
Abstract
The main aim of this research was to fabricate novel African teff and snake grass fibers reinforced hybrid epoxy composites with bio castor seed shell powder as filler using compression molding method as a function of varying fiber weight fraction from 5 to 25 wt%. The African teff and snake grass fibers were chemically treated with 5% NaOH to enhance fiber outer surface by removing hemicellulose, lignin, wax, and oil contents. The tensile, flexural, impact, interlaminar shear strength, and hardness of the alkaline treated hybrid composites were determined as per ASTM standards to evaluate the effect of fiber weight fraction on the developed composites. The chemical bonding between the treated fiber and NaOH agents was verified through Fourier transform infrared analysis. The adhesion between the treated fiber and matrix was analyzed by using a scanning electron microscope. The results of the investigation indicated that the mechanical properties improved with the increase in African teff fiber up to 20 wt. % and deteriorated thereafter. It was also observed that the combined influence of bio castor seed shell powder along with natural fibers over the mechanical properties was higher.
Keywords
Introduction
Natural fibers play a vital role as reinforcement in fabricating polymer matrix composites (PMC) for different potential applications. Thus, they have a larger bearing on the socioeconomic development of a country. The continually increasing demand for eco-friendly and sustainable products is forcing automakers and material researchers to consider the ecological importance of their products during processing, recycling, and disposal. 1 Therefore, the use of natural fibers to make sustainable and biodegradable composites has generated a huge deal of interest. PMC made by thermoset/thermoplastic polymers and reinforced by petroleum-based fibers limit the eco-friendliness of the end product owing to recycling and non-biodegradability issues. 2 By adding bio/natural fibers into partial or fully biodegradable polymers, composites are developed, which offer a viable result. Natural fiber–reinforced composites that lead to weight reduction of approximately 50% and cost saving of about 30% can be exceptionally promising in such an attempt. Transportation sectors such as automobiles, airplanes, trains, and marine transport account for roughly 23% of overall global CO2 emissions with road transportation accounting for 72% of emissions and air and water transportation accounting for 11% each. Vehicle weight can be reduced to reduce both fuel consumption and CO2 emissions.3–6 Many researches for greater use of natural fibers such as areca, ramie, snake grass, flax, kenaf, hemp, bamboo, sisal, pineapple, jute, and luffa cylindrica are going on. These fibers have found several applications in various industrial fields, predominantly in the transportation industry, which demands recyclability, superior luxuries and driving performance, improved safety measures, fuel efficiency, and less CO2 emissions. 7 Therefore, the use of low density and biodegradable materials in transportation industries is a prerequisite. These properties, coupled with other factors such as availability, cost effectiveness, strict environmental legislation, global market, introduction of new products, and need of sustainable nature, further increase the use of natural fibers and their composites. 8 Meon et al. 9 tried to improve the tensile properties of kenaf fibers by treating the fiber with sodium hydroxide (NaOH). At the end of their study, it was found that the treated natural Kenaf fibers at an optimum of 6% NaOH showed better tensile properties compared with the untreated fibers. Vilay et al. 10 studied the mercerization and acrylic acid treatments of bagasse fiber. The treated fiber composites had better tensile and flexural properties and also the water intake was reduced compared with the untreated fiber composite. In a study made by Brígida et al. on NaOH treated coconut fibers, mechanical properties were found to be enhanced after chemical treatment. 11 Alkali treatment (5% NaOH) removed hemicellulose, pectin, lignin, wax, and oil from the surface of the natural fiber, which improved the mechanical and thermal behaviors. When the alkali (NaOH) concentration was higher than the optimum condition during fiber treatment, excess delignification of the fiber was observed, thus weakening or damaging the fiber and also other properties were decreased.12–13 Balaji et al. 14 investigated the mechanical properties of zea fiber/polyester composites as a function of fiber length and fiber loading. Binoj et al. 15 analyzed the influence of Indian areca fruit husk fiber reinforced composites on mechanical properties of the composites and observed that maximum mechanical properties were attained at 40 wt.% fiber content. Ramprasath et al. 16 fabricated rice husk/coir/vinyl ester hybrid composites, examined their impact property, and observed the superior impact strength of 43 kJ/m2 with fiber weight fraction as 15 wt.% and fiber length as 30 mm. Sugar palm fibers and glass fibers were hybridized by Sapuan et al. 17 in polyester composites for industrial applications and better mechanical properties were observed compared to non hybridized composites. Coir fiber/crab carapace filler/polyester composites were fabricated by Rajamuneeswaran et al., 18 who studied their tensile, flexural, and impact strength and concluded that there was a greater strength with fiber length, fiber weight fraction, and filler loading of 47 mm, 30 wt.%, and 3.7 wt.%, respectively. Nijandhan et al. 19 used castor seed shell as reinforcement in polyester composites and concluded that maximum mechanical properties were found when fiber content was 40 wt.%. Devnani and Sinha Shishir 20 investigated the mechanical properties of African teff fibers reinforced epoxy composites and observed that 15% weight fraction of fiber in 5% NaOH concentration does improve the tensile and flexural strength by 12% and 10% respectively as compared to neat epoxy resin. Devnani and Sinha Shishir 21 studied the mechanical properties and thermal stability of African teff fibers reinforced composites and found that 5% NaOH treated fibers has better properties as compared to 10% NaOH treated fibers due to degradation in surface due to excess alkali concentration. Das et al. 22 used wood charcoal as filler in jute fiber–reinforced unsaturated polyester composites as a function of varying filler content. They observed that 4 wt.% wood charcoal–filled composites exhibited improved mechanical properties due to better adhesion between fibers and matrix. The alkaline treated snake grass and glass fibers reinforced epoxy composites with tea leaf filler had enhanced mechanical and acoustic properties and they could be used for sound-proofing panels in automobiles. 23 Prabhu et al. 24 fabricated alkaline-treated tea leaf/kenaf/glass/epoxy hybrid composites; evaluated their chemical, mechanical, and sound absorption properties; and concluded that significant improvement was obtained when constant tea leaf filler was incorporated into the composites. On the basis of a literature survey, it can be stated that bio fillers play a significant role in improving the mechanical properties of the resulting composites. To the best of our knowledge, limited studies have been carried out on the mechanical properties of alkaline treated African teff and snake grass fibers reinforced epoxy hybrid composites filled with bio castor seed shell powder. Using these renewable and eco-friendly fibers in automobile industries requires an in-depth investigation of the mechanical properties. Hence, the purpose of this study was to develop novel hybrid composites using African teff, snake grass, and bio castor seed shell powder and to evaluate their mechanical properties.
Materials and methods
Materials
Physical Properties of African teff and Snake Grass Fibers.

Alkaline treatment
The alkaline or mercerization treatment method is one of the effective and eco-friendly methods for enhancing the interfacial strength between hydrophilic fibers and the hydrophobic matrix. In the alkaline treatment, NaOH reagent is used to modify the cellulosic molecular structure of natural fibers. By using optimal NaOH reagent concentration, the adhesion between hydrophilic fiber and hydrophobic matrix can be improved owing to a reduced fiber diameter and increased fiber roughness.25–27 African teff and snake grass fibers were treated with 5% NaOH at room temperature for 5 h, maintaining the water and reagent ratio of 20:1. The selected fibers were cleaned by flowing water many times to take out the residual chemical reagent covering on their external surface. Finally, the treated fibers were dried using a hot-air oven at 80°C for 3 h. Figure 1 shows the graphical procedure of alkaline treatment of snake grass fiber. Alkaline treatment procedures. (A) Raw snake grass fiber, (B) NaOH pellets in water, (C) fibers immersed in water, (D) fibers immersed in alkaline solution, (E) washing fiber with running water, (F) fibers dried under sun light, (G) fibers placed in the hot-air oven, (H) fibers cut into 30 cm, (I) final fibers
Fabrication of hybrid composites
Hybrid composite designation.

The mold for the hybrid composite was prepared in the dimensions of 300 × 300 × 5 mm3. The natural fibers were cut into 300 mm length and arranged unidirectionally over the mold. The fiber and matrix weight fractions were used as 40% and 60%, respectively. Epoxy resin (LY556) and bio castor seed shell filler were uniformly mixed based on the weight percentage using a mechanical stirrer. The hybrid composites were made by combining a specific weight percentage of fibers, fillers, and epoxy resin in separate containers, and then pouring the mixture into a mold and compressing it uniformly until it reached a thickness of 5 mm. The post curing time was about 3 h until the composite laminate was cured uniformly under atmospheric temperature condition. After the composites were solidified, they were taken from the mold and marked according to the test standards.
28
Figure 2 shows the hybrid composite fabrication route chart. Figure 3 shows hybrid composite fabrication procedures graphically. Hybrid composite fabrication route chart with parameters. Hybrid composite fabrication procedures. (A) 300 mm × 300 mm size mold, (B) frame placed on the mold, (C) fibers placed inside the frame, (D) fibers stacking under pressure and temperature, (E) final composite laminate, (F) samples marked as per ASTM standard

Mechanical characterization
Tensile and flexural tests were conducted using a computerized universal testing machine (Aimil, with capacity of 100 kN). The tensile and flexural tests were carried out at a cross head speed of 1 and 5 mm/min, respectively. Tensile and flexural test samples were obtained as per ASTM Standard D638 and D790, respectively. The dimensions for tensile samples were 165 × 13 × 5 mm3. The dimensions for three-point flexural samples were 125 × 12.7 × 5 mm3. The impact strength of a composite is directly associated to its toughness, which is highly influenced by the composition of fibers, fillers, and matrix, interactions between fiber and matrix, size and shape of composites, fiber orientation, and test environmental conditions. Impact test was conducted using a digitalized impact testing machine (Shanta Ltd) with a V-notch groove of 2.5 mm depth in the center of the sample. The dimensions of impact samples were 64 mm (length), 12.7 mm (width), and 5 mm (thickness), as per ASTM Standard D 256. The hardness of the hybrid composites was measured using a portable digital durometer shore D hardness tester according to the ASTM Standard D 2240. The hardness value was measured using the durometer indenter’s penetration into the composite samples. The average of six measured values at various places was used to measure the hardness of each sample.
Interlaminar shear strength (ILSS) test results were calculated using the below formula.
F–flexural load (N) of respective sample
B–width (mm)
T–thickness (mm)
Results and discussions
Tensile strength
The tensile strength values of C25SG5AT, C20SG10AT, C15SG15AT, C10SG20AT, and C5SG25AT were 24 MPa, 31 MPa, 39 MPa, 46 MPa and 37 MPa, respectively. Tensile strength of fractured samples is depicted in Figure 4. The tensile strength of bio castor shell filler–filled natural fiber–reinforced hybrid composites increased with the increase in the fiber weight fraction of African teff up to 20% and decreased with the further increase in the weight fraction, owing to inadequate adhesion between snake grass and African teff fiber with epoxy polymer. Particularly, the addition of less than 10 wt.% snake grass fibers to African teff and bio castor shell fillers had a deleterious result on the tensile strength of the composites. The hybrid composites with 20 wt.% African teff exhibited maximum tensile strength of 46 MPa, which was 91.66%, 48.38%, 17.94%, and 24.32% higher than that of C25SG5AT, C20SG10AT, C15SG15AT, and C5SG25AT, respectively. The hybrid composites with 20 wt.% African teff fiber and 10 wt.% snake grass fibers exhibited a higher tensile strength due to the higher weight fraction of African teff fiber, which improves the stress transfer between fibers, and epoxy resin, which enhances the load-carrying capacity of the hybrid composites. Drop in tensile strength beyond 20 wt.% of African teff fibers could be attributed to the inefficiency of the composite material to perform effective stress transfer. It is also observed that the hybrid composite made of 25 wt.% of African teff fiber is showing poor tensile strength due to non-uniform distribution of snake grass and African teff fibers in the epoxy matrix.
29
The maximum tensile strength for C10SG20AT composite confirmed that the addition of 10 wt.% bio castor shell fillers could have also increased the tensile strength of the composites. Tensile strength of African teff/snake grass/bio castor shell filler–reinforced epoxy hybrid composites.
Flexural strength
The flexural strength values of C25SG5AT, C20SG10AT, C15SG15AT, C10SG20AT, and C5SG25AT were 68 MPa, 84 MPa, 104 MPa, 114 MPa and 96 MPa, respectively. The highest flexural strength of 114 MPa was observed for hybrid composites with 20 wt.% African teff fiber and 10 wt.% snake grass fibers, which was 67.6%, 35.71%, 9.6%, and 18.75% higher than that of C25SG5AT, C20SG10AT, C15SG15AT, and C5SG25AT, respectively, as shown in Figure 5. The results of flexural strength confirm that flexural strength increases with an increase in the African teff fiber weight fraction. The incorporation of 20 wt.% African teff fiber might have resulted in increased rigidity of C10SG20AT hybrid composite, which can also be the possible reason for improvement in the tensile strength. The increase in African teff fiber more than 20 wt.% resulted in poor interfacial bonding between the African teff fiber and snake grass fiber with epoxy resin leading to reduction in the flexural strength. This proves that the flexural strength of composites is highly influenced by the weight fraction of African teff fiber and constant weight fraction of bio castor seed shell filler. The results revealed that the flexural strength of the composites improved due to the addition of 10 wt.% bio castor seed shell filler, which had greater interactions with African teff fibers. More addition (25 wt.%) of African teff fiber onto the snake grass/epoxy composites led to reduction in the flexural strength to 96 MPa, which was because of agglomeration of snake grass fibers in the African teff/epoxy composites.
30
Flexural strength of African teff/snake grass/bio castor shell filler–reinforced epoxy hybrid composites.
Impact strength
The hybrid composites with 20 wt.% African teff fiber showed maximum impact strength of 4.82 kJ/m2, which was 35.39%, 25.52%, 13.67%, and 17.56% greater than the composites with 5, 10, 15, and 25 wt.% African teff fiber, respectively. The highest impact strength was noticed for hybrid C10SG20AT composites (4.82 kJ/m2) and lowest for hybrid C25SG5AT composites (3.56 kJ/m2) as shown in Figure 6. The lowest strength was observed due to incompatibility between highest weight fraction of snake grass fiber and epoxy resin. The results indicate that the impact strength increases with an increase in African teff fiber weight fraction up to 20 wt.% and decreased with increase in snake grass weight fraction. The optimum impact strength was achieved for the composite reinforced by 20 wt.% African teff, 10 wt.% snake grass fiber, and 10 wt.% bio castor shell fillers with 60 wt.% epoxy resin. The addition of 20 wt.% African teff fiber+10 wt.% snake grass fiber+10 wt.% bio castor shell fillers in epoxy resin led to improved adhesion between the treated fibers and matrix, resulting in higher impact strength. It is observed that the impact strength is on account of both snake grass and African teff fibers during hybridization in the PMC. Impact strength of African teff/snake grass/bio castor shell filler–reinforced epoxy hybrid composites.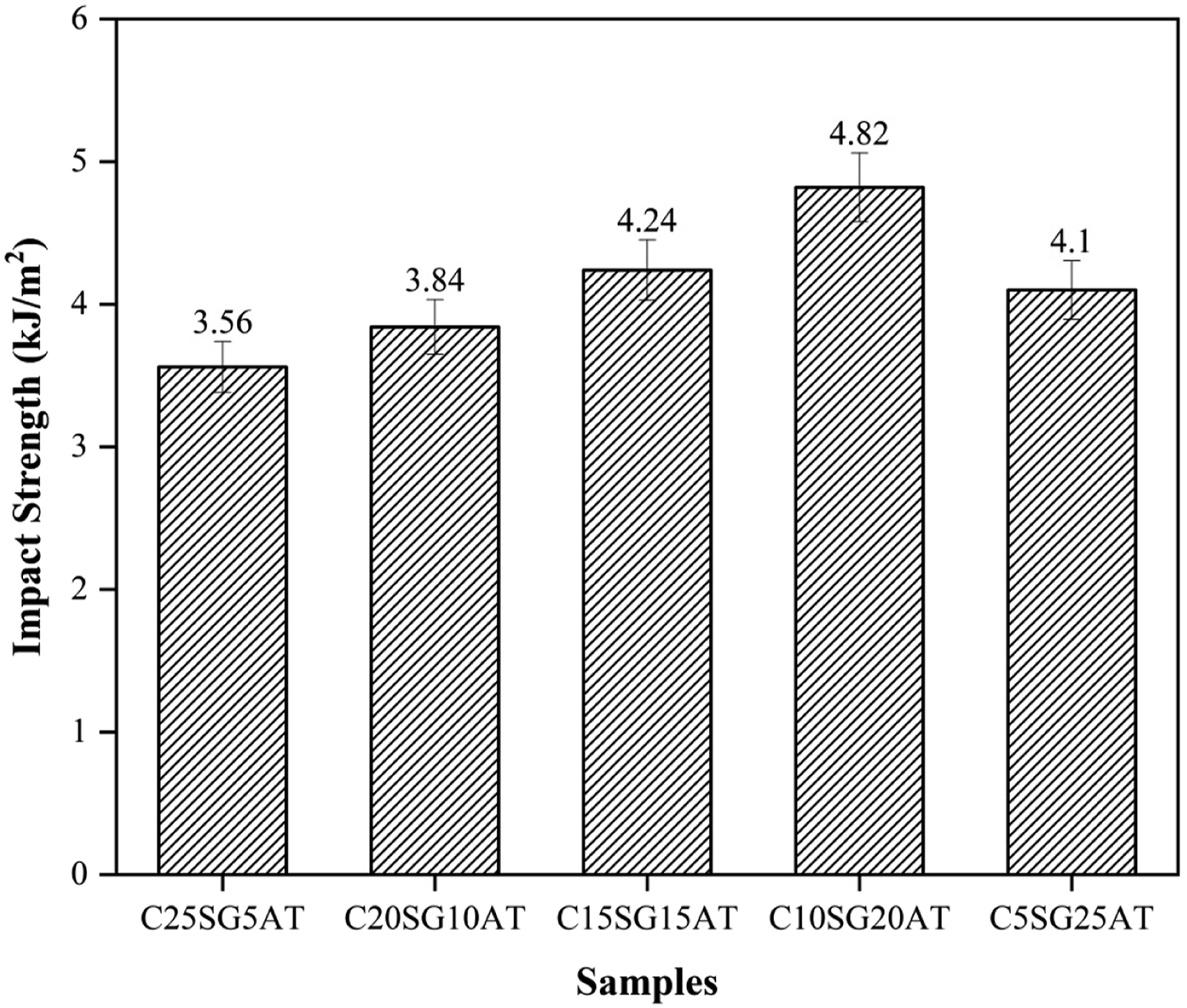
Interlaminar shear strength
The interfacial strengths of C25SG5AT, C20SG10AT, C15SG15AT, C10SG20AT, and C5SG25AT were 5.40 MPa, 5.87 MPa, 6.15 MPa, 6.74 MPa and 6.3 MPa, respectively. The better ILSS for C10SG20AT confirmed that the addition of African teff fiber up to 20 wt.% could enhance the interfacial strength of the composite due to a strong interface between the fiber and matrix. The maximum ILSS of 6.74 MPa was observed for C10SG20AT, which was 6.5% higher than that of C5SG25AT. Increase in weight fraction of African teff more than 20 wt.% reduced the ILSS of the composites, as shown in Figure 7. The lower ILSS of 5.40 MPa was observed for C25SG5AT, which was 24.8% lower than that of C10SG20AT due to insufficient adhesion between the snake grass fiber and epoxy resin. These results indicate that ILSS depends on the weight fraction of African teff fiber than the snake grass fiber. The composite with 25 wt.% of African teff fiber showed lowest ILSS than composite with 20 wt.% of African teff fiber due to lower weight fraction of snake grass fiber and lower snake grass fiber stiffness than African teff fiber.
31
ILSS of African teff/snake grass/bio castor shell filler–reinforced epoxy hybrid composites.
Hardness
The hardness of the hybrid composites rank was in the order of C10SG20AT>C5SG25AT>C15SG15AT>C20SG10AT>C25SG5AT. The hardness values of C25SG5AT, C20SG10AT, C15SG15AT, C10SG20AT, and C5SG25AT were 77, 79, 82, 91, and 88, respectively. The maximum hardness number of 91 was observed for hybrid composites with 20 wt.% African teff fiber and 10 wt.% snake grass fibers, which was 18.18%, 15.18%, 10.97%, and 3.4% higher than that of the C25SG5AT, C20SG10AT, C15SG15AT, and C5SG25AT, respectively. The result indicated that shore D hardness increases with an increase in the African teff fiber weight fraction up to 20 wt.% due to increase in stiffness and uniform distribution of African teff fiber, snake grass fiber, and bio castor shell fillers with epoxy resin and then suddenly drops when reaching the highest hardness number of 91, as shown in Figure 8. This could be attributed to the higher weight fraction of African teff fibers failed to restrict the penetration of indenter due to micro cracks and voids in the composite.
30
Hardness of African teff/snake grass/bio castor shell filler–reinforced epoxy hybrid composites.
Fourier transform infrared analysis
The presence of the exact chemical structure of fibers was studied by Fourier transform infrared (FTIR) analysis. FTIR is used to determine the presence and interactions of essential fiber components such as keratin and protein. The FTIR analysis was used to characterize the presence of functional groups in the chemical composition of the African teff and snake grass fibers. The FTIR spectrum of the treated African teff and snake grass fiber–reinforced epoxy hybrid composites is shown in Figure 9(a-e) . A-E denotes the composite configuration in the same order as mentioned in Table 1. The peak at 1656 cm−1 can be ascribed to amide-I band with C=O stretching of the acetyl groups in the hemicellulose region.
32
The intensity peak at 836 cm−1is due to the presence of out-of-plane stretching and the sharp peak at 2974 cm−1is attributed to characteristic bands for C–H asymmetric bending vibration. The existence of wax or oil elements was confirmed through the peak at 2351 cm−1. The C–H stretching vibration is noticed at 2944 cm−1, which may be caused by the presence of higher cellulosic–CH2OH groups and the peak confirming the presence of CH2 in hemicellulose components at 2796 cm−1. The peaks at 1552 and 1577 cm−1show the presence of the amide groups exhibiting loss of moisture and thermal degradation of hemicellulose in alkali-treated composites. A sharp peak at 1236 cm−1shows the C–O bending characteristics of the benzene ring of lignin.
33
The alkaline treatment caused significant changes on the surface of the African teff and snake grass fibers, owing to the removal of hemicellulose, lignin, and pectin by the water/ethanol mixture solution. As a result of the consideration of the alkaline groups, an alkaline layer was formed on the surface of the African teff and snake grass fibers. This phenomenon showed that cellulose, hemicellulose, and lignin fibers lost the majority of their hydroxyl and ester groups.
34
FTIR spectra of the treated African teff and snake grass fiber–reinforced epoxy hybrid composites.
Scanning electron microscopy analysis
A scanning electron microscopy (SEM) analysis was used to observe the fractured surfaces of the treated African teff and snake grass fibers modified by alkaline treatment. The hybrid composites with 5 wt.% African teff and 25 wt.% snake grass fibers were fractured at minimum load owing to existence of a higher number of micro cracks and fiber breakage, leading to decrease in mechanical properties (Figure 10(a), (b)). The formation of the higher number of micro cracks at the fiber and matrix interface zone led to poor an interfacial strength of C25SG5AT. These micro cracks, fiber breakage, and fiber pullout may cause lesser stress concentration, resulting in decreased mechanical properties (Figure 10(c)). The compatibility between alkaline-treated African teff/snake grass fibers and epoxy polymer with bio castor seed filler was improved due to excellent stress transport and less fiber pullout for C10SG20AT (Figure 10(d)). This improved interfacial bonding between treated fiber and matrix was due to removal of hemicellulose, lignin, pectin, and oil contents, increasing the wettability of the treated fibers. A new alkaline layer was created over the surface of African teff and snake grass fibers, which could be the reason behind better mechanical properties. SEM image showing (A) micro cracks in C25SG5AT (B) fiber breakage in C20SG10AT (C) fiber pullout in C5SG25AT and (D) good adhesion between fiber and matrix in C10SG20AT.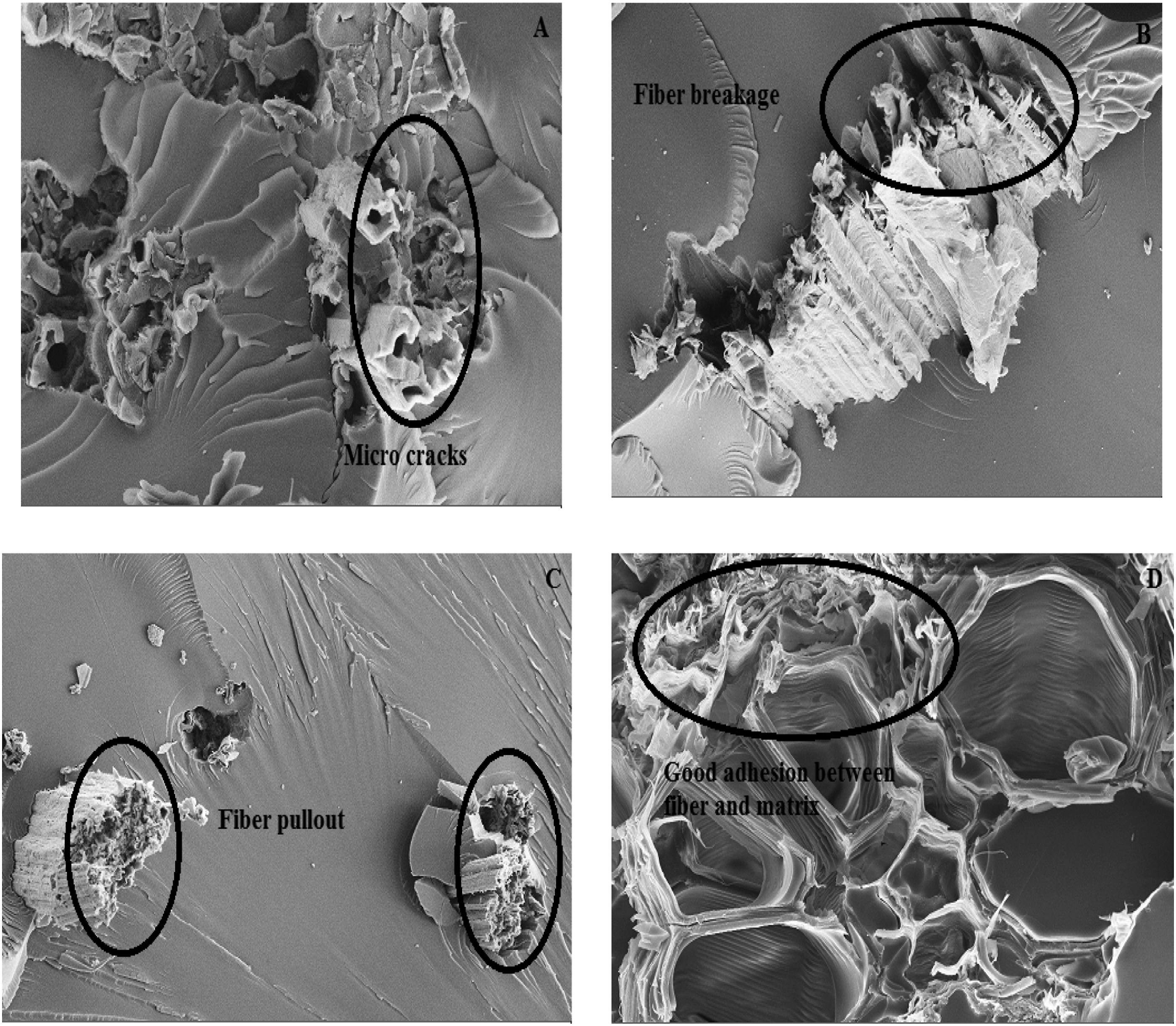
Conclusions
The effect of fiber weight fraction on tensile, flexural, impact, ILSS, and hardness of novel African teff/snake grass/bio castor shell fillers reinforced hybrid epoxy composites were studied and the following conclusions were be drawn: ❖ The composites reinforced with 10 wt.% snake grass and 20 wt.% African teff fibers exhibit highest mechanical properties due to addition of more African teff fiber, which is naturally stronger than snake grass fiber. As a result, it can be observed that the weight percentage of African teff fiber exert a greater impact on the mechanical properties of hybrid composites. ❖ The mechanical properties of hybrid composites rank are in the order of C10SG20AT >C5SG25AT >C15SG15AT>C20SG10AT>C25SG5AT. Increase in weight fraction of African teff more than 20% deteriorates the properties of the composites due to inefficient stress transfer through fibers and matrix. ❖ The alkaline treatment causes significant changes on the surface of the snake grass and African teff fibers, owing to the removal of hemicellulose, lignin, pectin, and oil contents, which was verified by FTIR analysis. ❖ The use of bio castor seed shell fillers in the African teff/snake grass/epoxy composites improves the mechanical properties of the resulting composites. ❖ African teff and snake grass fibers are a better reinforcement for composite industries and sustainable products.
Footnotes
Acknowledgements
African teff and snake grass fibers were procured from KCT Tifac Core, Coimbatore, Tamil Nadu, India. Epoxy resin and hardener were purchased from Covai Seenu Pvt. Ltd., Coimbatore, Tamilnadu, India. Authors express their gratitude for the material providers.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
The data used to support the findings of this study are included in the article.