
Abstract
Quasi static compressive response of crumb rubber-epoxy composites was examined by varying the crumb rubber composition (0, 10, 20 and 30 vol.%). All the composites, irrespective of the strain rates, depict elastic regions tailed by a wide plateau area that is credited with the densification of rubber particulates. Higher strains to failure of composites were revealed as compared with neat epoxy signifying higher energy absorption ability of constituents. The modulus of elasticity of composites was noted to be lower than neat epoxy specimens, irrespective of the strain rates. Irrespective of strain rates, the strength of all the composites were inferior to neat epoxy specimens. Energy absorption of EC-30 was higher compared to EC-20 and EC-10 and noted to be increased in the range of 6–14% for 0.1 mm/min strain rate while it increases in the range of 5–9% for 0.01 mm/min strain rate, respectively. Rubber-toughening mechanism was credited with the increase in energy absorption of composites. Higher energy absorption of composites was mainly due to higher strain realisation indicating more deformation ability. Fracture features of specimens were analysed by scanning electron microscope.
Introduction
Polymer matrix composites are formed by reinforcing particulates or fibres in the matrix. 1 Due to the attractive and tailorable properties offered by polymer matrix composites, they are used in numerous applications spread across different sectors like aerospace, automotive, medical, marine, space and so on.2,3 The development of new materials to meet the specific demands of envisaged applications and products is on the rise, and researchers and the scientific community worldwide pay significant attention to meet the needs. Lately, substantial attention has been given to the development of materials concerned with environmental pollutants and issues related to disposal and landfill burden created by a variety of products and materials.4,5 The abundant availability of waste materials necessitates the need to use them in specific applications and products that can reduce overall costs and environmental pollution. Double benefits of utilising unwanted materials are realised in terms of waste utilisation and lowering polymer consumption.6,7
A number of works on waste reinforcement like fly ash cenosphere,4,5,8–11 rice husk,12–14 blast furnace slag,15,16 walnut shell powder,17,18 waste tire rubber,3,19–23 etc. have been reported. Waste tire particles derived from the shredding of discarded automotive vehicle tires have attained significant interest from the research community to alleviate the landfill burden and disposal problems related to discarded tires.11,24,25 Thereby, more attention is paid to viable options to effectively address the difficulties mentioned earlier. 26 Non-biodegradability and complex disintegration of waste tires are mainly attributed to the characteristic cross-linking structure of waste tires. Hence the disintegration of constituents is a challenging task. Furthermore, the non-biodegradability of waste tires further attenuates the challenge of recycling the constituents.27–30 Crumb rubber is defined as the recycled rubber particles derived from unwanted automotive vehicle tires. 31 Carbon, sulfur, calcium and oxygen constitute a significant percentage of crumb rubber, whereas small amounts of silica, aluminium, titanium, iron and zinc are present.7,32–34 Epoxy resins are considered to be an extensively used thermosetting polymer credited to their distinctive features when manufactured, like small pressure requirements to prepare products, small cure shrinkage and residual stresses.35,36 Thereby, composites fabricated with epoxy and crumb rubber for envisaged applications can benefit from effective waste utilisation and reducing the cost. 37 However, a number of works are reported on the use of waste tire particles as effective strengthening in epoxy-based composites.
Strain rate sensitivity is a key concern in the transport segment, wherein foremost attention is given for the crashworthiness of systems. 38 Epoxy based composites are seen to be strain rate sensitive. Numerous studies on epoxy base composites indicate that the strength of the composite increase with strain rate.38–40 Studies have pointed out that the strength of epoxy matrix composites is dependent on strain rate variations. Though the strain rate sensitivity is mainly credited with the matrix, the percentage volume of reinforcements also significantly affects the failure mechanism.1,41,42 Quasi-static compression tests are carried out at strain rates of 0.1 and 0.01 mm/min on composites by changing the volume fraction of reinforcement (0, 10, 20 and 30 vol.%). The volume fractions of reinforcement are selected based on previous studies.43,44 Effect of crumb rubber and strain rate are investigated in terms of modulus of elasticity, strength and energy absorption. Finally, scanning electron micrographs of composites are related to their structures to understand the failure mechanisms.
Materials and methods
Materials
LAPOX L-12 epoxy (Diglycidyl Ether of Bisphenol A) resin with density of 1192 kg/m3 and K6 (Triethylene Tetra Amine) hardener were employed as matrix material and curing agent respectively, purchased from Atul Industries, Gujarat, India. The Diglycidyl Ether of Bisphenol A resins are formed after an excess of epichlorohydrin reacts with bisphenol-A in presence of an alkali such as sodium hydroxide. 45 Further, K-6 hardener is a diamine that reacts with and opens up the epoxide rings to form a 3D network polymer. 46 Amine-curing agents are the most widely used because of the better understanding/control of epoxy–amine reactions. 47 Crumb rubber with a density of 1453 kg/m3 is brought from Arihant Chemicals Ltd, Delhi, India.
Fabrication
The open mould casting method was used to process epoxy-based composites filled with a varying volume percentage of crumb rubber (0, 10, 20 and 30 vol.%). The measured quantity of epoxy resin and crumb rubber were mixed in a glass beaker at a slow and steady rate to attain a consistent slurry. Further, degassing of the mixture was carried out to remove any air bubbles trapped. Hardener was added by 10 wt.% into the slurry and poured into an aluminium mould covered with silicone realising agent. The curing of samples was performed for 24 hours before their removal. Samples were cut into the desired specimen shape as per ASTM D695-14 standards. EC-CC convention was used to name the specimens, where E and C denote epoxy matrix and crumb rubber, respectively, whereas CC represents the volume of crumb rubber content.
Quasi static mechanical test
Quasi static mechanical tests were carried out with specimen dimensions of 12.7 × 12.7 × 25.4 mm using Zwick universal test setup confirming to ASTM D695-14 standards. A constant crosshead movement of 0.1 and 0.01 mm/min strain rates was upheld on the 12.7 × 12.7 mm compressing face to assess the compressive properties. Three specimens of each composition were tested and the photographs of specimens before and after test were presented in Figure 1. An in-house developed MATLAB code is used for analysing the experimental data and evaluate the different properties.38,48 Modulus of the composites are measured experimentally by considering the linear slope of stress strain curve whereas yield strength depicts the maximum strength of composites.
49
Energy absorption of the composites corresponds to the area under the steady state stress-strain profile called plateau region while the densification denotes the composites ability to regain strength after attaining complete crushing.
50
(a) Before and (b) after photographs of specimens under compression test.
Izod impact test
Izod impact tests of composites were performed using a Zwick/Roell HIT 50P confirming as per ASTM D4812-99 standard. The nominal work capacity was 1 J while the impact velocity was at 3.58 m/s.
Scanning electron microscopy
Scanning electron microscope (SEM.) JEOL (JSM 6380 LA) is utilised to analyse the microstructure of test specimens. In addition, sputter coating of the surface specimens to a thickness of up to 9 nm with gold-palladium is carried by means of JFC-1600, JEOL, Japan, to prevent charge build-up.
Result and discussion
Material characterisation
Surface of the crumb rubber particles is in the form of agglomerated grains, as seen in Figure 2, attributed to the elastic nature of rubber shaped during the disintegration of the waste tire into tiny particles. Major constituents of crumb rubber comprise of carbon, sulphur, calcium and oxygen, while trace amounts of silica, aluminium, titanium, iron and zinc are present.7,32–34 The density of composites is reported in our previous work.
51
The density of E0, EC-10, EC-20 and EC-30 calculated theoretically are noted as 1192.00, 1217.90, 1243.80 and 1269.70 kg/m3, respectively, while experimentally measured are noted to be 1192.00, 1207.50, 1232.70 and 1254.40 kg/m3. The weighted average particle size of crumb rubber particles is reported to be 182.24 μm.
51
X-ray diffraction results of E0 and EC-30 composites are presented in Ref.
19
. E0 specimen depicts no peak attributed to the epoxy matrix’s amorphous structure, whereas EC-30 reveals main peaks for carbon and zinc aluminium sulphide at 2θ value of 31.82 and 77.26, respectively.42,52,53 Micrograph of crumb rubber particles.
Izod impact test
Izod impact results of crumb rubber epoxy composites are presented in Figure 3. The impact strength of composites increases with increase in crumb rubber content. Uniformly dispersed crumb rubber particles permits the addition of a large volume of the matrix in the process of plastic deformation results in adsorption of significant amount of energy and thereby the impact energy enhances with increase in crumb rubber content.
47
The increase in impact strength is mainly attributed to the dissipation of mechanical energy by crumb rubber particles.
54
Izod impact results of crumb rubber epoxy composites.
Stress strain curves
Stress strain curves of specimens tested at different strain rates are presented in Figure 4. Stress–strain response of constituents is dependent on strain rate; thereby the compression rate is varied in the present study. Composites filled with crumb rubber depict different curves as compared with neat epoxy specimen. Stress strain curve of neat epoxy specimen subjected to 0.1 mm/min strain rate entails of elastic region tailed by reduction in strain. Further compression leads to failure of specimen at around 23% strain. Similar profiles of neat epoxy specimen are seen with 0.01 mm/min strain rate wherein the failure occurs at around 29% higher than seen with 0.1 mm/min strain rate. All the crumb rubber filled composites irrespective of the strain rates depict an elastic region tailed by a wide plateau region attributed to densification of crumb rubber particles to loading. Characteristic plateau region is observed in composites with increase in content of crumb rubber. Higher crumb rubber content facilitates for higher energy absorption by the constituents and thereby higher strains to failure are observed with EC-20 and EC-30. For 0.1 mm/min strain rate, EC-10, EC-20 and EC-30 composites fail at strains of around 32, 38 and 46%, respectively while for 0.01 mm/min strain rate, the specimens fail at strains of around 64, 68 and 76%, respectively. Decreasing the strain rate of testing significantly increases the ability of composites to withstand loading. Thus it can be seen that the composites tested at 0.01 mm/min strain rate depict higher strains to failure i.e. almost two times higher than 0.1 mm/min strain rate. Comparison of different compression properties observed with varying strain rates are presented in Table 1. Illustrative stress strain curves of composites at (a).0.1 mm/min and 0.01 mm/min strain rates. Comparison of different compression properties observed with varying strain rates.

Compressive modulus
Experimentally measured compressive modulus of all the specimens are presented in Figure 5. Modulus of specimens is determined from the slope of the linear portion of a stress strain curve. Irrespective of the strain rates tested, modulus of elasticity of all the composites are noted to be noticeably lower than neat epoxy specimens owing to the low modulus crumb rubber particles. Neat epoxy depicts highest modulus in comparison with all the other compositions. For 0.1 and 0.01 mm/min, modulus of composites is seen to be marginally lower as compared with neat epoxy and are lower in the range of 6–12% and 9–19%, respectively. Rubber-toughening mechanism owing to reinforcement of crumb rubber in epoxy matrix is credited with increase in the modulus of composites in spite of higher filler loadings.
55
The toughening effect is initiated by the blocks created from the reaction of active epoxide groups and reactive end groups of crumb rubber.56–58 Furthermore, modulus increase at higher filler content of crumb rubber particles increases the dominance of crumb rubber particles over the matrix. Specific compressive modulus of composites decrease with increase in crumb rubber content composition are in line with modulus trends (Table 1). Marginal decrease in specific modulus values of composites in spite of higher density of composites indicate the weight saving potential of composites. Experimentally measured compressive modulus of crumb rubber/epoxy composites at (a).0.1 mm/min and 0.01 mm/min strain rates.
Compressive strength
Experimentally measured compressive strength of all the specimens tested at different strain rates are presented in Figure 6. Compressive strength is the maximum stress observed during the first peak in the stress strain curve. It is observed from Figure 6 that irrespective of strain rates, the compressive strength of all the composites decrease with increase in crumb rubber content and are lower than neat epoxy specimens. For 0.1 and 0.01 mm/min, compressive strength of all composites decreases as compared with neat epoxy in the range of 48–56% and 17–41%, respectively. Decrease in load bearing matrix content in the composite with increase in crumb rubber content decreases the compressive strength owing to the reduction in load bearing capability of composites. Similar observations are noted in Ref.49,59. Specific compressive strength of composites show results in line with the compressive strength results wherein decrease in specific values are seen with increase in filler content of crumb rubber (Table 1). Experimentally measured compressive strength of crumb rubber/epoxy composites at (a).0.1 mm/min and 0.01 mm/min strain rates.
Energy absorption
Energy absorption of all the specimens tested at different strain rates are presented in Figure 7. Stress strain profiles of composites helps to assess the energy absorption of composites. Stress strain profiles are generally characterised into elastic, plateau and densification regions. Elastic region is the region where uniform deformation of composites can be seen and the stress strain curve is linear in nature. Plateau region is the region where more change in deformation was observed compared to those of the elastic region for a fixed change in the stress. It is the region where composites energy absorption capabilities can be estimated. The densification region is the region where stress levels begin to rise after crossing the stiffness of composites.
36
All the composites show characteristic plateau region irrespective of the strain rates. EC-30 depict higher plateau region as compared with EC-20 and EC-10. Higher toughness offered by crumb rubber to compression increases the composites ability to withstand more deformation and thereby the energy absorption capacity of composites. Energy absorption of crumb rubber epoxy composites is attributed to rubber cavitation mechanism. The ability of crumb rubber particles to cavitate within the composites initiates shear yielding mechanism. In the shear yielding mechanism, deformation regions are instigated due to the interaction of rubber particles and stress field in front of the crack, resulting in stress concentration in the nearby matrix.49,60 Enhancement of composites toughness is relative to the number of crumb rubber particles.
61
Higher number of crumb rubber particles assists in formation of more deformation regions before fracture.62–64 Energy absorption of EC-30 is noted to be higher as compared to EC-20 and EC-10 and noted to be increased in the range of 6–14% for 0.1 mm/min strain rate while it increases in the range of 5–9% for 0.01 mm/min strain rate, respectively. Additionally, it is noted that crumb rubber epoxy composites register higher strains to failure as compared with neat epoxy specimens. Higher energy absorption of composites is related to higher strain realisation inferring higher plateau region and more deformation capability. Densification stress and strain values noted for different composites under varying strain rates are presented in Table 1. Although densification stress are seen to be lower for EC-30, the densification strains for EC-30 are noted to be higher. Energy absorption of crumb rubber/epoxy composites at (a).0.1 mm/min and 0.01 mm/min strain rates.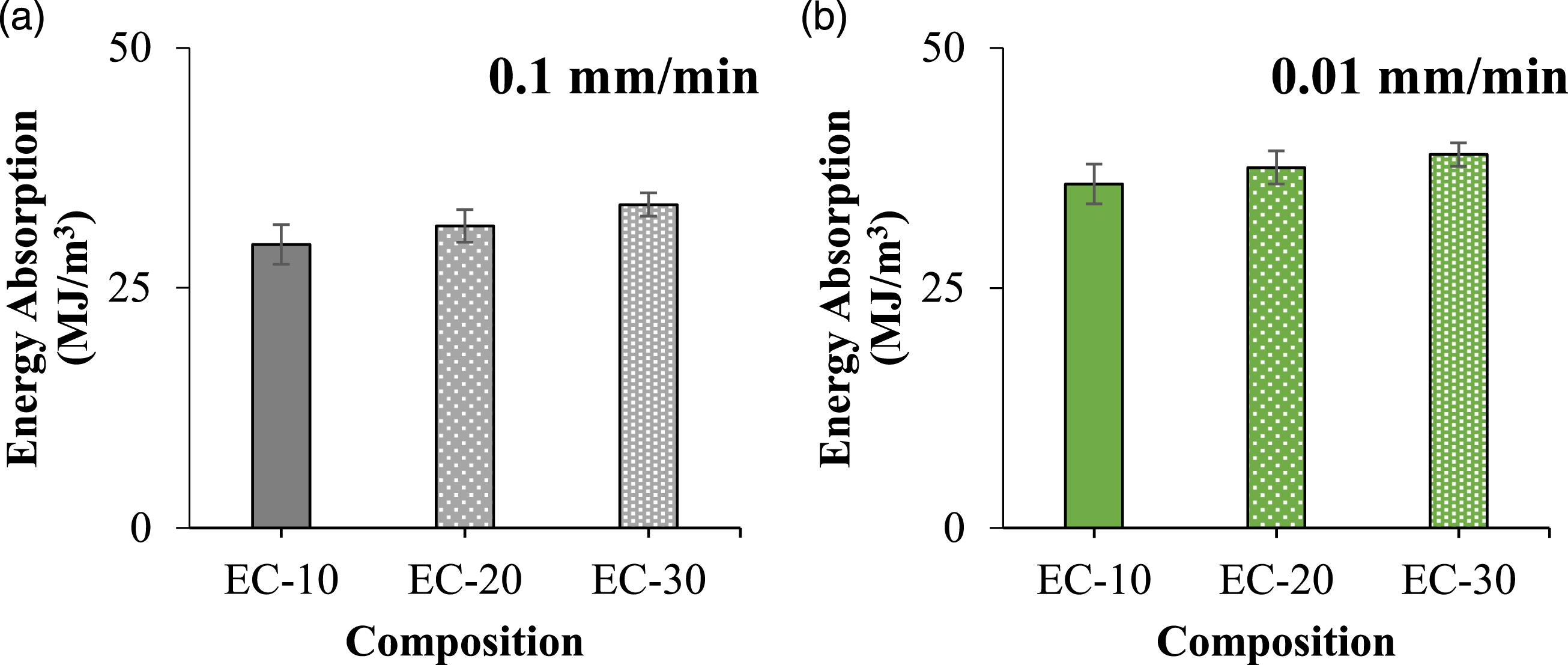
Micrographs
Micrographs of compression tested specimens at different strain rates are presented in Figure 8. Micrographs are captured on E0, EC-10 and EC-30 specimens wherein shear cracks initiate, since these shear cracks form step like feature on compression.65,66 Neat epoxy specimens reveal cabbage like leaf structure indicating more brittleness and deliberate crack instigation sites Figures 8(a) and (b). EC-10 micrographs captured at 0.1 and 0.01 mm/min strain rates reveal that crumb rubber particles are distributed uniformly and the deformation marks as seen with E0 are comparatively reduced owing to the addition of crumb rubber particles. The inherent elastic behaviour of crumb rubber particles attenuates the deformation to a large extent by absorbing more energy under compressive loading Figures 8(c) and (d).47,67 At EC-30, the ability of composites to absorb energy under loading significantly increases as compared to EC-10 and E0. Therefore, the deformation marks reduce and the propagation of cracks is mitigated to a large extent Figures 8(e) and (f). Furthermore, EC-30 undergo more strain to failure can be clearly understood from the micrographs since higher crumb rubber content increases the ability of composites to undergo more deformation. Scanning electron microscopy of E0 (a) 0.1 and (b) 0.01 mm/min, EC-10 (c) 0.1 and (d) 0.01 mm/min, EC-30 (e) 0.1 and (f) 0.01 mm/min.
Conclusions
The present study investigates the effect of strain rate on the compression behaviour of crumb rubber epoxy composites. Four types of composites with 0, 10, 20 and 30 vol.% of crumb rubber were fabricated. All the crumb rubber filled composites irrespective of the strain rates show a linear elastic region followed by a broad plateau area credited with densification of crumb rubber particles., EC-10, EC-20 and EC-30 composites fail at strains of around 32, 38 and 46%, respectively for 0.1 mm/min strain rate while for 0.01 mm/min strain rate, the composites fail at strains of around 64, 68 and 76%, respectively. The modulus of elasticity of all the composites were noted to be lower than neat epoxy specimens, irrespective of the strain rates. Neat epoxy depicts highest modulus in comparison with all the other compositions. Decrease in modulus of composites is attributed to the low-modulus crumb rubber particles. Irrespective of strain rates, the compressive strength of all the composites were lower than neat epoxy specimens. Energy absorption of EC-30 is noted to be higher as compared to EC-20 and EC-10 and noted to be increased in the range of 6–14% for 0.1 mm/min strain rate while it increases in the range of 5–9% for 0.01 mm/min strain rate, respectively. Higher energy absorption of composites is due to higher strain realisation indicating more deformation ability.
Footnotes
Acknowledgements
The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University, Abha 61421, Asir, Kingdom of Saudi Arabia for funding this work through the General Research Project under grant number GRP/352/43.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship/or publication of this article: The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University, Abha 61421, Asir, Kingdom of Saudi Arabia for funding this work through the General Research Project under grant number RGP.1/123/43.