
Abstract
The aim of the present work is to upgrade the functionality and applicability of polycarbonate (PC)/acrylonitrile–butadiene–styrene (ABS) blends by means of a blending technique. Metallic glossy PC/ABS composites with low odour were prepared by adding metallic pigment, adsorbent and extractant into the PC/ABS composite matrix. The effects of the metal pigment, extractant, adsorbent and processing technology on the volatile organic compounds (VOC), condensable substances (FOG) and odour of PC/ABS composites were studied systematically. It was found that upon increasing the content of the metallic pigments, the VOC, FOG and odour of the PC/ABS composites increase rapidly. The adsorbent and extractant can effectively improve the VOC, FOG and odour. When the extractant and adsorbent were used at the same time, the method of adding extractant and adsorbent from the main and the secondary feeding port, respectively, was significantly superior to the method of adding the extractant and adsorbent from the main feeding port together in reducing the VOC, FOG and odour of PC/ABS composites, which displayed a good synergistic effect. When the adsorbent and extractant content are 1.5 and 5.0 parts per hundreds of resin (phr), respectively, the obtained composites have good metallic lustre and environmental friendliness (odour level = 2.0, VOC and FOG: not detected).
Keywords
Introduction
Polycarbonate (PC)/acrylonitrile–butadiene–styrene (ABS) blends are of significant commercial interest due to their good mechanical performance and excellent electrical insulating properties, and have been extensively studied over the past decade.1–7 Due to the lack of solvent resistance, weather resistance, etc., high performance is often needed. 8–10 In the process of providing high performance, the introduced materials or additives often contain a higher amount of volatile organic compounds (VOC); consequently, new VOC will be generated via their degradation during the fabrication process, which will lead to higher odour in PC/ABS composites. In addition, when the PC/ABS composite product appearance is functionalized or enhanced (via electroplating, painting, etc.), it is often necessary to use a spray primer to increase the adhesion. However, primers contain a large amount of toxic and harmful VOC, which will further increase the amount of VOC and odour in the final PC/ABS composite product. 11 High amounts of VOC and odour will bring serious harm to people in relatively enclosed environments, which will limit the application of PC/ABS composite products in fields, such as automobiles, home appliances and furniture.
Over the past few decades, many researchers have carried out a great deal of research on the VOC composition, low odour treatment technology and spray-free treatment technology used during the preparation of polymers and have obtained good results in these fields of research. 12–20 However, there are few studies on the preparation of PC/ABS composites. Metallic glossy plastic is prepared by adding metallic pigments into plastics, and its surface presents the characteristics of metal. In practical application, metallic glossy plastic parts can replace metal paint sprayed parts. Therefore, metallic glossy plastic is an important development in the direction of spray-free technology,21,22 which not only improves the qualification rate of polymer products in the preparation process, but also eliminates the need for a later surface treatment step. Although metal pigments have a very high amount of VOC and FOG, after extrusion and injection moulding, a large amount of low molecular volatile compounds in the polymer/metal pigment blends volatilize due to high temperature and high vacuum extraction process and the residual VOC and FOG in the blends will be greatly reduced, which is far lower than the VOC and FOG content in the sprayed parts of metallic paint. The volatilized low molecular weight compounds are treated for environmental protection, and cause no harm to the environment and operators. Therefore, metal pigments are considered as a substitute to spray primer. At present, there are few studies on metallic glossy plastic. In particular, the effects of metal pigments on the odour, VOC and condensable substances (FOG) of plastic have rarely been reported to date.
In order to further reduce the odour, VOC and FOG in polymer/metal pigment composites, extraction, adsorption and processing technologies are often used. Extraction and processing methods have been realized by reducing the amount of low molecular weight volatile compounds in composite materials, while the adsorption method has been realized by reducing the volatilization ability of low molecular weight volatiles.
In these previous studies, the individual effects of processing technology, extractant and adsorbent on the odour, VOC and condensable substances (FOG) of plastic, or at most, a combination of two of them were considered.13,23–27 Recently, we focused our research on metallic glossy plastics and the combined effects of processing technology, extractants, and adsorbents on VOC, FOG and odour, and obtained some unexpected results. The most important result was that when the extractant and adsorbent were used at the same time, the method of adding the extractant and adsorbent from the main and the secondary feeding port, respectively, was superior to adding the extractant and adsorbent together from the main feeding port in reducing the VOC, FOG and odour of PC/ABS composites, which displayed good synergistic effects.
In this work, we used three kinds of metal pigments to study the influence of the carrier on the odour, VOC and FOG of PC/ABS composites. The combined effects of the processing technology, extractant and adsorbent on the odour, VOC and FOG of PC/ABS/metal pigment composites have been studied in order to reduce the odour and VOC to the greatest extent, and obtain metallic glossy PC/ABS composites with low odour, while minimizing undesired side-effects.
Materials and methods
Materials
Data for the three kinds of metallic pigment used.

aFail to test according to VDA 278
bTest conditions, 90°C × 30 min.
cTest conditions, after heating at 90°C for 30 min and reheated to 120°C for 60 min.
Sample preparation
One metal pigment and the extractant were mixed with PC, ABS and the antioxidant in a high-speed kneader (SHR-100, Zhangjiagang Yili Machinery Co., Ltd, China). The mixture was extruded in a co-rotating twin screw extruder (SHJ-36B, Nanjing Hongming extrusion equipment Co., Ltd, China). In all of the PC/ABS composites used in this study, the ratio of PC/ABS was 50/50, Irganox 1010 and Irgafos 168 were both 0.2 parts per hundreds of resin (phr); the amount of metal pigment and extractant used is described in the following experiments. The temperature of each section of the extruder was 180°C (70°C), 200°C (80°C), 210°C (90°C), 220°C, 220°C, 230°C, 240°C, 245°C, 245°C, 245°C, 245°C and 240°C from the main feeding port to the die head, as shown in Scheme 1. The temperatures in parentheses were selected when an extractant was used. When using the adsorbent, if there were no special instructions, it was added from the secondary feeding port alone and the other materials were added from the main feeding port. The screw speed was 300,rpm and the vacuum was −0.08 MPa. The obtained pellets were moulded into dumbbell-shaped tensile bars (GB1040 type II specimens, 150 × 10 × 4 mm), V-shaped notch impact test bars (GB1843, 63.5 × 10 × 4 mm, tip radius = 0.25 mm, depth = 2 mm) and odour test sample (100 × 100 × 5 mm) using a HDX50 injection moulding machine (Ningbo Haida Plastic Machinery Co., Ltd, China). The temperature of each section from the hopper to nozzle was 180°C, 200°C, 230°C, 245°C, 245°C and 240°C. The mould temperature was 80°C, and the injection pressure and holding pressure were 105 and 45 MPa, respectively. A schematic representation of the preparation process adding the adsorbent and extractant separately.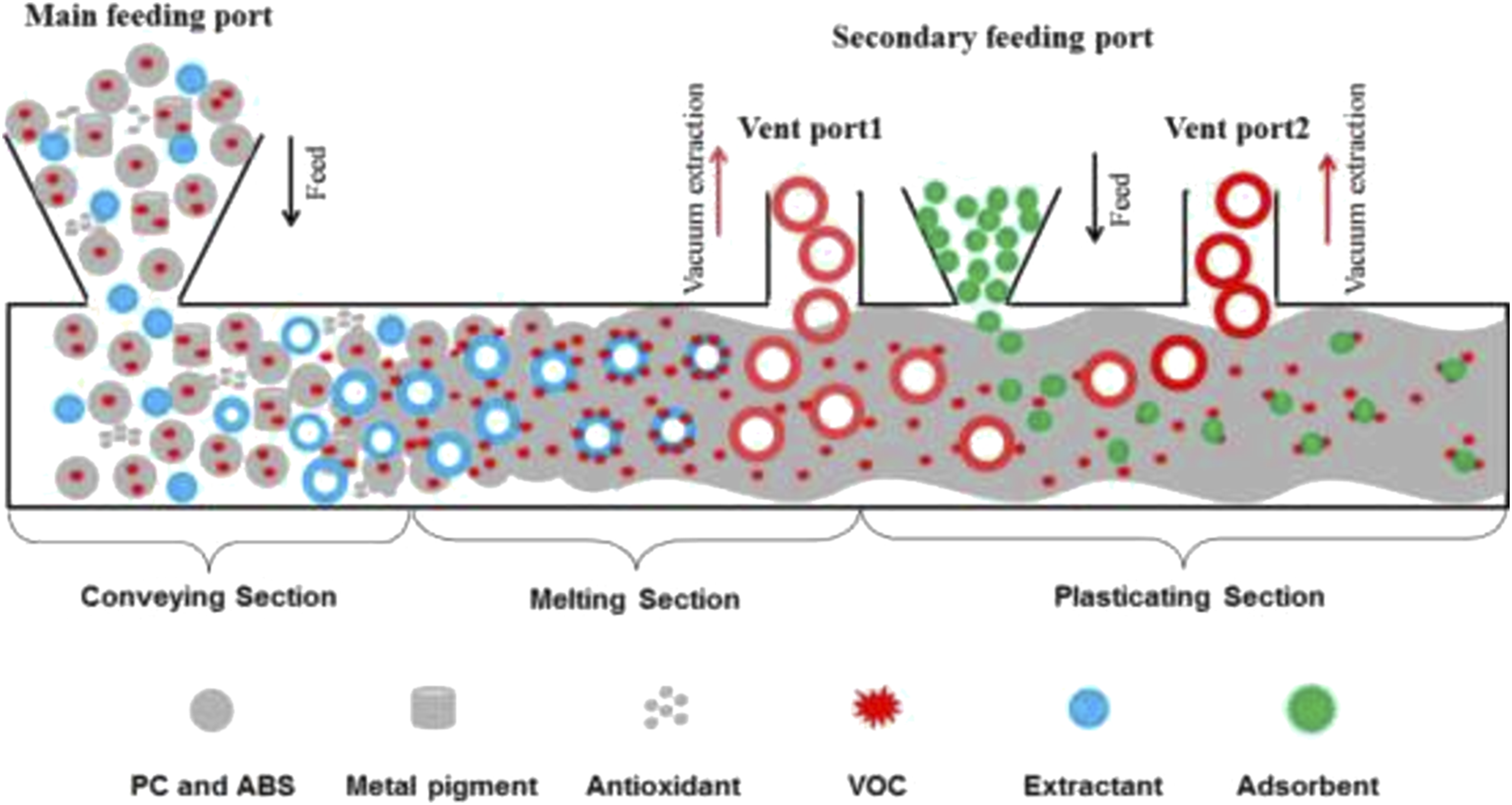
Measurements
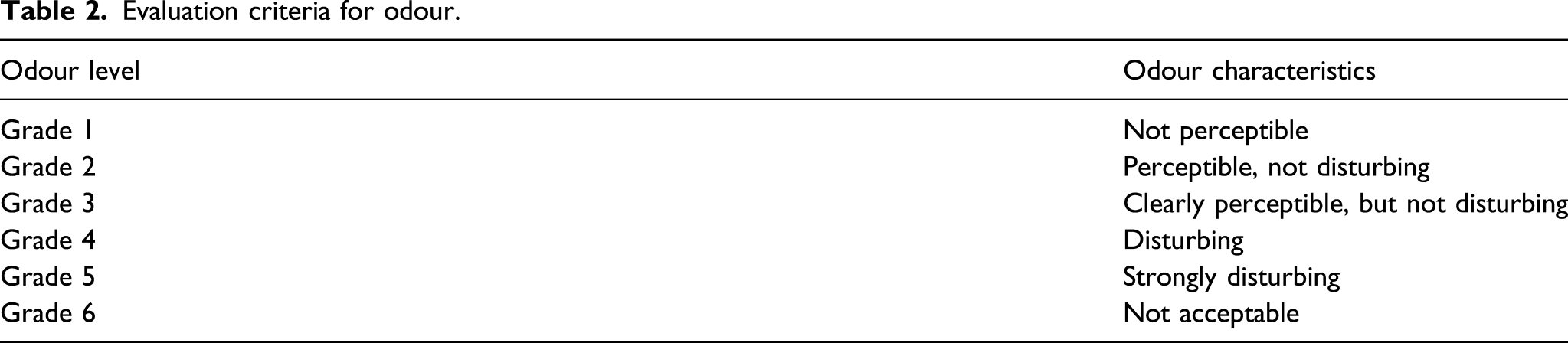
Evaluation criteria for odour.
The VOC and FOG of the PC/ABS/metallic pigment composites and of metallic pigment A were measured according to VDA 278 using a thermal desorption system (TDS)-gas chromatography (GC)/mass spectrometer (MS) apparatus (TDS3, Gerstel, Inc., GER. GC/MS7890B/5977B, Agilent Technologies Ltd., USA). For the analysis, the sample was heated at 90°C for 30 min. The VOC value was determined using two measurements and the higher value of the two measurements was used as the result. To determine the FOG value, the second sample was retained in the desorption tube after the VOC analysis and reheated to 120°C for 60 min. Three samples were evaluated for the VOC and FOG of each material. The lower detection limits for VOC and FOG were 1.0 μg/g. The sample was a pellet and its weight was 60 mg. Quantification of the gaseous emissions was made against an external toluene standard, while the condensable emission was quantified against hexadecane (C16-n-alkane).
The volatility of the metallic pigment was determined by calculating the weight change. The metallic pigment was heated in a ventilated oven (Shanghai Laboratory Instrument Works Co., Ltd, China), as specified in Table 1. It was then removed from the ventilated oven and weighed using a Jingke analytical balance Model TG328B at room temperature. Three specimens of each metallic pigment were tested.
The tensile properties were measured using a MTS universal testing machine (Model CMT4204) at room temperature. The tensile tests were characterized at a crosshead speed of 50 mm/min. A notched Izod Impact strength test was performed at a rate of 3.5 m/s on a ZBC1400B impact test machine (MTS Systems Corporation) at room temperature. The reported values are the average of five individual measurements.
The melt flow rate (MFR) of the PC/ABS composite pellets was measured at 230°C under a 2.16 kg load using a ZRZ400 melt flow index test machine (MTS Systems Corporation). Three specimens of each PC/ABS composite material were tested.
The water absorption (Wm) rate was obtained as follows
Results and discussion
The effects of the metal pigment on the VOC, FOG and odour of PC/ABS composites
The effects of the metallic pigment on the VOC, FOG and odour of PC/ABS composites.

aND: not detected. The lower detection limits for VOC and FOG were 1.0 μg/g.
This result shows that the metal pigment had a significant effect on the VOC, FOG and odour in the PC/ABS composites. The carrier of the metal pigment contains a large amount of low molecular weight volatile compounds, resulting in a high VOC and FOG content in the PC/ABS composites. In addition, the volatility of the mineral oil used in metal pigment C was the highest among the three carriers studied (Table 1), which had the greatest impact on the VOC, FOG and odour of the PC/ABS composites. When compared with metal pigments, the VOC, FOG and odour in the PC/ABS composites were significantly reduced because the high temperature and high vacuum extraction used during extrusion caused part of the volatile compounds to be released during this step, leaving fewer volatile compounds to be released during the VOC, FOG and odour experiments.
In summary, metallic pigment C had the most significant effect on the VOC, FOG and odour of PC/ABS composites, followed by metallic pigments B and A.
Based on the experimental results observed for the odour, VOC and FOG, metal pigment A and B were selected in our further studies. At the same time, it was considered that the PC/ABS composites should have a certain metallic glossy effect, so the content of the metal pigment was selected to be 5 phr in our further studies.
The effects of the adsorbent on the VOC, FOG, odour, mechanical properties and MFR of the PC/ABS/metal pigment composites
The effects of the adsorbent on the VOC, FOG and odour of the PC/ABS/metallic pigment A (PAA) composites and PC/ABS/metallic pigment B (PAB) composites.
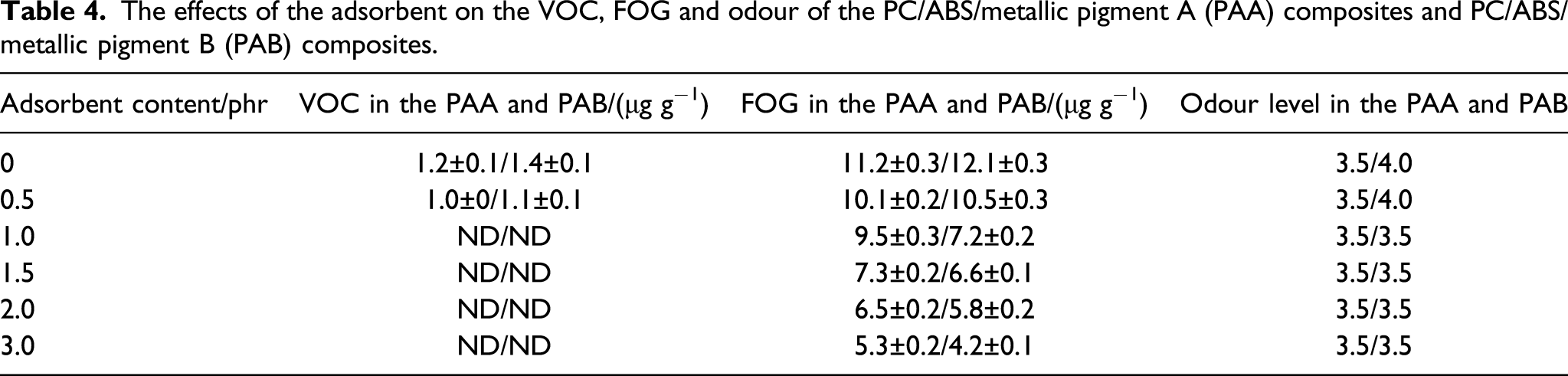
The reduction in VOC, FOG and odour was attributed to the adsorbent not only exhibiting a strong physical adsorption capacity, but also the ability to decompose or chelate small molecules, such as formaldehyde, toluene and acetone. 28 When the adsorbent was added to the PC/ABS composites, it will not only weaken the volatile ability of the low molecular weight matter in the PC/ABS composites, but also reduce the total volatile amount of low molecular weight matter in the PC/ABS composites due to its strong physical adsorption and chelation decomposition ability, and thus, effectively improve the VOC, FOG and odour of the PC/ABS composites.
Figure 1 shows the effects of the adsorbent on the mechanical properties and MFR of the PC/ABS composites. It can be seen that increasing the adsorbent content slightly increases the tensile strength (Figure 1(a)), but the elongation at break, notched impact strength and MFR all decrease to some extent (Figure 1(b), 1(c) and 1(d)). The adsorbent is a white solid powder, which can improve the tensile strength, and weaken the elongation, impact toughness and melt fluidity to some extent. The reason was that when a lower content of adsorbent was added to PC/ABS composites, the slip between the molecular segments was hindered, resulting in the decrease of the deformation ability and high temperature fluidity, and an increase in the external force required for deformation.
29
The effects of the adsorbent on the mechanical properties and MFR of the PC/ABS composites.
The effects of the extractant on the VOC, FOG, odour, mechanical properties and MFR of the PC/ABS/metal pigment composites
The effects of the extractant on the VOC, FOG and odour of the PC/ABS/metallic pigment A (PAA) and PC/ABS/metallic pigment B (PAB) composites.

It may be seen that the extractant is a kind of masterbatch with a porous polymer as the carrier, and rich in low boiling volatile components. During the preparation of the PC/ABS composites, the carrier is softened and releases the low boiling point extractant after being heated. The extractant forms a large number of microbubbles under the action of heat and shear force. The microbubbles can dissolve VOC, such as alkanes, olefins, aldehydes and ketones, which are extracted under the action of the negative pressure at the middle of the extender (Scheme 1). The extractant effectively removes the low molecular weight volatile compounds, thereby effectively improving the VOC, FOG and odour of the PC/ABS composites. 30
Figure 2 shows the effects of the extractant on the mechanical properties and MFR of the PC/ABS composites. It can be seen that increasing the extractant content did not significantly change the tensile strength; however, the elongation at break decreased rapidly, the notched impact strength decreased, and the MFR clearly increased. The effects of the extractant on the mechanical properties and MFR of the PC/ABS composites.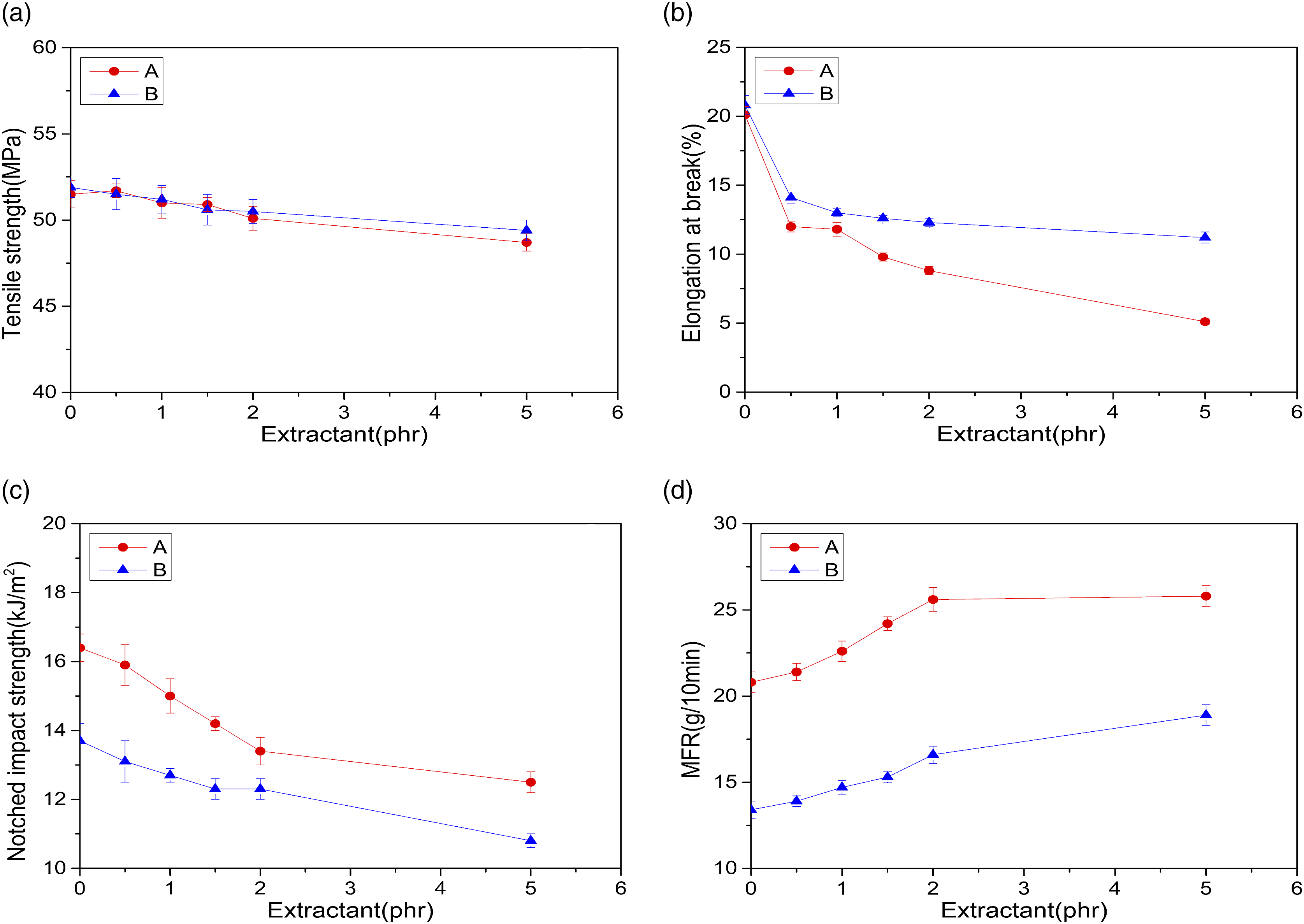
The low boiling volatile components in the extractant were removed by the time the miscible extraction of the VOC in the PC/ABS composites was completed and there was little residue in the PC/ABS composites. The carrier of the extractant was foamed ABS, which remained in the composites. The result of the combined effect of foamed ABS and a small amount of residual low boiling volatile components was that increasing the extractant content did not significantly change the tensile strength, the elongation at break decreased rapidly, the notched impact strength decreased and the MFR increased clearly.
The effects of the adsorbent and extractant on the water absorption of the PC/ABS/metal pigment composites
Figure 3 shows the effects of the adsorbent and extractant on the water absorption rate of the PC/ABS composites. Because the adsorbent is a porous solid powder and has a strong acting force on low molecular weight substances, the composite material formed with it has strong water absorption properties, as shown in Figure 3(a) and (b). It was found that increasing the adsorbent content continuously increases the water absorption of the two PC/ABS composites. When the adsorbent content reached 0.5 phr, the water absorption of the PC/ABS composite with metal pigment A (PAA) and with metal pigment B (PAB) increased by 9.1 and 6.7%, respectively, when compared to the PC/ABS/metallic pigment composites prepared without adsorbent after standing for 480 h, as shown in Figure 3(a) and (b). When the adsorbent content reached 1.0 phr, the water absorption of the two PC/ABS composites increased by 15.0 and 13.5%, respectively, after standing for 480 h. This phenomenon was more obvious when the adsorbent content was higher. High water absorption will lead to a reasonable drying treatment step and sealed storage when using the product, thereby increasing its workload in use. If not handled properly, it will seriously affect the appearance and even the performance of the product. Therefore, during the modification of these PC/ABS composites, the recommended amount of adsorbent is 1.5 phr. The effects of the adsorbent on the water absorption of (a) PC/ABS/MPA composites and (b) PC/ABS/MPB composites, and the effects of the extractant on the water absorption of the (c) PC/ABS/MPA composites and (d) PC/ABS/MPB composites.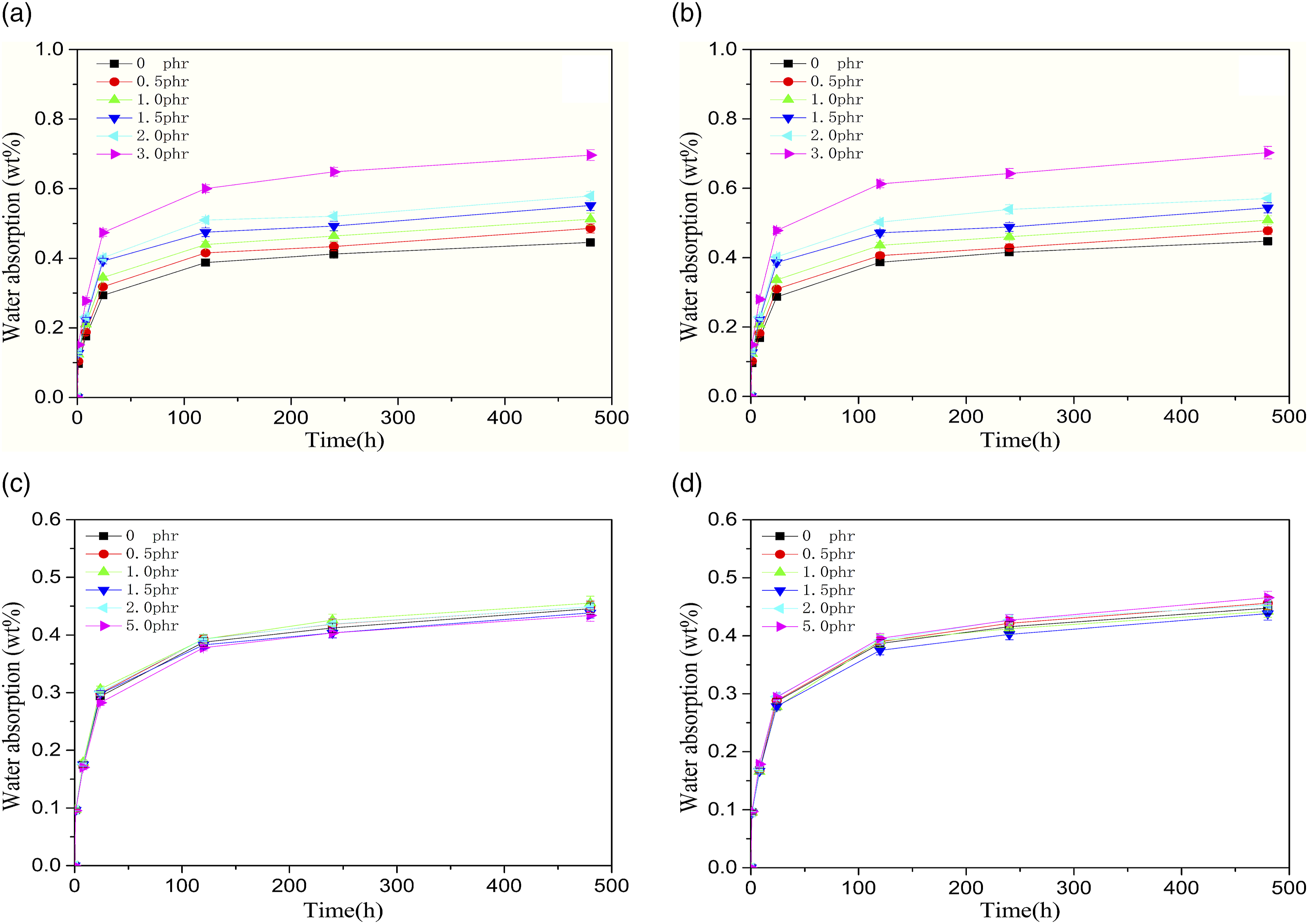
The extractant was removed after the miscible extraction of the low molecular weight substances in the PC/ABS composites was completed and there was little residue in the PC/ABS composites. Thus, the extractant had little effect on the water absorption of the PC/ABS composites, as shown in Figure 3(c) and (d).
The effects of the combination of the adsorbent and extractant on the mechanical properties and MFR of the PC/ABS/metal pigment composites
Based on the adverse effects of the high water absorption of the adsorbent, 1.5 phr of the adsorbent was selected to be combined with the extractant for further study, as shown in Figure 4. Upon increasing the extractant content, extractant did not significantly change the tensile strength, the elongation at break decreased rapidly, the notched impact strength decreased obviously and the MFR clearly increased. The effects of extractant on the mechanical properties and MFR of PC/ABS composites with adsorbent was slightly less than that of PC/ABS composites without adsorbent, as shown in Figure 2 and Figure 4. The reason was that the adsorbent adsorbed part of the residual extractant after vacuum extraction, which led to a decrease in the residual extractant content in the PC/ABS composites. The effects of the combination of the adsorbent and extractant on the mechanical properties and MFR of the PC/ABS/metal pigment composites.
The effects of feeding method of the adsorbent and extractant on the VOC, FOG and odour of the PC/ABS/metal pigment composites
The effects of the feeding method of the adsorbent and extractant on the VOC, FOG and odour of the PC/ABS/metallic pigment A (PAA) composites.

aThe method of adding the extractant and adsorbent via the main and secondary feeding port, respectively.
bThe method of adding the extractant and adsorbent from the main feeding port together.
The effects of the feeding method of the adsorbent and extractant on the VOC, FOG and odour of the PC/ABS/metallic pigment B (PAB) composites.
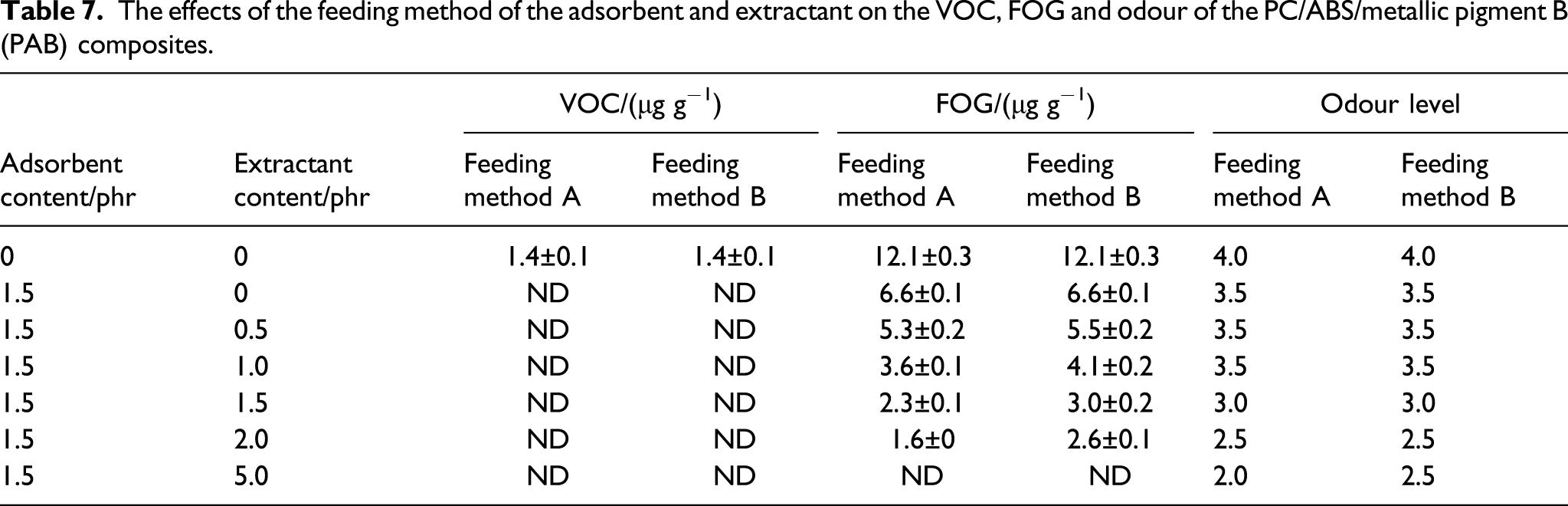
The PC/ABS/MPB composites showed similar results using the different feeding methods, as shown in Table 7. When the extractant content reached 2.0 phr, the FOG of the two PC/ABS composites, PAA and PAB, decreased by 80.4 and 86.8%, respectively, using feeding method A compared to the PC/ABS/metallic pigment composites prepared without an adsorbent, while they were reduced by 73.2 and 78.5%, respectively, using feeding method B.
According to the experimental results obtained for the FOG and odour shown in Tables 6 and 7, it can be seen that feeding method A was obviously superior to feeding method B. At the same time, it is also found that the extractant and adsorbent display a good synergistic effect when using feed method A. The extractant and adsorbent were added separately (Scheme 1), which can give rise to their respective functions and avoid any adverse effects that are difficult to extract due to the adsorption of the adsorbent. The combined use of an adsorbent and extractant can achieve significant improvements, even at lower levels.
When feeding method A was used, the VOC and FOG in the PC/ABS composites can be removed to a large extent after being mutually soluble and extracted with the extractant. Even if there was a small amount of residue present, the volatilization ability of the residual the VOC and FOG will be weakened due to the strong physical adsorption of the adsorbent. As a result, the odour was effectively improved and the VOC and FOG were reduced.
Conclusions
In relation to the three kinds of metal pigments studied, when EVA or white oil was used as a carrier, the VOC, FOG and odour in PC/ABS composites increased slowly upon increasing the metal pigment content. However, when mineral oil was used as a carrier, the VOC, FOG and odour increased rapidly upon increasing the content of the metal pigment. The adsorbent and extractant can effectively improve the VOC, FOG and odour of the PC/ABS composites. The adsorbent slightly increases the tensile strength of the PC/ABS composites, but the elongation at break, notched impact strength and MFR all decrease to some extent. The extractant had little effect on the tensile strength of the PC/ABS composites, while it obviously decreased the notched impact strength and elongation at break, and significantly increased the MFR. The adsorbent significantly increased the moisture absorption of the PC/ABS composites, while the extractant had little effect on the moisture absorption. When the extractant and adsorbent were used at the same time, the method of adding extractant and adsorbent from the main and the secondary feeding port, respectively, was superior to the method of adding the extractant and adsorbent from the main feeding port together in reducing the odour and VOC of the PC/ABS composites, which displayed a good synergistic effect. When the adsorbent and extractant contents were 1.5 and 5.0 phr, respectively, the odour level can reach 2.0, and the VOC and FOG cannot be detected. These results have led to a new way to prepare metal texture and environmentally friendly PC/ABS composite products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the China Coal Technology Engineering Group under Grant No. 2019-TD-ZD005 and 2018-TD-MS078.