
Abstract
The present research focuses on the effects of aluminum (Al) and silicon carbide (SiC) hybridization on mechanical and morphological properties of Al and SiC particles reinforced hybrid epoxy composites. Composites were prepared by hand lay-up technique at five levels of reinforcement loading (10, 20, 30, 40, and 50 wt%). Aluminum powder and silicon carbide particles were utilized as reinforcement at a ratio of (1:1) during composite preparation. Microstructural analysis using a scanning electronic microscope and optical microscope was performed to observe the adhesiveness between the matrix and reinforcement. For mechanical characterization, tensile, flexural, impact, and hardness tests were performed. Tensile and flexural strength decreased, while Young’s modulus, flexural modulus, impact strength, and hardness increased with increase in aluminum and silicon carbide particle loading. Based on the particle loading, 50 wt% of particle-reinforced composite had the best set of mechanical properties among all prepared composites.
Introduction
Composite materials have recently received increasing attention in all aspects of material science and technology, manufacturing techniques and theoretical investigation. However, in the latest material engineering technology, the term “composite” usually refers to a matrix material that has to be reinforced with metals. 1 By reinforcing the base matrix with multiple reinforcements with different properties, hybrid polymer matrix composites are formed. The mechanical properties of such hybrid composites can be improved by using two or more reinforcement particles. 2 The matrix, which is mainly polymer, remains the primary phase. It is more ductile, and it retains the reinforcement, which is the secondary phase in these composites. Since reinforcements are generally stronger than the polymer matrix, adding them into the polymer matrix has a synergistic effect that increases the mechanical properties of the polymer composite. Appropriately engineered design of the polymer composite is a key to the resulting improved properties of the new combined material, which must be better than the virgin polymer matrix.3–7
Epoxy resin is a widely known thermoset polymer matrix because of its high mechanical strength, high erosion and corrosion resistance, high thermal stability, low shrinkage, excellent adhesion to a variety of surfaces, and ease of workability.8–10 It is amorphous and highly cross-linked that leads to its high tensile strength and modulus, high hardness, uncomplicated processing, good thermal and chemical resistance, and dimensional stability. 11
Aluminum (Al) and silicon carbide (SiC) have attracted much attention as reinforcing material in the polymer matrix mixtures. They are under serious consideration to replace the conventional materials for structural applications because of their superior properties such as high strength to weight ratio, good electrical insulation, ability to transfer load, and easy and inexpensive processing.1,2,12 Low weight, high strength and hardness, dimension accuracy, superior malleability, simple machining, easy recyclability, outstanding corrosion resistance, and good thermal and electrical conductivity are all advantages of aluminum. 13 Silicon carbide is a non-oxide ceramic with a high melting point of 2827°C. It also has high hardness and wear resistance, low thermal expansion coefficient, good chemical resistance and good thermal properties in the ceramic industry.14,15 Characteristics of silicon carbide make it an appealing candidate substance for a variety of uses, including grinding materials, polishing paste, wear-resistant materials, catalyst supports, molten metal or hot gas filters, high-temperature construction materials, and composite reinforcement.16–19
Processing is the first step in preparing the polymer composite. The technology of transforming raw materials into composite materials in the desired form is known as processing. Polymer-aluminum-silicon carbide hybrid composites can be produced using a variety of fabrication techniques such as hand lay-up technique, extrusion molding, resin injection technique, hot press method, filament winding process, pultrusion process, compression molding, and so on. The hand lay-up technique is the simplest, least costly, and most widely used of the various techniques. 20
Epoxy matrix was reinforced with carbon fiber, silica, and aluminum separately in previous research.3,13 To the best of author’s knowledge, hybrid aluminum and silicon carbide were never used before to reinforce epoxy. It is hypothesized that epoxy resin matrix composite with Al and SiC particle reinforcements could be a reliable material to replace the conventional in the automobile industry. The amount and dispersion or distribution of reinforcement particles in the matrix are two factors that influence the composites strength. In present research, hybrid composites of epoxy resin matrix reinforced with Al and SiC were studied to evaluate their morphological and mechanical properties.
Experimental
Materials
The thermoset epoxy resin (Araldite AW 106) was used as matrix and hardener (HV 953 IN) was utilized. Those were collected from Huntsman Advanced Materials, Switzerland. Molecular weight of epoxy resin was 393 Da, viscosity was 9–14 Pa·s, density was 1160 kg·m-3 and flash point was >150°C. Molecular weight of hardener was 305 Da, viscosity was 0.45 Pa·s, density was 900 kg·m-3 and flash point was 129°C. Silicon carbide (with 400 Mesh) was collected from HiMedia Laboratories Pvt. Ltd by LBS Marg, Mumbai. Its density was 3200 kg·m-3, melting temperature was 2730°C, and particle size was ∼ 3 μm. Aluminum powder was collected from Lobe Chemie Pvt. Ltd, India. It had a density of 2700 kg·m-3, melting temperature of 660°C, and particle size of 15 μm. 21
Composite Preparation
Epoxy resin belongs to the epoxy oligomer family. As it interacts with the hardener or curing agent, it forms a three-dimensional structure. Different epoxy oligomers and curing agents may be used to alter the properties of epoxy resins. Epoxy resin was mixed hardener at a ratio of 10:1 with different amount of aluminum and silicon carbide powder. Five types of composites were prepared on basis of, in which the ratios of epoxy-Al-SiC were 90:5:5, 80:10:10, 70:15:15, 60:20:20, and 50:25:25, respectively. In order to prepare one type of composite, 100 g mixture of matrix and reinforcement was used. For a uniform distribution of the matrix, reinforcements and hardener, Super Hand Mixer (Model: HE-133, Scarlett, England) were utilized. The mixer was then poured in mild steel mold carefully. Before filling the mold with composites, it was waxed using a petroleum-based releasing agent. The releasing agents used help to prevent the sample to stick within the mold and also cause easy removal of samples. The samples were kept within mold for 24 h before testing.
Microstructural Analysis
The interfacial bonding between the reinforcement and epoxy matrix in prepared composites were examined using an Optical Microscopy (OM) (ML-803, Taiwan) and Scanning Electron Microscope (SEM) (JSM-7600 F) supplied by JEOL Company Limited, Japan. Composite samples were gold coated before morphological analysis under SEM.
Mechanical Testing
Tensile, flexural, Charpy impact, and hardness tests were performed on the materials. Five species were investigated for each test and type of composite, and the average values were documented. Tensile tests were carried out using a Universal Testing Machine (UTM) (Model: MSC-5/500, Agawn Seiki Company Limited, Japan) at a crosshead speed of 10 mm·min-1, in accordance with ASTM D 638–01. 22 Static flexural tests were conducted in accordance with ASTM D 790–00 23 on the same Testing Machine as before, with the same crosshead speed. Dynamic Charpy Impact Tests were performed on notched composite specimens according to ASTM D 6110–97 24 using a Universal Impact Testing Machine. A Shore hardness tester (Durometer, AD-100-A, USA) was used to determine the composite’s hardness on a D scale.
Results and Discussion
Morphological Observation
The microstructure of the prepared composite samples was observed using an optical microscope (OM) at various magnifications. Optical microstructure reveals that aluminum and silicon carbide particles were uniformly distributed throughout of epoxy-Al-SiC hybrid composite Figure 1. It also reveals the presence or absence of clusters and agglomeration of particles, the presence of any inclusions and voids, and the integrity of the interface frontier. Optical micrographs of the composites show a well-flowed, ductile epoxy matrix encasing nearly homogeneous Al and SiC reinforcement percentages particles. The interfaces are sharp, with no big voids or reaction substance, and the integrities are intact.
25
Optical micrographs of 50-25-25 wt% epoxy-aluminum-silicon carbide hybrid composite at (a) 10, (b) 40 and (c) 60 magnifications.
Observation of the cross-section of the composites by SEM can provide an insight into information about the sample including external morphology (texture), chemical composition, interfacial adhesion, crystalline structure, and orientation of materials making up the sample. Figure 2 shows the morphology of a 50–25-25 wt% epoxy-Al-SiC hybrid composite. Aluminum and silicon carbide was embedded in the matrix without an evident gap in the interface and their surfaces were seemingly covered with epoxy. A uniform distribution of reinforcement throughout the matrix phase is observed, that is, evidence of good interfacial bonding.
26
An enhancement in mechanical properties confirms high stability at the particle-polymer matrix interface, which links to polymer encapsulation with aluminum and silicon carbide.
27
Aluminum and silicon carbide was assembled one upon the other into the matrix. Very well mixing of Al and SiC reinforcement in epoxy is noticed. Scanning electron micrographs of 50-25-25 wt% of epoxy-aluminum-silicon carbide hybrid composite showing (a) and (b) distribution of aluminum and silicon carbide particles, and (c) particles bonded with matrix.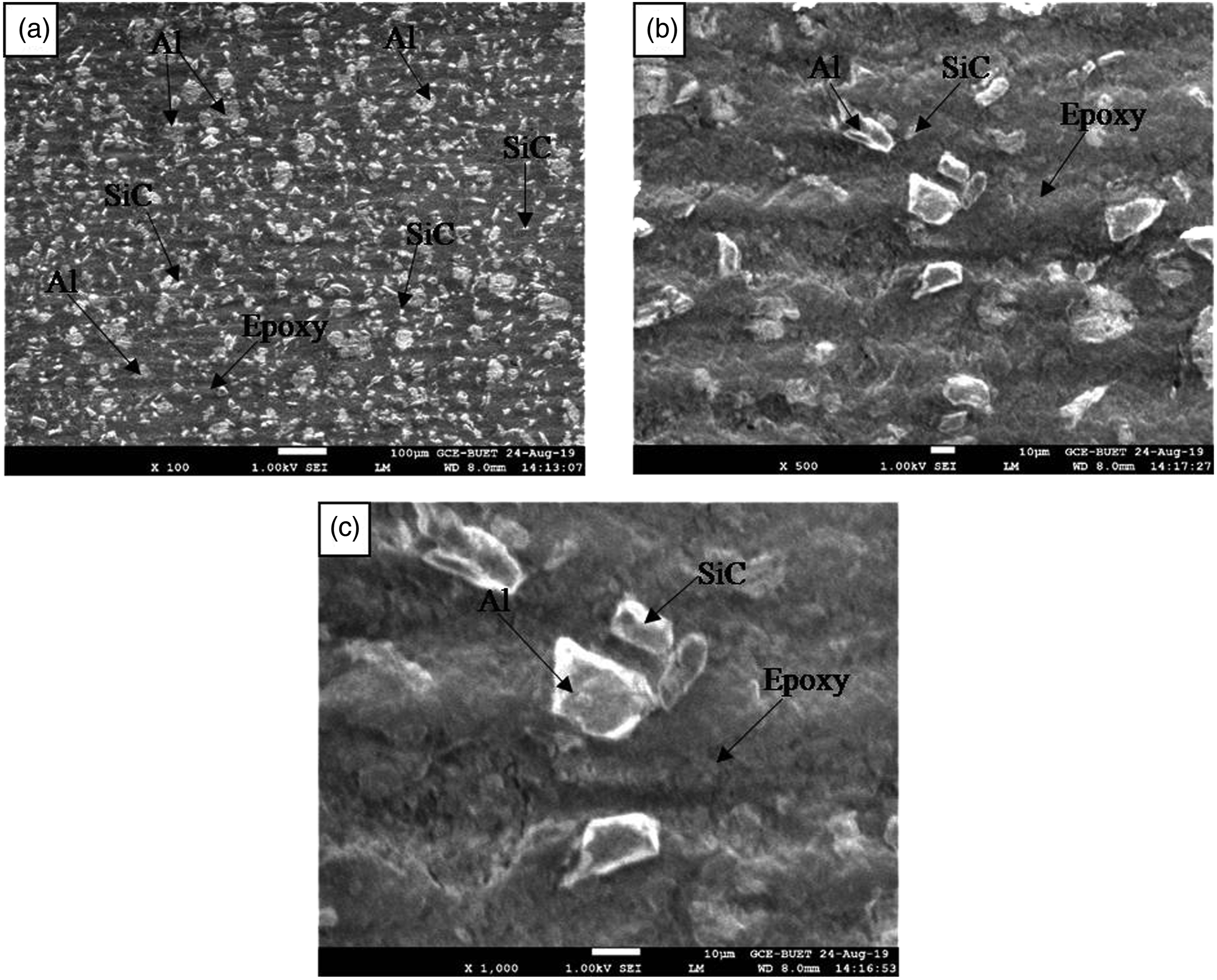
Figure 2(a) and (b) reveals that the Al and SiC reinforcements are well mixed within the polymer matrix. A close examination of the sample in Figure 2(c) shows the lack of pores, cavities, or voids. It seems that a well-bonded matrix and reinforcing composites were constructed with multifunctional textures for important inherent properties. The findings show that in a composite, major working factor of the matrix is the intermediate load-bearing constituents. Although the primary function of reinforcement is to retain the load and thereby maximize the strength of composite. A well-bonded interface facilitates the efficient transfer and distribution of load from the matrix to the reinforcement. 28
Mechanical properties
Tensile Properties
The stress/strain curve was used to determine the tensile properties of the prepared composites. Variation of tensile strength against Al-SiC loading are shown in Figure 3. Tensile strength of the hybrid composite decreased significantly with increase in reinforcement.
13
From Figure 3, it is observed that the tensile strength of the hybrid composite decreased by 9.77% when particle loading was increased from 10 to 50 wt%. The interface is actually the weakest area in a composite. With increase in reinforcement, the interfacial area increased, which in turn decreased tensile strength.
29
Tensile strength against reinforcing particle loading for epoxy-aluminum-silicon carbide hybrid composites.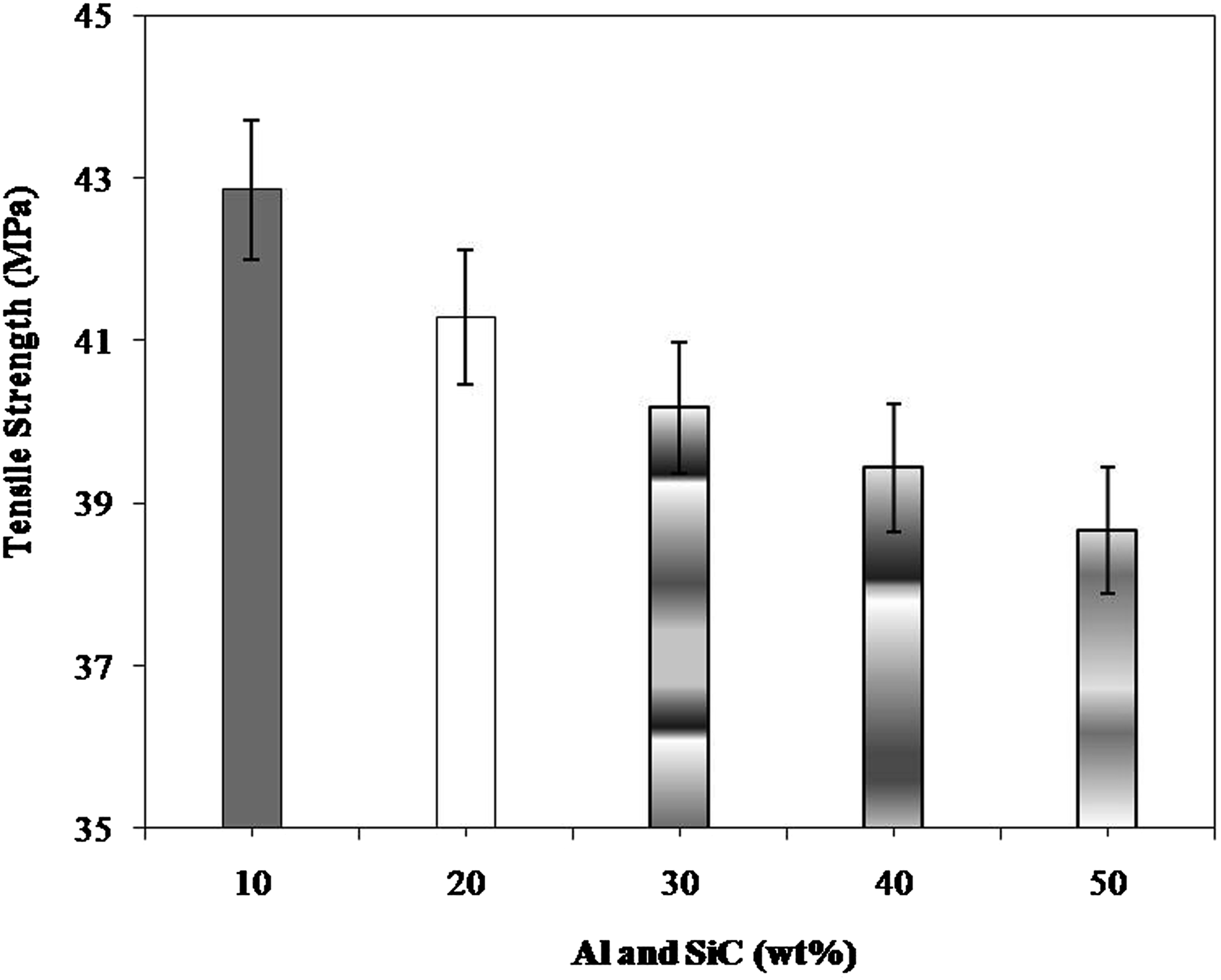
The Young’s modulus values of epoxy-Al-SiC hybrid composites at different Al and SiC reinforcement loading are shown in Figure 4. It is observed that Young’s modulus increased with an increase in reinforcement percentage. Figure 4 shows that raising the particle loading from 10 to 50 wt%, increased the hybrid composite’s Young’s modulus by 27.69%. In their study, Afsara and Hasan also found that fiber loading increased Young’s modulus.
30
Weak interfacial bonding produces micro spaces that impede stress transmission between the particle and the matrix. The degree of obstruction increases as the Al and SiC reinforcement loading increases, increasing the strength. The higher Young’s modulus obtained in present study is due to silicon carbide particle hybridization in epoxy-Al composites.
31
Young’s modulus against reinforcing particle loading for epoxy-aluminum-silicon carbide hybrid composites.
Flexural Properties
Various epoxy-Al-SiC hybrid composite samples were tested to evaluate flexural properties (flexural strength and flexural modulus). The effect of reinforcing material on the flexural strength of epoxy-Al-SiC hybrid composites is seen in Figure 5. It is revealed that with the increase of Al and SiC reinforcement percentages, flexural strength decreased. The decrement was 45.83% when particle loading was increased from 10 to 50 wt%. It can be noted that the reduction in the flexural strength of the hybrid composite with the increase in Al and SiC reinforcement percentages is probably caused by an incompatibility of the particulates with epoxy matrix. Particle to particle interaction, voids, and dispersion issues may also be the reason for the lower flexural properties. However, it also depends on other factors such as size, shape, type, and loading on Al and SiC reinforcement on matrix.
29
Flexural strength against reinforcing particle loading for epoxy-aluminum-silicon carbide hybrid composites.
Flexural modulus values of the epoxy-Al-SiC hybrid composites at different reinforcement percentages are shown in Figure 6. With increasing reinforcement loading, the flexural modulus increased. The increment of flexural modulus of composite containing 10 wt% particle to 50 wt% particles was 30.25%. So, the incorporation of the Al and SiC reinforcement into the soft epoxy matrix results in an increase in the modulus.
32
Since both aluminum and silicon carbide have a high modulus, a greater particle concentration necessitates a higher stress to achieve the same deformation. As a result, stiffness improved.
33
The range of flexural modulus obtained in present research is 5.52–7.19 GPa, whereas the similar trend was found at previous research for epoxy/aluminum composites.
34
Flexural modulus against reinforcing particle loading for epoxy-aluminum-silicon carbide hybrid composites.
Variation of impact strength of epoxy-Al-SiC hybrid composites at different Al and SiC reinforcement content is presented in Figure 7. It can be seen that the impact strength increased with an increase in the Al and SiC percentages. The impact strength of a 10 wt% Al and SiC reinforced hybrid composite was 5017 J·m-2, while the impact strength of a 50 wt% epoxy-Al-SiC hybrid composite was 6397 J·m-2. So, from 10 to 50 wt% particle-loaded composite, the impact strength increased by 27.5%. At low particle content, the inter-particle distance was long and the inter-particle matrix ligament laid in-plane strain state which was hard to yield. As a result, the impact strength was not improved. When the particle content was increased, the inter-particle distance reached a suitable range, the inter-particle matrix ligament lied in press state, which yielded plastically easily and impact strength was improved. The increase of particle content decreased the average inter-particle distance of the matrix and resulted in the apparently plastic yield, which led to high impact strength of the composites.
12
Impact strength against particle loading for epoxy-aluminum-silicon carbide hybrid composites.
Hardness Properties
The hardness behavior of epoxy-Al-SiC hybrid composites is shown in Figure 8. The distribution of reinforcement into the matrix determines the hardness of composite.
35
The inclusion of a more flexible matrix usually results in composites with a lower hardness. From Figure 8 it can be observed that the hardness of the hybrid composites increased with increase in Al and SiC particulates. The increment of hardness from 10 wt% particle-reinforced composite to 50 wt% particle-reinforced composite was 15.87%. This may be due to the prevalence of hard Al and SiC particulates as in nature.
36
The reinforcement particles serve as a strengthening agent by covering up pores throughout the polymer matrix, resulting in a stronger bond between the matrix and the reinforcement. For this reason, the mechanical properties of the composites would strengthen as the matrix and particles form a stronger bond.4,37 Increase of hardness with Al particle loading was also observed in previous research conducted by Olga, Paulina, and Mateusz et al.
38
Hardness against particle loading for epoxy-aluminum-silicon carbide hybrid composites.
Conclusion
Hand lay-up technique can be successfully utilized to prepare cheap epoxy-Al-SiC hybrid composites with desired properties. According to optical microscopic analysis, large voids, cavities, and reaction products were not found in the composites. SEM micrographs reveal uniform distribution of Al and SiC reinforcement throughout hybrid composite and epoxy enveloping aluminum and ceramic particles with strong adhesion. Tensile and flexural strength decreased gradually with the increase of reinforcement loading from 10–50 wt%. Conversely, Young’s modulus, flexural modulus, hardness and impact strength increased with increase in Al and SiC reinforcement content. Among all prepared composites, the 50 wt% particle-reinforced hybrid composite had the best set of mechanical properties. Prepared composites could be used in aerospace machinery manufacturing, automobile manufacturing, electronics, civil construction materials, chemical industry, transportation, defense, and sports sectors, according to the results.
Footnotes
Acknowledgment
The authors are thankful to the University of Rajshahi under the department of Applied Chemistry and Chemical Engineering for their financial support. The authors are also grateful to Bangladesh University of Engineering and Technology for their technical support during the work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.