
Abstract
Taking advantages of excellent adhesion and insulating properties, polymer-based thermal interface materials have been widely used in electrical and electronic industry. However, applications was limited due to the existence of high interfacial resistance and poor mechanical properties resulted from poor dispersion and weak interfacial adhesion of thermal conductive fillers in the polymer matrix. Herein, different sizes of aluminum oxide microparticle was used as thermal conductive fillers to fabricate a series of high thermal conductive epoxy composites, and the effect of fillers loading ratio on the properties of thermal conductive, mechanical, thermal stability was further analyzed. The optimum composite exhibits a high thermal conductivity (1.91 ± 0.02 W·m−1·K−1) at a loading ratio of 1: 2 (20-μm: 70-μm, mass ratio), which is equivalent to a thermal conductivity enhancement of 950% in comparison with pure epoxy resin. The outstanding properties of the as-prepared composite is mainly attributed to the effective conductive network formed by different size fillers that the smaller particles act as a bridge to connect the larger one. This work has proved by Agari model that combining different sizes Al2O3 as fillers is a workable way to obtain composite with high thermal conductivity and it is expected to provide a reliable route for the preparation of thermally conductive composites with different particle sizes.
Introduction
Owing to the fast development and miniaturization of modern electronic devices, efficient heat dissipation is urgently desired.1–4 Rapid accumulation of heat will damage electronic equipment inevitably and seriously threaten the lifetime.4–7 Epoxy resins have been extensively used as general matrix on account of their wide acceptability of various fillers, which endows it the potential of being a new kind of thermal interface materials (TIMs).4,8–12 However, their scope of application extremely restricted by the inherent fragility and low thermal conductivity of pure epoxy. Therefore, incorporating fillers becomes greatly important since mechanical properties and thermal properties of the composites would be enhanced.8,13–18
The incorporation of fillers endows epoxy resins with improved mechanical property and thermal conductivity, a variety of fillers with outstanding thermal conductivity and mechanical properties have so far been incorporated with epoxy resins to obtain epoxy-based composites with superior properties. The common strategy for improving the thermal conductive of epoxy resins is to directly couple epoxy-based matrix with highly thermal conductive fillers, such as SiO2,19–22 SiC,23–25 AlN,26–29 BN.16,26,30,31 In addition to the type of fillers, filler size, shape and content also affect the performance of the composite material.32–36 Zhao et al. 37 prepared an epoxy-based material using the BN sheets and microspheres, where the BN microspheres play a role of bridge to connect the adjacent flakes. The composites with a filler loading of 30 wt % exhibited a thermal conductivity of 1.148 W·m−1·K−1. Moradi et al. 38 report the thermal conductivity of hybrid epoxy-BN composites with different sizes and type of BN, samples has a thermal conductivity greater than 10 W·m−1·K−1 when it cured under pressures of 175 kPa at 44.7 vol %.
Spherical Al2O3 microparticle is one kind of inorganic fillers which has the features of outstanding electrical insulation properties, high thermal conductivity (33–36 W·m−1·K−1) and excellent stability.39–42 An efficient thermal conductive pathway formed by Al2O3 microparticle which contact each other would contribute to heat dissipation and further improve the thermal conductivity of the composites.36,43–45 However, single size Al2O3 ceramics have high brittleness and limited fracture toughness, 46 which could lead to poor final performance of the whole structure. 47 To avoid such a situation, different particle sizes or completely different fillers were used to prepare composite materials. Li et al. 32 used micro Al2O3 and AlN to fabricate composites. When the fillers amount were 60 wt%, and the mass ratio of 48-μm spherical Al2O3 and 14-μm AlN was 1:2, there were2was evident contact between two particles and several conductive paths were formed, which led to a relative high thermal conductivity of 2.44 W·m−1·k−1. Zhou et al. 37 investigated the effect of particle size of Al2O3 on the properties of silicon rubber composites. A conclusion was drew that efficient networks were built when the mass ratio of Al2O3 was 2:5:1:1 (25-μm: 5-μm: 0.5-μm: 50-nm) and the total volume fraction was 64%. Furthermore, the thermal conductivity of the obtained composites is 1.45 W·m−1·K−1, which is 7 times that of the original silicon rubber.
In this work, epoxy-based composites incorporated with different sizes of spherical Al2O3 microparticle were fabricated. A series of fillers with diameter of 20-μm, 30-μm, 50-μm and 70-μm were chosen in the case of the total mass fraction is 75 wt%. Additionally, by changing the amount of different size Al2O3 under a certain range, we analyzed the effect of combining Al2O3 with different sizes on mechanical and thermal properties of the composites. Moreover, the calculation and comparison of the Agari models proves the reliability of our experimental results, which is expected to be applied to the next generation of electronic packaging.
Experimental section
Materials
Al2O3 sphere (average diameters were 20-μm, 30-μm, 50-μm and 70-μm) were purchased from Qinhuangdao ENO High-Tech Material Development Co., Ltd (Qing Huangdao, China). Epoxy resin used in this work was bisphenol A diglycidyl ether purchased from Jiangyin Thousands Chemicals Co., Ltd (Jiangyin, China). Curing agent and curing accelerator were dicyandiamide (DCD) and 1, 1-dimethyl-3-phenylurea (Fenuron), respectively, provided by Ellsworth Trading (Shenzhen) Co., Ltd (Shenzhen, China). Release agent dimethicone was purchased from Dongguan Kangjin New Material Technology Co., Ltd (Dongguan, China). Poly tetra fluoroethylene (PTFE) moulds were purchased from Xing Anda hardware and plastic Products Co., Ltd (Shenzhen, China).
Preparation of composites incorporated with complex sizes of Al2O3
As shown in Figure 1, all the composites were fabricated through the method of simple blending. Firstly, Al2O3 spheres were pretreated with ethanol and then dried in an oven. PTFE moulds were smeared with release agent and preheated at 90°C. Subsequently, Al2O3 sphere, epoxy resin, curing agent and curing accelerator were weighed, typically 32.7 g, 10 g, 0.75 g and 0.15 g, respectively. Then, Al2O3 sphere and epoxy resin were mixed under ultrasonic bath. After adding curing agent and accelerator, the compound was blended evenly by a laboratory homogeneous dispersing machine (Shanghai Angni instrument Co., Ltd, AD 500S-H). Afterwards, the mixture was poured into the preheated mould, degassing in a vacuum oven at 60°C and 1 MPa for 6 h. Finally, the mixture was cured at 90°C for 3 h, 105°C for 2 h and 120°C for 1 h. The obtained composites were taken out of the moulds, washed and waiting for further tests. Composites combined with single-sized Al2O3 were fabricated through same processes used for comparison. Composites were labeled as Sample n (n = 1, 2, 3…16) and S n (n = 20, 30, 50, 70), details were listed in Table 1. Schematic illustration for the preparation process of PE/Al2O3 composite. Ratio of different sizes of spherical Al2O3 in the composite (total filler amount was 75 wt%).

Measurement
Morphology
The morphology of composite’s cross-section was observed by field emission scanning electron microscope (Nova NanoSEM 230, Czech Republic). Samples were brittlely broken by liquid nitrogen and were coated with gold to increase resolution.
Tensile test
The tensile test was conducted on an electronic universal testing machine (CMT4104, America) according to ISO 527-2-2012. The stretching speed was 5 mm·min−1, and the tensile strength was calculated by the following formula:
Young’s modulus can be obtained from stress-strain curve by calculating slope of the curve at strain range 0–0.5% . 38 Sample image was shown in Supplemntal Figure S5 (a).
Impact strength
The impact strength was conducted according to ISO 179-1:2010 by using a Charpy impact tester (JC-5, China). Tests were carried out by using a 15 J hammer with 3.8 m·s−1 impact velocity at room temperature, and the impact strength was calculated by the following formula:
Dynamic mechanical analysis
Storage modulus and loss factor (tanα) were measured on a dynamic mechanical analyzer (DMA1, Mettler-Toledo, Swizerland). The program was under tensile mode, temperature ranged from 30°C to 210°C at a heating rate of 5°C·min−1 and frequency of 1 Hz. The sample had a size of 16×4×1 mm3, the abrasive papers with 200-grit was used first and followed by 600-grit one to smooth the surface of samples before measurement and make it easy to test.
Thermal analysis
Thermostability of the sample was tested by using a thermogravimetric analyzer (TGA 8000, Perkin-Elmer, America). All the samples were tested under argon atmosphere with temperature rise of 20°C·min−1 from 25°C to 700°C.
Thermal conductivity and thermal diffusion coefficient of the sample were measured utilizing a thermal constant analyzer (Hot disk, Sweden). Two specimens shall be clamped on to both sides of the hot-disc probe and make sure that there are no defects on the surface. The probe is a slice with continuous double helix structure. To guarantee the accuracy of the results, the samples were made 20×20×10 mm3 and were tested for five times to acquire average values. Samples image was shown in Supplemntal Figure S7 (c).
Results and discussion
Morphology
Cross-sectional images of four samples were given in Figure 2 to present inner morphology of the composites and dispersion condition of Al2O3. Samples present different section morphology under the circumstances of different filler loading ratios. It is shown that Al2O3 distribute within the epoxy matrix without forming obvious agglomeration, which reduces the possibility of defects formation. In Figure 2(a), much void can be seen due to the fact that there are only big size fillers in the composite. As shown in Figures 2(b)-(d), the gap between fillers reduced with the increased amount of small size fillers. Supplemntal Figure S1 schematically illustrates the difference between single-sized filler and different-sized fillers. It is worth noting that there are more gaps in single-sized system than in different-sized system, thus heat conduction is easier in different-sized system due to the interconnected Al2O3 network. Red arrows in Figure 2 show a certain path along which the heat could be conducted, and it should be pointed out that workable paths would form only when the ratio of big and small size fillers is appropriate. Besides, heat could transfer in multiple directions under the circumstance of high filler loading (75 wt%) and well-dispersed. SEM images of samples: n = 2 (a), n = 8 (b), n = 9 (c), n = 14 (d).
Tensile strength
Tensile strength was used to evaluate the resistance ability of the composites to external tensile force. Stress-strain curves were displayed in Supplemntal Figure S2. We can observe from Figure 3 that the tensile strength of sample 8 is 37.90 ± 2.49 MPa when the mass ratio of 20-μm and 70-μm Al2O3 is 1:2, which shows a decrease compared with pure epoxy polymer (53.25 ± 3.05 MPa). According to some researches,
48
the addition of fillers in epoxy matrix may led to a decrease in the tensile strength, owing to insufficient stress transfer occurring at interfaces between filler and matrix. Tensile strength and Young’s modulus of sample n (a) n = 1, 2, 3…8 (b) n = 9, 10, 11…16 (c) PE, S20, S30, S50 and S70.
Young’s modulus reflected the ability of the composite to resist outside force and remain original shape. In Figure 3, all the samples show improved Young’s modulus compared with pure epoxy composite (1.00 ± 0.01 MPa). Composite incorporated with 20-μm and 70-μm Al2O3 (sample 8) has a Young’s modulus of 2.15 ± 0.08 MPa. Besides, different-sized Al2O3 endows composite with better Young’s modulus. This is owe to the fact that different-sized Al2O3 tends to disperse well within polymer matrix, enabling the composite to store energy sufficiently and maintain its original shape. 48
Impact strength
Impact tests were carried out to estimate composites’ resistance ability to external impact force. Figure 4 clearly depicted the effect of incorporation of Al2O3 on impact strength. The impact strength of pure epoxy composite is 1.57 ± 0.16 KJ·m−2, and it is evident that the filling of Al2O3 enormously increased composites’ impact strength because of the toughening improvement of Al2O3.
49
Besides, when the mass ratio of 20-μm and 70-μm Al2O3 is 1:2 (sample 8), impact strength of the composite reaches 8.04 ± 1.47 KJ·m−2, while composites filled with single size Al2O3 show a maximum of 4.33 ± 0.43 KJ·m−2. All the composites filled with different-sized Al2O3 showed excellent impact strength compared with those are not, indicating better toughening improvement of different-sized Al2O3. The difference may be attributed to the fact that single-sized Al2O3 tend to agglomerate and thus forming more defects within the composite. On the contrary, different-sized Al2O3 are more likely to uniformly distribute within the epoxy matrix, hence inhibiting crack propagation when small cracks have formed. Impact strength of sample n (a) n = 1, 2, 3…16 (b) PE, S20, S30, S50 and S70.
Dynamic mechanical analysis
Dynamic mechanical analysis was adopted to assess the interaction between fillers and epoxy matrix by investigating stiffness and damping characteristics of the composites. Figure 5 shows the storage modulus of the composites. Compared with pure epoxy composite (Figure 3(c)), samples which incorporated with Al2O3 hugely increase the storage modulus. It was confirmed that the filling of Al2O3 endows composites with better ability to transfer stress from matrix to fillers since the storage modulus reflect the inner interactions between fillers and epoxy matrix.
50
Moreover, composites combined with different-sized Al2O3 have relatively higher storage modulus since different size fillers can act as pinning to transfer stress and enhance the mechanical properties of the material and restricted mobility of polymer chains, which reduces the problems of agglomeration, bubbles, stress concentration points and defects caused by high content of single particle size filler. Storage modulus of sample n (a) n = 1–4 (b) n=5–8 (c) n = 9–12 (d) n = 13–16.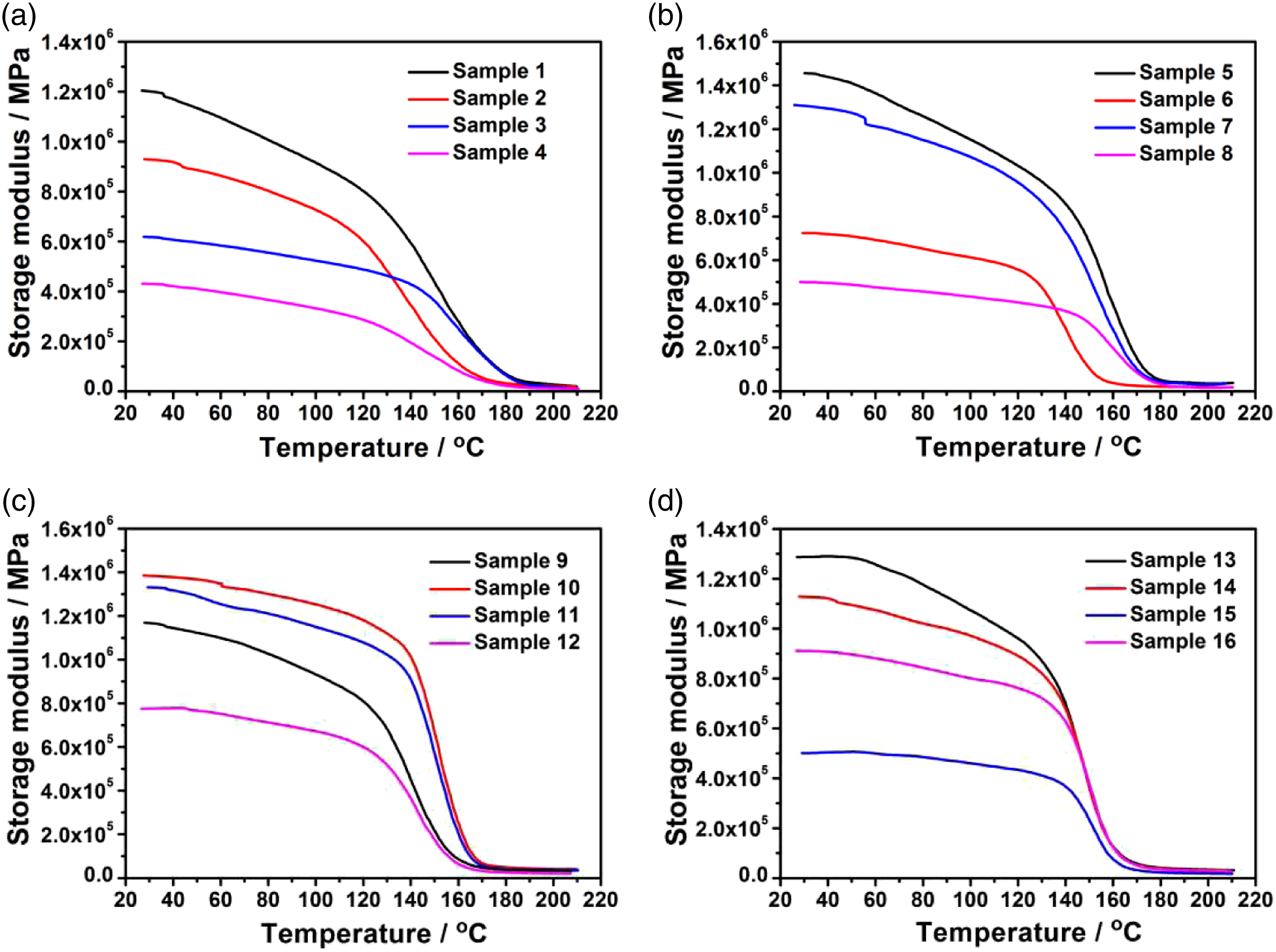
Figure 6 demonstrates the loss factor (tan α) of the composites. Loss factor is also known as damping factor, which represents elastic or viscous properties of the composites and reflects the energy dissipation within the composites. The incorporation of single-sized Al2O3 obviously lowers the peak of tan α to 0.5 or less compared with pure epoxy composite had a loss factor whose peak value is about 0.55 (Figure 4(b)). However, composites added with different-sized Al2O3 almost have no change contrast to pure epoxy composite. The materials which compound with Al2O3 have an increased energy storage. Moreover, doping effect contribute to the energy dissipation. In single–sized system, the tan α decreased while the opposite occurred in different-sized system due to the enhancement of energy storage .
51
Tan α of sample n (a) n = 1–4 (b) n = 5–8 (c) n = 9–12 (d) n = 13–16.
Glass transition temperature of sample n (n = 1, 2, 3…16).

Thermal analysis
Thermal stability of different-sized samples is shown in Figure 7. It is evident that all the samples exhibit two main degradation stages during the overall process. First stage occurred at the temperature between 350°C and 450°C, corresponding to degradation of the cured epoxy network. Second stage took place from 450°C to around 650°C, which is due to the decomposition of the remains from the cured epoxy network.
52
Figure 7(e) shows that in the temperature range of 350°C to 450°C, the decomposition rate of pure epoxy groups is between 80% and 90%. As what we have told above, the fillers with different size could act as pinning to restrict the movement of polymer chains. Thermostability of sample n (a) n = 1–4 (b) n = 5–8 (c) n = 9–12 (d) n = 13–16 (e) PE, S20, S30, S50 and S70.
Figure 8 is given to display thermal conductivity and thermal diffusion coefficient of the samples. Pure epoxy composite shows a thermal diffusion coefficient of 0.137 ± 0.003 mm2·s−1, while after adding with single-sized Al2O3, thermal diffusion coefficient slightly increased. Besides, the incorporation of different-sized Al2O3 endows composites with better thermal diffusion coefficient, which may be concluded to better distribution of Al2O3 within the composite.
32
Thermal conductivity and thermal diffusion coefficient of sample n (a) n = 1, 2, 3…8 (b) n = 9, 10, 11…16 (c) PE, S20, S30, S50 and S70.
While thermal conductivity of pure epoxy composite is 0.204 ± 0.008 W·m−1·K−1, it is worth pointing that the filling of Al2O3 tremendously improves composite’s thermal conductivity. Besides, when the mass ratio of 20 μm and 70 μm Al2O3 is 1:2 (Sample 8), the composite shows the highest thermal conductivity of 1.91 ± 0.02 W·m−1·K−1, totally 950% of that of pure epoxy composite. Such an increase could be attributed to the interconnected Al2O3 which supported the conformation of thermal path way. The Al2O3-Al2O3 thermal interface resistance is much smaller than the Al2O3-epoxy thermal interface resistance, thus making it easier to conduct heat in the composite. Temperature-time curves are given in Supplemntal Figure S6 to further exhibit thermal conduction ability of the samples. As shown in Supplemntal Figure S6 (b-f), after the filling of Al2O3, the surface temperature of samples displays much faster increase than that of pure epoxy composite. Moreover, samples with different-sized Al2O3 present slightly faster increase in temperature rising speed compared with that of samples with single-sized Al2O3, which is consistent with their thermal conductivity and proves that samples with different-sized Al2O3 have excellent ability of heat transfer.
Calculation by optimized Agari model
Agari et al. put forward with a new model to calculate thermal conductivity value based on extensive researches.
44
The model can calculate system’s thermal conductivity value in which two or more kinds of fillers exist. Its mathematical form is as follow:
In this work, different size of Al2O3 are considered as different kinds of fillers. Density, weight, and thermal conductivity of fillers and polymer are constantly. According to Agari’s researches, C1 is less than 1. The formula is changed into the following form:
Figure 9 displays comparison between actual thermal conductivity values and calculated. It can be clearly seen the tiny differences based on the comparison, the actual value deviates only slightly from the theoretical value, suggesting that the new model can excellently predict actual value. But it has to be noticed that both Agari model and our new model do not consider the interaction between particles and particles and particle morphology, which may have a significant effect on the thermal conductivity of the composites and cause errors. Comparison between actual value and theoretical value of sample n (n = 1, 2, 3…16).
Conclusion
In summary, we have fabricated a series of epoxy-based materials with efficient conductive network which were achieved by filling different sizes of Al2O3 sphere microparticles. The optimum as-prepared composite has a high thermal conductivity of 1.91 ± 0.02 W·m−1·K−1 at 75 wt% Al2O3 (20 μm: 70 μm = 1:2 wt%) loading, which is close to the theoretical value calculated by optimized Agari model and superior to pure epoxy resin. In addition, it has outstanding mechanical properties, tensile strength, Young’s modulus and impact strength of 37.90 ± 2.49 MPa, 2.15 ± 0.07 MPa and 8.04 ± 1.48 KJ·m−2, respectively. Besides, the high glass transition temperature (174.9°C) of the composite suggesting a strong thermal stability and wider ranges of application. Considering all merits, the as-prepared Al2O3/epoxy composites have great potential and vast application prospects in the field of electronic packaging, integrated circuits and other relative fields.
Supplemental Material
Supplemental Material - Epoxy-based composites with enhanced thermal properties through collective effect of different particle size fillers
Supplemental Material for Epoxy-based composites with enhanced thermal properties through collective effect of different particle size fillers by Xiaoyang Zeng, Zhengguo Zhang, Yaoqi Pan, Yongle Zhang and Linxi Hou in Polymers and Polymer Composites
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.