
Abstract
Sheet Molding Compound (SMC) was initially developed in the 1960s and enabled for the first time the production of glass fiber reinforced polymer composite in mass scale production and at an advantageous price. Today, material and process are well established for the production of semi-structural and structural components in various applications such as construction industry, aircraft applications and automotive components. Based on increasing ecological and economical requirements for construction materials a newly and largely bio-based SMC semi-finished material was developed. This paper shows the ability using bio-based components to replace crude oil and mineral based components in SMC. Therefore, test methods for shelf life and fungal decay tests were developed to prove that there is no influence to mechanical properties of the bio-based specimens. The different test series showed that there is a bigger influence of sample preparation for shelf life tests than from fungal decay to the specimens.
Introduction and motivation
Fiber reinforced polymer composites (FRPC) enable the production of tailored materials that are specially adapted to specific applications by advantageously combinations of the properties of polymeric matrix, reinforcing fibers as well as application specific additives and fillers. Therewith they enable development and implementation of lightweight but highly loadable structures. Those structures reduce components weight and meet economic and ecological demands for material efficiency and CO2 savings.
Sheet Molding Compound (SMC) products have a long time market share of almost 20% of glass fiber reinforced polymer composites (GFRPC) in Europe. 1 This is based on their beneficial price and the ability of producing net-shape components in a parallel controlled compression molding process with short cycle times in a single process step. 2
Since being developed, SMC materials were used in the field of electrical insulation industry. Based on continuous research and development, SMC materials now show optimized processability and mechanical performance. Application specific additives and reinforcement fibers (which lead to a change in the formulation) enable broad applications - e.g. in housing, flame retardant, structural, lightweight or Class-A surface quality applications.
Absolute and specific mechanical properties of selected materials.

New developments in the fields of FRPC were conducted, facing economic and ecological demands regarding increasing sustainability, multi-functionality and higher lightweight potential. These developments should strengthen the existing market segments and open up new markets. 1 For SMC, main research regarding the use of carbon fibers (CF) as reinforcement8,9,10 and low density (LD) SMC using glass hollow bubbles 11 as lightweight filler materials were carried out. For the processing of carbon fibers in SMC, vinyl ester (VE) or epoxy resin (EP) systems are used instead of unsaturated polyester (UP) resin systems. 8 Furthermore no filler materials are used and therefore the reinforcing fiber content can be increased up to 60 wt.-%. This leads to mechanical properties, which are up to 300% higher compared to a standard GF-SMC.12,13 Due to the expensive reinforcement fibers and resin systems, the price of CF-SMC is approximately 5–10 times higher than the price of GF-SMC. 14
The use of hollow glass bubbles with a density of 300–350 kg∙m−3 15 instead of conventional mineral filler materials with a density of 2700 kg∙m−3 16,17 enables the production of low density SMC (LD-SMC) semi-finished products with a density of 1350–1400 kg∙m−3. 18 LD-SMC products are mostly used for applications in aerospace, car body parts and in transport sector as the component weight has a significant influence to fuel and energy consumption. The tool falling surface quality of LD-SMC components is inferior, compared to conventional SMC components. Therefore the components have to be sanded and filled in several production steps before they can be installed. 11
Previous publications showed the development, processing, mechanical testing and mildew growth of largely bio-based SMC semi-finished products.19,20,3 Those SMC semi-finished products were based on largely bio-based resin system with a bio-based content up to 78 wt.-% and bio-based filler materials. These materials were developed based on demands of economic and ecological aspects in combination with low density, good processability and high mechanical properties. Those publications show the possibility to use alternative, bio-based components for the production of GFRPC in compression molding process. Andrew et al. confirm compression molding as one of the most commonly fabrication methods for bio-based composites. 21
Some of the most important questions using bio-based materials in FRPC are regarding biological decay, water uptake behavior, and mildew growth if there is an interaction of bio-based components, water and surrounding air. Previous publications22,3,19,20 show that there is no mildew growth and biological decay of largely bio-based SMC materials. A determination of the influence of mildew growth to mechanical properties was not considered in those publications.
The novelty of this paper is based in the investigation of the correlation between the influences of ageing tests on achievable mechanical properties of largely bio-based SMC materials. Therefore, a shelf life test method for testing SMC specimen with a size of 25 × 250 × 4 mm³ was developed for the first time. With this method different test series were conducted to replicate the naturally occurring microorganisms to which the SMC is exposed when used outdoors. After completion of the test series, the influence of the ageing on the achievable mechanical properties was investigated in order to be able to draw conclusions on the material quality.
Materials and methods
Materials
A standard glass fiber reinforced SMC (GF-SMC) is commonly based on unsaturated polyester (UP) resin systems with advantageous prices, processability and availability. The resin is supplemented by further components such as hardener, glass fibers with a length of ½ to 1 inch, non-functional and functional filler materials as well as processing additives, see Figure 1.23,24,25 Calcium carbonate (CaCO3) is used as non-functional filler material. Aluminum hydroxide (Al(OH)3) is applied as flame retardant filler. Based on the high density of the filler materials of 2700 kg∙m−3 and high content (up to 40 wt.-% of the resin paste) in the semi-finished product, the density of a standard GF-SMC is 1800 to 2000 kg∙m−3.16,17 Abbreviated composition of a standard GF-SMC.
24

The use of bio-based filler materials leads to a density reduction of the SMC semi-finished product up to 20%, without reducing mechanical properties at standard conditions. 20 Until today, SMC semi-finished materials with bio-based components such as bio-based filler materials and (largely) bio-based resin systems are not commercially available on the SMC market. Therefore, SMC0183 from Lorenz Kunststofftechnik with a density of 1.25 ± 0.05 kg∙m−3 was considered as a reference for SMC semi-finished materials with low density. This material shows bending strength of 140 MPa and bending modulus of 7 GPa. Those mechanical properties are the reference for the bio-based SMC with low density in this paper.
Used materials.

Methods
In this chapter the methods regarding processing bio-based SMC semi-finished products, the mechanical testing and the shelf life tests for fungal decay are described.
Production and processing of SMC semi-finished product in laboratory scale
The production and processing of a SMC semi-finished product is divided into four process steps [A-D]. At first the resin paste is prepared [A]. Therefore all the components described in chapter 2.1 were homogenized in master batches of 5000 g each with a circular disc dissolver (type: SHEARMASTER, manufacturer: Netzsch). In the second process step [B], the resin paste is subsequently filled into a doctor blade and homogenously applied to a carrier film (1) of the SMC production line, see Figure 2. This resin film passes through a cutting unit, where endless reinforcement fibers are cut to a length of one inch and then homogenously but randomly spread to this resin film (2). The fibers are then covered with a second resin film (3). This 3-layer structure passes through an impregnation unit (4), where the reinforcement fibers are impregnated and processed to a semi-finished product. Schematic illustration of SMC production.
BioSMC production parameters.

After the semi-finished material was produced it was stored in temperature-controlled storage rooms at 23°C for 5 days [C]. Within this 5 days lasting process, a chemically-physical thickening of the material takes place and the viscosity rises from the processing viscosity of 40 Pa∙s to 2000 Pa∙s.
26
Once the semi-finished materials were thickened they were processed in a compression molding process [D] on a parallel controlled Dieffenbacher press (Dieffenbacher PHP 800/650) with a sealing-edge mold. Mold size was 250 × 696 mm2; semi-finished material was cut into pieces of 40–60% of the cavity size. Figure 3 shows a SMC stack placed in the sealing edge mold immediately before the press process was started. The mold was closed fast and with a speed of 1.5 mm/s for the last 10 mm. After reaching a threshold of the force of 1500 kN, the mold is closed completely with a defined force to achieve a pressure of 12 MPa inside the mold. Table 4 shows the compression molding parameters used in this study. Sheet Molding Compound (SMC) stack in sealing edge mold. Compression molding parameters for all sample plates.

With this press process, sample plates with dimensions of 250 × 696 × 4 mm³ were produced. These plates were cut to samples with rectangular shape with a diamond-studded circular saw. An edge area of 20 mm width was not used for the preparation of the test specimens, because of the inhomogeneous fiber distribution and orientation in this area.
Shelf life tests
Previous test series showed that fungal growth does not affect the surface of the SMC specimens. 22 The enzymes secreted by the fungi do not decompose the treated specimens. Only the nutrients in the culture medium are metabolized. The bio-based fillers inside the semi-finished product, on the other hand, are not exploited as a food source, because they are enclosed by and completely incorporated into the resin paste.20,19,3
In this paper, the influence of exposure by shelf life test on the mechanical properties in tensile and flexural tests is investigated. Due to the specimen geometry, neither Petri dishes nor Erlenmeyer flasks can be used, in contrast to previous work.20,19 Bioreactors with a capacity of 20 L are used for the test series. In such a vessel, as shown in Figure 4, the samples can be incubated with the fungal spores under ideal and constant conditions. Fermenter with sample holder.
Due to the size of the specimens and the standardized container opening, the standard storage process 27 could not be used. Before storage, the samples were disinfected with a solution of 80% isopropanol and then placed in the bioreactor.
Two different cultures of microorganisms are used in the test series. In the first bioreactor, a soil sample of standard compost is introduced. This is Pakatihum G with a grain size of 0–10 mm from the Central Waste Management Kaiserslautern, data sheet available on request. This compost is used as fertilizer in the agricultural sector, as it contains a large variety of organic substances.
In this work, it is intended to replicate the naturally occurring microorganisms to which the SMC is exposed when used outdoors. A second series of specimens was inoculated in a bioreactor with an axenic fungal culture.
In a first step, the bioreactors were filled with minimal medium and then autoclaved at 0.2 MPa and 121°C for 40 min. After cooling, both bioreactors are aerated with 3 L/min of compressed air at a temperature of 27°C and the minimal medium is set in motion by a built-in stirring system at 120 r/min. After a run-in period, the bioreactors are inoculated with the soil sample and fungal culture, respectively. For this purpose, both samples are added via an inoculation opening sealed by a propane gas flame, see Figure 5 left and middle. This prevents contamination of the bioreactor by unwanted microorganisms. Left: cultivated soil sample before introduction into the bioreactor, middle: introduction of the sample through the flame, right: Fermenter with soil sample (left) and axenic culture (right).
Figure 5 right shows the fermenters with soil sample and axenic culture including the SMC samples at the beginning of the test series. The vitality of the organisms will be checked by detecting some metabolism-indicating enzymes. Specifically, the enzymes are urease, cellulase, xylanase, peroxidase and laccase. Samples of the organisms are placed on agar plates containing nutrients, which will specifically be metabolized by the enzymes to be detected. On the seventh day of storage, samples are taken from both bioreactors. These are separated into culture filtrate and cell pellet by centrifugation. A cell pellet and a few drops of the culture filtrate are placed on each plate. The cell pellet contains the cells of the microorganisms and the culture filtrate contains the secreted enzymes.
The plate for urease detection contains a pH indicator, which indicates a reaction or a change in pH value by a colour change. A Lugol’s solution is added to the other plates. This iodine-potassium iodide solution stains the undecomposed nutrients of the agar plate. If the enzyme of interest is present, the nutrients will be degraded and there will be no discoloration of the medium. This can then be documented by light zones in the medium.
Figure 6 shows the plates used for the pure culture detections. The colour change of the plate used for the detection of urease is clearly visible. The bright spots made visible by the Lugol’s solution can also be clearly seen. As expected, the colour changes at the sites, where the cell pellet were introduced (Pe), are more intense than the sites with the introduction of culture filtrate (KF). Agar plates with pure culture samples; top left: Cellulase; top right: peroxidase and laccase; bottom left: Urease; bottom right: Xylanase.
On the basis of these investigations, the ability of the microorganisms to produce and secrete decomposing enzymes can be demonstrated and the vitality was confirmed for both cultures.
Accordingly, they would be able to convert the sunflower seed hull meal contained as filler in the SMC samples, if they could reach it - despite it being incorporated into the resin paste. After 14 days of aging, the fermenters are emptied and the SMC test samples are removed. Both cultures have grown at this point, as can be seen by the change in colour of the liquids on Figure 7. The samples are carefully cleaned with water and then dried for 4 hours at 50°C in a drying oven. Fermenter with mixed culture (left) and axenic culture (right) on the last day before removal from storage.
Determination of mechanical properties
After the shelf life tests, the mechanical properties of the specimens were investigated in tensile and three-point bending tests.
Bending properties were determined according to DIN EN 14125 28 in a conditioned laboratory at 23°C on a Zwick universal testing machine, type 1445 Retroline with a 100 kN load cell with adjusted displacement of the crosshead. The preload was 5 N, selected test speed was 5 mm/min. Specimen size was 80 × 15 × 4 mm³.
Tensile properties were determined according to DIN EN ISO 527-4 29 in a conditioned laboratory at 23°C on a Zwick universal testing machine, type 1474 with a load cell with 250 kN. The preload was 5 N, selected test speed was 2 mm/min. Specimen size was 250 × 25 × 4 mm³.
Determination of real fiber mass content
The real fiber mass content was determined in procedure A of the calcination process according to DIN EN ISO 1172. 30 In a first step, the SMC specimens and ceramic test trays were stored for 48 h at 80°C in a T6120 drying oven from Thermo. After drying, m1 describes the initial mass of the dry tray, m2 the initial mass of the dry tray including the SMC sample and m3 the final mass of the tray including the calcination residue.
During calcination, the SMC specimens were placed in the ceramic crucibles and heated up to 550°C within 2 hours and this temperature was kept constant for 2 hours. Subsequently, the trays including the calcination residues were cooled to room temperature and weighed. According to formula (1), the calcination residue, which is composed of glass fibers and other solids, can be calculated.
The calcination residue was then rinsed with water from the ceramic tray into a glass filter (pore size 1) and concentrated hydrochloric acid (HCl) was added. The hydrochloric acid decomposed all solids in an exothermic reaction. After an exposure time of 2 hours, the solution was filtered off through a Nutsche and the glass fibers were dried in an oven until mass constancy was achieved. Finally, the real fiber content in the SMC samples was calculated according to formula (2).
Examination of fiber-matrix adhesion
The quality of the fiber-matrix adhesion was investigated at the fracture surfaces of the specimens. Therefore, 5 mm wide areas around the fracture points were cut out by a diamond studded saw and prepared for scanning electron microscope (SEM) analysis. The analyses were carried out with a SEM of type SUPRA 40VP from the manufacturer: Carl Zeiss Microscopy GmbH, Jena at 200x to 1000x magnification.
Results
All results shown were determined at an initial state and after the shelf life tests of the samples. Parallel to the aging tests, agar plates for enzyme detection were prepared. Those plates showed, that the microorganisms present in the soil samples and the pure sample are able to convert the bio-based constituents of the SMC semi-finished products, if they can reach them. However, such activity of the microorganisms could not be demonstrated with the SMC samples. It can be assumed, that the bio-based components are incorporated in the test specimens in a process-safe manner.
Fiber mass content
Results of real fiber mass content.

However, the mechanical properties of the two materials do not differ to a significant level, they are almost on the same level. These results correspond to the poor bonding of fibers and matrix, detected in the SEM.
Mechanical properties
Figure 8 shows the tensile strength and modulus of the SMC materials. The results for BioSMC are presented on the left side of the figure and are colored in blue; the results for Lopreg are on the right side are colored in orange. Both materials did not achieve expected mechanical properties of 100 MPa tensile strength and 10 GPa Young’s Modulus respectively bending strength of 140 MPa and bending modulus of 7 GPa. Influence of shelf life tests to tensile strength and Young’s modulus.
The characteristic values of tensile strength show a very high standard deviation for the material BioSMC, irrespective of being tested in the initial state or after the ageing test. As the mean values are very similar and the standard deviations are superimposed, no significant influences of the ageing tests on tensile strength can be identified.
For Young’s Modulus, an influence of ageing test to mechanical properties can be verified, as the mechanical properties are reduced about 20%. As the standard deviations overlap, no significance of one of ageing test series can be verified.
Standard deviation for Lopreg material is lower than for BioSMC. The absolute values for tensile strength and Young’s Modulus deviate less than 5% for each test series. There is no significance of ageing detectable, as the standard deviations overlap also in this test series.
The results for bending strength and bending modulus are given in Figure 9. The results for BioSMC are presented on the left side of the figure and are colored in blue; the results for Lopreg are on the right side are colored in orange. Both materials show a higher standard deviation for bending strength than for bending modulus. Influence of shelf life tests to bending strength and bending modulus.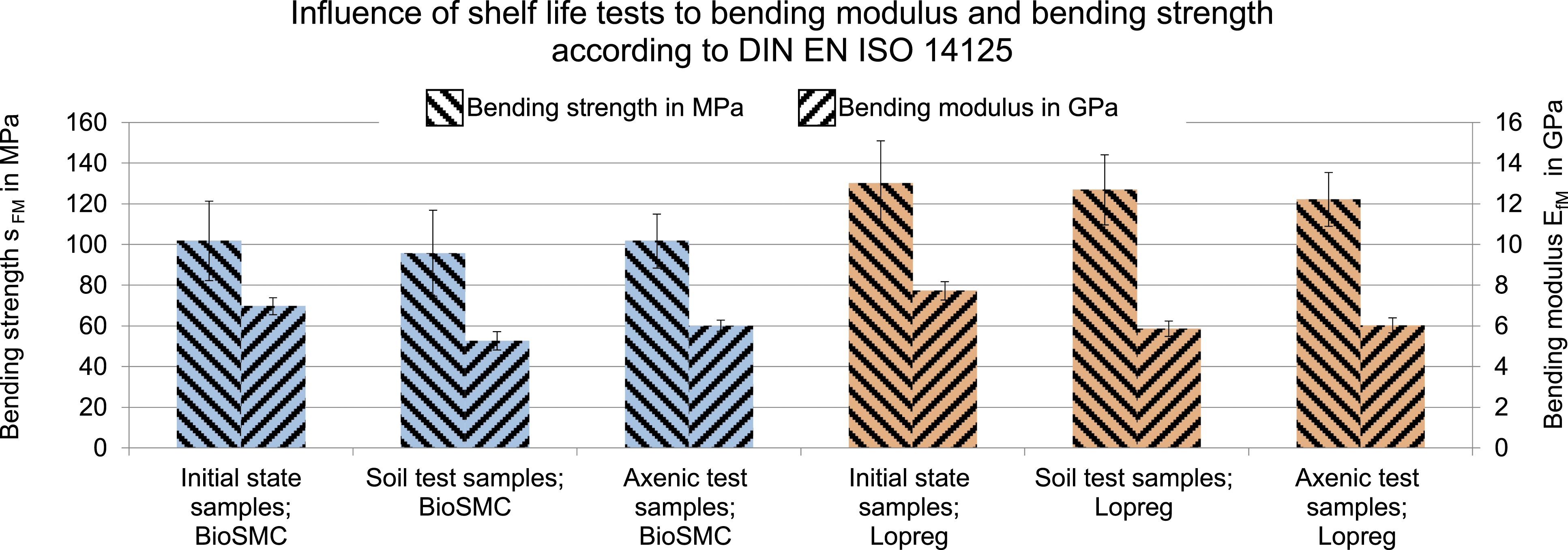
For bending tests, ANOVA analysis was conducted to validate significance of the test series. Comparisons were conducted based on a single factor ANOVA with the proprietary tool in Microsoft Excel. The results of this analysis show that the measurement series for the flexural modulus show a significant difference (p-value < 0.05). While standard deviation was less than 9%, the reduction for bending modulus was up to 24%.
Comparison of average values for bending strength shows no significant reduction due to influences of ageing agents. Bending strengths diverge by a maximum of 6% while standard deviations can be as high as 22%. A statistical significance cannot be proven (p-value > 0.05).
Mechanical properties of the SMC samples.

Due to the high standard deviation, measurements were carried out on five reference plates each. Tests on further specimen plates also showed a large standard deviation, which is not usual for conventional SMC semi-finished products. Based on those results, the fiber matrix adhesion was investigated with SEM analysis to proof the assumption.
Fiber matrix adhesion
The determination of fiber matrix adhesion with SEM analysis showed that there was no adequate bonding between reinforcement fibers and resin system, see Figure 10. Fiber and matrix separate almost completely from each other under mechanical load. The discernible matrix residues on the fibers are fragments, which were formed when the specimens failed. Both materials, BioSMC and Lopreg, do not show good fiber-matrix bonding. Further investigations regarding adhesion, e.g. fiber pull-out tests, should be made for further optimization of the SMC formulation. Left: SEM picture of BioSMC sample; right: SEM picture of Lopreg sample, magnification each 500x.
Conclusion and outlook
In the work, the influence of shelf life tests for fungal decay was investigated on two largely bio-based SMC semi-finished products. The SMC semi-finished products differ in the choice of resin system. A largely bio-based UP resin system was used to produce the SMC semi-finished product on a laboratory scale, while a conventional UP resin system was used for the industrially produced material.
At the beginning of the investigations, the semi-finished products were processed into test specimen sheets under conventional SMC process conditions and the achievable mechanical properties were determined. Subsequently, test specimens were prepared, aged and completely soaked in a nutrient liquid.
This series of tests represents a combination of moisture absorption and decomposition of the bio-based components by microorganisms. After storaging for 14 days, the samples were cleaned and disinfected and the resulting mechanical properties were determined. It could be shown, that the samples are weakened up to 20% by the aging process.
This is due to moisture absorption and minimal swelling of the sample cross-section. In parallel to the aging tests, specimens were aged in pure cultures to investigate the ability of the microorganisms to decompose the bio-based components in the SMC semi-finished products. It was proven, that the microorganisms are not able to decompose the bio-based components of the samples.
However, both semi-finished products did not achieve the intended mechanical properties. This can be optimized by adapting the SMC formulation and thus optimizing the fiber-matrix adhesion.
In the course of the work, the results of previous test series were confirmed by showing that the bio-based SMC components have no tendency to mildew formation or degradation by microorganisms. It should be noted, however, that exposure of the samples to liquid causes them to absorb moisture and swell slightly, resulting in a drop in mechanical properties. However, this phenomenon is also observed with conventional SMC semi-finished products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research in this document was funded by the ZIM program of the Federal Ministry for Economic Affairs and Energy (BMWK) funding reference ZF4052322EB8) in the project “BioSMC – Development of a density-reduced Sheet Molding Compound (SMC) based on renewable raw materials (BioSMC) that can be processed under conventional processing parameters; development of recipes, processes and semi-finished products for Novel Bio-Based SMC”.