
Abstract
Thermoplastic hoses are composed of thermoplastic liner, synthetic fiber reinforcement, and thermoplastic sheath. Pilot liner batches, generally polyamide 11 (PA 11), are produced for checking the extruder calibration. Pilot batches out of specification are discarded and considered production waste. The objective of this work was to study the possibility of reusing this rejected material, in the sheath manufactured of PA 11 with carbon black (PA 11 Black). Initially, a comparative analysis was performed using FT-IR (infrared spectroscopy with Fourier transformed), TGA (thermogravimetry analysis) and DSC (differential exploratory calorimetry) characterization techniques between the rejected material and PA 11 in pellets, in order to verify possible degradation during the extrusion process and the similarity of materials. The characterization showed that the rejected PA 11 is similar to pellet. Thus, specimens with different percentages of PA 11 and PA 11 Black were manufactured to analyze the effects that the decrease in carbon black concentration would cause on materials when subjected to ultra violet (UV) aging. PA 11, PA 11 Black, and their blends were aged by UV for 720 h and then thermal, spectroscopic, and mechanical tensile tests were performed. All the mixtures showed similar thermal behavior of PA 11 Black. The FT-IR analysis showed a tendency for the appearance of bonds representative of degradation in the blends with higher percentage of PA 11. The tensile test showed that PA 11 Black as well as all blends became more brittle after aging by UV due to the appearance of unsaturation along the chain. There is no evidence that the insertion of PA 11 impacted the mechanical properties.
Introduction
Today, with the challenge of sustainable development, the recycling practices of polymeric materials have become vital for the preservation of the environment. The industries began to invest in research to improve techniques for reuse of waste from their production processes, which in their substantial majority are not biodegradable.
The demand for the reuse of polymeric materials is beneficial for both the ecological aspect and the economic aspect, since these products have a relatively high cost, and their most important source of raw material is petroleum, a natural non-renewable resource and of strategic and economic importance.
In the offshore industry scenario, Polyamide 11 (PA 11), which is also known as Nylon 11, stands out among the other polymers used, such as polypropylene, polyamide 6 or polystyrene. PA 11 can be obtained from non-biodegradable vegetable oil (castor oil), a natural and renewable resource. 1
PA 11 is a thermoplastic and synthetic polymer that has well-defined characteristics as chemical resistance, high impact strength at both ambient and low temperature, and good dimensional stability, which justify its high use as flexible umbilical tube linings and manufacture of the hoses forming the umbilical. 1
Thermoplastic umbilicals Figure 1
2
are composed of polymeric (thermoplastic) hoses as conductors of fluids for hydraulic control and HCR (High Collapse Resistance) hoses for chemical injection and may or may not contain electrical cables or optical fibers in its central core.
3
Electro-hydraulic thermoplastic umbilical.
Thermoplastic hydraulic hoses are manufactured in accordance with ISO 13628-5 4 which specifies that they must be composed of a continuous liner manufactured from virgin thermoplastic material with synthetic fiber reinforcement and an outer polymeric layer (sheath) manufactured from a thermoplastic material incorporating protection against ultra violet (UV) radiation.
Pilot batches of the liner, generally made of polyamide 11 (PA 11), are produced for checking the tolerances and calibration of the extruder, where the liner will be manufactured. Pilot batches that do not meet the specification are discarded and considered production waste.
Although there are many studies that have discussed the properties of PA 11 related to degradative effects, there is no specific study in the literature on the feasibility of reusing PA 11 after its extrusion, for the external sheath of thermoplastic hoses manufactured from PA 11 with UV protection. As PA 11 is a non-biodegradable material, it is essential that a more detailed study focuses on the reuse of production waste.
Therefore, the original approach proposed in this work was to perform a comparative analysis of PA 11 (without UV protection) rejected during the manufacturing process of the liner of the hose with PA 11 pellets to verify possible changes during the extrusion process. Next, three blends with different percentages of PA 11 without additive and PA 11 with carbon black additive are proposed to evaluate the possibility of reuse of the waste in the outer layer of the hose, originally manufactured only with Polyamide 11 with carbon black additive (PA 11 Black).
The mechanical and thermal behavior of the material with different concentrations of carbon black was compared with the behavior of PA 11 and PA 11 Black after subjecting the materials to UV aging.
Experimental
Materials
Pellets of Polyamide 11 manufactured by the Arkema Company and marketed with the reference Rilsan® PA 11 BESNO P40 TLO; Pellets of Polyamide 11 Black manufactured by the Arkema Company and marketed with the reference Rilsan® PA 11 BESN Noir P40 TL; Chopped Polyamide 11 obtained after extrusion and subsequent chopping.
The original pellets used in the extrusion are from the same batch of the chopped Polyamide 11. 5
Manufacture of specimens
Five compositions were initially selected for the manufacture of specimens, namely: 100% PA 11; 100% PA 11 Black; 30% PA 11–70% PA 11 Black; 50% PA 11–50% PA 11 Black; 70% PA 11–30% PA 11 Black.
The tensile specimens were manufactured according to type V of the ASTM D638 – 14 standard. 6 The specimens were manufactured by melting, homogenizing, and extruding the pellets with a micro twin extruder (Micro 5 cc Twin Screw Compounder, DSC Xplore 5-08-20) operating with an inert atmosphere of nitrogen, under a pressure of 2 bar, followed by injection molding the extruded material with a micro injection molding equipment (Micro 5,5 cc Injection Moulding Machine, DSC Xplore 4-11-10). The injection molding pressure was set at 7 bar.
Prior to the manufacturing of the specimens from each of the five selected compositions, the extruder-injector system was cleaned by extruding/injecting polyethylene samples to remove residues from the prior material. In addition to this experimental care, the first five specimens of each composition were discarded to ensure that the specimens did not have material from the previous cleaning or extrusion process.
Extrusion profile configuration.
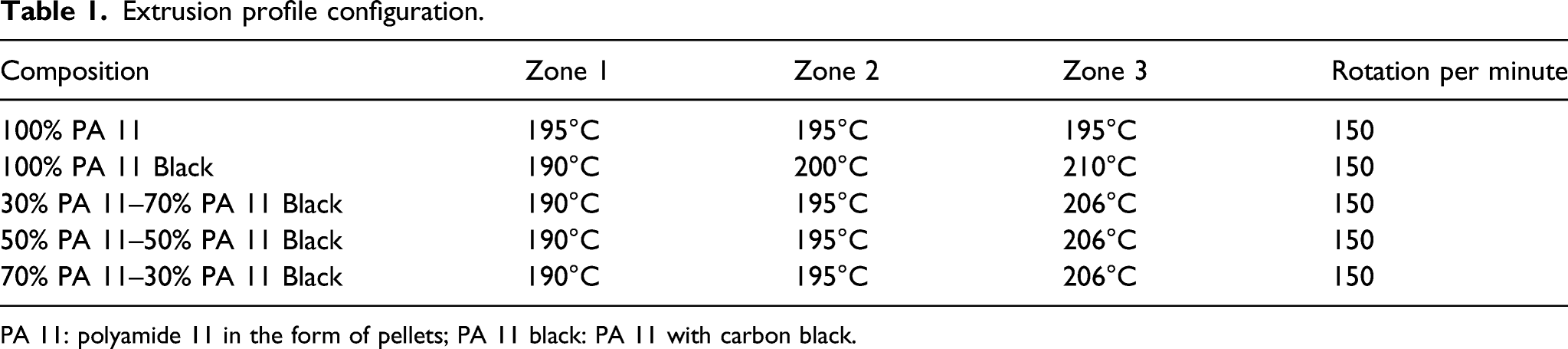
PA 11: polyamide 11 in the form of pellets; PA 11 black: PA 11 with carbon black.
Part of the specimens manufactured with all compositions were subjected to UV aging, according to the ASTM G 155 – 04a standard. 7 An UV chamber (CE-850-L) using a Xenon lamp with wavelength of 254 nm, nominal power of 100 W, and luminous efficiency of 8% was used. The specimens were placed in the chamber with only one face exposed to UV radiation to simulate what is actually occurring in the outer layer of the hose. Total irradiation time was 720 h (30 days).
The incident energy on the face of the specimens, Ic, can be calculated by the following equation
8


The effective power of the lamp (P) was 8 W, the exposed surface (A0) was 400 mm2, and the distance between the lamp and specimens (R) was 100 mm. Therefore, the estimated effective incident energy was 66 kJ.
Characterization
Infrared spectroscopy with Fourier transformed
The infrared spectroscopy with Fourier transformed (FT-IR) spectrum of the chopped PA 11 and of the test specimens in all compositions and conditions (unaged and aged) were obtained using an infrared spectrometer (Spectrum 400, Perkin Elmer) at the ATR mode. The analysis was performed at medium infrared region, between 650 and 4000 cm−1, with a resolution of 2 cm−1, operating at a scan speed of 0.2 cm−1/s.
Thermogravimetry analysis/Differential exploratory calorimetry
The thermogravimetry analysis (TGA) and differential exploratory calorimetry (DSC) analyses of the chopped PA 11 and of test specimens in all compositions and conditions (unaged and aged) were performed on a Perkin Elmer equipment (Pyris STA 6000). The 9 to 12 mg samples were weighed in a platinum crucible and heated from 30°C to 700°C under a nitrogen atmosphere and at a heating rate of 10°C/min.
Tensile test
The tensile tests were performed in two rounds. The first consisted of testing the unaged test specimens of all the compositions to obtain a reference for comparison with the mechanical properties of the aged test specimens.
For this round, a universal tensile testing machine (Oswaldo Filizola, model AME-2 kN) was used. The test was performed at room temperature in accordance with the ASTM D638 – 14 standard. 6 A gauge length of 25.5 mm and a test speed of 50 mm/min were used.
In the second round, tests were carried out on aged specimens of all compositions. Due to the unavailability of the previously used equipment, this step was performed on an EMIC – 30 kN test machine, model DL–3000. The test conditions were maintained.
The results, in both rounds, were obtained by the average of six specimens. From these data, the tensile engineering curves of the tested materials were obtained. To obtain the modulus of elasticity, a lower tensile limit (5 MPa) and an upper limit (10 MPa) were adopted and from the data of that interval, the angular coefficient, corresponding to the modulus of elasticity, was calculated.
Results and discussions
Comparative analysis between PA 11 pellets and chopped PA 11
In the chemical characterization carried out to investigate the similarity between PA 11 pellets and chopped PA 11, it can be observed that the infrared spectrum, Figure 2, remained unchanged. It was observed that the band between of 3200–3400 cm−1 underwent a slight widening in the spectrum of the chopped PA 11 in relation to that of PA 11. This band is formed by the overlap of the stretching responses of the N-H bonds in amides and the stretching of the C-OH bonds in carboxylic groups, the latter being characteristic of polymer degradation.
9
The other bands only showed changes in the intensity of the infrared absorbance, without any widening. This result may be indicating that the extrusion process causes a small change in PA 11 structure, but, as will be shown in the TGA/DSC results, this change does not affect the behavior of the polymer. Infrared spectroscopy with Fourier transformed spectra from PA 11 pellets and chopped PA 11.
Figure 3 shows that both samples had a mass loss of less than 8% between 130 and 240°C, which may be associated to the degradation of process additives, such as, for example, extraction of plasticizers. It is observed, indeed, that the chopped PA 11 sample shows a greater tendency to lose mass at this temperature. Thermogravimetric analysis of PA 11 pellets and chopped PA 11.
Thermogravimetry analysis results: preliminary analysis.

The DSC curves for the first heating of both PA 11 pellets and chopped PA 11 specimens, Figure 4, present the melt transition, from which it is possible to establish the melting temperature of the samples. Both curves showed an endothermic peak in the range between 170–194°C and, according to Table 3, it was possible to determine that the onset temperature (temperature at which fusion begins) and the offset temperature (temperature at the end of the fusion) in both samples have a variation of less than 1%. Differential exploratory calorimetry analysis of PA 11 pellets and chopped PA 11. Differential exploratory calorimetry results: Onset and offset temperatures of the melting process. PA 11: polyamide 11 in the form of pellets.

Due to the low percentage variation in degradation and melting temperatures and no evidence of degradation/alteration of the structure, as inferred from the FT-IR analysis, the results were considered satisfactory in relation to the similarity between PA 11 pellets and the chopped PA 11, ensuring reliability for further comparative analysis that would result in the reuse of PA 11 disregarded in the extrusion process in the fabrication of the outer polymeric layer of hoses.
Effects of UV aging on thermal and spectroscopic properties of blends
It can be observed in Figure 5 that no changes occurred on the PA 11 characteristic bands after exposure of the samples to UV. The widening of the band at 3200–3400 cm−1 was observed in all samples from aged specimens. It is observed that the PA 11 70%–PA 11 Black 30% presented a greater widening of this band, being more sensitive to UV radiation, due to the decrease in the concentration of carbon black in its composition. Infrared spectroscopy with Fourier transformed results comparing PA 11 Black with the aged samples.
The degradation temperature and the temperatures at which the maximum rate of degradation occur were obtained from TGA analysis Figure 6 and are presented in Table 4. A mass loss of less than 9% was initially observed in all conditions in the range between 130–240°C, probably due to the extraction of the plasticizer used in the pellets. Thermogravimetric curves comparing the behavior of PA 11 Black and aged samples. Thermogravimetry analysis results: effect of ultra violet aging. PA 11: polyamide 11 in the form of pellets; PA 11 black: PA 11 with carbon black.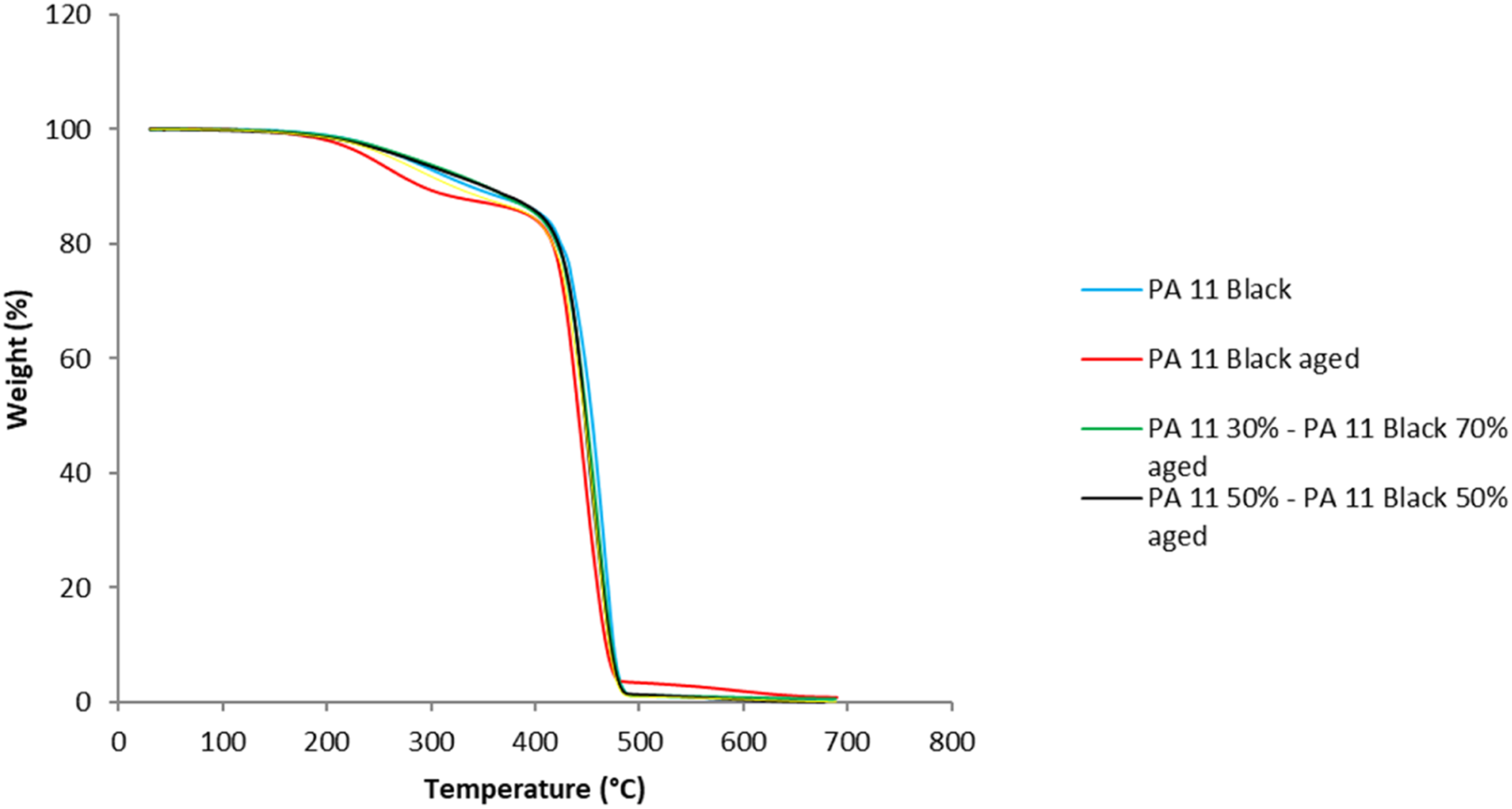
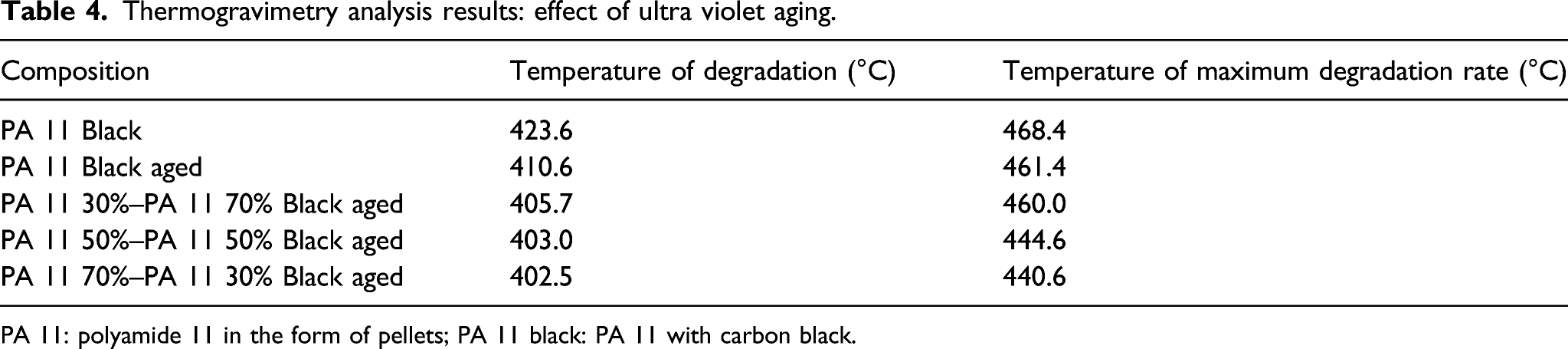
There was a decrease in degradation temperature of the aged PA 11 Black relative to the unaged PA 11 Black. Likewise, there is a decrease in the degradation temperature of the blends as the amount of PA 11 increases. That is, as the concentration of carbon black decreases in the samples, the degradation temperature decreases proportionally.
In the DSC analysis, Figure 7, endothermic melting peaks in the range of 170–194°C were observed for all samples. The values obtained are shown in Table 5. Endothermic peaks in the range of 130–140°C were observed in two samples, namely: PA 11 Black and in the 50% PA 11–50% PA 11 Black blend. This peak was not identified. However, since the polymer used here is from a commercial blend, the most probable hypothesis is that it comes from contamination or from residues from accelerators and/or another chemical agent used in manufacturing of PA 11 Black pellets. Differential exploratory calorimetry curves comparing the behavior of PA 11 Black and aged samples. Onset and offset temperatures of the pristine PA 11 Black and of the aged samples. PA 11: polyamide 11 in the form of pellets; PA 11 black: PA 11 with carbon black.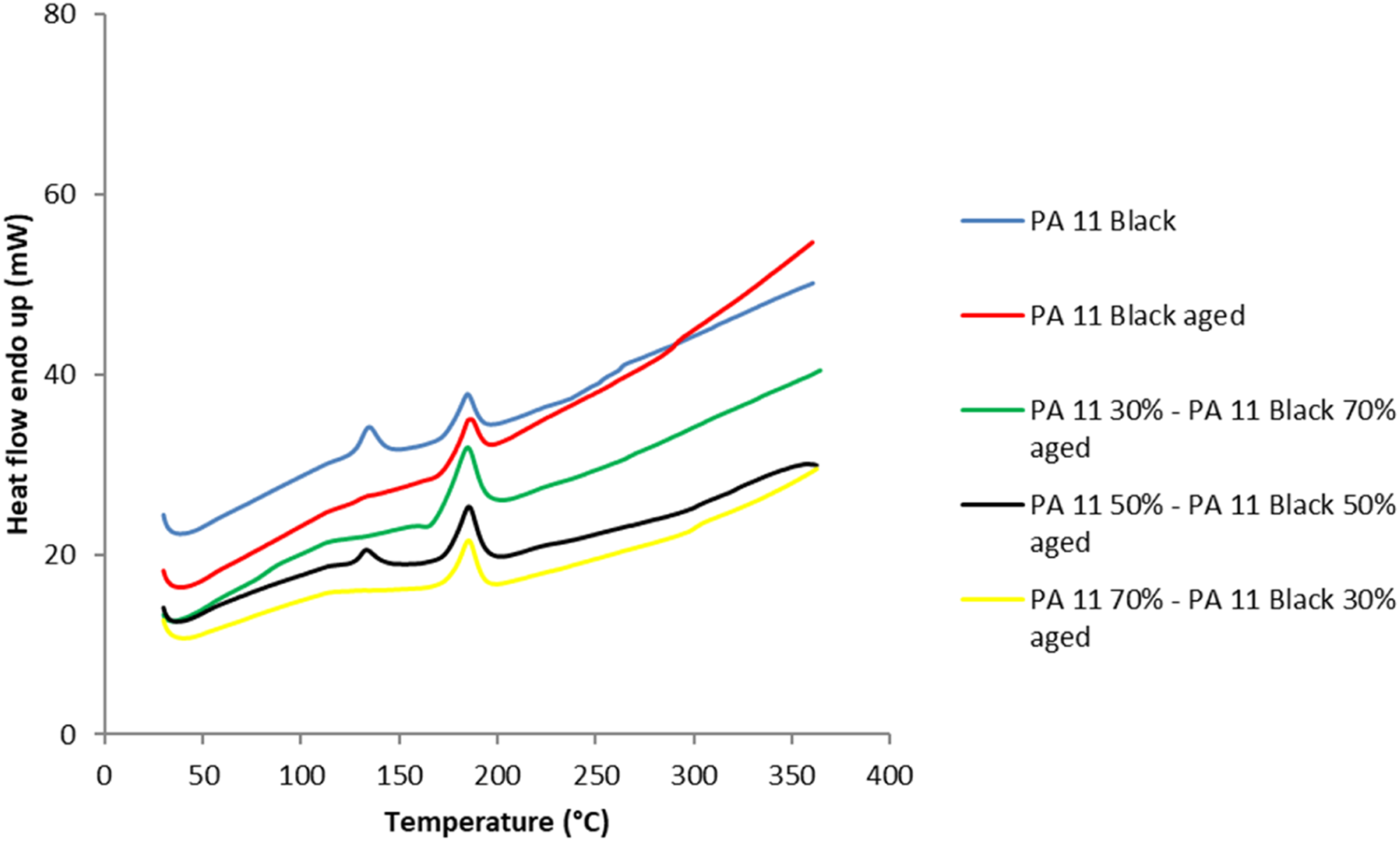
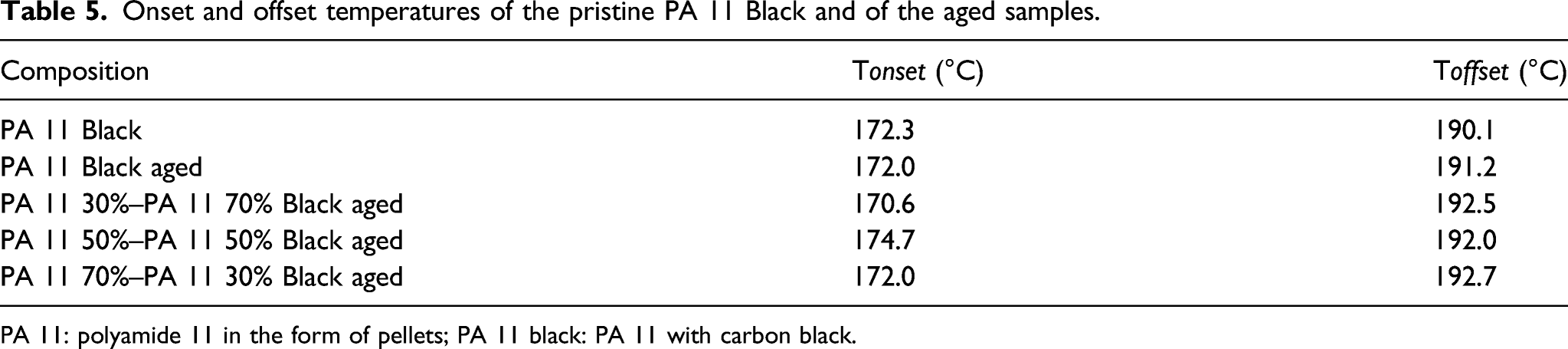
From Table 5, it is observed that the onset melting temperature had no significant variation between the samples. Therefore, it is observed that the percentage of carbon black contained in the samples does not influence the melting and recrystallization temperatures of PA 11.
Tensile tests on unaged specimens
Mechanical properties of PA 11, PA 11 Black and their blends.
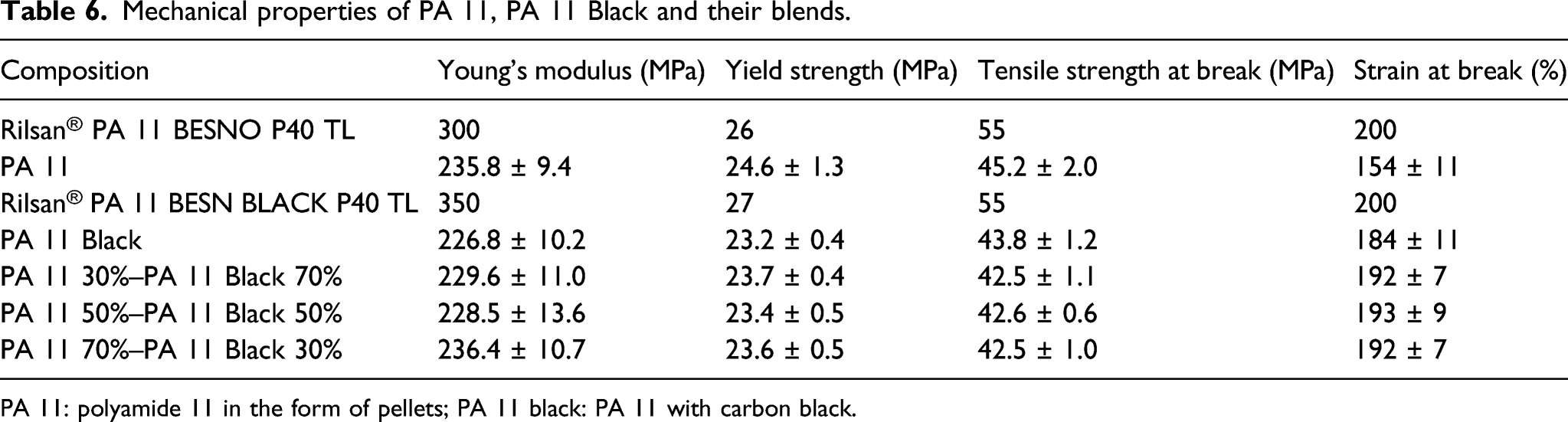
PA 11: polyamide 11 in the form of pellets; PA 11 black: PA 11 with carbon black.
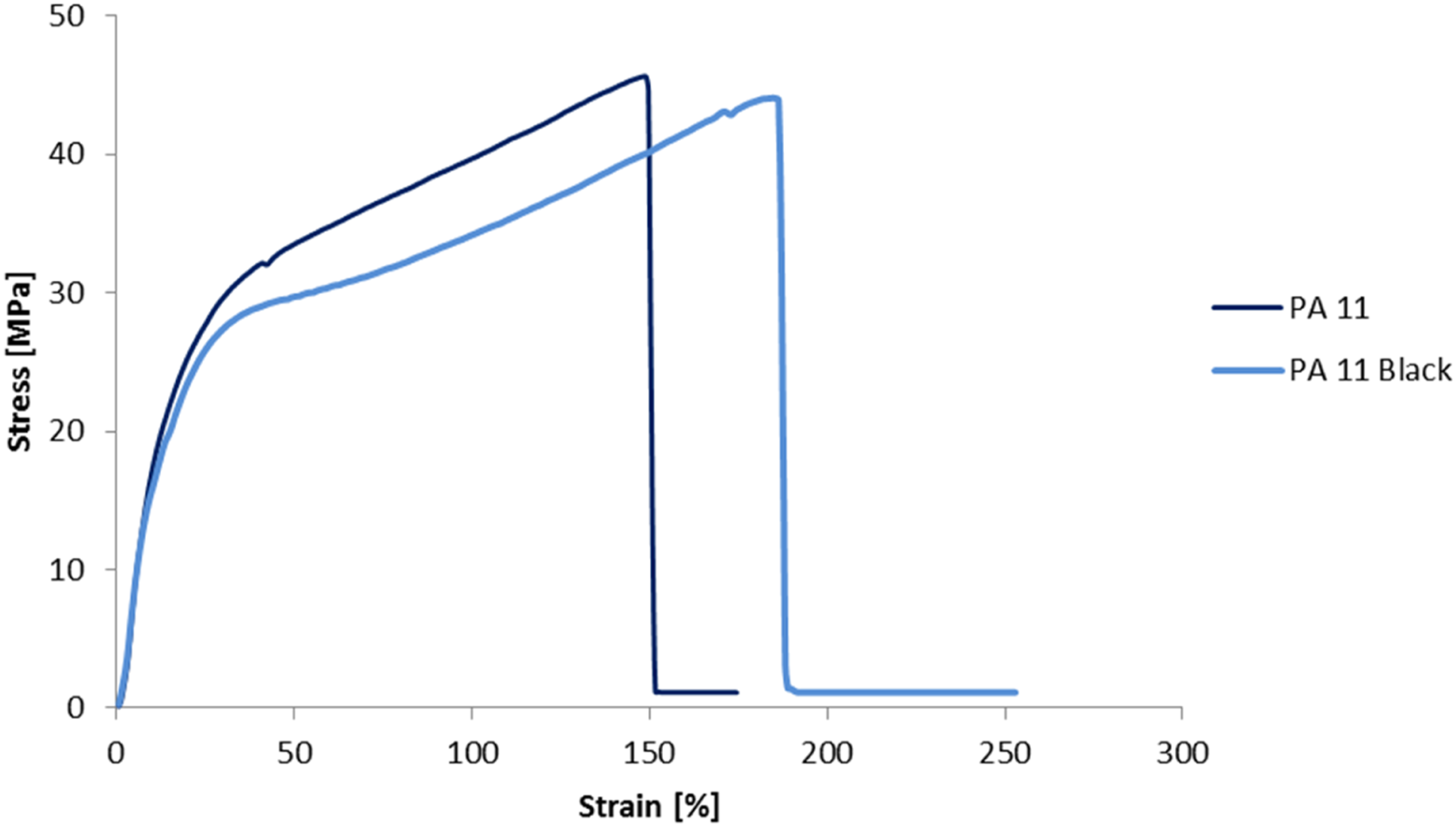
Representative Stress × Strain curve for PA 11 and PA 11 Black.

Representative Stress × Strain curve for the blends.
Considering the results for PA 11 and PA 11 Black in Table 6, and the trace of their stress-strain curve shown in Figure 8, it could be anticipated that the mechanical behavior of the blends would be very similar. This is indeed the case, as observed from the representative stress-strain curves shown in Figure 9 and from the set of properties listed in Table 6.
Effects of UV aging on mechanical properties
Mechanical properties of PA 11, PA 11 Black and their aged blends.

PA 11: polyamide 11 in the form of pellets; PA 11 black: PA 11 with carbon black.

Effect of aging on mechanical properties. (a) Yield Strength, (b) Tensile Strength at Break and (c) Strain at break.
Analyzing Figure 10(a), it is observed that the values of the yield stress of the aged specimens tend to be smaller than those of the test specimens without aging. However, this decrease is not statistically significant since, considering the standard deviation, the mean values of the yield strength of the aged samples are contained in the mean values of the yield strength of the unaged samples, as it can be seen from Table 7.
On the other hand, the tensile strength at break of the aged specimens decreased in relation to the unaged specimens, Figure 10(b). It can be observed in Figure 10(b) that both the original samples (PA 11 and PA 11 Black) and the three aged blends have the same tensile at break values.
The same behavior was observed when the strain at break of the aged samples, shown in Figure 10(c), is analyzed. The measured values for the aged samples are smaller than the values for the unaged samples.
According to the properties obtained for the aged specimens, UV aging weakens the material, since the aged samples are breaking with lower values of stress and strain. This behavior is because UV favors the breakage of C-H bonds, leading to the formation of unsaturation between the carbons that form the main chain. The presence of double bonds causes loss of chain motility, inducing a premature failure. 11 It is also expected that there will be increase of stiffness, which is depicted in the increase of modulus of elasticity, Table 7.
Conclusion
In relation to the chemical similarity between the pellets of PA 11 and the chopped PA 11, it can be concluded from the results of FT-IR, TGA and DSC analysis that the extrusion process did not cause significant modifications on the polymer. Therefore, the waste from liner extrusion can be reused as if they were virgin material.
The tensile properties of both PA 11 and PA 11 Black are very similar. Therefore, the tensile behavior of the unaged blends did not show any relevant modification when compared to their parent materials. This is an important practical aspect, since the mechanical properties of the outer polymeric layer of the hose could not be varied by the blending of the polymers.
After aging of the samples no significant changes were observed on the FT-IR spectra that could suggest degradation related to the variation of the concentration of carbon black in the samples. However, TGA and DSC results showed that a greater amount of PA 11 in the blends leads to a tendency of the degradation temperature to decrease.
The mechanical tests showed that all blends become more brittle after UV aging. This behavior was attributed to the appearance of unsaturation along the chain. However, and very important to the objective of this work, there was no evidence that the higher percentage of PA 11 in the blend, and, therefore, lower concentration of carbon black impacted the mechanical properties in relation to the all PA 11 Black aged samples.
From the conclusions above, it can be said that the results obtained are quite satisfactory regarding the feasibility of the reuse of chopped PA 11 waste in the production of the outer layer of thermoplastic hoses. Exposure of the blends to longer aging times is, of course, necessary.
Footnotes
Acknowledgements
The authors would like to thank to Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq), Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES), Financiadora de Estudos e Projetos (FINEP) and Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ) for financial support and scholarships.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.