
Abstract
Natural fiber reinforced composites (NFCs) are a promising replacement for conventional wood materials in furniture and households. However, the flammability of natural fibers limits their practical application. The composite matrix structure can be modified to enhance flame resistance. In this study, eco-friendly and cost-effective fire-retardants (FRs), micro-integrated Triphenyl Phosphate (m-TPP), and Aluminum Trihydroxide (ATH) were added physically in different concentrations to the epoxy resins (EPs). Underwriter Laboratories 94 (UL-94) flammability test revealed that the fire resistance of FR epoxy, EP88%m-TPP9%ATH3%, increased by increasing the TPP quantity with the highest V-0 rating. The thermo-gravimetric analysis (TGA) indicated a better internal structure of EP100%. However, no char residue was observed for EP100%. The highest char residue was found for EP88%m-TPP9%ATH3%, which confirmed its highest FR resistance. However, EP88%m-TPP9%ATH3% showed poor tensile, flexural, and compressional strengths. The m-TPP was a better FR than ATH. However, the mechanical stability of FR samples containing ATH is better than those containing m-TPP. Also, the addition of FRs reduced the tensile and flexural strengths; however, the compressional strength and modulus were significantly improved, which implied a potential use in the furniture industry.
Keywords
Introduction
A composite is composed of two different materials: matrix and reinforcement.1–4 Natural fibers replace synthetic fibers as reinforcement in composites due to their biodegradability, abundance, non-toxic nature, reasonable price, high specific strength, and high specific stiffness.5–13 NFCs consist of a polymer matrix (usually thermoplastic or thermosets), and the most popular natural fiber reinforcements for advanced applications are jute, flax, and kenaf. 10 NFCs have applications in construction, transportation, military, wind farms, electronic industries, and furniture industries.11,14–19 Resins are primarily used as a matrix in composites because thermosets exhibit better mechanical properties and are easy to manufacture than thermoplastics. EPs are the widely used thermoset in composites 20 due to their higher mechanical, insulation, resilience, chemical resistance, and dimensional stability.21,22 Jute is the most commonly used fiber among all the natural fibers as reinforcement in composites because it exhibits a better strength-to-cost ratio than other natural fibers. It is eco-friendly, non-toxic, and biodegradable. Jute exists in abundance, and it is rapidly replacing glass fiber due to rising environmental concerns. 23 Even though natural fibers offer an eco-friendly environment, their use is limited due to potential fire hazards. 24 NFCs composed of Jute and Epoxy can risk human lives as they steadily burn when subjected to fire.9,25–27 Therefore, it is essential to create thermally stable and fire-retardant (FR) NFCs to ensure human safety and reliability.
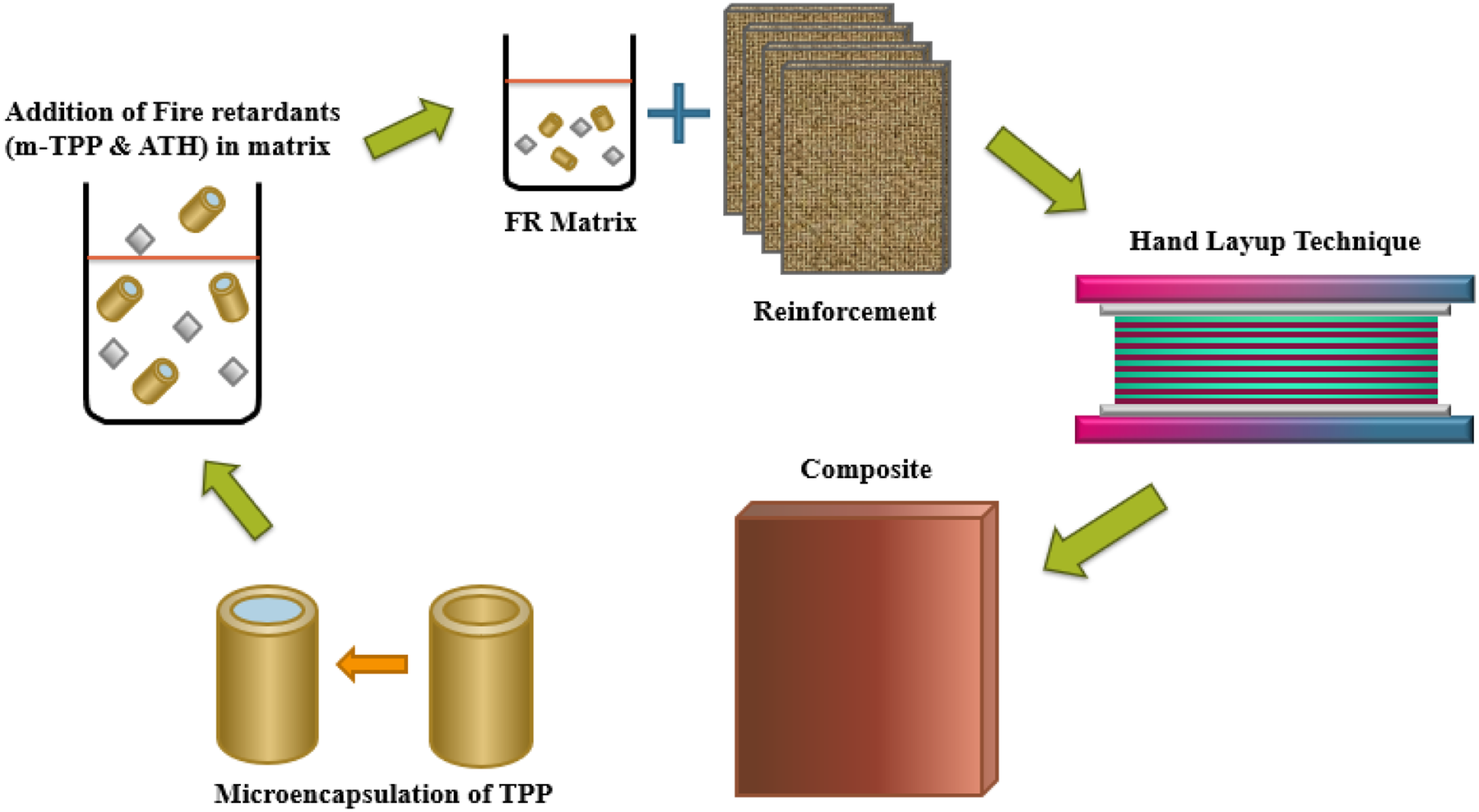
The fire resistance of NFCs can be improved by incorporating FRs in EPs. However, FRs addition can cause drastic decrease in required physical properties. There are two types of FRs: reactive and additive. The reactive FRs react with the backbone chain of polymers while additive FRs do not react; instead, it physically blends in the resin. Additive FRs are easy to incorporate, commonly available, and cost-effective compared to reactive FRs. Though the additive FRs can decrease the mechanical properties of NFCs significantly.28–30 Organo-phosphorus based FRs show effective FR efficiency in EPs. Aromatic-phosphorus based FRs exhibit better fire retardancy and thermal-oxidative stability than Aliphatic-phosphorus based FRs.31, 32 Tri-phenyl Phosphate (TPP) additive is from Aromatic-phosphorus class of FRs. 29 TPP is eco-friendly and has good fire resistance to cost ratio. 33 TPP exhibits good strength as it contains three phenyl groups.29,34 TPP works in the condensed phase as well as the gas phase. When subjected to fire, TPP decomposes to form char on the surface and produces gases that react with carbon dioxide and carbon monoxide.35,36 However, TPP exists in a spherical shape, limiting the composite’s mechanical properties. 37 The mechanical properties of composites containing TPP can be improved if the shape of TPP is altered. Kapok fiber is hydrophobic and highly absorbing natural fiber, 38 and TPP can be incorporated into Kapok fibers with Cellulose acetate (CA) as a binder. However, the interaction between the fiber materials as reinforcement with epoxy decides the composite’s primary mechanical performance, which is known to decrease with the addition of FRs. Khalili et al. reported the effect of ammonium polyphosphate (APP) and ATH fire retardants on natural fiber composites. The FR addition increased the fire resistance and thermal stability of empty fruit bunch fiber reinforced epoxy composite. 39 Cuong et al. studied the thermal stability and impact strength of epoxy incorporated with TPP and nano-silica. The additives increased epoxy’s thermal stability and impact strength. 40 Few studies have investigated the synergic properties of FR and the mechanical strength of physically added FR composites. This study targets to achieve fire retardance with better mechanical properties of epoxy resin. m-TPP and ATH are physically added and investigated for tensile, flexural, and compressional properties. This combination is cost-effective and can be conventionally fabricated.
Materials and methods
Materials
Kapok fibers specifications.

Methods
Kapok treatment
Ball milling of kapok fibers
Ball milling was carried out to reduce the size of the Kapok fibers. This process helped to obtain the micro rod-like structure. Kapok fibers ball milling was done at Pulverisette six Premium line ball milling from Fritsch, Germany. 200 g of kapok fibers were ball milled under dry conditions. The ball milling was done at 450 r/min for 2 min, and the diameter of the stainless-steel balls was 10 mm. Kapok micro-fiber length after ball-milling was approximately 100 μm, as shown in Figure 1. Optical microscopy of kapok fiber after ball milling.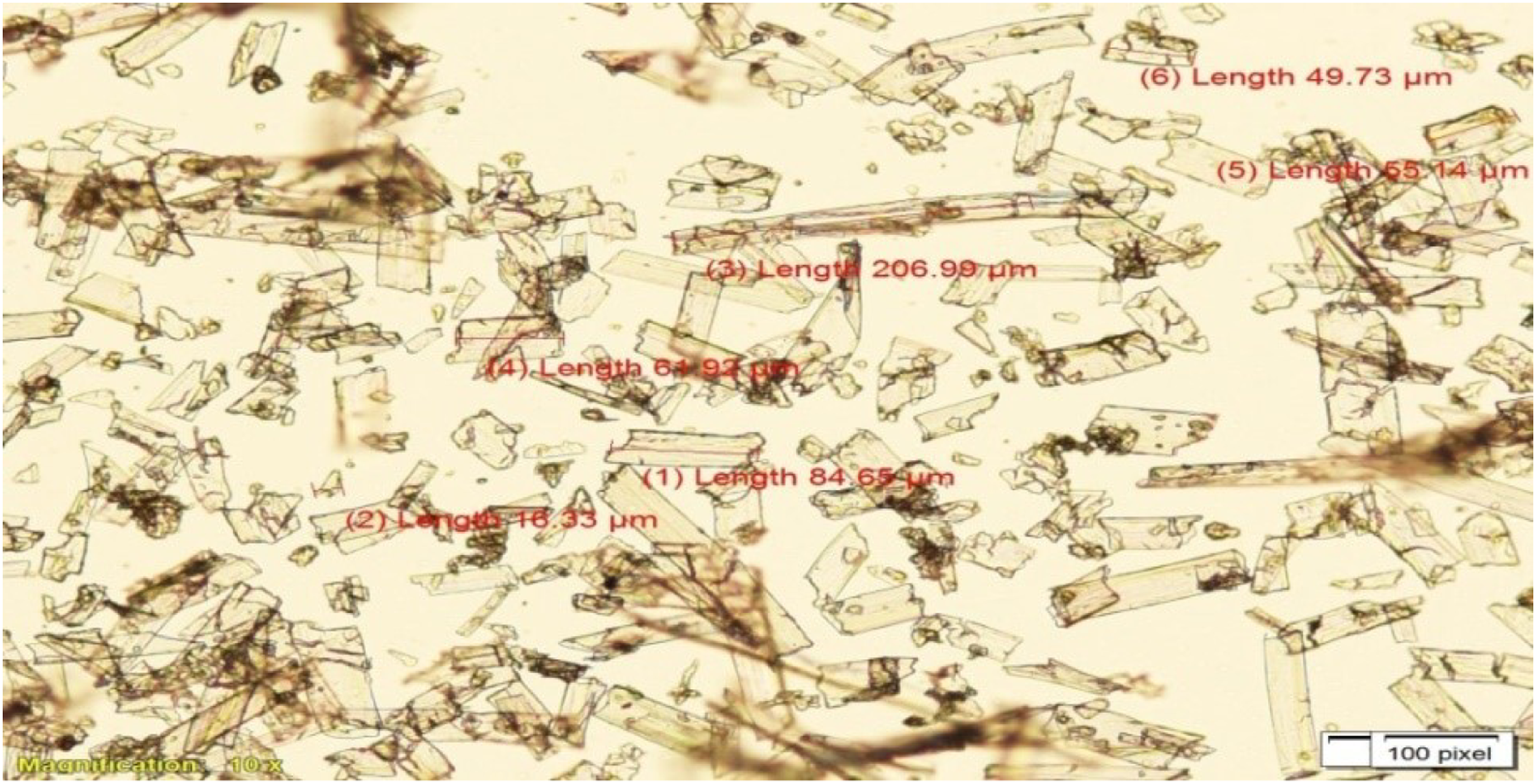
Micro-incorporation of triphenyl phosphate
The TPP and CA (binder) were dissolved in 19 w/v % in acetone with a ratio of 97:3, respectively. It took 20 min to dissolve TPP and CA in acetone in a closed bottle at ambient temperature. Then 5% w/v kapok micro-fibers were added to the solution and stirred for 15 min at 25°C until a homogeneous suspension was obtained. Then this suspension was poured on a glass surface and kept inside a fume hood at room temperature for 24 h. The acetone evaporated from the suspension in the fume hood, and m-TPP incorporated microfibers were peeled off from the glass surface. 41
Modification of epoxy
DGEBA epoxy and TAEA hardener were added to a beaker in a ratio of 20:9 and mixed to obtain the pure epoxy (EP100%) sample. This mixture was instantly added to the mold before it started curing. Then the mold was left for 14 h to cure.42,43
Composite and epoxy samples formulation and names.

Fabrication of composite
The Hand Lay-up technique was used to fabricate the composite samples. Figure 2 shows the schematic diagram of the hand lay-up setup. First, a sheet of jute fabric was laid on the glass slit, and the FR epoxy was evenly spread onto the sheet through a hand roller. The roller use guaranteed the epoxy penetration into the jute fabric, and the additional epoxy was pressed out of the sheet. The same procedure was repeated for the other seven sheets piled up on the glass plate. Next, the air-tight Teflon film was placed on the eight soaked fabric sheets. Finally, another glass plate was placed on the sheets, and a four kg weight was positioned on it for even compression. The compression ensured an excellent surface finish and decreased the formation of the voids in the composite. The composite curing was completed in 14 h. The schematic diagram of this technique is shown in Figure 2 and composite sample codings are given in Table 2. Schematic presentation of hand lay-up technique for producing composite sheet.
Characterization
Scanning electron microscope
A field emission SEM (Hitachi S-3500-SEM) was used at 15 kV. SEM was used to examine the morphology of treated and untreated kapok micro-fibers.
Flame retardancy
The vertical burning test was conducted according to the UL-94 standard for each FR epoxy sample. Each sample was vertically positioned in sealed glass box equipment with a Bunsen burner. The UL-94 standardized dimensions for each sample were 100 × 13 × 3 mm (length × width × thickness). UL94 categorizes vertical burning ratings into three ratings which are termed as, V‐0, V‐1, and V‐2. The specimen is given V‐0 rating if it retains self‐quenching ability within 10 seconds without dripping. The specimen is given V‐1 rating if it retains self‐quenching ability within 30 seconds without dripping. The specimen is given V‐2 rating if it retains self‐quenching ability within 30 seconds of dripping. However, if a specimen does not quench and shows dripping, the specimen is not given any rating. The alignment of specimen position affects the combustion speed of that specimen TGA.
TGA of the cured FR epoxy samples was performed on TG 209 (F1) Libra instrument from NETZSCH, Germany. 10 mg of each epoxy sample was placed in a standardized ceramic pan. All the samples were heated in a nitrogen atmosphere, from 25°C to 700°C at 20°C/min. The thermal degradation occurred without any combustion. The onset temperature (Tonset), major temperature (Tmajor), finish temperature (Tfinish), and remaining mass residue (MResidue) were analyzed with the help of TGA. The Tmajor is when the mass percentage (Mass %) decreases drastically. The Tonset is the temperature at which the mass loss initiates. Tfinish is the temperature at which the Mass % stops declining. The remaining mass residue (Mresidue) is the final left mass in percentage.
Tensile test
Tensile test was performed according to ASTM D3039. The test was performed on a Z100 tensile testing machine (Zwick/Roell Instruments, Germany). The dimensions of FR composite samples were 250 mm × 25 mm (length × width).
Flexural test
A flexural test was performed according to ASTM D7264. The test was performed on Z100 tensile testing machine (Zwick/Roell Instruments, Germany). The dimensions of the composite samples were 100 × 13 × 3 mm (length × width × thickness).
Compression test
The compression test was performed according to ASTM D695. The test was performed on Z100 tensile testing machine (Zwick/Roell Instruments, Germany). The dimensions of the cylindrical composite samples were 12.7 mm × 25.4 mm (diameter × length).
Results and discussion
Kapok fibers treatment
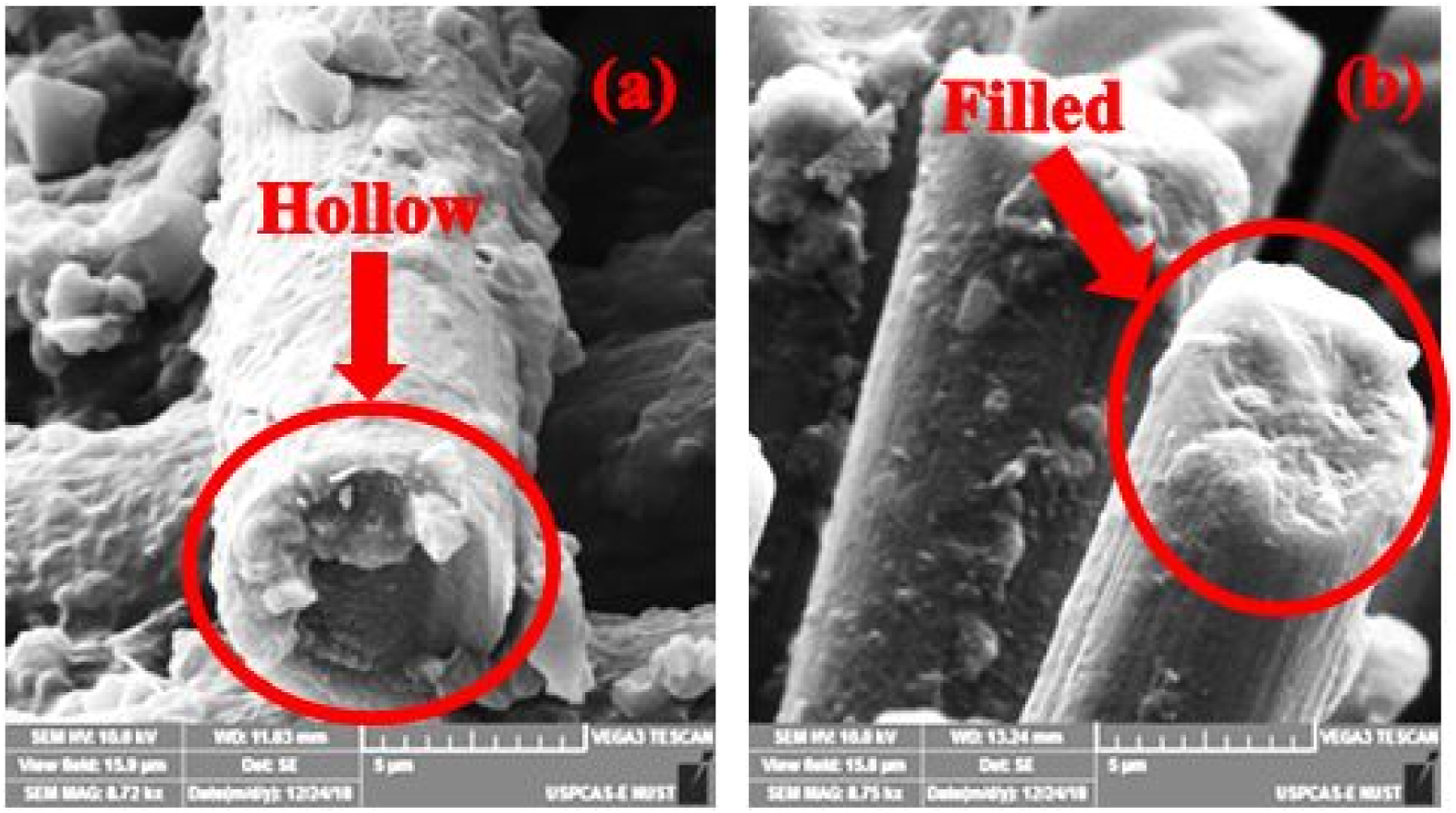
The m-TPP was modified to give tubular structure in kapok fibers as pure TPP acts as a plasticizer. TPP incorporation into the Kapok microfibers was checked through SEM as the pure Kapok microfibers (untreated) are hollow and have a tube-like structure. In contrast, the treated Kapok microfibers have a filled cylindrical structure. Figure 3(a) displays the schematic diagram of pure, and Figure 3(b) shows filled Kapok microfiber. Figure 4(a) shows the SEM image of untreated/unfilled kapok micro-fibers, while Figure 4(b) shows the filled kapok micro-fibers with CA and TPP. The SEM images indicate that the untreated kapok micro-fibers have a hollow tube-like structure, while the treated kapok micro-fibers show a filled cylindrical structure. Schematic presentation of (a) pure kapok fiber (b) filled kapok fiber and its cross-sectional area from inside. SEM images of (a) unfilled kapok micro-fiber and (b) filled kapok micro-fibers with TPP and CA.
UL-94 test
UL-94 test results of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.


Optical images of (a) EP88%m-TPP3%ATH9% (b) EP88%m-TPP6%ATH6% and (c) EP88%m-TPP9%ATH3% samples before UL-94 test.
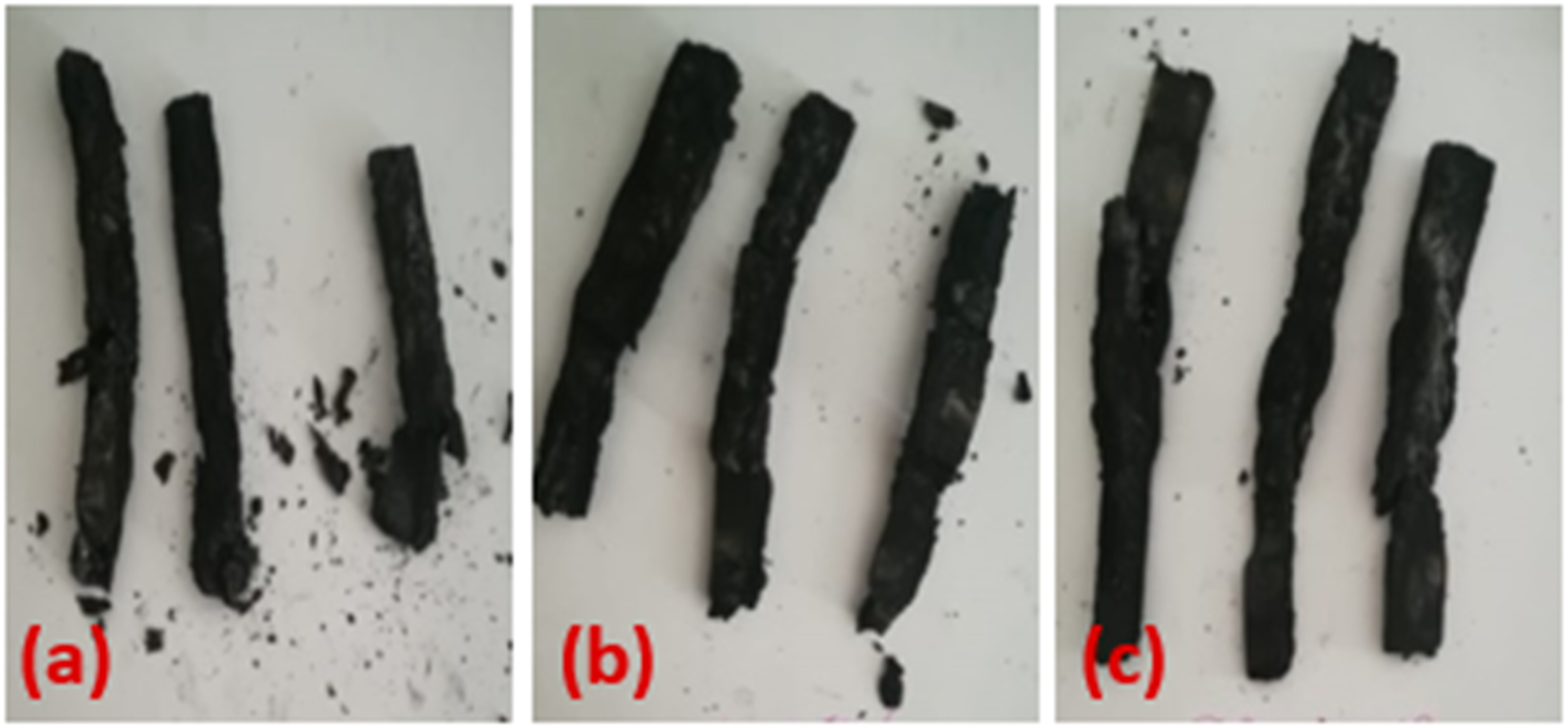
Optical images of (a) EP88%m-TPP3%ATH9% (b) EP88%m-TPP6%ATH6% and (c) EP88%m-TPP9%ATH3% samples after UL-94 test.
Table 3, reports the ratings, soot formation, and dripping of epoxy and synergistic effect of different weight % of m-TPP/ATH in epoxy. When the samples were exposed to fire, two phenomena coincided; char production by m-TPP and ATH limits the combustion time with moisture production on the top layer of the sample.42, 43 Char production limits fire propagation towards the sample’s internal structure and saves the sample by creating a resistive barrier. That is why a higher concentration of m-TPP gave a better rating than ATH higher concentration. We can see from Table 3 that lower concentrations do not serve the purpose entirely, and it was given a V-2 rating because when the samples were exposed to fire, the char and moisture produced by flame retardants were consumed quickly. However, the result was better than the pure epoxy sample. Furthermore, increased concentration of flame retardants improved the rating as well as increased the burning time. EP100% allocates no rating as it shows dripping. All the samples containing FRs exhibit a UL-94 rating. Interestingly, Ti and Tb increase with the rise in m-TPP percentage, which exhibits char forming property 44 when subjected to burning. EP88%m-TPP9%ATH3% shows the highest rating of UL-94 as its formulation has the highest percentage of m-TPP. However, ATH also aids m-TPP as it causes a cooling effect 45 when subjected to burning. The increase in the percentage of both flame retardants increased the ability to resist the fire and proved fire resistant by gaining the V-0 rating at the highest percentage of m-TPP and ATH.
Thermo-gravimetric analysis
TGA results table of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.
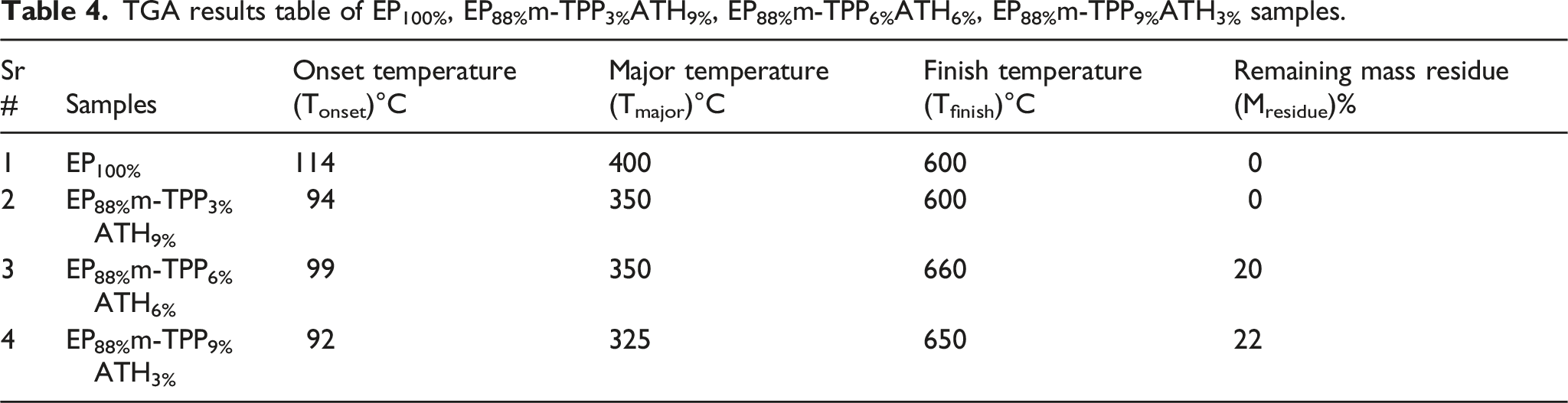
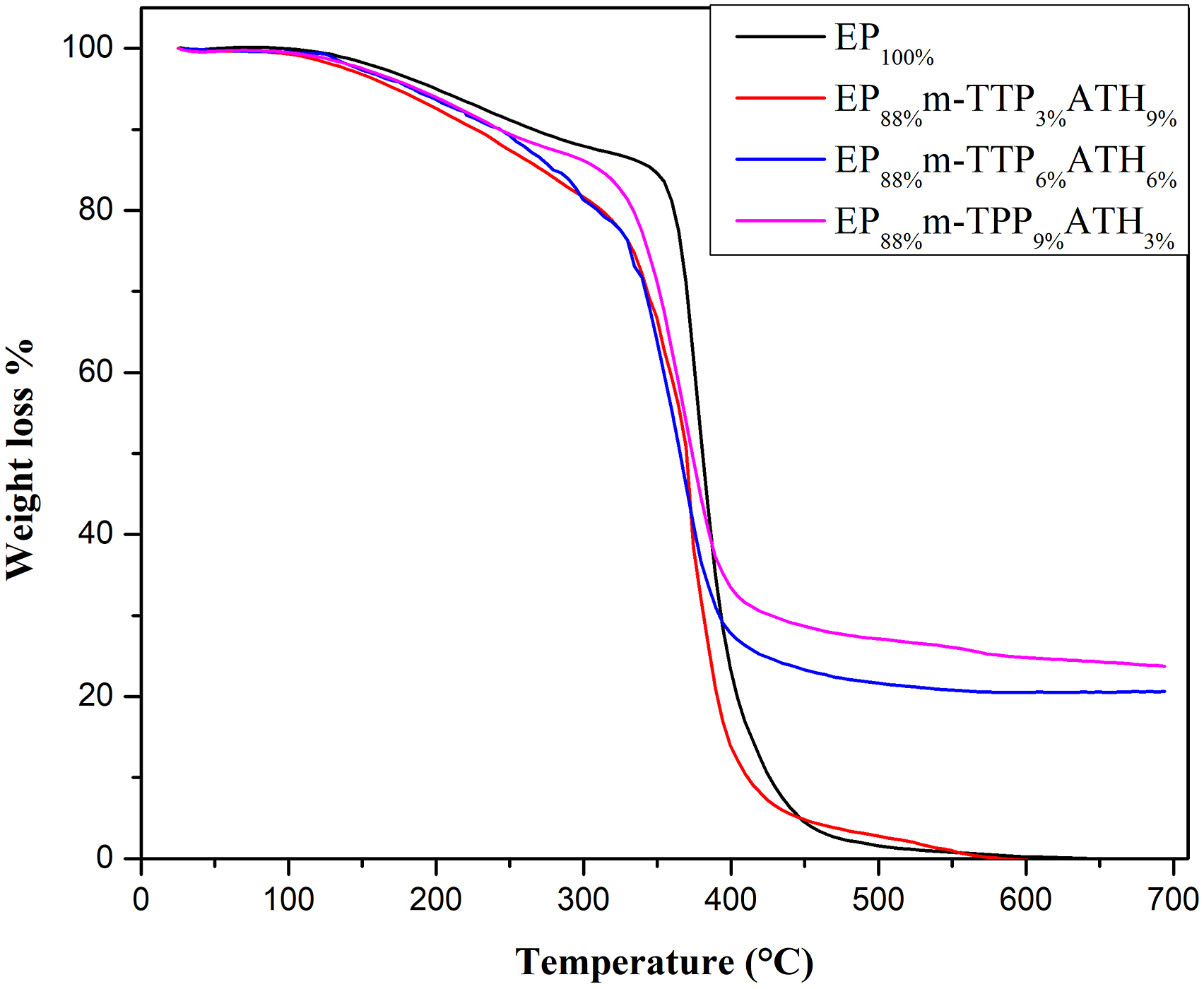
TGA graph of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.

DTG graph of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.
Mechanical properties of composite
Tensile properties
The tensile test indicates the samples' highest resistance to stretching to demonstrate its dimensional stability. Figure 9 shows the tensile strength of pure and FR composite samples and Table 5 displays samples’ UTS, Em, and Et values. JC-EP100% shows best ultimate tensile strength (UTS) and tensile modulus (Et) compared to FRs incorporated samples. The incorporation of FRs in epoxy leads to compromise in UTS and Et because the FRs donot react chemically with the epoxy and the physical addition compromises the cross linking between epoxy chains, as discussed above. The JC-EP88%m-TPP3%ATH9% shows almost similar tensile strength behavior but with lesser elongation. Interestingly, JC-EP88%m-TPP6%ATH6% shows a rapid decline in tensile strength than JC-EP88%m-TPP3%ATH9%, where the ATH amount is reduced and m-TPP amount increases. This is because that ATH exhibits better UTS and Et than m-TPP as ATH particles have a more rigid structure
46
than m-TPP. Therefore, both factors (Decreasing ATH and increasing TPP) reduce the tensile strength significantly. The tensile strength further reduces for JC-EP88%m-TPP9%ATH3%. Tensile modulus graph of JC-EP100%, JC-EP88%m-TPP3%ATH9%, JC-EP88%m-TPP6%ATH6%, JC-EP88%m-TPP9%ATH3% samples. Tensile test table of JC-EP100%, JC-EP88%m-TPP3%ATH9%, JC-EP88%m-TPP6%ATH6%, JC-EP88%m-TPP9%ATH3% samples.

Flexural properties
The flexural test was performed to check the samples’ bending resistance when subjected to flexural stress. The bending resistance of epoxy samples was noted only for better understanding of FRs incorporations as the jute fibers may resist the bending phenomena. Figure 10 and Table 6 show the trend of the flexural modulus of pure and FR epoxy samples. EP100% exhibits the highest flexural strength (Ef) and ultimate flexural modulus (UFS). Adding FRs reduces the Ef and UFC of epoxy samples because the FR additive is not chemically bonded within the composite structure. Therefore, the chain slippage tendency is observed because of poor adhesion.
50
However, the ATH increase in the samples amplifies the UFS and Ef compared to m-TPP as ATH particles have better adhesion to composite.
51
The UFS, Ef and Em of all samples are shown in Table 6. Flexural graph of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples. Flexural test table of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.

Compression properties
The compression test was performed to analyze the samples’ resistance to compress. Here again, the impact of EPs was noted to study the impact of FRs incorporations to epoxy. Figure 11 shows the pure and FR epoxy samples' ultimate compression strength (UCS) and compression modulus (Ec). EP100% sample exhibits poor UCS and Ec compared to FR samples due to fewer spaces between polymer chains and lesser flexibility
26
as the pure epoxy has a compact three-dimensional structure. However, FRs addition in epoxy generates spaces that enhance flexibility. FRs addition exceptionally enhanced the UCS and Ec of epoxy. ATH shows better UCS and Ec than m-TPP due to its high energy absorption
52
capability. Table 7 gives the UCS, Dfm, and Ec of pure and FR epoxy samples. It can be concluded that even though the tensile property of FR epoxy samples is limited, these FR composites can have potential applications in the furniture industry where compressional strength is preferably required than the tensile strength. Compression graph of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples. Compression test table of EP100%, EP88%m-TPP3%ATH9%, EP88%m-TPP6%ATH6%, EP88%m-TPP9%ATH3% samples.

Conclusion
This study analyzed the synergic effect of fire retardancy and mechanical properties of two eco-friendly and inexpensive fire retardants, m-TPP and ATH, in NFCs as a function of their concentrations in the epoxy resins. m-TPP was modified to give tubular structure in kapok fibers as pure TPP acts as a plasticizer. m-TPP displayed better thermal stability, charring, and fire resistance due to the charring effect than ATH, while ATH exhibited better mechanical properties (tensile, flexural, and compression modulus). Incorporating FRs resulted in conceded mechanical properties; however, the compressional strength and modulus showed a significant enhancement with the addition of FRs. EP88%m-TPP6%ATH6% was the optimized sample as it displayed better thermal and mechanical properties than epoxies containing larger ATH or m-TPP quantity. Altogether, the composite can be a potential start in furniture applications due to better compressional strength.
Footnotes
Acknowledgments
The authors are thankful to the Deanship of Scientific Research at Najran University for funding this work under the Research Groups Funding Program: grant code (NU/RG/SERC/11/6).
Declaration of conflicting interests
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: All authors certify that they have NO affiliations with or involvement in any organization or entity with any financial interest (such as honoraria; educational grants; participation in speakers' bureaus; membership, employment, consultancies, stock ownership, or other equity interest; and expert testimony or patent-licensing arrangements), or non-financial interest (such as personal or professional relationships, affiliations, knowledge or beliefs) in the subject matter or materials discussed in this manuscript.