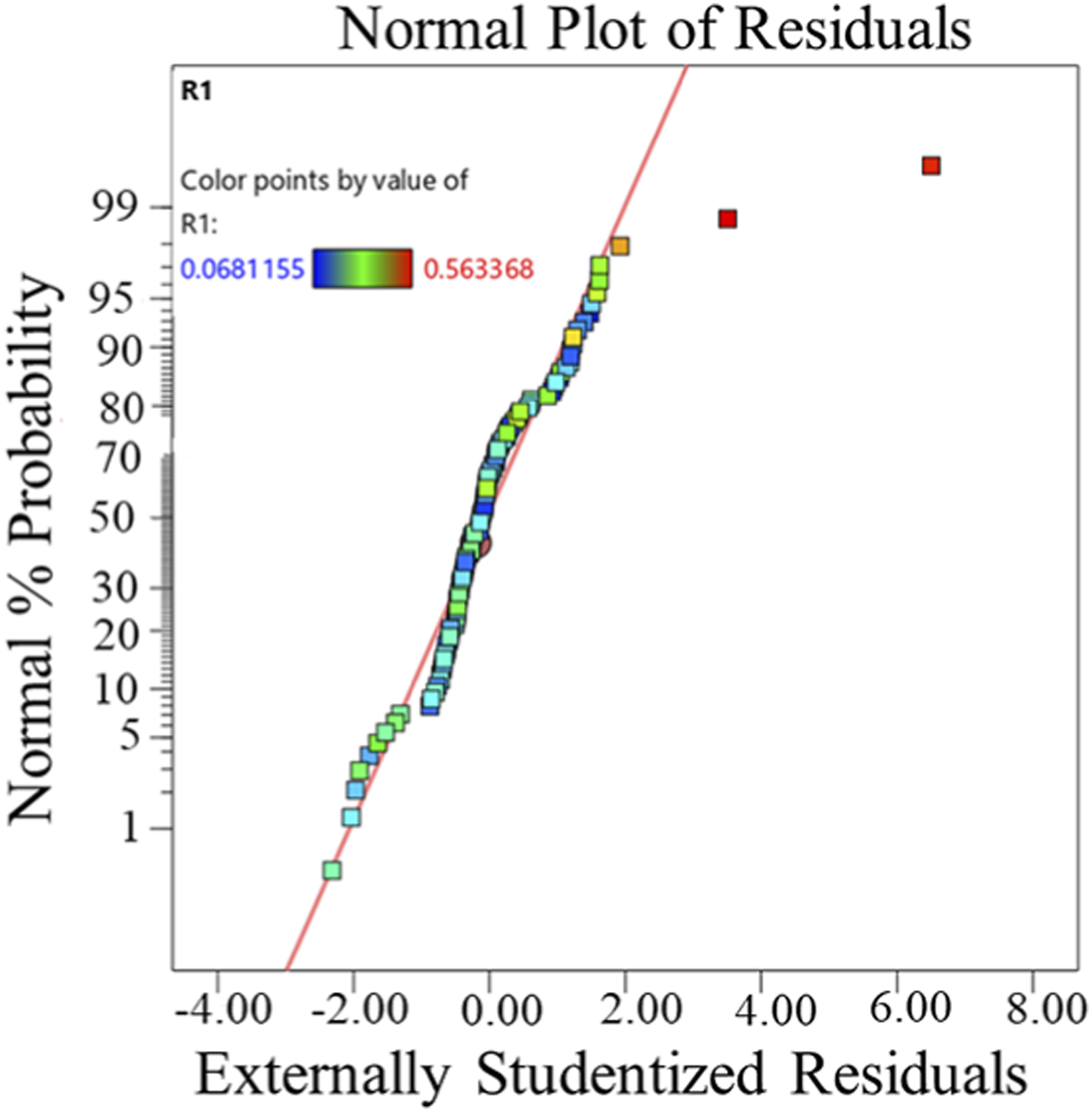
Figure 3 shows the dependencies of external residuals for each experimental combination (Figure 3(a)) and predicted values (Figure 3(b)). External residuals of Student's distribution shown as a function of a) experimental and b) predicted values.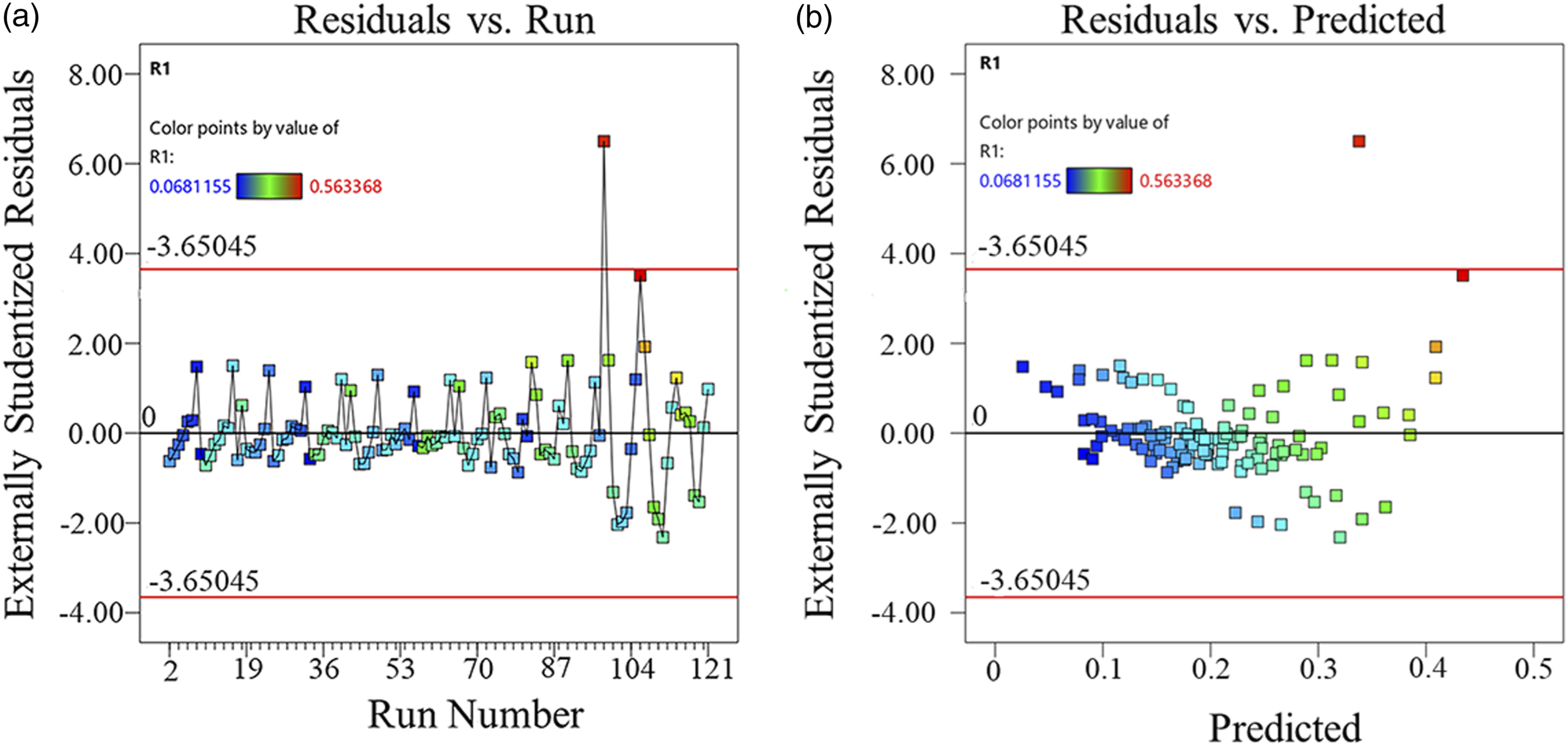
Figure 4 shows a graphical representation of the agreement (or deviation) between the experimentally obtained values of composite microhardness and the value of composite hardness predicted by the regression model. The line at a 45° angle shows the ideal location of the agreement, indicating that the points on the ideal line indicate that the projected hardness value is identical to the experimental (current) value. This is unlikely to happen in real systems with random experimental values. The squares reflect the measured composite hardness values and are distributed relatively close to the ideal regression line, indicating a satisfactory degree of agreement between the experimental and projected composite hardness values. However, there are also deviations from the ideal line, and the lower value of the coefficient of determination indicates this discrepancy. Dependence between measured values of composite microhardness and predicted values calculated based on the generated model.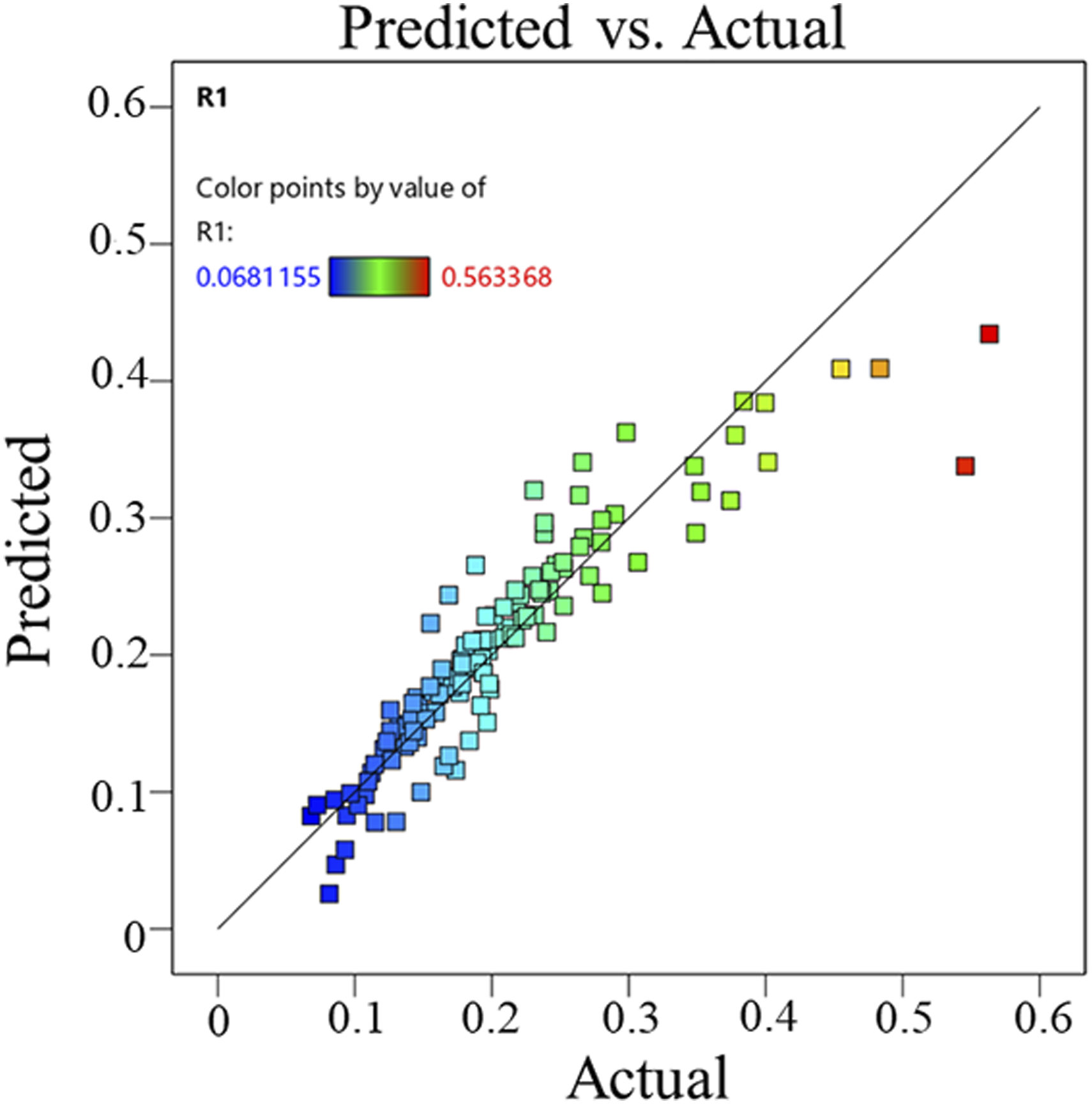
Dependence of response on influencing factors
Figure 5 shows the three-dimensional graphs of the composite hardness response depending on the influencing factor. Figure 5’s figures demonstrate that applied force and indenter dwell time do not linearly relate to composite microhardness. The measured composite hardness diminishes with increasing holding duration and reaches its maximum value when the indenter is held for a short period of time. All samples show a nonlinear dependency of measured composite hardness on the applied load. It is inferred that the response is identical for all samples since the matrix material (UPR) is greater (97.5%) than the reinforcement (2.5 wt. % of SiO2). Three-dimensional representation of the dependence of the predicted values of the composite microhardness of the synthesized material on the retention time and the applied load for each synthesized sample (a) UPR, (b) UPR/SiO2, (c) UPR/SiO2 -M, (d) UPR/SiO2 -ABD, and (e) UPR/SiO2 -V.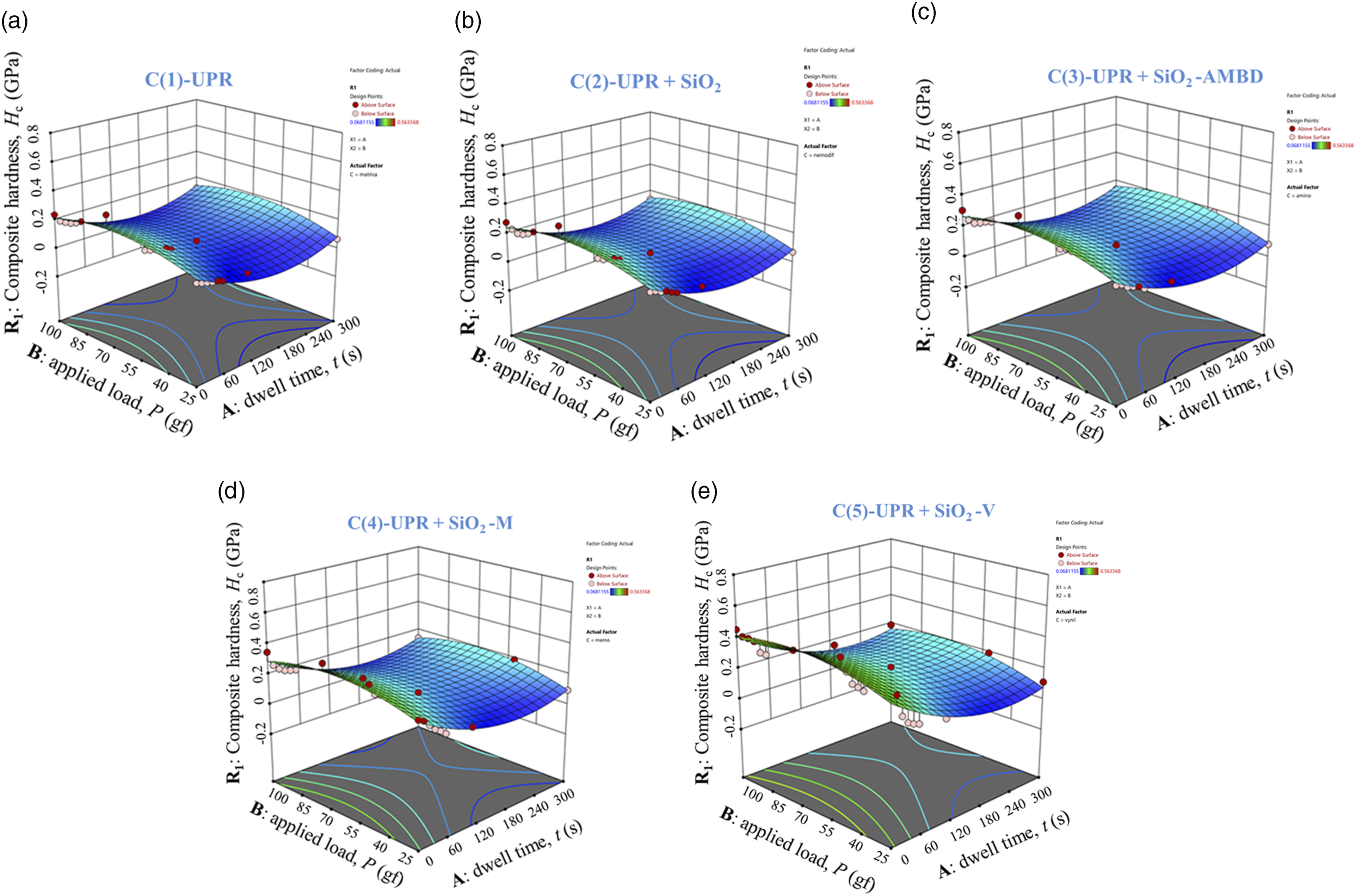
The largest increase in hardness compared to the matrix (Figure 5(a)) was obtained in the sample reinforced with vinyl-modified silica particles (Figure 5(e)), and the smallest increase was the sample containing unmodified silica particles (Figure 5(b)). The composite reinforced with silica particles that were modified using AMINO and MEMO does not show drastic differences in the value of the composite hardness (Figure 5(c) and (d)).
Optimization
The optimization criteria influence the selection of optimal parameters. Minimum/maximum or optimal values of both system responses (observed quantities) and influencing factors can be used to define optimization criteria. The purpose of this study was to acquire the maximal composite hardness of the synthesized samples; hence, the optimization criterion was established.
Figure 6 shows the optimization solution, i.e., the combination of the observed influencing factors to obtain the highest value of the composite microhardness of the synthesized polyester resin reinforced with silica particles obtained from rice husk. The combination of optimal parameters to achieve the maximum composite hardness of the synthesized material.
The composite reinforced with silica particles altered in vinyl had the highest composite hardness when measured using the following microhardness parameters: employing 1.58243E-05 s of dwell time and 70.6278 gf of load. The delayed period after the indenter penetrates the material is referred to as the indenter dwell time, which is close to 0 (no dwell).
Validation
The optimal parameters obtained for criteria maximal value of composite hardness it can also show apparent optimization. This criterion is favorable only in the sense of choosing the modification, i.e., type of sample, but not in the sense of choosing the real dwell time of the indentation. If the dwell time tends to zero, we have no impression or it is very small and disappears quickly (high value of viscoelasticity of the material), so we get a false value of high composite hardness. The optimal value is located on the edge of the flat part and the dotted part of the graphs 5. Green surface corresponds to the area of high elasticity of the material, and blue surface corresponds to the area of high plasticity of the material.
The optimal measurement parameters are: 55 s for dwell time and 100 gf for applied load. The validation is shown both, through the images of the Vicker’s imprints and numerical through a mathematical model obtained for series with 2.5 % wt. silica particles. The new series of samples with the same modification and 1.0 wt. % of silica particles in UPR matrix was used to validate the set model. Figure 7 shows the appearance of prints depending on the type of sample, i.e., applied modification of silica. Modification of silica with vinyl (see Figure 7(e)) proved to be the most adequate, while modification with MEMO was a poor choice (Figure 7(c)). Excessive dwell time causes deformation of both the matrix and the composite and permanent plastic deformation (Figure 7(a), (c) and (d)). Too short a dwell time leads to rapid elastic recovery and falsely smaller impression (Figure 7(b)). Appearance of Vickers imprints on variation samples without/with silica particles (1.0 wt. %.) added in UPR matrix: (a) UPR (300 s, 100 gf), (b) UPR/SiO2 (10 s, 25 gf), ((c) UPR/SiO2 -M (300 s, 50 gf), (d) UPR/SiO2 -ABD (100 s, 100 gf), (e) UPR/SiO2 -V (30 s, 25 gf), and (f) microscope scale.
Numerical validation of RSM model for two experimental sets (1.0 and 2.5 wt.% of SiO2). MAPE Mean absolute percentage error.

Conclusion
Statistical analysis revealed that the factor related to the type of sample (pure matrix, composite with unmodified reinforcement, or composite with modified reinforcement) has a statistically significant influence on the formation of the mathematical model of the change in composite hardness, followed by the linear term of the model related to the characterization parameter (retention time of the indenter). This is related to the bonds established on the surface of the reinforcement depending on the modification molecules placed to influence the link between the reinforcement and the matrix. In the case of viscoelastic composites, the applied load was revealed to be a less important parameter in determining the influence of the change in composite hardness on the duration of indentation. It was discovered that the interaction linear terms in the model had no discernible impact on the shift in the composite microhardness of the system. However, in the constructed model, the quadratic terms of the measurement parameters (retention time and applied stress) have a considerable influence on the contribution to forecasting the value of the composite hardness. The appropriate synthesis and material characterization parameters were determined. For the manufacture of polyester composites, the ideal parameter is mixing with vinyl-treated silica particles. The best measurement parameters are 0.69258 N applied load and minimal dwell time. The optimal composite microhardness of a polyester resin reinforced with modified silica particles (2.5 wt. %) in vinyl is 0.459064 GPa. With an 80% confidence level, the regression analysis was successfully applied to a set of 120 experimental measurements. Future research will be focused on the optimization of silica particle mixing parameters (mechanical mixing and sonication), the variation of the mass amounts of particles in the composite, and the variation of the size of the particle. The dispersion of silica nanoparticles in the polyester matrix will be studied, as will their influence on microhardness values. The purpose of this research is to ensure that the measuring conditions represented in applied load and dwell time are giving reproducible results and that the results from different measurements could be compared and extrapolated to the behavior of the material in use.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The paper is a part of the research done within the Ministry of Science, Technology and Innovation of the Republic of Serbia funded the research (Contracts No. 451-03-47/2023-01/200017, 451-03-47/2023-01/200287, 451-03-47/2023-01/200026, and 451-03-47/2023-01/200135).