
Abstract
A comparative study has been done to investigate the effect of carbon black (CB) and fumed silica (Si) on the physico-mechanical and thermal properties of Bagasse/styrene-butadiene rubber (B-SBR) composites. Based on the incorporation of 25 phr from natural ground bagasse powder (GBP) as a supplement reinforcing filler in styrene butadiene rubber (SBR) vulcanizates, two identical sets of formulations have been prepared using different concentrations (20, 40, 60 and 80 phr) of carbon black and silica as the main reinforcing fillers in SBR composites. The ground bagasse powder (GBP) employed in this work, has a selective grain size distribution ranging from about 20–180 μm. As well, 2.5 phr of maleic anhydride (MA) was incorporated to improve the interfacial adhesion between SBR and bagasse. The distinguishing effect of different fillers on the rheological properties was clearly established. Tensile strength, elongation at break, modulus at 100% elongation (M 100), hardness (Shore A), abrasion loss, degree of swelling, as well as, thermal gravimetric analysis (TGA) of the rubber vulcanizates were studied. The prepared samples were morphologically analysed by scanning electron microscopy (SEM). The tensile strength and M 100% values of carbon black-filled compounds were obviously higher than those of the silica filled ones. In addition, hardness, wear and swelling properties were improved more and more by increasing the filler content. Whereas, the Si filled B/SBR showed a decreasing trend in elongation at break values but with an evidently higher plateau than that of CB filled ones. Overall, the CB filled vulcanizates recorded dominant mechanical properties compared to the Si filled vucanizates. On the other hand, both fillers offered a noticeable improvement in thermal stability, but with a preference favored for the silica filled compounds. Furthermore, the findings for SEM were found to be in agreement with the observed mechanical properties. This study summarizes a detailed discussion of the emerging green technologies for tyre production and depicted comprehensive data from the available literature.
Keywords
Introduction
Recently, many studies have been devoted to synthetic rubber products and particularly those based on styrene butadiene rubber. Although it is considered to be the most popular synthetic rubber that is most commonly used in the rubber industry, SBR has suffered from some important limitations that may prohibit it from being used without the inclusion of reinforcing fillers. SBR is lacking for some important properties, such as poor gum strength, low resilience, low tear strength and poor tack, thus reinforcing fillers should be added to improve mechanical properties and decrease the cost of rubber articles. 1
The appropriate properties for some specific applications have been gained by the essential addition of reinforcing fillers to SBR vulcanizates. Many types of particulate fillers are employed in the rubber industry to improve various properties, such as reduction in material costs, reinforcement and processing.2,3 Carbon black and silica are the two main black and white reinforcing agents in rubber compounds, which are typically distinguished by their surface chemistries, 4 and their significant effects on the physical properties of rubber vulcanizates. 5
The two types of silica that can be used in different industrial applications are natural and synthetic silica. The latter one, which is either precipitated or fumed silica, is currently used in elastomer technology depending on their method of manufacture. 6 Specific performance properties, such as reduced rolling resistance, improved abrasion resistance, heat build-up of rubber tyres during driving, and improved wet traction are mentioned as necessary requirements in tyres production.7–9 Currently, synthetic rubbers are typically used in pneumatic tyres. According to the survey and statistics during the driving process of the car, the rolling resistance of the tyre accounts for 20–30% of the total energy consumption of the car. Furthermore, the rolling loss of tread is about 50% of the total energy consumption of tyre. 10 Owing to its distinctive characteristics and in order to meet the urgent demands for an extensive range of applications in rubber and particularly in the tyre industry, silica has offered a multiple of applications including such products as heavy service tyre treads, passenger tyre treads, shoe soles, engine mounts, wire coats, cables, and any application where a colored or transparent rubber is desired. Furthermore, due to its outstanding properties mentioned earlier, silica is considered a prominent filler for reinforcing rubber composites required for the production of high-performance passenger tyres.7–9 Strong filler-filler interactions and adsorption of polar materials by hydrogen bonds were generated, due to the presence of strong intermolecular hydrogen bonds between many hydroxyl groups on the silica surface. These phenomena can cause a poor dispersion of silica in a rubber compound, and consequently they can be tightly aggregated.11,12 Due to its high efficiency in increasing the mechanical properties, carbon black is considered as a universal compounding ingredient in vulcanized rubber. 13 Numerous studies have been recorded to exemplify the reinforcing effect of carbon black in rubber.14,15 The history of tyres is interrelated with the use of carbon black. Particle size, surface area and structure, which are in most cases interrelated, are normally managing the primary properties of carbon blacks. 16 The rubber goods industry normally uses Carbon black N330. In this study, carbon black N330 which has an average diameter particle size of 26–30 nm was used as a reinforce filler. 17
Natural fibers found in agricultural wastes have gained the attention of many researchers interested in the field concerning environmental issues, who suggested their valorization as a potential alternative reinforcing filler in rubber due to its unique advantages. 18 The estimated amount of agricultural wastes in Egypt ranges from 22 to 26 million dry tons per year. Incineration or disposal in a land fill of this enormous amount should be avoided, but instead it could be beneficially utilized. Severe air pollution problems have been created in some rural villages/areas in Egypt, viz., due to the burning of agricultural wastes left in the field after the harvesting season. The highest quantities of wastes are most commonly produced from the five most popular crops cultivated in Egypt, which include cobs (corn cobs), bagasse (sugar cane bagasse), straw (rice straw), and peeling (banana and orange peels). The main component of agricultural wastes is mainly lignocellulosic fibers that remained after collecting the valuable parts of crops, which accounts for a diversity of reinforced rubber composites as has been documented.19–21 In many cases, the loading of natural fibers that gave optimal fiber orientation and acceptable mechanical properties was found to be 20–30 phr. 22 Abdelwahab et al., 23 had investigated the effect of different concentrations for different particle sizes of untreated sugarcane bagasse on the physicomechanical properties, rheological and ageing characteristics of natural rubber and styrene-butadiene rubber. They found that rubber vulcanizates containing bagasse waste filler enhanced the properties of rubber vulcanizates in comparison with the classical ones. As well, the influence of cellulose as filler on vulcanised rubber composites was investigated by some authors.24,25 In this view, tyre production from eco-friendly raw materials and technologies that have minimum hazardousness to the environment is a hot research topic today. A few products in the market with “green” tags and many are in the pipeline for the recent future. From this perspective, some recent research articles,26,27 as well as selected top-ranked tire companies28–30 have shown that the preserved continual progress in tyre industries should be conditioned on the utmost commitment to the sustainability strategy.
Several studies have been implemented to find new applications for sugarcane bagasse ashes, in line with the trend of promoting the sugarcane industry and the desire to encourage sustainable development in Egypt. Meanwhile, an urgent desire to preserve the environment, reduce the weight and cost of the final product, and produce composite materials with high mechanical strength, while keeping its basic properties being preserved are the main motivations for using bagasse in its fine powdered form in SBR composite. Unfortunately, the poor compatibility between hydrophilic natural fillers and hydrophobic polymer matrix is mainly due to the cellulosic high hydroxyl group content. 31 Chemical and/or physical treatments are a must for plant fibers, to produce a rough surface and reactive hydroxyl groups for adhesion with polymeric materials. 32 Many researches were reported earlier about the modification of rubber in the rubber molecular chains such as natural rubber (NR) grafted by maleic anhydride (MAH). 33
In this regard, the prevailing study was carried out to investigate the physico-mechanical and thermal properties of SBR composites reinforced with CB and Si as the main reinforcing fillers, assisted with bagasse natural fiber as a supplement filler and MA as a compatibilizer. Furthermore, the microstructure of all prepared composites was investigated using the scanning electron microscope.
Materials and experimental techniques
Materials
Formulations of B-SBR composites with different concentrations of Si and CB [phr].
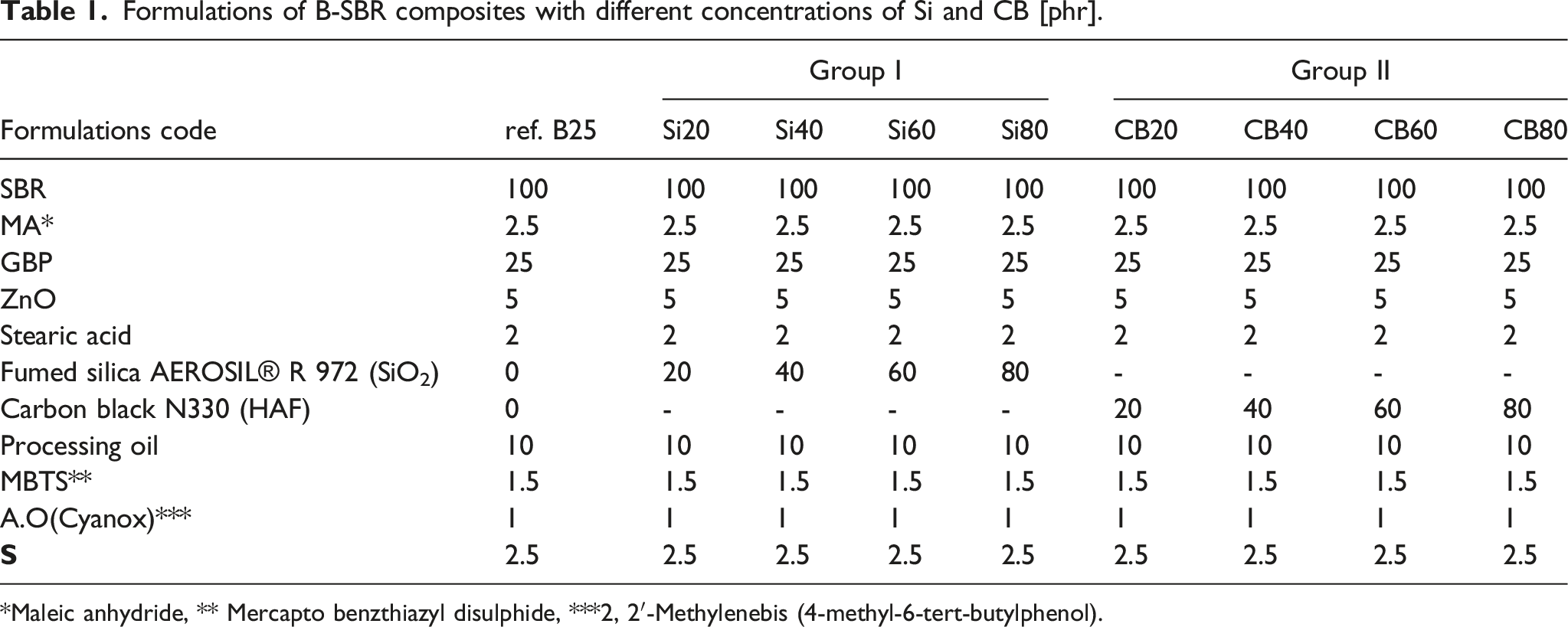
*Maleic anhydride, ** Mercapto benzthiazyl disulphide, ***2, 2′-Methylenebis (4-methyl-6-tert-butylphenol).
Experimental techniques
Bagasse powder processing
The local milled bagasse fibres were modified by performing an alkali treatment (5% NaOH) for 6 h at 60°C followed by neutralization with HCl solution. Then the fibre bundles were thoroughly rinsed with water and dried at 80°C for about 24 h in an oven. A deluxe-standard Retsch SK 100 laboratory mill operating with a rotor speed of 2,850 rpm at 50 Hz (Figure 1(a)), was used to grind the chemically treated and dried bagasse to obtain a very fine bagasse powder. The ground bagasse was dried as aforementioned,
34
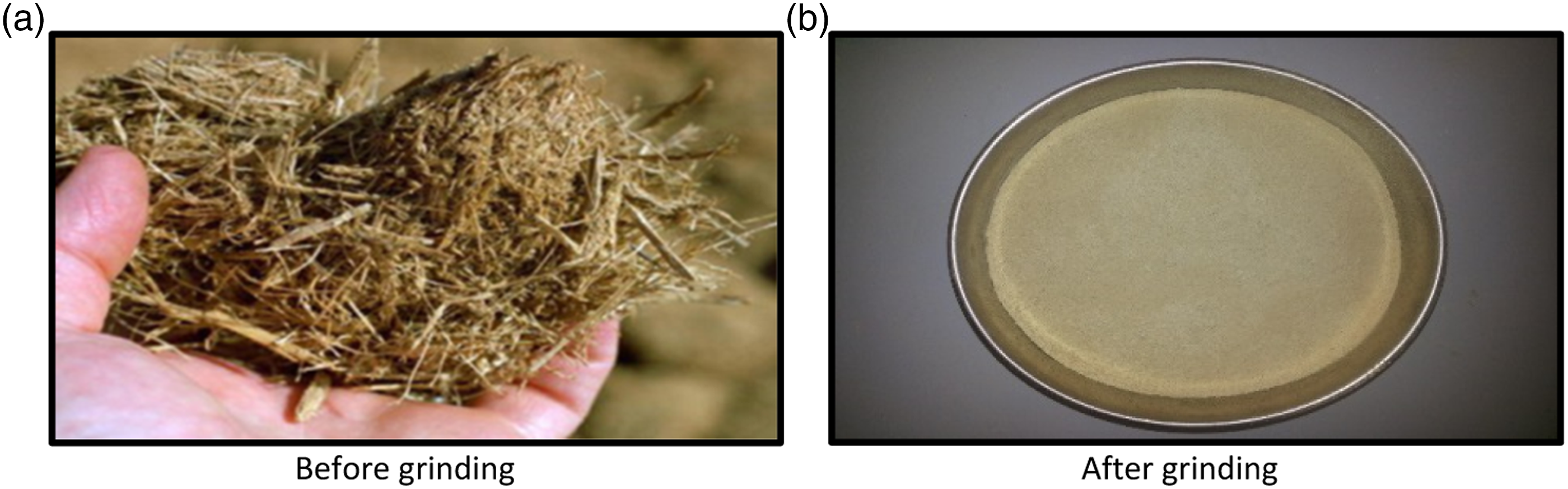
before its incorporation into the rubber mixes. The grain size distribution of ground bagasse powder was examined using mechanical vibratory sieve shakers with certified standard US. Mesh (Figure 1(b)), which reveals that the received powder grain size distribution is ranging from 20 μm to 180 μm and that 98.06% of the particles passed the 180 μm sieve with the majority of ∼26% granulometric size lies within the range of 20–45 µ, as evidently seen in Figure 1(c). Bagasse fibers (before grinding) and bagasse powder (after grinding) are clearly seen in (Figures 2(a),(b)). Retsch SK100 laboratory mill (grinding) machine with classified mesh size metal sieves (a), mechanical vibratory sieve shaker (b) and GBP size distribution (c). Bagasse before grinding (a) and after grinding (b).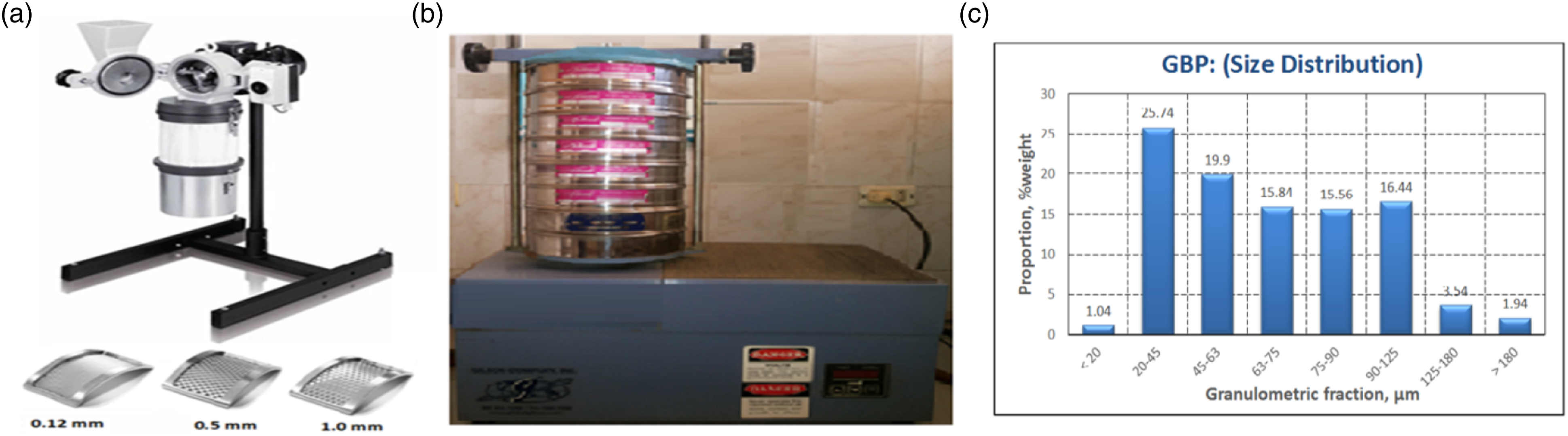
Rubber formulations and compounding
The rubber was masticated for one and a half minutes by passing it through a laboratory two-roll mill of outside diameter 470 mm and working distance 300 mm, speed of the slow roll 24 rpm and friction gear ratio of 1.4:1. Then the filler, bagasse powder and all the other ingredients of the whole mix were added into the masticated SBR, according to their normal sequence of addition. The overall mixing time was about 13–15 min and a three to four cut was made every half-minute alternatively from each side, in order to obtain homogenous sheeted rubber mixes with thickness of about 2 mm, where the rolls temperature was fixed at about 60°C according to ASTM D-3,182. The compounded sheets of SBR mixes were left for at least 6 h, before being compression moulded (i.e vulcanized) at 152 ± 1°C under pressure of 10 tons in an electrically heated hydraulic press at an optimum curing time derived from the reogragh. Finally, the moulded rubber sheets were left for at least 6 h before the tensile testing, according to ASTM D-412.
Rheology measurements
The Oscillating Disc Rheometer (ODR) model 4308 from Zwick, Germany was used to measure the cure characteristics of rubber mixes at 150°C for 30 min, according to ASTM D-2084.
Measurement of mechanical properties
A set of five dumbbell-shaped specimens with the standard dimensions according to Die C of ASTM D412, were cut from the vulcanized sheets along the mill grain direction to be used in tensile testing. Zwick Tensile Testing machine (1445), Germany, was used in measuring the mechanical properties such as tensile strength, elongation at break and modulus M100, at a cross-head speed of 500 mm/min. The thickness of the test specimens was determined by a graduated gauge to one hundred of mm. Shore “A” hardness tester of the type HGIB, produced by VEB Thuringer, was used to measure the hardness of the samples, according to ASTM D-2240.
Measurement of abrasion loss
Abrasion resistance for rubbers and elastomers, represented in terms of volume loss, was determined by using “Din abrader” according to the standard test method DIN 53516.
Measurement of equilibrium swelling
The swelling process was performed by immersing the specimens in toluene at room temperature 25 ± 2°C, for 24 h. The equilibrium swelling was carried out by calculating the variation of apparent percentage of change in mass expressed as the increased percentage of the original mass, according to ASTM D471-97 (1998). The swelling percent was calculated according to equation (1):
w: the original weight of the sample
d: the final weight of the swelled sample
Scanning electron microscopy (SEM)
An FEITM Inspect model high-resolution imaging, with advanced chamber vacuüm technology from England, was used to carry out the Scanning Electron Microscopy (SEM) analysis. The samples were mounted on a standard specimen stub, subjected to high resolution Schottky field emission. An operating accelerating voltage of 200 V–30 kV, Probe current: ≤200 nA, continuously adjustable and with magnification: 14 to 1000000×.
Thermal properties (thermal gravimetric analysis (TGA)
TGA was evaluated using a TGA Q500, TA. (USA). It was used to evaluate the thermal stability of different types of powder fillers and films of vulcanized rubber composite with thermo balance sensitivity of 0.1 μg. The samples were heated at a heating rate of 10°C min−1 under nitrogen gas at a flow rate of 50 mL min−1 from 25 to 500°C. The differential curve was used to determine the weight loss of the sample at the corresponding temperature.
Results and discussion
Cure properties
The curing characteristics of styrene-butadiene rubber mixes were measured at 150°C, for a period of 30 min. Rheological parameters mainly focus on minimum torque (ML), maximum torque (MH), curing time (tc90), and scorch time (ts2). ML is determined at the lowest value on the torque–time plot and is assigned as a measure of rigidity and viscosity of an unvulcanized elastomer, and it’s also an indicator for its processability. MH is the maximum torque reached in the curing test; it is directly related to the modulus of the compound; thus, it measures the stiffness of the compound. Delta torque (ΔM) is the difference between MH and ML and is generally used to estimate the crosslink density of the composites.35,36 Curing time (tc90) is the time elapsed to reach 90% of the maximum torque (MH). Scorch time (ts2) is the time taken for the minimum torque to increase by two units and it indicates how fast the material starts to be vulcanized, whereas cure rate index (CRI) defines the rate of vulcanization process.
Cure characteristics of B-SBR vulcanizates containing different concentrations of Si and CB.
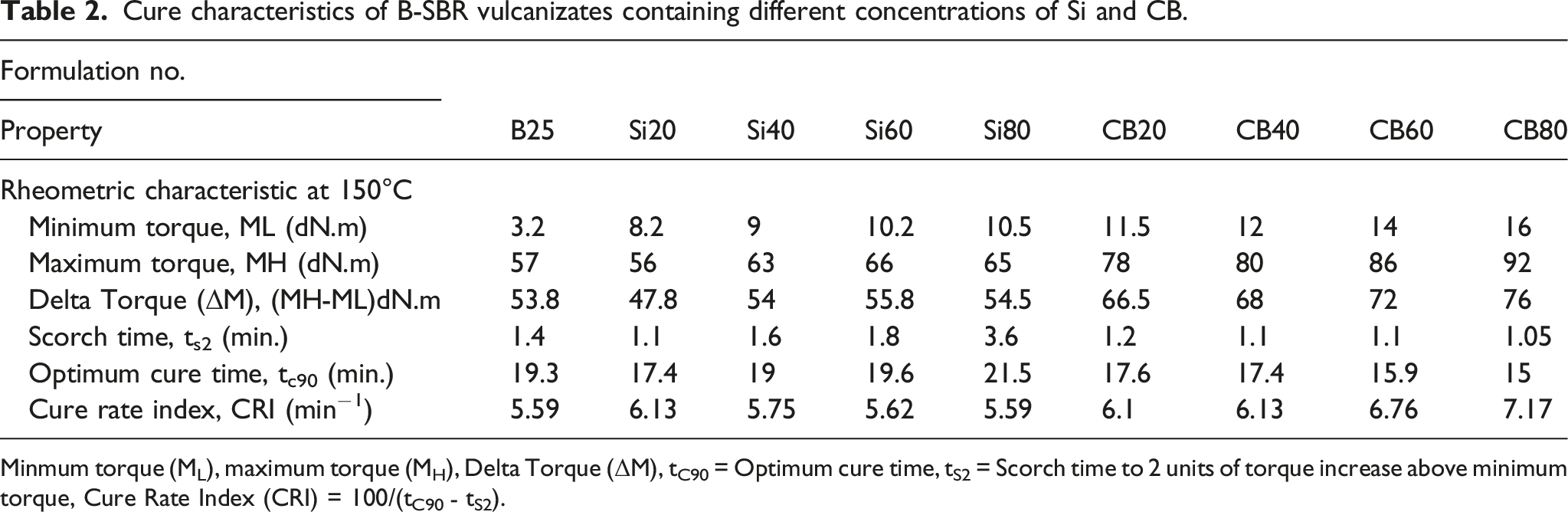
Minmum torque (ML), maximum torque (MH), Delta Torque (ΔM), tC90 = Optimum cure time, tS2 = Scorch time to 2 units of torque increase above minimum torque, Cure Rate Index (CRI) = 100/(tC90 ـ tS2).
Physico-mechanical properties
Effect of filler concentration on the tensile properties of B-SBR composites
The influence of different loadings (20, 40, 60 and 80 phr) from either Si or CB on the tensile properties of B-SBR composites is illustrated in Figures 3(a)–(c). Both fillers show a significant improvement in the tensile strength (T.S) and modulus (M 100) values of their compounds, as clearly seen in Figures 3(a)–(c) respectively. However, the plateau is recording a steep increase along its path for the CB filled vulcanisates compared with the Si filled ones. The significant increase in the reinforcing level created by the increase in silica content is suggested to account for the increase in T.S values. The optimum loading was found to be 60 phr for the Si filled composites, beyond which the further increase in silica content was accompanied with an abrupt decrease in T.S values as seen in Figure 3(a). The obvious decrease in T.S values of the prepared composites maybe attributed to the poor silica dispersion in the matrix and also due to the poor interaction of silica/SBR, which resulted in silica aggregation at higher loadings and led to high filler-filler interactions as stated earlier by Agarwal
44
et al. Similarly, an increase in Si loadings up to 60 phr in the B-SBR vulcanizates increases the modulus (M 100), and beyond this optimum filler content the modulus values tend to slightly decrease. This observation indicates stronger filler elastomer interactions for silica filled vulcanizates. Tangudom
45
et al., had reported in their study that the tensile modulus increased when the silica content increased, while the elongation at break (E.B) values show the opposite trend, as seen in Figure 3(b). This result is correlated well with the lower swelling ratio of the mixed composites, as obviously will be seen later in Figure 9 by the decreasing trend in values. As a result, lower E.B of the composites is observed. It is reported elsewhere that reinforcing silica increases the E.B up to optimum filler loading of elastomer, after which properties deteriorate due to agglomeration of silica.
46
Ismail
47
et al.; Arayapranee
48
et al., found that the E.B tended to steeply decline with increased silica content, although there were small peaks for the 40 phr silica-filled vulcanizates, suggesting a good interfacial adhesion of the filler-rubber and proper wetting of the silica. In addition, a reduction in the E.B at the higher silica content indicates the restriction of movement in polymeric molecular chains due to the greater filler-filler interactions. T.S (a), E.B (b) and M 100 (c) for different contents of Si and CB filled B-SBR composites.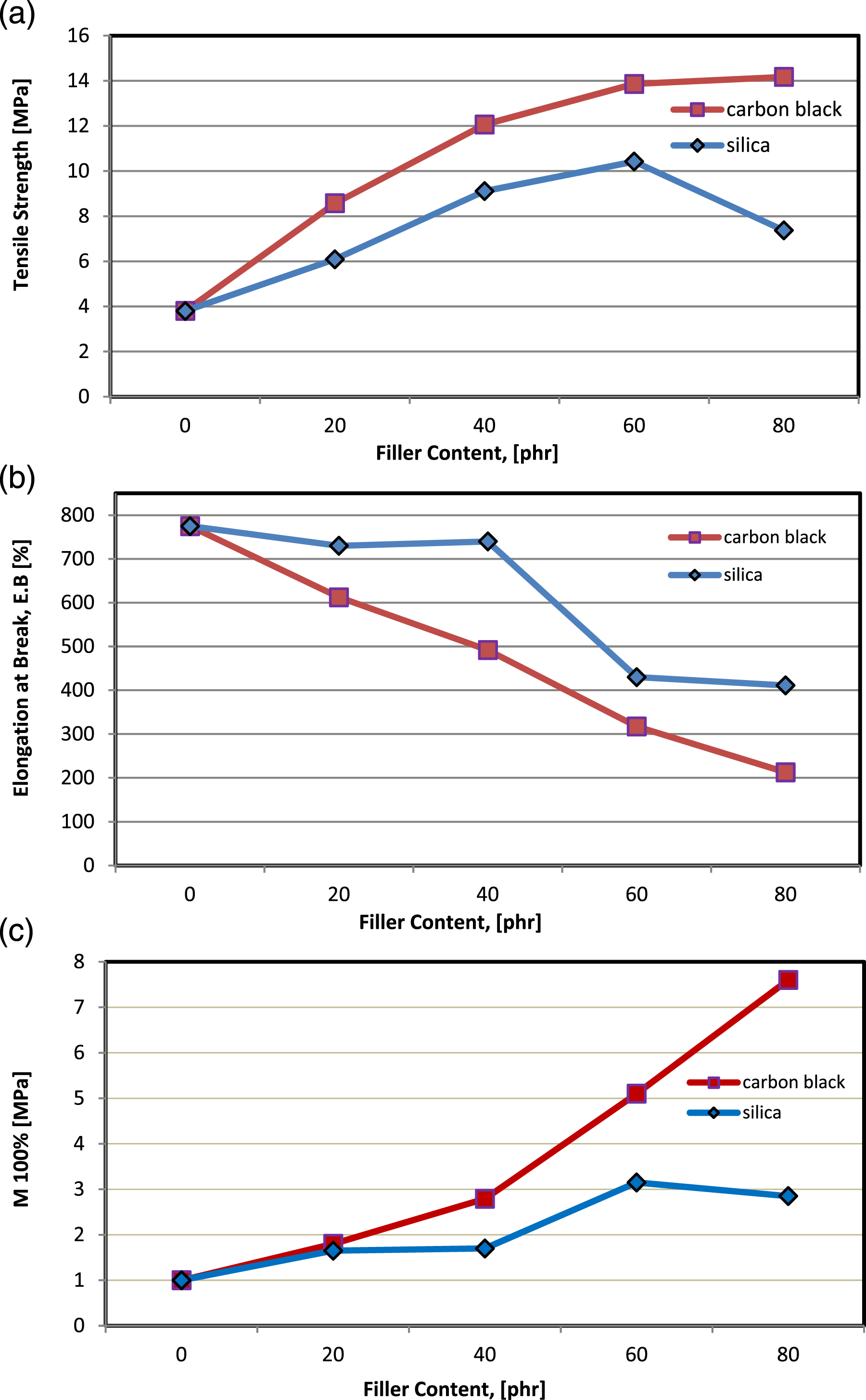
These tensile properties indicate that silica is capable of reinforcing the Bagasse-SBR composites. This is confirmed by the scanning electron micrographs of the fracture surfaces of silica-filled vulcanizates, which will be further discussed in the next section. Early optimum loading of silica-filled vulcanizates may be due to either formation of filler agglomeration at lower silica loading or other filler-related parameters, such as larger particle size and poor filler-matrix interaction.
On the other hand, an increase in carbon black content causes an increase in the tensile strength and tensile modulus values. The steep improvement in the T.S and M 100 with an increase in carbon black content is due to increasing polymer–filler interactions and filler–filler interactions in SBR–carbon black composites, which restrict the mobility of the soft SBR phase. Figure 3(a) shows that the T.S initially increases with carbon black loading and reaches an optimum value at 60 phr and afterwards, it remains almost flat and the breaking strain decreases with carbon black loading at all levels. Figure 3(c) shows that the modulus increases with carbon black loading at all levels.
The improvement of the T.S values of the samples is normal behavior and can be attributed to the reinforcing effect of CB. 49 The reason for the steady decrease in E.B agrees with the work of researchers. 50 High surface activity is the main feature of CB that differs it from other fillers, and which has an essential effect on the interaction between filler surface and polymer matrix and, accordingly, it was considered to be one of the main factors affecting the reinforcement of rubber and offering it a higher resistance to breakdown.
Furthermore, the presence of MA (2.5 phr) as a compatiblizer leads to a slight improvement in the filler-matrix interfacial adhesion, better dispersion of the filler in the matrix and better bonding between the material constituents.
51
The reaction of maleic anhydride with SBR is shown in the following scheme, which is described by the typical Diels-Alder reaction taking place between the double bonds of both maleic anhydride and the SBR chain.
52
This reaction yielded maleated SBR, which is able to react with cellulose via ring opening of the anhydride group and is able to link cellulose with SBR chains, as seen in Figure 4. The reaction of maleic anhydride with SBR.
Effect of filler concentration on hardness
The hardness value of a material is a measure of the resistance of the material to indentation. The hardness (shore A) of Si/(B-SBR) composites having different silica loadings is illustrated in Figure 5. The better silica dispersion till reaching the optimum content (60 phr), maybe a suggesting reason to an increase in the composite’s crosslink density, and as a consequence the softer matrix turns to a harder one and accordingly led to an increase in the hardness values. The incorporation of silica in the soft matrix reduces the elasticity of the SBR chains and as a consequence increases the hardness values, as an indication for a higher reinforcement.
53
An additional filler-filler network will arise in rubber composites, due to the induced strong interaction between silica aggregates, which are found closer enough to each other, particularly at sufficiently high loadings. Jacques
54
stated that an increase in the hardness accompanied with a dramatic reduction in the resilience will be generated by the addition of most of the particulate fillers into rubber, particularly with the more reinforcing fillers. Hardness for different contents of Si and CB filled B-SBR composites.
In a similar trend, it was observed that the hardness values of group II are increased with the increase in carbon black content, as evidently shown in Figure 5. This result was expected because, as more carbon black contents were incorporated into the rubber matrix, the plasticity and flexibility of the rubber chains were reduced, resulting in more rigid composites. 55 This is because carbon black has been reported to be harder than SBR on a Mohr scale, 56 therefore an increase in carbon black contents will automatically increase the resistance to indentation. The increase in hardness can also be due to a higher extent of crosslinking of the polymeric materials as a result of increase in carbon contents as reported.57–59 They showed that rubber hardness had a good correlation with the elastic modulus. Higher loading and large micro-sized filler particles cause more rigid compounds. The hardness depends on the amount and distribution of the filler in the host matrix and increases by increasing the filler content.
Effect of filler concentration on the abrasion loss
Abrasion resistance was quite crucial when considering the operational life of the rubber material and was analyzed as volume loss during the abrasion test. Figure 6 shows a variation of the abrasion loss with the filler content. The rise in silica concentration, accompanied with its good dispersion in the SBR matrix will reduce the filler–filler interaction, which in turn leads to higher abrasion resistance. As a better reinforcement material, silica has a stronger interfacial relationship with the SBR matrix and the reduction of abrasion loss in the SBR composites was clearly evident. The improved interfacial adhesion between SBR and silica leads to a significant improvement in the abrasion property.
60
Abrasion loss for different contents of Si and CB filled B-SBR composites.
Similarly, the CB filled B-SBR composites are presenting a decreasing trend for abrasion loss. However, a slight improvement in abrasion resistance is observed to distinguish the CB filled composites from their counterparts of the Si filled ones. Generally, it’s normal behavior for rubber to show an enhanced wear resistance by introducing reinforcing filler into the matrix material. The wear mechanism depends on the hardness of the composite component, which is a key parameter in governing the amount of material removal, so that the presence of the hard reinforcing filler increases the effective hardness of the composite, which in turn reduces the amount of material removal. This could be a good explanation for the decrease in volume loss that results from the sliding of abrasives on a solid surface. 61 All in all, the wear rate decreases with the increase in filler content, indicating that the incorporation of fillers (i.e. Si/CB) in the presence of fixed bagasse concentration shows good wear resistance in B/SBR composites.
SEM of Microstructure Fractured Surfaces
SEM produces clear images of the micro-fractured surfaces. Figures 7(a),(b) show the SEM micrographs of GBP and B-SBR composites prepared by direct mixing. The well viewed bagasse fibers represented by the red block arrows were found to be somewhat homogenously dispersed throughout the unfilled SBR matrix, as seen in Figure 7(b). Figures 7(c)–(e) show that the fracture surface of the 20, 40 and 60 phr silica/(B-SBR) composite prepared by direct mixing is smoother than that of the 80 phr silica/(Bagasse-SBR) composite where several agglomerates can be seen (Figure 7f). The reinforcing silica was found to be well impregnated inside the SBR matrix, as clearly seen by the filler-rubber interaction in Figures 7(c)–(e). Whereas a wide portion of agglomerates shown in Figure 7(f) reveals that the filler-filler interactions were found to be the predominant rather than the filler-rubber ones. Consequently, silica particles achieve better wetting and dispersion in the Bagasse-SBR matrix, resulting in better mechanical properties. The improvement in mechanical properties of the prepared composites was mainly attributed to effective load transfer, based on the homogeneous dispersion of fumed silica particles in the SBR matrix. On the other hand, the aggregated silica fillers develop a stress concentration point which results in a drop down of properties in the composite materials.
62
SEM micrographs of GBP (a), B-SBR unfilled composite (b), B-SBR vulcanizate loaded with 20 phr (c), 40 phr (d), 60 phr (e) and 80 phr (f) SiO2.
Figures 8(a)–(d) show micrographs of the CB filled SBR composites after rupture. The red block arrows, dashed blue circles and yellow ovals illustrate shapes indicative of some but not all the fibers, voids and agglomerates that respectively appear in the different produced composites. The well viewed fibers were found to be somewhat homogenously dispersed throughout the whole matrix. The agglomerated portions appear when the reinforcing filler concentration gradually increases, specifically in that of 60 and 80 phr of carbon black (Figures 8(d),(e)). Also, the clusters of bagasse particles imbedded in the matrix are shown as black arrows. In addition, the improvement in the interfacial bonding between CB and B-SBR is characterized by the fine morphology generated due to the presence of the compatibilizer (MA), as seen in Figure 8(c). However, poor dispersion occurs by increasing CB concentrations, (see Figure 8(d)). The SEM results were found to be in complete agreement with results discussed earlier in the section on tensile strength properties. SEM micrographs of: B-SBR loaded with 20 phr CB (a), 40 phr CB(b), 60 phr C.B (c) and 80 phr CB (d).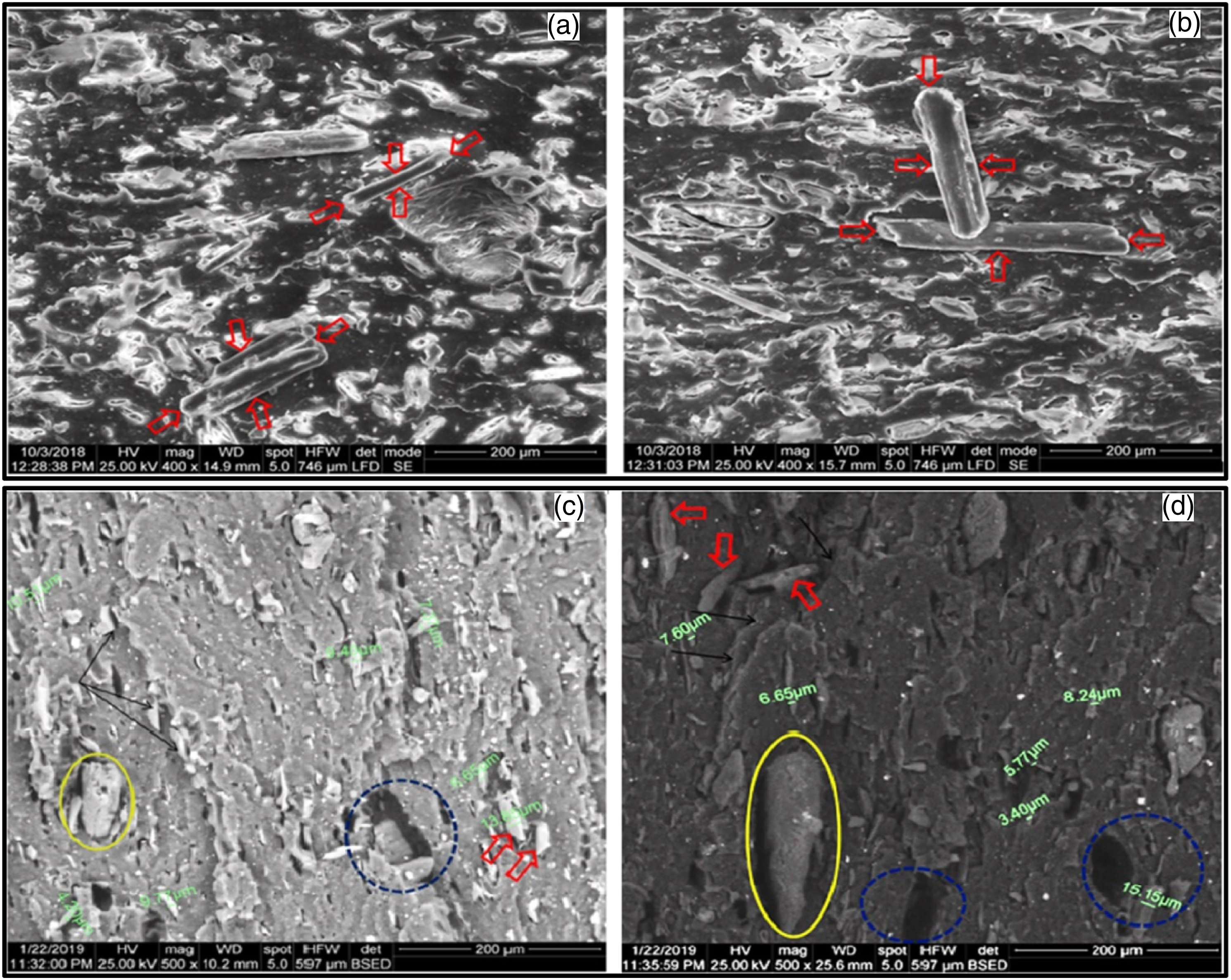
Equilibrium swelling properties
Rubbers are mainly used in manufacturing applications and are exposed throughout their lifespan to a range of chemical environments. Therefore, it should be a necessity to understand the interfacial interaction of the system through performing an analysis of the swelling characteristics of the composites. The effect of fumed silica and CB loading, and the existence of toluene as an aromatic penetrant were studied via B-SBR composites weight percent absorption. The swelling ratio (i.e. weight-percentage absorption of toluene by Si and CB loading in B/SBR composite is clearly shown in Figure 9. As can be seen, the equilibrium swelling ratios of these composites are decreasing with the increasing content of either filler. It is proved that the swelling resistance of the vulcanizates tends to be improved with increasing silica loading. This could be explained as a significance of the current pressure involved between the rubber polymeric chain network and the penetrant that acts to shrink the rubber chain network. As mentioned previously in the section of cure properties (Table 2), the increase in delta torque of rheometry with the increase in silica content is an indication of the increase in crosslinking density, which simply leads to a decrease in swelling percentage. In addition, crosslinks restrict the swelling induced extensibility of the rubber polymeric chains (i.e., macromolecular chains) and make it more difficult for solvent (penetrant) to disperse in the gaps between rubber content molecules and reduce the swelling percentage,63–65 thus combating the dissolution tendency.
66
As a result, the swelling decreases with network augmentation. Swelling ratios for different contents of Si and CB filled B-SBR composites.
As expected, the CB filled B-SBR composites appear to behave in a similar manner as the corresponding Si-filled ones. However, the difference in chemistry, size and geometrical shape of the fillers may account for the distinctive enhancement in the swelling properties of the Si filled B-SBR vulcanizates compared to the CB filled ones. It is clear that the weight fraction of the rubber part decreases with increasing non-swellable filler (CB) loadings and this, in turn, decreases the equilibrium swelling of the corresponding vulcanizates and thus, the equilibrium swelling of the composites decreases with increase in fibre loading. This is also mainly due to the increased hindrance exerted by the fibres at higher fibre (CB) loadings and also due to good fibre-rubber interactions. 67 Finally, lower composite swelling suggests that it was practically preferred to be used in industrial applications.
Thermal Stability Properties
Formulations of B-SBR composites.
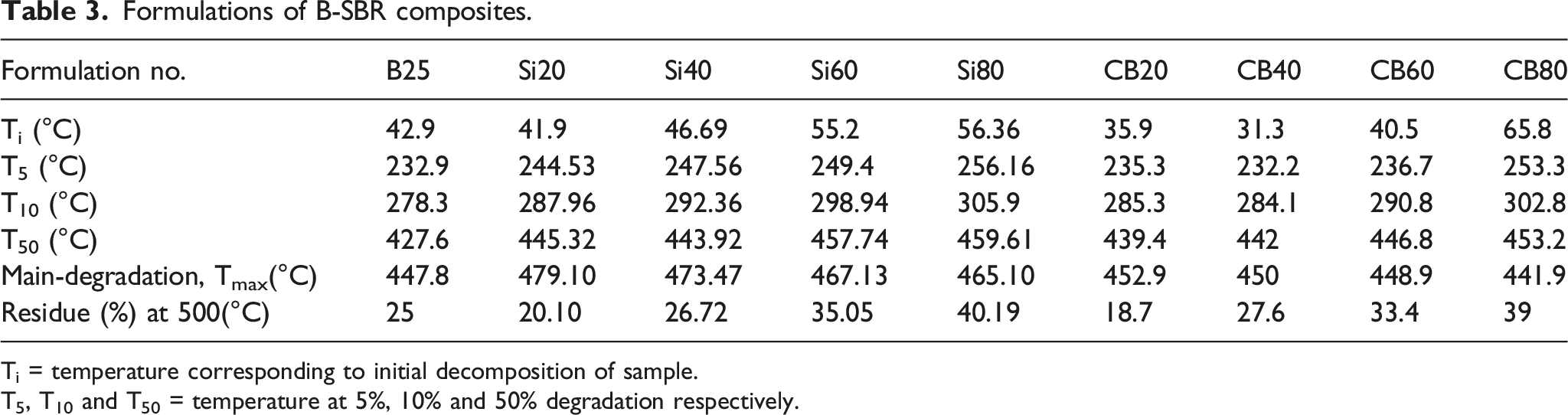
Ti = temperature corresponding to initial decomposition of sample.
T5, T10 and T50 = temperature at 5%, 10% and 50% degradation respectively.

Thermal stability for different contents of Si (a) and CB (b) filled B-SBR composites.
Figure 10(b) showed the percentage weight loss as a function of temperature changes for different carbon black filled B-SBR composites. By comparing the weight loss as a function of temperature, the effect of CB on the thermal stability of B-SBR vulcanizates can be analyzed. Consequently, the remaining residue at the end of each test was found to be higher for the higher concentration CB filled B-SBR composites than for the low concentration CB filled ones, which is a good indication that the thermal stability for the CB filled B-SBR composites was improved.
Conclusions
This study aimed to compare the effect of the two reinforcing fillers (Si and CB) on the performance of B-SBR vulcanizates. In addition, it could potentially be regarded as one of the crucial solutions that can reduce the environmental pollution resulting from the burning of bagasse. It was evidently inferred from the rheological properties that increasing the content of SiO2 in the B-SBR vulcanizates leads to an increase in the scorch time and optimum cure time, while the cure rate of the silica-filled compound was decreased. However, the counterparts of the CB filled B-SBR mixes were found to show a reversing behavior. As expected, both fillers were found to have a significant improvement in almost the mechanical properties. The incorporation of silica increases the tensile strength and M 100 up to the optimum filler loading of 60 phr, also the elongation at break point increases up to 40 phr filler loading and then undergoes an abrupt decrease on further loading. Whereas, a dramatic increase in T.S and M 100 was observed at nearly all levels of the CB loadings. Despite the slight dominancy in hardness values obtained for the CB filled composites, the substantial reinforcing ability for both fillers is a good indication of the significant increase observed in the values of hardness, accompanied by an increase in fillers loading.
The abrasion is also improved with the addition of both fillers. Nevertheless, it has been inferred that the CB filled B-SBR vulcanizates have imparted a better abrasion resistance property than the Si filled compounds. As well, the equilibrium swelling percentage showed a significant decrease with the increase in content for both fillers. However, the Si filled composites were distinguished by showing a higher resistance to swelling compared to those filled with CB. The SEM performed in this study was found to be in complete agreement and truly supportive of the mechanical properties findings. TGA results reveal that the thermal stability was obviously improved by increasing the loading for both fillers. However, the superior increase is assigned to the Si-filled composites.
It was highly anticipated that the results obtained from the current study could give a great confidence to researchers and developers in the industrial sector to direct their wise attention towards different biomass sources for natural fibers to be successfully valorized in their production lines to obtain innovated products.
Generally, this research study can broaden the vision towards a prosperous future by opening the doors of new rooms for hard working researchers and interested in this research area from various fields of industry and academia to develop and implement products/technologies that are environmentally friendly or less harmful to the ecosystem. This could be fulfilled by doing many researches in a parallel extension to the current field of study, through the use of biomass natural fibers from different sources coupled with different types of polymeric raw rubber materials.
Footnotes
Acknowledgements
The author gratefully acknowledges the GUC (German University in Cairo) mechanical laboratory. The author was also indebted with great thanks to the (STCE) Science and Technology Center of Excellence and the main laboratory of chemical warefare (Egyptian Armed Forces) in Cairo, Egypt for the use of their facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.