
Abstract
Issues pertaining to deforestation, environmental pollution and natural wastes are increasing day by day. These issues can be resolved by introducing a new composite material, in which natural waste is used as fibre and as a replacement of wood plastic composite. The different lengths (3, 6 and 9 cm) of corn husk fibre filled polyester composites were produced using the vacuum infusion method. Several mechanical properties of these polyester composites, such as tensile and flexural properties, were evaluated. The results revealed that both the tensile and flexural properties of polyester composites increased with increment of corn husk fibre length from 3 to 6 cm. However, the results decreased for 9 cm of fibre length filled composites. Similar trends were recorded after alkali treatment of the corn husk fibre filled polyester composites. The alkali treatment with sodium hydroxide had improved the tensile strength (33%), Young’s modulus (23%), elongation (14%), flexural strength (42%) and flexural modulus (8.5%) of the polyester/corn husk fibre composites with 6 cm of fibre length by enhancing the mechanical interlocking bonding between treated corn husk fibres and polyester.
Keywords
Introduction
Recently, the deforestation rate has increased rampantly due to the excessive cutting down of trees in order to get the raw materials for furniture and other applications. Based on the statistical analysis, it is observed that from year 2001–2018, the loss of primary forest had been 2,508,553 ha and tree cover loss was 7,377,092 ha in Malaysia, portraying massive figures. 1 The increasing rate of deforestation on day by day basis may pose as a huge problem in the next few years in gathering wooden raw materials naturally. This also leads to excessive production of carbon dioxide, global warming, and damaging the animal habitat in the forest. As such, a number of researchers have focused on the preparation of polymer composite from agricultural wastes (e.g. kenaf fibre, 2 jute fibre, 3 coconut shell fibre 4 and corn husk fibre 5 ) and polymer (e.g. thermoplastic and thermoset) to replace wood polymer composite materials.
To date, the amount of natural waste or agricultural waste, such as dry leaves, paddy waste and husks from different natural resources, has increased due to the population growth. People are burning these wastes, thus harming the environment and severely affecting both human beings and animals. Natural waste does not only refer to elements that pollute air, but also those that pollute water and soil.6,7 Utilisation of agricultural waste as natural fibre or filler in polymer composite can minimise adverse environmental impacts. The use of natural fibre in composite material has garnered attention from researchers due to several reasons, including low cost, low density, high stiffness, recyclability and good process-ability.4–8 These characteristics of natural fibre appear to be very attractive across various industries, for instance, the automotive, furniture and building industries. 9 Corn husk fibre was used as reinforcement in this present study. The corn husk fibre was extracted from corn husk. One reason for using corn husk in this study is because corn is one of the most grains grown in the world.10,11
The unsaturated polyester is commonly used as polymer matrix in composite materials due to several advantages compared to other thermosetting resins like room temperature good mechanical properties, room temperature cure capability, low cost, transparency and low pressure moulding capabilities. The unsaturated polyester can be used for large component manufacture at relatively low cost. Moreover, the curing process of unsaturated polyester with no formation of by-product as compared to other thermosetting resins. Hence, it can be used to cast, mould and laminate to form final product.12–15 On the other hand, saturated polyester is composed of a single bond, reflecting inactive thermoset material. Therefore, unsaturated polyester has been used in this research study. In the past few years, several studies have assessed the effect of natural fibre on the mechanical properties of polyester composite. Most researchers agreed that the addition of natural fibre in the composites did enhance the aspects of stiffness and rigidity.16–20
Nevertheless, polyester matrix and corn husk fibre are incompatible with each other as corn husk fibre is hydrophilic in nature, which displays good water absorption feature in the presence of hydroxide (OH) groups in the structure. Meanwhile, polyester matrix is hydrophobic in nature. The chemical modification on natural fibre is one of the methods used to improve the compatibility between hydrophobic matrix and hydrophilic fibre 8 . Several types of chemical treatment have been used by researchers to enhance the properties of composite materials such as alkali treatment,4,5,9 silane treatment,21,22 bleaching treatment,6,23 benzoylation treatment24,25 and peroxide treatment.26,27
As such, this present study focused on the preparation of polyester/corn husk fibre composite through vacuum infusion technique. The effect of different corn husk fibre lengths and alkali treatment with sodium hydroxide on the mechanical properties of polyester composite was evaluated.
Methodology
The overall process flow of this research study was presented in Figure 1. Overall process flow of the research study.
Materials
Corn husk was collected from a wet market located in Malaysia. Next, the corn husk underwent an extraction process to obtain corn husk fibres. Polyester resin with grade of KUP-401 and butanox were purchased from Taurenz Resources Sdn. Bhd., Malaysia. The butanox was a hardener, which used for curing process of polyester. Sodium hydroxide (NaOH) was used in alkali treatment of corn husk fibre, which was supplied by ABEX Sdn. Bhd., Malaysia. Several other materials were needed in the vacuum infusion process, such as polyvinyl alcohol (PVA) release agent, peel ply, breathable fabric, vacuum bag and sealant tape, which were purchased from PiCarbon, Malaysia.
Extraction of corn husk fibre via water retting method
A simple water retting process was used for extraction of corn husk fibre from corn husk. After collecting corn husk from the wet market, the corn husk was cleaned and immersed into water for 15 days. The water was changed every two days. After 15 days, the corn husk turned soft and the fibre was removed easily from the husk. Next, the extracted corn husk fibre was oven dried at 70oC for 24 h. The dried corn husk fibre was then cut into three different lengths: 3 cm, 6 cm and 9 cm. The average diameter of the corn husk fibre was 0.035 cm. Figure 2 illustrates the overall process of the water retting technique of the corn husk fibre. Water retting technique to extract the corn husk fibre from the corn husk.
Alkali treatment of corn husk fibre with sodium hydroxide
The corn husk fibre was soaked in 1 mol of NaOH solution for 1 h. All the fibres were immersed into the NaOH solution. After draining the NaOH solution, NaOH excess left on the fibre was washed and removed with distilled water until it reached pH 7. Next, it was oven dried at 70oC for 24 h. After the treatment, the fibre turned yellow (see Figure 3). According to Li et al.,
8
NaOH solution promoted the ionisation of hydroxyl group of natural fibre to alkoxide. The alkali treatments would increase the yellowness and redness but reduced the lightness of the fibre. This was attributed to the removal of lignin from the fibre.
9
Different colour of the (a) untreated and (b) treated corn husk fibre with NaOH.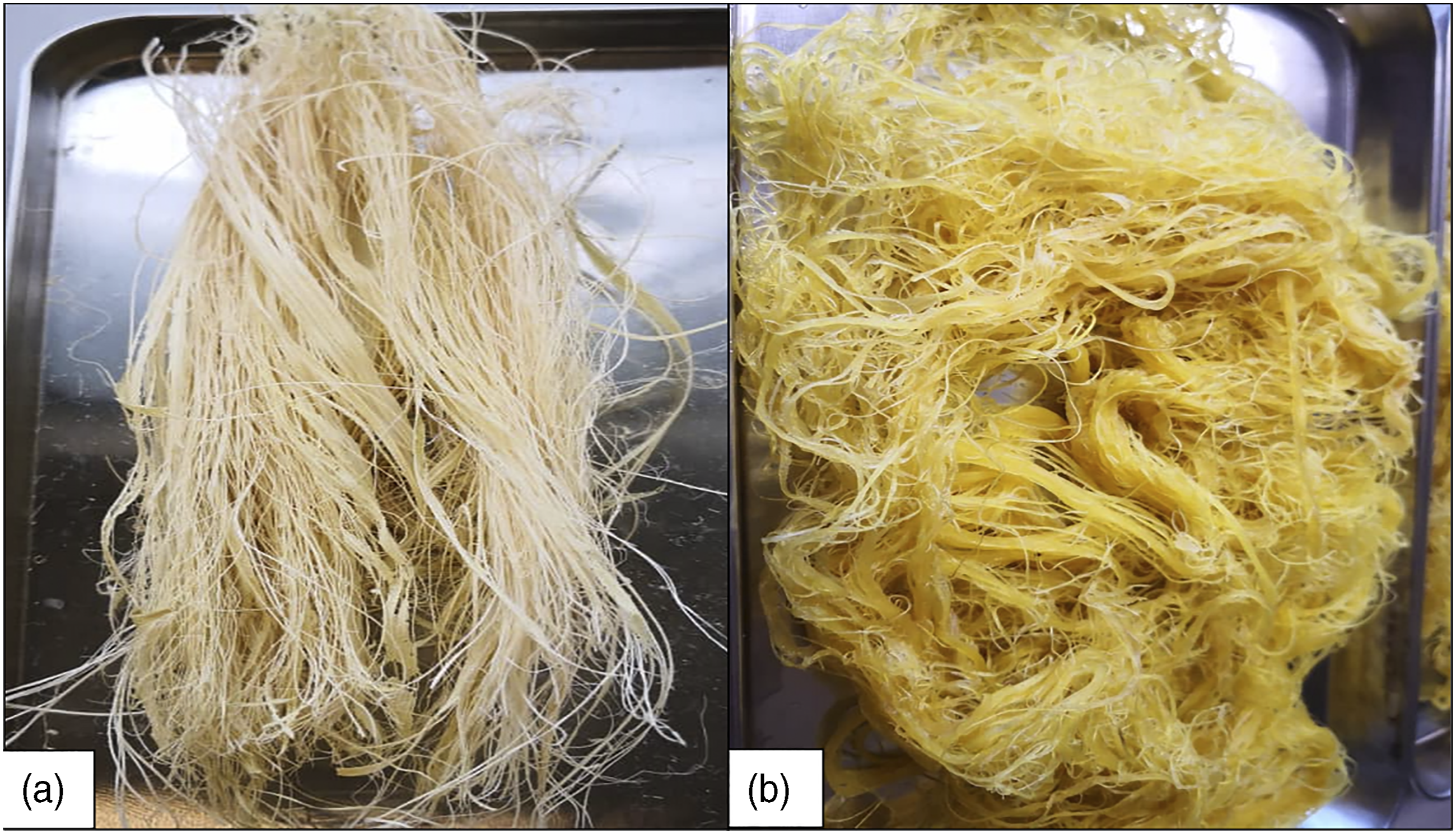
Preparation of polyester/corn husk fibre composites through vacuum infusion technique
The 20 g of corn husk fibre mat was prepared before the polyester composite was produced. The 20 g of corn husk fibre was based on the fibre mat size, which is 150 mm x 150 mm. An Acrodur binder was applied on the fibre mat and oven dried at 70oC for 24 h. After that, the fibre mat was compression melded to get a flat surface using the following parameters: 2 tons of compression pressure, 180oC of compression temperature, 5 min of compression holding time and 10 min of cooling time. The polyester solution was prepared by mixing polyester resin with 2% of butanox hardener and stirred for 4 min. The vacuum infusion technique is as portrayed in Figure 4. All polyester/corn husk fibre composites were prepared with the ratio of 55:45 (polyester: corn husk fibre). Vacuum infusion process to produce polyester/corn husk fibre composite.
The PVA release agent was first applied on the mould so that the end product (polyester composite sample) could be removed from the mould easily. Next, the corn husk fibre mat, which served as reinforcement, was applied on the mould. Peel ply and followed by breathable fabric was placed on the fibre mat. After that, the vacuum bag was sealed to the mould using sealant tape and the vacuum pressure was applied over the entire laminate. Lastly, the polyester solution was flowed into the laminate to impregnate the corn husk fibre reinforcement. After the fibre was fully impregnated by the polyester solution, the vacuum pressure was stopped and the polyester/corn husk fibre composite was left for curing process at room temperature for 24 h. The corn husk fibre mat was impregnated with the epoxy resin at approximately −0.5 bar of vacuum pressure. The flowing time of the polyester resin to impregnate the fibre was 3 min for all the composites. After the curing process, the polyester composite sample was removed from the mould and underwent the post-cure process in an oven at 70oC for 1 h.
Testing and analysis
Fourier Transform Infrared (FTIR) analysis
A Perkin Elmer tester was used for FTIR analysis. Both untreated and treated corn husk fibres were sent for FTIR analysis to determine the variance in their chemical functional groups. Each specimen was tested with a resolution of 4 cm−1 and 32 scans with wavelength ranging between 600 cm−1 and 4000 cm−1. The peak intensity ratio was evaluated to indicate the lignin to cellulose ratio in both untreated and treated fibres with NaOH. It was calculated by dividing intensity of peak within 1750–1700 cm−1 over peak 1100–1000 cm−1.
Mechanical Tests
The VICTOR Material Testing Equipment (Model VEW2302) was used to measure both tensile and flexural properties of polyester composites. Tensile test, which adhered to ASTMD 638, was performed to determine tensile strength, elongation at maximum stress and Young’s modulus of the polyester/corn husk fibre composite with varied fibre lengths (3 cm, 6 cm and 9 cm). Next, flexural test, in accordance to ASTMD 790, was carried out to identify flexural modulus and flexural strength of the polyester/corn husk fibre composite. The load applied for both tensile and flexural tests was 10 kN. At least 10 specimens of each sample were tested to get an accurate average value.
Statistical Analysis
The statistical data and analysis of variance (ANOVA) of tensile and flexural properties results were obtained using Microsoft Excel 2013. The ANOVA was performed to evaluate the significance in the difference between means, as well as to detect the significant differences in the untreated and treated corn husk fibre filled polyester composites. The significance level applied was p≥0.05.
Results and discussion
FTIR analysis
FTIR analysis of both untreated and treated corn husk fibres with NaOH is as shown in Figure 5. The broad peak of 3345 cm−1 is related to O-H groups. The next peak at 2917 cm−1 is ascribed to C-H stretch of alkanes group. Next, the peak at 2849 cm−1 represents C-H aldehyde stretch in the aldehydes group. The peak at 1733 cm−1 denotes C=O stretch in non-cellulosic fibre, such as pectin, lignin and hemicellulose of corn husk fibre. Another peak at 1637 cm−1 signifies C=C stretching in the alkenes group. The peak at 1605 cm−1 indicates C=C stretch in the aromatics group. Peaks at 1512 cm−1 and 1462 cm−1 reflect C=C stretching in alkenes and CH2 bend in the alkanes group, respectively. The peak at 1370 demonstrates -CH stretching in the alkanes group, while the peak at 1242 cm−1 represents C-C(O)-C stretch in the esters group, signifying hemicellulose content of corn husk fibre. Peaks 1034 cm−1 and 833 cm−1 represent C-O stretch in the alcohols group, and C-H bends in the aromatics group, respectively. FTIR analysis of untreated and treated corn husk fibre with NaOH.
Summary of functional group changes after alkali treatment on the corn husk fibre.

Peak intensity ratio of untreated and treated corn husk fibre.

Tensile Properties
Tensile strength of polyester/corn husk fibre composite with different fibre lengths (3 cm, 6 cm and 9 cm) is presented in Figure 6(a). The neat polyester exhibited the lowest tensile strength among the polyester composites. This is ascribed to the high stress transfer capability from matrix to fibre in the polyester/corn husk fibre composite. Besides, the corn husk fibre functioned as reinforcement in the polyester mainly because its tensile strength increased upon addition of corn husk fibre into polyester. Figure 6(a) displays that the polyester/corn husk fibre composite with 6 cm of fibre length recorded the highest tensile strength, when compared to neat polyester and other polyester composites. This is because the 6 cm corn husk fibres in the polyester matrix displayed higher stress transfer efficiency from matrix to fibre, when compared to that of 3 cm corn husk fibre. The former was able to withstand more stress than neat polyester and other composite materials prior to fracture due to the following reasons: (i) the polyester resin was evenly distributed during the vacuum infusion process, and (ii) the contact area between fibres and resin increased, thus increasing the tensile strength of polyester composite. However, beyond 6 cm of fibre length, the tensile strength dropped due to increment in lengthy fibre entanglement and unevenly distributed polyester resin between the fibres. These restricted the stress transfer process. In addition, it would take longer time to diffuse into the fibres during the vacuum infusion process. Since the infusion time was fixed for all the composite materials (as mentioned in previous section), the polyester resin became viscous before the fibres were fully impregnated with polyester resin. The 9 cm fibre required more time to impregnate with resin because the fibre restricted the flow of resin into fibre. Devnani and Sinha
29
(2020) claimed that the alkali treatment of African Teff straw with 5% of NaOH improved approximately 31% in tensile strength of polymer composite. Tensile properties of neat polyester and polyester/corn husk fibre composites with different fibre lengths: (a) Tensile strength; (b) Young’s modulus; and (c) elongation at maximum stress.
The values of Young’s modulus for neat polyester and polyester composites with different fibre lengths are displayed in Figure 6(b). The Young’s modulus was higher for 6 cm fibre filled polyester composite than that for pure polyester and other polyester composites, due to incorporation of corn husk fibre with high stiffness into the polyester composite. The Young’s modulus of polyester composites did not significantly increase from 3 cm to 6 cm of fibre length filled polyester composite, as the same amount of fibre was incorporated into the polyester composite. However, the Young’s modulus dropped at 9 cm of fibre length in polyester composite due to decreased contact between fibre and polyester resin.
The elongation yields at maximum stress of neat polyester and polyester composites are illustrated in Figure 6(c). The polyester composite elongation displayed a similar trend with that for tensile strength. The incorporation of natural fibre increased the elongation of the composite. This is ascribed to the OH groups from the natural fibre, which exerted plasticising effect on the polyester composite. Based on Figure 6(c), the higher the fibre length, the higher is the elongation. This is because; poor fibre wetting increased corn husk fibre entanglement with length, apart from decreasing the contact area between fibre and matrix. Figure 7 displays the distribution and contact area between different corn husk fibre lengths and polyester resin in the polyester composite. Distribution of corn husk fibres in the polyester composite.
Similar findings were reported by Kumar et al., 30 whereby increased carbon fibre length led to increment in the tensile properties of carbon fibre filled polybenzoxazine. The tensile properties showed an optimum point at 17 mm of fibre length and beyond this point, the tensile properties of composite dropped due to improper distribution of resin into fibre and the decrease of contact area between fibre and matrix.
The NaOH treatment of corn husk fibre enhanced the tensile strength significantly (p<0.05) (see Figure 6(a)). This is due to the improvement of mechanical interlocking between fibre and matrix. After NaOH treatment, some contents on the corn husk surface were removed, such as lignin, hemicellulose, and impurities (as proven in FTIR analysis), thus revealing fibrils that increased the surface roughness of corn husk fibre. Therefore, during the vacuum infusion process, the polyester resin was trapped in the rough surface of the treated corn husk fibre, which led to good interfacial interaction between fibre and matrix. Figure 8 illustrates the proposed mechanism of mechanical interlocking between corn husk fibre and polyester matrix. The Young’s modulus of the treated composite was higher than untreated composite due to better fibre-matrix interfacial adhesion in the former (see Figure 6(b)). As portrayed in Figure 6(c), the elongation of treated polyester/corn husk fibre was slightly increased (p<0.05), when compared to untreated polyester/corn husk fibre composite, which resulted in slight increment of flexibility in the composite. It is attributable to the side products of the alkali treatment, which exhibited plasticising effect on the composite material. The proposed reaction between NaOH and natural fibre is illustrated in Figure 9. Proposed mechanism of mechanical interlocking between corn husk fibre and polyester. Proposed chemical reaction between NaOH and natural fibre.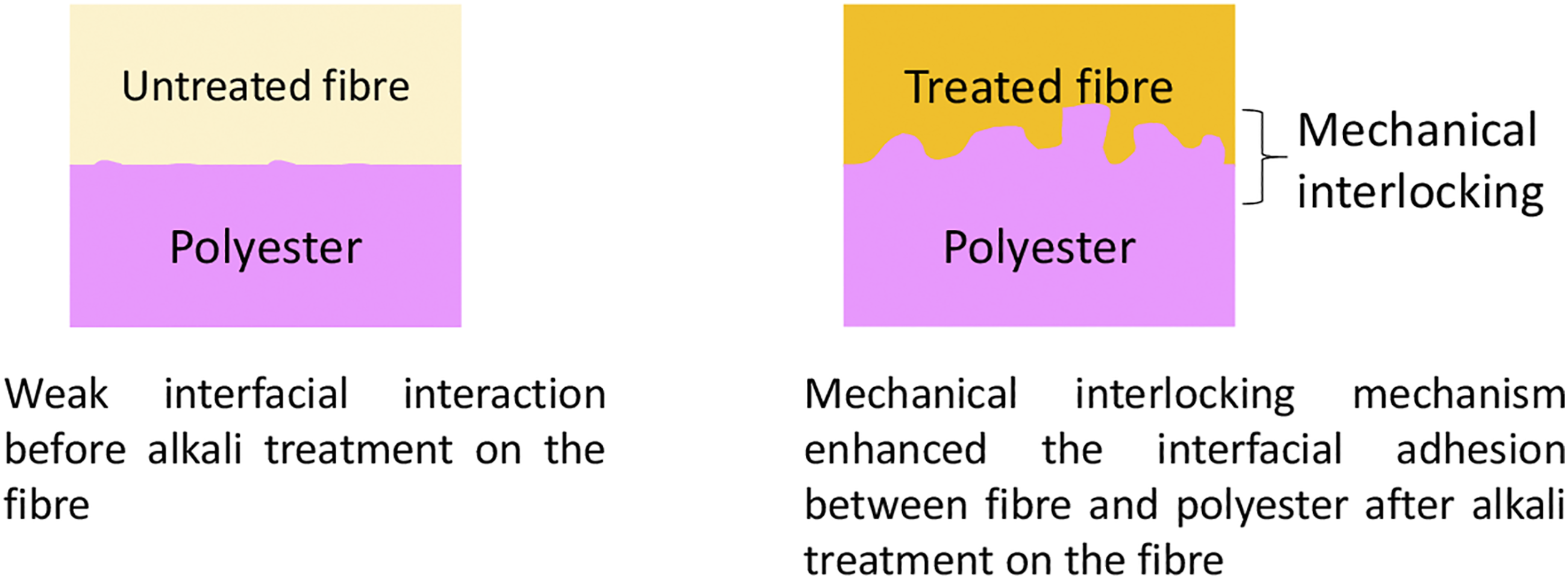

Flexural Properties
Figure 10(a) displays the flexural strength of both neat polyester and polyester composite. The flexural strength refers to the bending strength of a material before it fails. Figure 10(a) shows that the polyester composite with 6 cm fibre length recorded the highest flexural strength, in comparison to pure polyester and other polyester composites. The treatment of corn husk fibre with NaOH had significantly (p<0.05) enhanced the flexural strength of the treated corn husk fibre filled polyester composite. As displayed in Figure 10(b), the flexural modulus of the polyester composite was higher than that for neat polyester due to the addition of corn husk fibre with high stiffness into the composite. Only a slight change was noted in the Young’s modulus values among the polyester composites, mainly because all the polyester composites had the same amount of fibre. However, the treated corn husk fibre exemplified better Young’s modulus for the polyester composite (p>0.05). The results of flexural strength and modulus of both untreated and treated polyester composites are in agreement with the results obtained for tensile strength and Young’s modulus, as discussed in the previous section. Similar finding was claimed by Boynard et al.
31
They reported that the surface modification of the natural fibre with 5% NaOH provides composites with the best flexural mechanical properties due to the increase of fibre roughness and better mechanical interlock between matrix and fibre. Flexural properties of neat polyester and polyester/corn husk fibre composites with different fibre lengths: (a) Flexural strength and (b) Flexural modulus.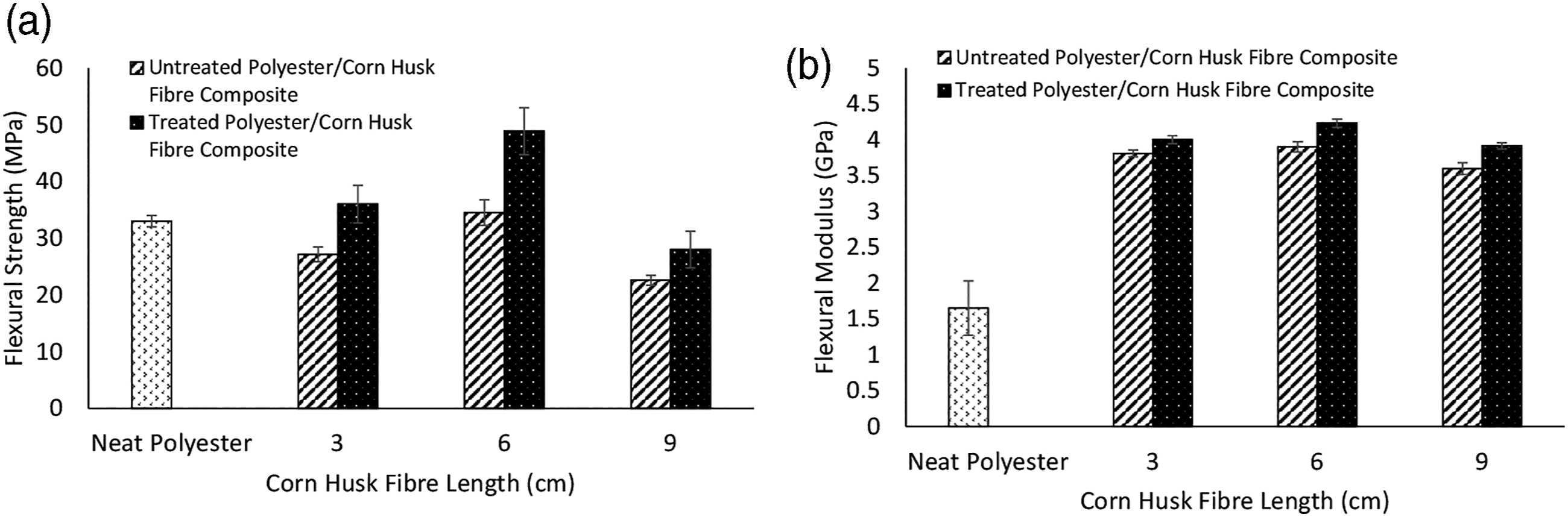
Conclusion
In conclusion, increased fibre length from 3 to 9 cm can significantly affect the tensile and flexural properties of polyester/corn husk fibre composite. However, the longest fibre (9 cm) applied in this study revealed the lowest mechanical properties among the polyester composites as entanglement of fibres hindered the flow of resin to impregnate the fibre, thus reducing the stress transfer from matrix to fibre during the mechanical tests. An alkali treatment with NaOH had significantly improved the tensile and flexural properties of the treated polyester/corn husk composite. The polyester/corn husk composite with 1 mol of NaOH improved approximately 33% and 42% in tensile strength and flexural strength of composites, respectively. Alkali treatment had managed to improve the surface roughness of the fibre, thus enhancing the mechanical interlocking between fibre and matrix.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.