
Abstract
Porous polymer films have been investigated for various applications. The conventional method forms microporous structures throughout a film. This paper presents a new process for forming micro/nano-porous patterns on a polyimide membrane surface using a laser and a blowing agent only in selected areas. A blowing agent was mixed in a polyimide, and the mixture was then irradiated with a laser to instantaneously heat it to the decomposition temperature of the blowing agent. Subsequently, micro/nano-porous patterns were created only in regions irradiated with the laser owing to the explosion of the blowing agent. The micro/nano-porous patterns were fabricated using 355-nm ultraviolet pulse laser processing. The pores of the porous structures were closed or open, depending on the quantity of blowing agent, laser fluence, and pulse overlap ratio. The experimental results showed that the pore density, pore size, and processing time could be adjusted. In addition, porous patterning was formed selectively and locally. Recently, micro-/nano porous patterned films have been widely used as absorbents, support cells, and sensors in industrial fields and they have considerable application potential in various fields.
Introduction
Porous polymer films have been used for various applications, such as texture engineering, solar cells, and fuel cells, because of their excellent specific surface properties, including light and sound absorption, low dielectric constants, and gas transmission.1–6 Various methods for producing porous polymers have been developed based on the polymer type and purpose. 7 Polyimides are widely used commercially because of their excellent mechanical properties, chemical and thermal stability. Polyimides can be produced via phase inversion,2,3 thermal decomposition of block copolymers, 8 ion beam etching, 9 incorporation of hollow spheres,6,10 and etching of silicon nanowire arrays. 11 Porous polyimide membranes produced using such methods have pores or holes throughout the films and closed pore structures. However, a new method that employs laser and blowing agents to rapidly form microporous structures only in selected areas (and, not in the entire film) was developed in this study. Generally, blowing agents produce bulky foams because they explode under high-temperature and high-pressure conditions after mixing and condensing with the given materials. 12 During laser processing, a combination of photothermal, photochemical, and photomechanical deformations is induced on the material surface. The polymers are dominated by photochemical ablation. In particular, when the laser intensity is increased, the photothermal ablation of polyimide, similar to other polymers, is dominant.13–15 Polyimides exhibit desirable properties, such as good heat resistance, high strength and impact resistance, low dielectric constant, good chemical resistance, and dimensional stability. Recently, studies on flexible displays and the electric and electronic fields16,17 have been conducted. Porous patterned films have a smaller weight per unit volume and a larger surface area than conventional flat films because they have pores on the surface or inside. Therefore, they are used in various fields, such as lithium battery separators, polymer solar cells, absorbents, gas storage media, cell scaffolds, micro-/nano electronics, and micro sensors. 18 Methods for producing porous polyimides include the nanowire template, chemical decomposition, and ion-doping methods.19–21 However, it has a disadvantage, as it undergoes a several complex processes and is time consuming. In this study, micro-/nano-porous structures were selectively formed only in laser-irradiated regions by abruptly exploding blowing agents inside the polyimide.
Materials and methods
Figure 1 shows a schematic of the laser-assisted micro/nano-porous patterning process. First, a polyimide in a liquid state was mixed with a blowing agent. VTEC TM(RBI, Inc.) and Cellcom AC series(Kumyang Co., Ltd.) were used as the liquid polyimide and blowing agent, respectively. The blowing agent had a thickness of 3–20 μm, a gas quantity of 280–300 mL/g, and a decomposition temperature of 200–205°C. The liquid polyimide mixed with the blowing agent was spin-coated on the polyimide film substrates at 2000 r/min and subsequently cured in an oven below the decomposition temperature of the blowing agent until it solidified entirely. Schematic of laser-assisted micro/nano-porous patterning process.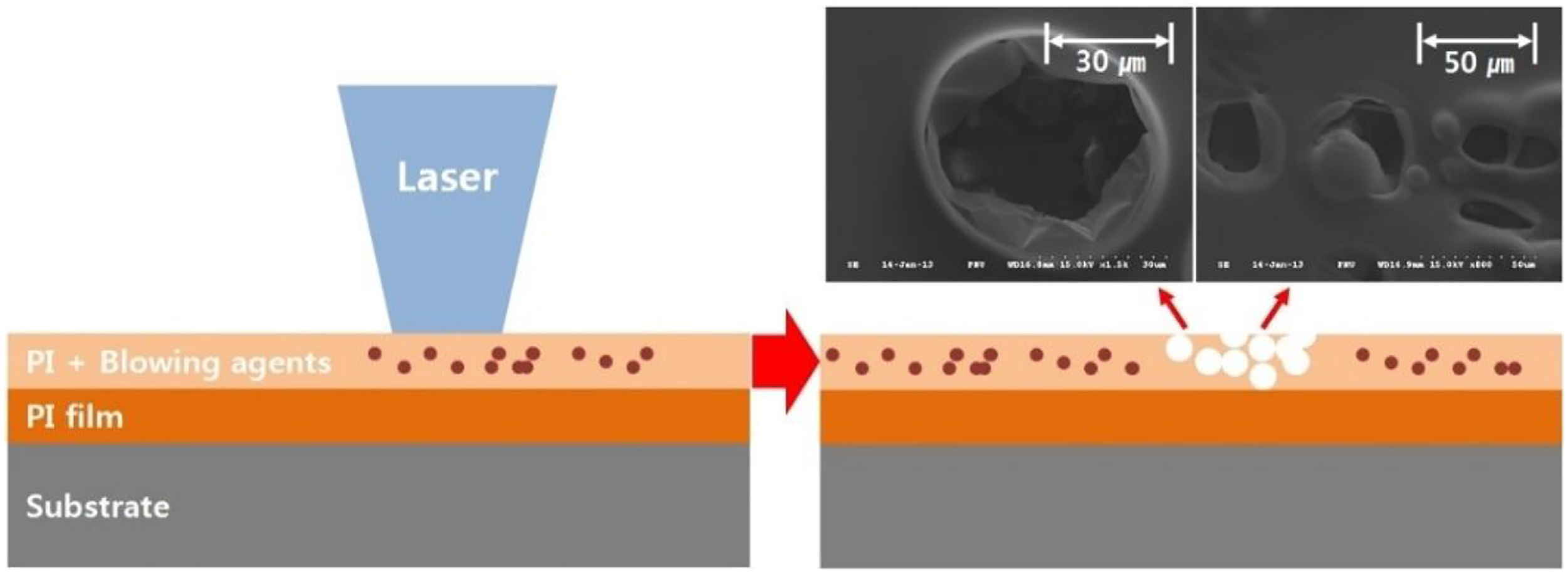
The laser used in the experiments was a Nd:YVO4 third harmonic 355-nm nanosecond pulse laser with a pulse duration of 25 ns operating in the TEM00 beam mode. In terms of optics, a galvano scanner and an F-θ lens were used to deliver and focus the laser beam onto the material surface. The morphologies of the micro-/nano-porous structures according to the fluence and pulse overlap ratio (number of pulses irradiated onto the same spot) were observed using scanning electron microscopy.
Results and discussion
Fluence values and pulse overlap ratio
Figure 2 shows the polyimide surfaces for different fluence values and pulse overlap ratios when the density of the blowing-agent in the liquid polyimide is 0.04 g/mL. Figure 2(a) shows the formation and expansion of surface pores, each with an approximate size of 30 μm, owing to the explosion of the blowing agent within the material; the fluence and the pulse overlap ratio are 0.12 mJ/cm2 and 300, respectively. The configuration of the pores was a closed-pore structure; therefore, these pores were not interconnected. This stage was early step in forming the porous structures. When the fluence or pulse overlap ratio is increased, the pore sizes increased; in some cases, a few pores opened on the surface (Figure 2(b), (c), and (d)). Closed micropores on polyimide surface for low laser fluence irradiated at (a) 0.12 mJ/cm2 for a pulse overlap ratio of 300, (b) 0.15 mJ/cm2 for a pulse overlap ratio of 300, (c) 0.12 mJ/cm2 for a pulse overlap ratio of 900, and (d) 0.15 mJ/cm2 for a pulse overlap ratio of 900.
Variation in pulse overlap ratio
Figure 3 shows the polyimide surface when the density of the blowing agent in the liquid polyimide is 0.08 g/mL; the fluence is significantly higher than that in Figure 1. Figure 3(a) shows the surface at 65 mJ/cm2 for a pulse overlap ratio of 30. The pore size ranged from 10 to 50 μm, and a few pores were closed, whereas other pores were open. When the pulse overlap ratio increased, the pore size decreased, and the number of open pores per area increased (Figure 3(b) and (c)). These phenomena were caused by the simultaneous and abrupt explosion of a significant amount of blowing agent within the material owing to the high laser fluence and mutual interference. As the neighboring blowing agent exploded simultaneously because of the high laser energy, mutual interference prevented the pores from expanding adequately; thus, the pores opened, and their size decreased. Open micro pores on polyimide surface for high laser fluence irradiated at: (a) 65 mJ/cm2 for a pulse overlap ratio of 30, (b) 65 mJ/cm2 for a pulse overlap ratio of 45, and (c) 65 mJ/cm2 for a pulse overlap ratio of 60.
Micro-/nano porous patterning
Figure 4 shows the polyimide surface when the density of the blowing agent in the liquid polyimide is 0.08 g/mL. At 65 mJ/cm2 for a pulse overlap ratio of 60, the selective formation of micro-/nano-porous patterning occurred only in the regions irradiated with the laser. The line width was approximately 200 μm, corresponding to the focused spot size. Various techniques for micro/nano-porous patterning form pores throughout the films; hence, it is difficult to selectively generate porous patterns only in specific areas. However, the proposed method enables the formation of micro/nano-porous patterns only in the desired regions. Micro/nano-porous patterning at magnification of: (a) 50×; and (b) 500×.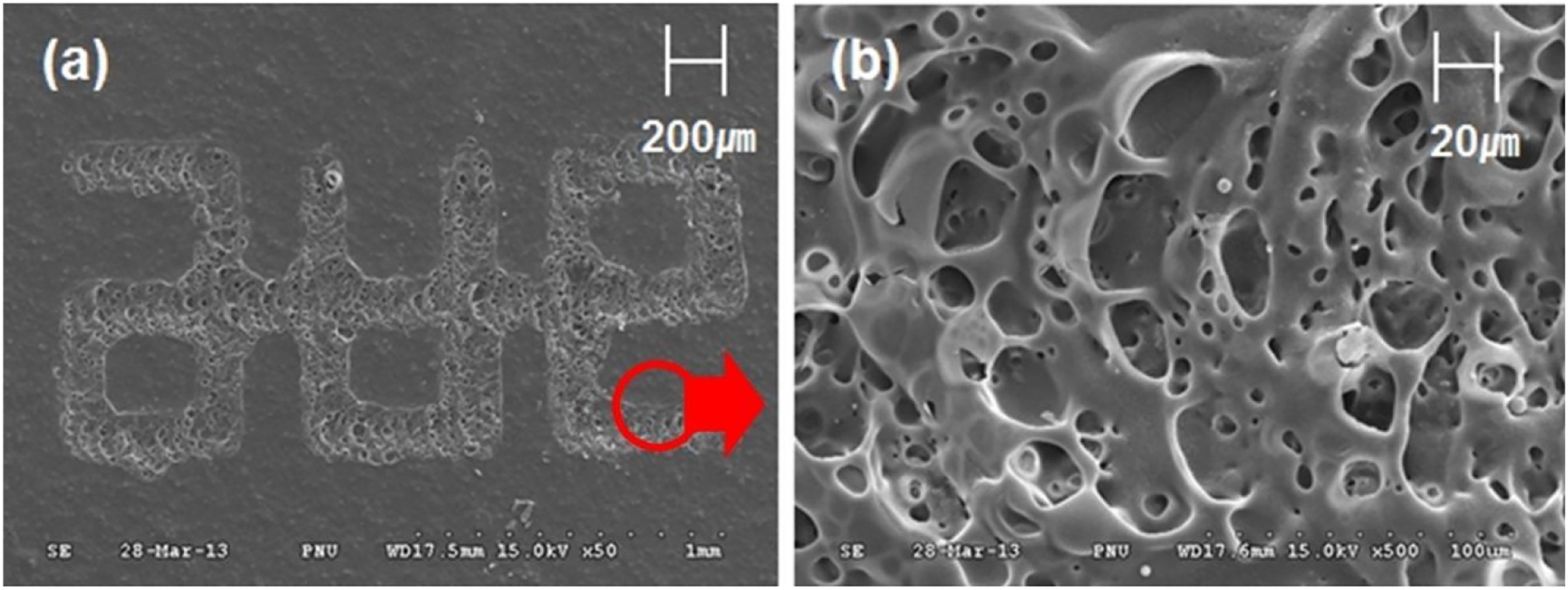
Conclusions
In this study, micro/nano-porous patterns were rapidly formed on the polyimide surface by mixing it with a blowing agent and irradiating the mixture in a specific area using a laser. When the laser fluence was low, closed pores were formed, whereas when the laser fluence was high, open pores were created. This showed a tendency of the micropores/nano-pores to coalesce as the foaming agent on the polyimide surface, and the interior was sufficiently expanded. In addition, as the density of the blowing agent increased, the pore size decreased. It is considered that the polyimide deformation was relatively less because the foaming agents suppressed expansion during foaming, and the foaming agent absorbed more energy. In this study, because micro/nano-porous patterns were formed only in the regions irradiated using the laser, it was possible to selectively form and pattern porous structures in the desired regions. This method is simple, and the trend was analyzed by comparing the experimental and measured results. It is necessary to supplement the theoretical approach to this method and clarify the micro/nano-porous patterning mechanism. In addition, because laser irradiation patterning is suitable for other polymer materials apart from polyimides, it is necessary to conduct further research to apply it to various polymer materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Bio-IoT sensor and component technology upgrade support project of the regional specialization industry development project supported by Jeollanam-do. (Grant No. B0080904000203). This research was supported by grants from the New and Renewable Energy Technology Development Program of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) funded by the Korean Ministry of Trade, Industry and Energy (MOTIE) (Project No. 20213030010400 and 20218520010100).