
Abstract
3D printing techniques are of great interest in the sector of scaffold development aiming for bone tissue regeneration mainly due to the possibility of customizing the scaffold according to the area of the bone defect to be regenerated. Among the 3D printing techniques, the fused deposition modeling (FDM) stands out as promising because it does not require the use of solvents and toxic components throughout the manufacturing process of the scaffold. In this sense, the present article aims to evaluate the influence of the printing speed and the temperature of the printing head on the properties of poly(lactic acid) scaffolds. Three speeds of the printing head (4600 mm/min, 480 mm/min, and 500 mm/min) and two different extrusion temperatures (200oC and 220oC) were evaluated, maintaining the architecture and all other printing conditions constant. After obtaining the scaffolds, they were characterized by the following techniques: Fourier transform infrared (FTIR) analysis, X-ray diffraction (XRD), thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), time-domain nuclear magnetic resonance (TD-NMR), compressive modulus, L929 cell viability, and enzymatic degradation. The results obtained showed that the increase in printing temperature and speed was able to influence some properties of the material: increase crystallinity, compressive modulus, thermal resistance, and reduce molecular mobility and enzymatic degradation rate of the scaffolds. These findings are promising and indicate that, by altering only the basic parameters of 3D printing, it is possible to modulate the properties of the scaffolds obtained, to achieve greater crystallinity and a superior compressive modulus.
Introduction
Bone tissue is an indispensable part of the human body, whose function is to support and protect internal organs, in addition to participating in metabolism regulation. Defects and bone fractures present a big impact on the patient’s life quality, and a great risk to public health, which elevates the world demand for bone substitutes. Currently, the treatment for bone fractures is using auto/allografts and/or bone bioengineering. While the use of grafts presents several limitations, among them possible rejection or the need to subject the patient to several surgeries, bone bioengineering is more efficient because it aims to overcome these limits, by preparing scaffolds that simulate the bone matrix and provide support for tissue regeneration.1,2
3D printing stands out as a scaffold manufacturing method because it offers control over the macro and microstructure of the scaffold, being customizable according to the necessities of each patient, using computed tomography images (CT) or magnetic resonance, for example.3,4 The microstructure is one of the most important factors because it determines porosity, the size of the pores, and the interconnectivity between them, which, in turn, determine if cellular and blood infiltration, such as transportation of nutrients and metabolic waste, is possible. It also has a negative impact on the mechanical strength of the scaffold.5,6
Among the 3D printing techniques used to manufacture the scaffold, there is the fused deposition modeling (FDM), in which the material is fused, extruded, and deposited on a table, layer by layer. The material cools down, and it solidifies by itself, as it is extruded. Therefore, there is no need to use a light source or a toxic solvent, which is one of the greatest advantages this technique has over others. However, this technique has limitations regarding the materials that can be used since only a few polymers have the thermal and rheological properties to be processed. 3
Poly(lactic acid) (PLA) is the most commonly used polymer for this application, in this technique. PLA is a thermoplastic polymer with good mechanical properties. It can be obtained through renewable sources, such as sugarcane, corn, and potatoes. It is approved by US Food & Drugs Administration (FDA) for use in the biomedical field because not only it is biodegradable but also biocompatible, and the products of its biodegradation are innocuous to the human body. Moreover, the ester groups in its structure undergo hydrolysis without the need for enzymes, which prevents an inflammatory reaction.7,8
Depending on the degree of crystallinity, access to water can be more or less difficult, which alters the biodegradability of the scaffold. The crystallinity also influences its mechanical properties, which must be sufficient so that the scaffold can act as support to tissue regeneration. Printing parameters, such as extrusion temperature and printing speed, can influence the crystallinity of the final material.9,10 Thus, the control of these parameters affects the scaffold’s final properties, making it a functional scaffold. Therefore, the objective of this article was to investigate the effect of the extrusion temperature and the printing speed on crystallinity, thermal parameters, molecular mobility, biological properties, and compression module of scaffolds obtained by 3D printing using the FDM technique.
Materials and Methods
Materials
To perform this work, the materials listed below were used: Polylactic acid (RoHSPLA 3D); Polyvinyl alcohol (VETEC) - hydrolysis level 86.5%–89.5%.
Methodology
The PLA scaffolds were obtained in a KOIOS 3D fused filament printer. Blocks of dimensions 10 mm x 10 mm x 5 mm with 30% porosity were modeled, using honeycomb-type filling as seen in Figure 1. For the projection of the filling and slicing of the piece, the software Slic3r was used. Scaffold structure illustration.
Printing parameters and sample nomenclature.

Note: PLA: Poly(lactic acid).
Before printing all the samples, the printing table was covered with a fixed volume of 10 mL of 10% w/w PVA solution in distilled water to facilitate the process of adhesion of the samples on the printing table during their production. The solution was poured over the glass of the printing table and distributed on the surface with the aid of a spatula. After this stage, the table was kept in an oven at 60°C for 24 hours to form a thin PVA film.
Characterization
Fourier transform infrared spectroscopy
The infrared analyses were performed using the attenuated total reflectance (ATR) function at 25°C, in a Perkin Elmer Spectrum device version 10.4.2 and Frontier FT-IR/FIR model with the observation range from 400 to 4000 cm−1 and using a total of 60 scans.
X-ray diffraction
The analyses were made in an ULTIMA IV Rigaku diffractometer and were carried out with the conditions: 0.05°/s, at an ambient temperature of 21oC, varying 2θ from 5o to 30o. The crystallinity of the systems was calculated using Fitky software version 1.3.1.
Thermogravimetric analysis
The analyses were performed in a thermogravimetric analysis (TGA) Q-500 thermogravimetric analyzer (TA Instruments), with a heating rate of 10°C/min and in the range of 30 to 700°C in a nitrogen atmosphere (50 mL/min).
Differential scanning calorimetry
The measurements were done in a TA Instruments Q.1000 with a heating rate of 10°C/min, in the range of 0°C to 200°C under N2 flux of 50 mL/min. The crystallinity degree was determined following equation (1)
Time-domain nuclear magnetic resonance
The time-domain nuclear magnetic resonance (NMR-TD) analyses were performed to obtain the value of the longitudinal relaxation time of the hydrogen nucleus (time constant -T1H). For this, the samples were evaluated on the NMR Resonance Maran Ultra 0.54 T 23 MHz spectrometer at an ambient temperature of 21°C using the inversion-recovery pulse sequence (p180x - τ - p90x). The interval between pulses ranged from 0.01 to 10,000 ms, and the recycling interval used was 3s.
Compressive modulus
For the compressive modulus analyses, five samples of each system were evaluated by axial compression on the universal testing machine EMIC DL10000 using a speed of 1 mm/s and with a load of 5 kN. The compressive modulus of elasticity was calculated from the stress–strain curve as the slope of the initial linear portion of the curve. After the measurements, the mean and standard deviation of the values obtained were calculated and the results were subjected to statistical analysis.
The ANOVA analysis of variance was used, with subsequent application of the Tukey test with a predetermined α of 0.05. The power of test was calculated in software G*power version 3.1.9.2 using the post hoc test and the power>0.8.
Cytotoxicity to the L929 fibroblast lineage
The system cytotoxicity was evaluated in L929 lineage cells (provided from Rio de Janeiro Cell Bank–BCRJ) through neutral red dye analysis, following the methodology described by Narayanamurthy et al. (2019) 13 and ISO 10993-5 14
Enzymatic degradation profile of samples
For degradation studies, each sample was placed in a bottle filled with 5 mL of Tris/HCl buffer solution containing 1.0 mg of proteinase K and 1.0 mg of sodium azide. The bottles were kept in a thermostat bath at 37° C, and the solution was changed after 10, 20, and 30 days to restore the original level of enzymatic activity. The samples were removed and washed with distilled water; after this, the samples were weighed, vacuum dried at room temperature for 1 week, and weighed again. The experimental values of weight loss and water absorption represent averages of measurements from three replicated samples.
Results and discussion
Fourier transform infrared spectroscopy
The infrared spectra of the scaffolds presented in Figure 2 exhibit the characteristic bands of PLA as indicated by other works in the literature.15-17 A similar profile is observed in all samples of the printed scaffolds, without significant alterations in intensity, shape, or positioning of the bands. Infrared analysis of the Poly(lactic acid) scaffolds.
In general, PLA’s degradation process can be identified by Fourier transform infrared spectroscopy (FTIR) through the analysis of different bands. Usually, the changes that can be observed in the spectra when the PLA matrix degrades are the increase in the intensity of the C-H deformation bands of the CH3 groups that present the wavelengths 1360 cm−1 and 1381 cm−1 and the carbonyl band centered in 1757 cm−1, the latter being an event observed in PLA hydrolytic degradation processes.15,18 None of these changes are observed in the analyzed samples which indicates that, during the printing process, the increase in printing speed and extrusion temperature did not degrade the polymeric matrix.
X-Ray diffraction
The obtained scaffolds were analyzed by X-ray diffraction (XRD) (Figure 3) to assess the influence of the conditions of fused filament 3D printing on the crystallinity and crystallographic profile of the PLA matrix. The diffractograms obtained from the PLA are congruent with those found in the literature.
19
Diffractogram of Poly(lactic acid) scaffolds with different printing conditions.
For the samples PLA-S4600T220, PLA-S4600T200, and PLA-S4800T200, three refraction peaks are displayed. The more intense peak is the one referring to the [200/110] planes of the PLA crystals that in the diffractogram is centered at 2θ = 16.8°. Also, two low-intensity peaks are observed at 2θ = 19.3° and 22.5° on the 203 and 015 refraction planes, respectively. The three peaks displayed by these samples correspond to the diffraction of α crystals indicating that, in those conditions, there is no favoring of the crystallization of β crystals. In contrast, for the samples with higher printing speed (5000 mm/min) and for the sample PLA-S4800T220 a new refraction peak centered in 2θ around 14.5° can be observed, which refers to the type β crystalline formations.21,22
Crystallinity degree (Xc) of the systems obtained by XRD.
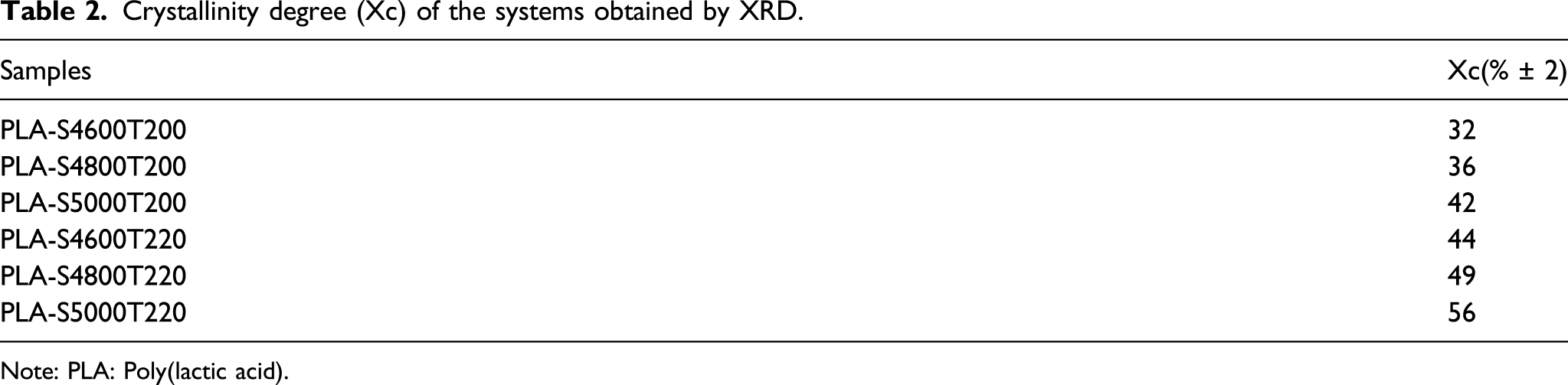
Note: PLA: Poly(lactic acid).
The emergence of a plane related to β crystals probably reflects the stretching generated in the polymeric matrix throughout the printing process. In this process, the filament adheres to the printing table or the previously printed layer and, by increasing the speed, the fused filament extruded by the printing nozzle ends up being stretched and oriented in a similar way to what happens in the manufacture of polymeric fibers. In this perspective, the behavior observed was already reported in works in literature, which showed that the process of PLA fibers production can lead to the emergence of a peak at 14.5°, indicating the favoring of the β crystalline phase.20,21 As for the temperature, it must be considered that when the extrusion temperature rises, the temperature increase can provide more time for the crystallization process to occur. 22
Thermogravimetric analysis
The TGA tests (Figure 4) were performed to characterize the effect of the printing conditions of the scaffolds on their thermal degradation. All scaffolds evaluated showed only one mass loss event between 330 and 390oC (Table 3), which matches the behavior of a PLA matrix degradation described in the literature.23,24 As for the degradation temperature, it is observed that the increase in the processing temperature and the printing speed contributes to the increase in the thermal stability that can result from the greater crystallinity generated in these materials due to these printing conditions as indicated by the XRD. Thermograms (a) and derivative (b) of the Poly(lactic acid) scaffolds. Table with the parameters of thermal degradation of the PLA scaffolds. Note: PLA: Poly(lactic acid).

Regarding the profile of the degradation derivative curve, an increase on the Tpeak of the systems and a slight widening of the derivative in the samples obtained with the highest printing speeds/temperature were observed. This widening may reflect the heterogeneity of these samples because of the formation of the β crystalline phase. The increase in thermal resistance is due to the increase in the crystalline phase and it reflects the greater energy of intermolecular interaction in this region, which explains the need for a greater thermal energy for it to gain mobility. In the case of degradation in an inert atmosphere, where there is no combustion of the sample, the reduction in stiffness can influence the thermal resistance since, in this case, the degradation occurs as a response to the vibration of the system. In this case, the increase in the printing temperature gradually raises the vibrational energy, becoming so intense that it breaks the intermolecular bonds, and leading to the breaking of the chains. 25 Moreover, it must be considered that the alteration of crystallinity can modify the thermal diffusion profile of the material, 26 which may have also contributed to the observed result.
Furthermore, it is noteworthy that no samples show a loss of compounds at lower temperatures or losses of thermal stability, which indicates that, within the limits of the conditions used, there is no degradation of the PLA matrix, corroborating the FTIR findings.
Differential scanning calorimetry
The differential scanning calorimetry (DSC) results of the scaffolds showed the typical thermal profile of PLA (Figure 5 and Table 4), exhibiting a glass transition temperature (Tg) in the range of 60oC to 70oC and a melting temperature (Tm) represented by an exothermic peak, with a maximum value in the range of 160 to 170°C.12,21,27 Besides that, in the fusion process of the scaffolds, a small crystallization peak is observed around the 100oC related to the recrystallization process. This process is characteristic of polyesters; during the heating, some regions of the polymeric chains acquire mobility, which allows the organization of non-crystallized segments.
13
As for the effects of the printing conditions, it is possible to observe that the increase in speed and printing temperature favored the increase in Tg, Tm, and crystallinity degree of the samples. This result corroborates the XRD findings, indicating that these conditions favor the orientation of the filament during the printing process. DSC curves of the Tg region (a) and total run of the third heating (b) of the systems with different printing parameters. Table with the parameters of the thermal transitions and the crystallinity degree (XC) of the systems. Note: PLA: Poly(lactic acid).
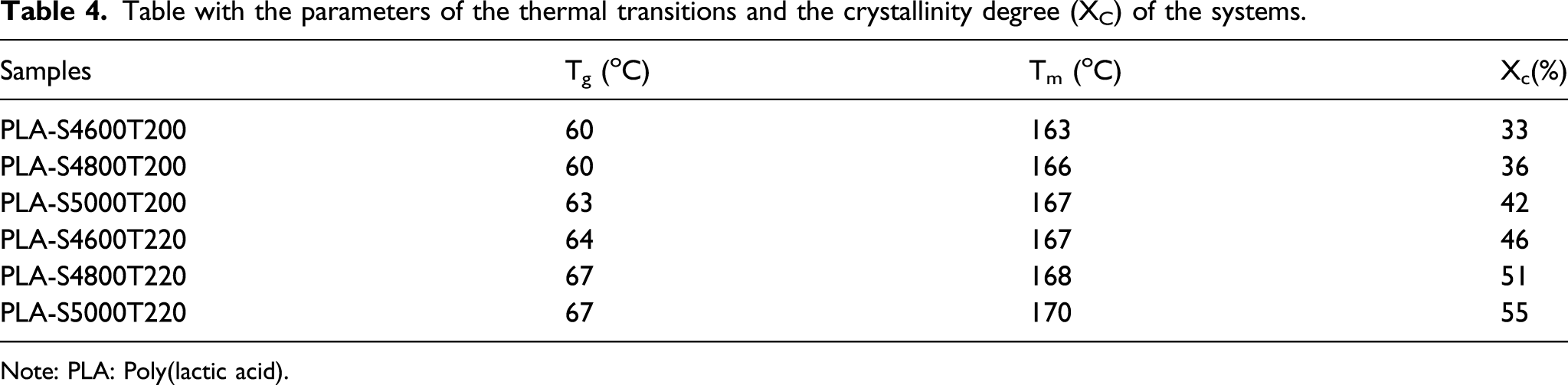
Regarding the glass transition temperature, the orientation of the material may lead to greater limitation of amorphous phase mobility due to the constriction between the oriented regions of the material. Furthermore, in addition to the increase in the glass transition temperature, for the systems PLA-S4800T220 and PLA-S5000T220, a peak appears in place of baseline change. This change is due to the process of enthalpic relaxation presented by these samples. The emergence of this peak indicates the existence of regions with high thermal relaxation energy and may reflect the restriction of mobility of the amorphous phase due to its constriction by the crystalline phase,28,29 or yet, it may represent an indication of the material aging process.29,30
As for the crystalline fusion of the systems, it can be noted that the increase in temperature and speed caused the increase in Tm values, indicating that there was a decrease in the distance between the crystalline lamellae due to the orientation.21,31 Beyond that, there is an enlargement of the crystalline fusion peak, that is more intense in the samples PLA-S4800T220 and PLA-S5000T220, indicating that the greater orientation of the material contributes to the formation of crystals with different thicknesses and perfection levels of its lamellae.32,33 This enlargement was previously reported for PLA fibers and nanofibers. 21 It possibly arises not only from altering the crystalline arrangement but also from favoring the formation of type β crystals as indicated by XRD.21,34
Time-domain nuclear magnetic resonance
The TD-NMR analysis aimed to evaluate the molecular dynamics of the obtained systems. Based on the relaxation times (Figure 6) it was determined that all materials presented relaxation times between 500 and 600 ms, which is compatible with the relaxation times reported for the PLA matrix.35,36 The relaxation times refer to the molecular mobility of the systems, so that systems with greater molecular mobility lead to shorter relaxation times and systems with less mobility lead to longer times.35-37 Spin-network relaxation times of the systems evaluated by TD-NMR.
As for the behavior of the sample, it was noted that the increase in speed and temperature contribute to the reduction in molecular mobility of the scaffolds, generating a significantly longer relaxation time. The relaxation times behavior can reflect the crystallinity of the materials in which the most crystalline materials tend to generate a more longer relaxation times. 38 The materials crystallization generates organized regions that represent areas of greater rigidity due to the increased energy of intermolecular interaction caused by the shorter distance between polymer chains in these areas.
Compressive modulus
The compressive modulus (Figure 7) of the obtained scaffolds indicates that the change in printing parameters of the material enables the alteration of its compressive properties. In this sense, the increase in speed and printing temperature led to a statistically significant increase in the compressive modulus of the scaffolds. This indicates that the change in printing parameters may represent a promising maneuver to help some materials achieve the necessary properties for the bone tissue regeneration. Results of (a) elastic modulus and (b) stress/strain curves of the Poly(lactic acid) scaffolds.
The evaluation of the compressive modulus of the material is very important for the bone scaffolds because it predicts their ability to resist compression caused by body weight. In scaffolds fabrication, several variables influence the compressive module of the material, among which stand out: the material used, porosity degree, architecture, and printing conditions.39,40 Other works have already shown a direct relationship between the compressive modulus and the crystallinity of the material41,42 which evidences an increase in the stiffness of the more crystalline materials. The elastic modulus analysis is based on the initial phase on the elastic deformation regime. In this phase, the ability of the material to resist the deformation generates great impact on its mechanical property. In this sense, a greater stiffness and more intense intermolecular interaction of the crystalline region can contribute to greater resistance to deformation and the formation of the cracks. 42
In the stress–strain curves, it can be observed a greater inclination in the part of the curve regarding the elastic deformation phase of the materials, evidencing its increase in modulus, as for the deformation, a decrease in deformation can be noted in samples obtained with increased printing speed and extrusion temperature, which indicates the increase in the crystalline regions of these samples.41,42
Cytotoxicity in cells from L929 cell line
We evaluated the in vitro cytotoxicity of each system using an L929 cell line and using the assay with different concentrations of nanoparticles (Figure 8). The pure PLA analysis showed cell viability close to 100% indicating that the polymeric matrix does not present a cytotoxic character to the cell line evaluated. This result corroborates earlier studies that demonstrated that polymeric matrices of the biodegradable polyester class present several advantageous characteristics regarding its application in the human organism including atoxicity, biocompatibility, and degradation capacity without the generation of toxic metabolites in this process.7,8 Cell viability of the L929 fibroblast lineage when in contact with Poly(lactic acid) scaffold.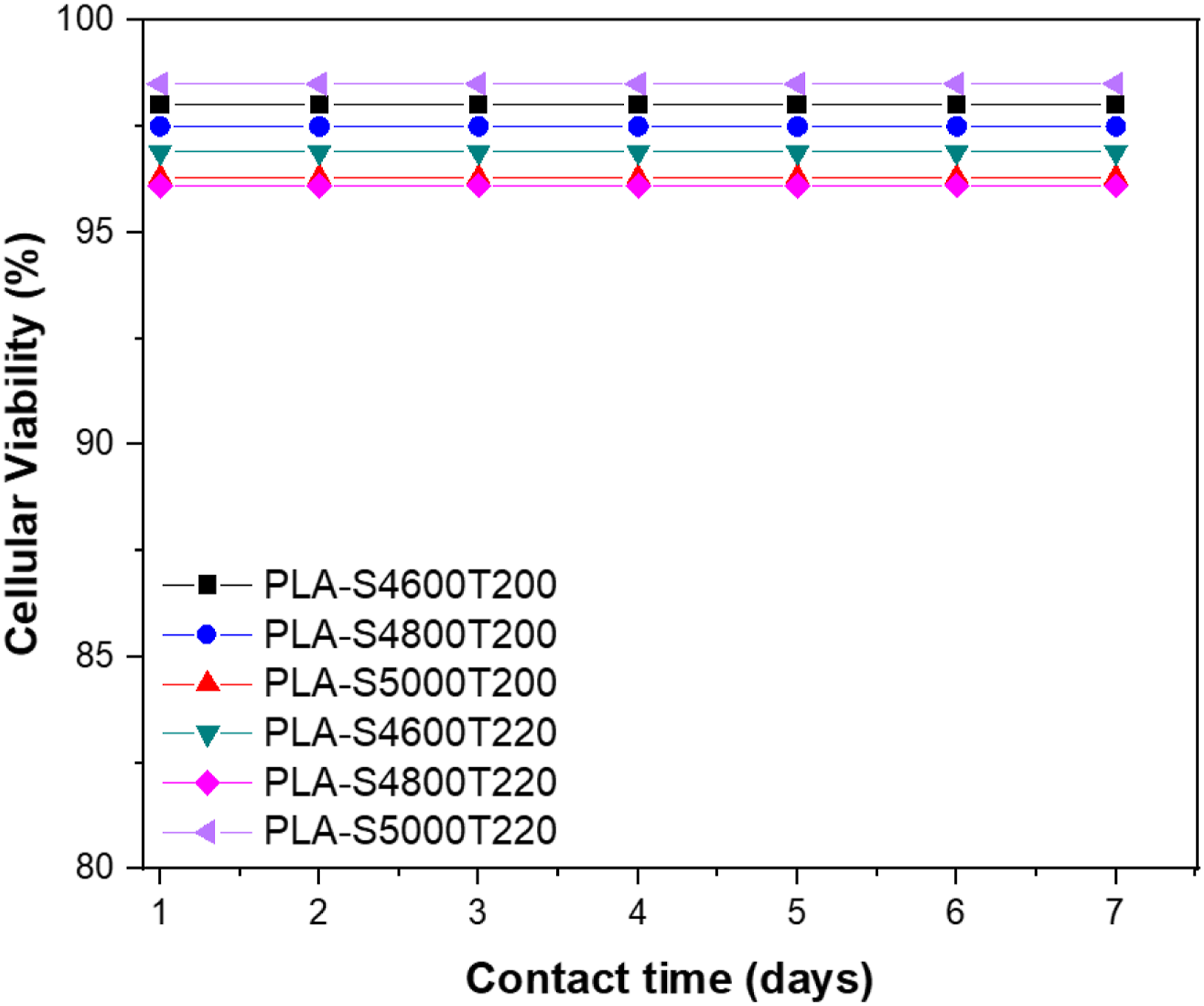
Enzymatic degradation profile of the Samples
The degradation profile of the PLA scaffolds exhibited in Figure 9 shows a similarity for all samples analyzed which presented a slower degradation in the first 15 days of degradation (degradation rate between 0.2 and 0.8% mass/day) followed by a faster degradation between 15 and 40 days of degradation of the samples (degradation rate between 0.5 and 1.3% mass/day). As for the effect of the printing conditions of the scaffolds, it can be established that increasing the temperature and printing speed reduces the biodegradability of the samples as a reflection of their increased crystallinity. These results confirm that the printing process can alter the degradation profiles of the scaffolds, indicating that their production process can be used to modulate these properties. Profile of Poly(lactic acid) scaffold degradation.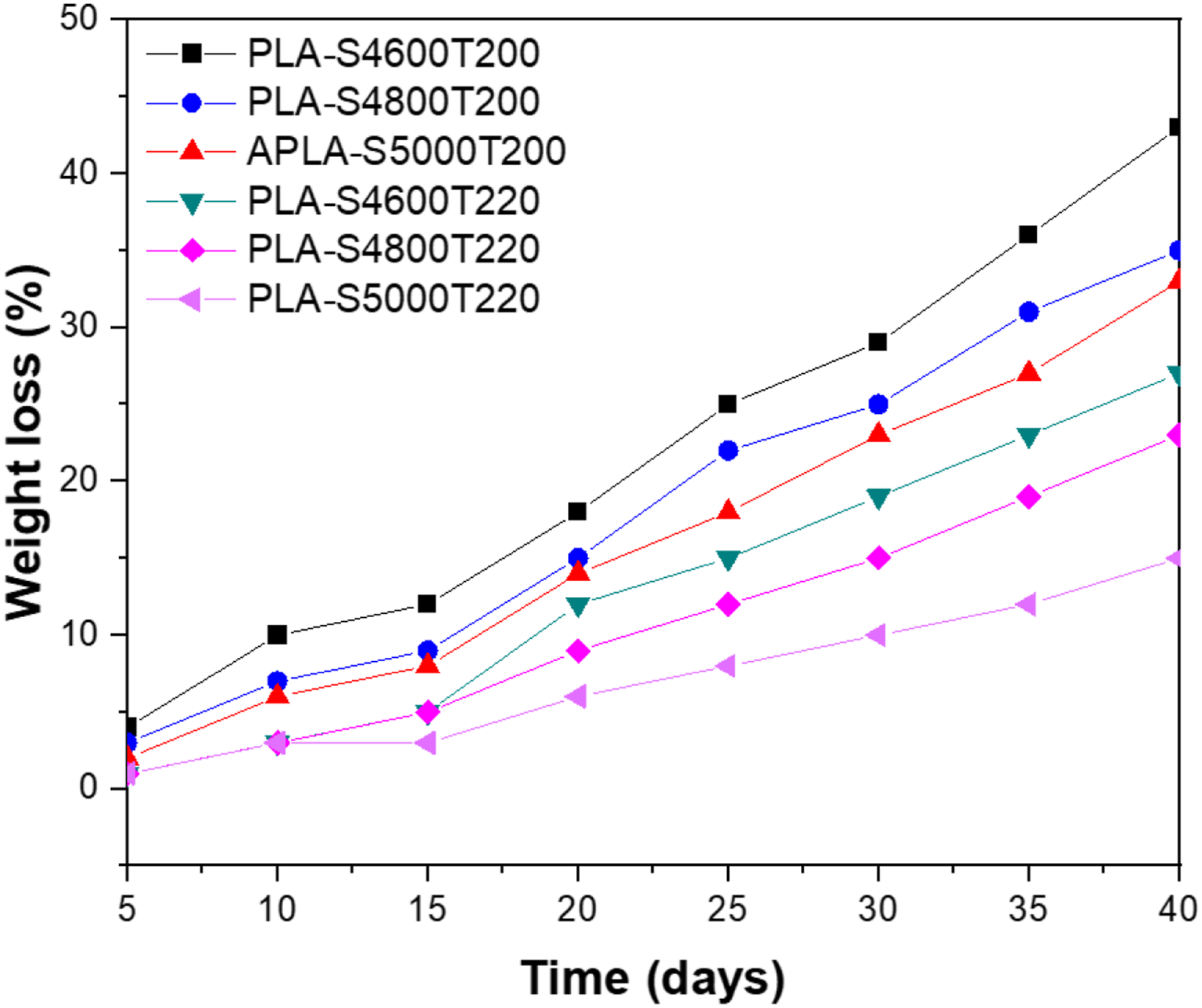
The enzymatic degradation of the PLA matrix has been previously in the literature and results from the enzymatic breakdown of the ester bonds existing in this polymeric matrix. The degradation profile exhibited by the analyzed samples, as well as the influence of the crystallinity factor, is congruent with the literature.43,44 The reduced initial degradation reflects the longer time for the water sorption process inside the polymeric matrix, as the degradation starts there is the formation of porosities left by the mass loss which helps in the process of entry of greater contributions of the enzymatic medium favoring degradation. Also, the degradation of this matrix generates lactic acid leading to a decrease in pH that accelerates this process generating an autocatalytic effect. 43
Conclusions
The obtained results demonstrate that the change in printing speed and the temperature can alter the crystallinity, the thermal degradation, the molecular mobility, enzymatic degradation rate, and the compressive property of the biocompatible PLA scaffolds obtained by FDM. The increased temperature and speed in this study did not cause any degradation of the PLA matrix, which was indicated by the FTIR technique. However, these parameters were able to increase crystallinity, compressive modulus and thermal resistance, and also reduce molecular mobility and enzymatic degradation rate of the scaffolds. Among the evaluated factors, the increase in printing temperature showed a greater change in properties than changes in the printing speed. These findings are promising and indicate that, by changing the basic parameters of 3D printing, one is capable of modulating some of the properties of scaffolds.
Footnotes
Acknowledgments
We would like to thank IMA/UFRJ, Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) and Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financed in part by the Conselho Nacional de Desenvolvimento Científico e Tecnológico, Coordenação de Aperfeiçoamento de Pessoal de Nível Superior, (Grant / Award Number: ‘001’).