
Abstract
Blending of rubber is an important route to modify properties of individual elastomeric components in order to obtain optimum chemical, physical, and mechanical properties. In this study, a novel modification of styrene butadiene rubber (SBR) is made by employing acrylic rubber (ACM) to obtain blends of outstanding mechanical, dynamic, and oil resistance properties. In order to achieve those properties, we used a unique vulcanizing system that improves the crosslink density between both polymers and enhances the dynamic mechanical properties as well as its resistance to both motor and break oils. Static mechanical measurements, tensile strength, elongation at break, and hardness are improved together with dynamic mechanical properties investigated using dynamic mechanical analyses. We also proposed a mechanism for the improvement of crosslink density and consequently oil resistance properties. This opens new opportunities for using SBR/ACM blends in oil sealing applications that requires rigorous mechanical and dynamic mechanical properties.
Keywords
Introduction
Natural rubber (NR) and synthetic rubbers like styrene butadiene rubber (SBR) are very important general purpose low cost rubbers having a wide range of applications in tire industries, hoses, and conveyer belts due to their good mechanical properties. 1 SBR is a random copolymer whose properties are determined by the amount of styrene. 2 Commercial SBR rubbers employ a target bound-styrene content of 23.5%. Therefore, the principle variations between grades of SBR polymers are based on both styrene content; molecular weight of monomers; molecular weight distribution; emulsifier system used; and coagulation system used. 3 In general, SBR has excellent mechanical properties 4 but poor resistance to thermal degradation and oil. 5 In order to enhance some properties of SBR, it is blended with other types of elastomers with polar nature like acrylonitrile butadiene rubber (NBR),6-9 chloroprene rubber,10,11 and modified NR 12 or being grafted with maleic anhydride and other chemical modifications.13-15 The non-polar nature of SBR makes it also unsusceptible for usage with certain fillers that are the typically used raw materials for tire treads. 16 In commercial scale production, reinforcing fillers are necessarily added into the rubbers in order to gain the appropriate properties for specific applications. Conventional carbon black and silica (SiO2) are being reported as effective reinforcing fillers in this case. Facilitating the chemical bonding between SBR and silica, for example, can be made by introducing a silica-friendly functional group to the rubber molecules. 17
Consequently, enhanced properties of elastomeric materials are achieved by developing multicomponent systems in the form of rubber blends and rubber composites. Blending of rubbers is an important technique to improve certain properties not inherent in a single rubber. 18 Blending of SBR was proven to be an effective method to alter the performance and fulfill industrial needs, especially in rubber parts manufacturing and making use of its excellent stress strength and high abrasion resistance of SBR. It also helps to overcome the deficiencies in some aspects, limit the range of applications in industry, and obtain advanced properties.19-22 Habeeb Rahiman and Unnikrishnan 23 investigated the behavior of SBR/NBR blends in the presence of chlorinated hydrocarbons at certain temperatures to study the effects of the blend composition, the vulcanizing agent, and temperature. Fujimoto and Yoshimiya 24 investigated the miscibility between SBR and butyl rubber (BR) by dynamic mechanical and dielectric loss analyses. According to them, SBR/BR blend shows homogeneous structure after mill-mixing for few minutes. Marsh et al. 25 used the electron microscope technique to observe the morphology of SBR/BR blend and found similar results. Abdelsalam et al. 26 studied the ternary blends of NR/SBR/nitrile rubber (NBR) prepared via melt compounding at 30 phr NR content, while SBR and NBR fractions were varied simultaneously. Very few articles were found in the literature dealing with the modification of SBR rubber properties using acrylic rubber (ACM). Abdel-Hakim et al. 5 studied the effect of gamma irradiation and polyfunctional monomers (PFMs) on the mechanical properties of SBR/ACM blend (50/50, where both physico-mechanical properties were improved with the increase of PFMs and gamma radiation up to 100 kGy. In this article, we use ACM to modify and improve the mechanical properties of SBR. ACM has also polar and saturated backbone that gives it good resistance to oil, high temperature ozone, and ultra violet radiation.27-29 On the other hand, SBR would improve the poor mechanical properties of ACM and compensate for its high cost.
In this work, different amounts of ACM were added to SBR where the curing system of each type of rubber has varied depending on each rubber ratio. Hexamethylenediamine carbamate (HMDC) was used as a diamine source curing agent and di-o-tolyl guanidine was used as an accelerator for both HMDC (curing agent for ACM) and sulfur (curing agent for SBR). The effect of ACM ratio on the mechanical properties and dynamic mechanical properties of SBR/ACM blends were investigated. Also, the swelling behavior of this blend in motor oil and brake oil was studied.
Experimental
Materials
Styrene butadiene rubber (SBR 1502) with styrene content 23.5%, weight average molecular weight (Mw) = 1,026,546 g/mol, and Mooney viscosity (ml1+4, 100°C) = 50 was obtained from Colon Co., Korea. Acrylic rubber (ACM), Hicryl 1540 (polyethylacrylate containing chlorine and carboxyl sources as a double cure sites), was purchased from Petroflex Ind. Com. S.A. (Rio de Janeiro, Brazil). 1,3-Di-o-tolylguanidine was provided by Alfa Aesar GmbH & Co KG, Germany. HMDC was supplied by DuPont Dow Elastomers, USA. N-(1,3-dimethylbutyl)-N-phenyl-p-phenylene-diamine (6PPD) was used as antidegradant and acquired from Shanghai Jinghui Chem. Tech. Co., China. Other ingredients such as zinc oxide, stearic acid, and sulfur were supplied by Algomhoria Company for chemicals and medical equipment, Egypt.
Mixing process
Rubber mix compounding.

Note: SBR: styrene butadiene rubber; HMDC: hexamethylenediamine carbamate.
aStyrene butadiene rubber.
bAcrylic rubber.
cHexamethylene diamine carbamate.
d1,2-Bis(2-methylphenyl guanidine).
eN-(1,3-dimethyl butyl)-N′-phenyl-paraphenylene-diamine.
Mechanical properties
The tensile properties of vulcanized rubber were evaluated according to ASTM D412-16. Five dumbbell shaped samples were cut from vulcanized sheet of 2 mm thick. The test was carried out using Zwick (model Z010) tensile testing machine, Germany, at ambient temperature and crosshead speed 500 mm/min.
The hardness of the vulcanized rubber was evaluated using Zwick digital Shore A hardness tester, Germany according to ASTM 2240-15. The crosslink density was also calculated from the mechanical measurements as discussed later.
Dynamic mechanical analysis
Dynamic mechanical analyses (DMA) measurements were made in tensile mode at 1 Hz frequency using a DMA Q800 apparatus (TA Instruments, USA). The specimens for DMA tests were molded with a compression machine and the specimen’s dimensions were 30 mm × 8 mm × 2 mm (length × width × thickness). The storage modulus (E′), loss modulus (E″), and tangent delta (tan δ) were determined as a function of temperature in the range of −100 to 20°C, and the heating rate was set for 5°C/min.
The creep and recoverable strain were determined as a function of the time (tcreep = 30 min and trecovery = 60 min). Prior to the creep test, the stress level was derived from tensile results and was fixed at 0.25 MPa, to ensure the creep measurements remained in linear viscoelastic deformation regime. The recovery ratio (Rr) at a time t is defined according to the following equation (1)
Swelling in oil
The swelling percentage in motor oil and break oil for all samples was carried out according to ASTM D471-98 (2016). Samples with dimension of (20 × 20 × 2 mm) were weighed (W1) and immersed in the oil for 7 days at room temperature. After that, the swollen samples were weighed (W2) after wiping the excess oil from the surface of the samples. The swelling percentage after 7 days was estimated according the following equation (2)
Results and discussion
Mechanical properties
Polymer blending was used to establish an effective mean for constructively altering the mechanical and swelling properties of polymeric materials. However, some of these polymer blends are immiscible. The incompatibility between the blended polymers causes weak interfacial interaction between the different polymers’ phases, and consequently produces polymer blend with poor mechanical properties. 30
Blends between SBR and ACM were formulated as shown in Table 1. It shall be noted here that the amount of zinc oxide, HMDC, and S (vulcanizing system) used was proportional to the amount of ACM and SBR rubber in the mix, respectively. This helps to increase the crosslinking between SBR and ACM and does not cause over crosslinking in one of the polymers that would lead to phase separation. 30 The mixes also contained no filler to prevent interference with the results of interaction between both types of polymers.
Mechanical properties of different rubber blends were studied as illustrated in Figure 1. It shows that there is a gradual increase in the tensile strength with increasing the ACM content in the rubber mix. It reaches maximum at 60 phr ACM with an increase of 550% in tensile strength. Also, elongation at break is improved by nearly 350% by adding ACM as illustrated in Figure 1. This shows the great improvement of the mechanical properties of SBR/ACM composite compared to the SBR matrix containing no ACM. This improvement can be attributed to the homogeneous mixing and crosslinking of both polymers that contributes to the better reinforcement of the rubber matrix during vulcanization process and the high compatibility achieved using the vulcanization system described above.
31
The compatibility between the two rubber matrixes helps in the stress transfer between the two matrixes which is positively reflected on the tensile strength and other mechanical parameters. The SBR/ACM composite which contains 40% ACM (A3) has higher crosslink density than that contains 60% ACM (A4). However, the A4 has higher tensile strength which may be attributed to the better compatibility within the composite.32,33 The tensile strength and elongation at break of the polymer blends are synchronously improved in comparison with the unmodified SBR and ACM which is very unusual in polymer blends.34,35 The reduction in the tensile strength and slight reduction in elongation at break in blends containing higher ACM content (80 phr) and in neat ACM can be attributed to the decrease in crosslink density in the rubber matrix due to the decrease in the SBR content.36-38 This is shown in Figure 2 where the crosslink density is calculated from stress/strain measurements at low strain. The initial specimen length (l0) and length (l), corresponding to each force applied (f), were measured accurately. From these results, the f/a0 were calculated and plotted against (λ − λ−2), where λ is the extension ratio (l/l0) and a0 is the cross-sectional area. From these linear relations, the molecular weight between cross-links, M
c
, and the cross-link density, ν, are calculated according to the following equations39-42: Mechanical properties of SBR/ACM blends showing the variation of tensile strength (left axis) and elongation at break (right axis) of different SBR/ACM blends. Hardness (left) and crosslink density (right) of different SBR/ACM blends.

The average molecular weight of segments between crosslinks (M
c
) was calculated using the following equation (3)

Crosslink density measurements show a maximum at 40 phr ACM, which is in good agreement with hardness measurements that also shows maximum hardness at the same ACM concentration. Both hardness and crosslink density decline again at higher ACM concentrations. This might imply that crosslink interactions between polymer chains at higher loadings of ACM would act as barriers to the deformation of SBR/ACM matrix, leading to the reduced mechanical properties.36-38
It must also be noted here that the SBR/ACM blends were cured using curing systems employed for SBR phase (sulfur based curing system) and that is used for curing ACM phase (HMDC based curing system). The effectiveness of the mixed curing system used for both rubber phases was investigated from calculation of crosslink density for each mix. The optimum crosslink density observed was recorded for SBR/ACM blending ratio of 60/40. Moreover, the crosslink density calculated for all SBR/ACM blends were higher than those of pure polymers. This means that despite of different polarity nature between SBR (nonpolar) and ACM (polar), the two mixed curing system used is effective for this blend. As indicated from the improved mechanical performance, it can be concluded that the curing system produces type of reactive compatibility between the two incompatible rubbers.43,44 The probable reactive compatibilization is suggested in Scheme 1, where HMDC is decomposed at high temperature to hexamethylenediamine (HMDA) which is able to react with both carboxyl and chlorine cure site located on the ACM. The sulfur has the ability to react with chlorine cure site of ACM phase via nucleophilic substitution and with double bond of SBR.
43
It is expected that the crosslinks formed between the two types of rubber will improve the interfacial adhesion and compatibility between them. Proposed mechanism for curing reaction of SBR/ACM blend.
Dynamic mechanical analyses
DMA utilizes low forces to ensure that the polymer structure is not destroyed while measuring viscoelastic properties. Many details of the technique can be found in a white paper published by Dunson at (www.eag.com). Storage modulus corresponds to the mechanical energy stored by the material in the loading cycle. Consequently, the storage modulus is related to the stiffness and shape recovery of the polymer during loading. Figure 3 compares the storage modulus (E′) curves for different polymers and polymer blends at a heating ramp of 5°C/min and an oscillation frequency of 1 Hz. The relatively flat region at lower temperatures corresponds to the rigid (glassy) state of the polymer. The steep drop-off (rapid decrease in modulus) results from significant softening and rubbery flow. Variation of Storage modulus as a function of temperature for different SBR/ACM blends.
All the curves show three distinct regions: a glassy high modulus region where the segmental mobility is restricted, a transition zone where a substantial decrease in the E′ values with increase of temperature, and a rubbery region (the flow region) where a drastic decay in the modulus with temperature. The storage modulus curves of SBR and SBR rich blends show high initial values of storage modulus, a typical behavior of SBR elastomer. SBR shows a high modulus below its glass transition temperature (Tg) followed by a drastic drop in its magnitude around −52°C. This drastic decrease in modulus with temperature around −50°C indicates distinct transition from glassy to rubbery state.
But in the case of acrylic rubber (100% ACM) and ACM rich blends (80% ACM), changes in the storage modulus are less severe around the glass transition zone because of the high rubbery/viscoelastic nature of ACM. The 100% ACM mix shows very little glassy behavior and a gradual transition to the rubbery stage which makes it difficult to determine the onset of the glass transition temperature from the E′ curves. Due to the high amorphous nature of ACM rubber, only slight segmental motion is observed and accordingly the storage modulus decreases to a smaller extent than SBR and SBR rich blends that help reinforce the mechanical behavior of the blends to a great extent.
When setting design and processing parameters of a specific polymer, it is important to know the temperature where segmental molecular motion begins. The loss modulus in this case, E″, is very useful parameter because it is a measure of the viscous nature of the polymeric material. The peak maximum of E″ corresponds to the beginning of segmental motion of the polymer chains. By comparison, the tan delta (tan δ) peak, Tg, best represents longer range molecular motion which is consistent with rubbery flow, permanent deformation, or both depending on molecular structure.
Accordingly, loss modulus (E″) is a sensitive indicator of molecular differences and is taken as a very useful measure of failure investigations. A peak in E″ is observed at a different/alternating temperatures compared to the peak observed in tan δ. Fluctuations in these values can be explained as being due to poor compatibility/miscibility between those polymer blends.
Variation of loss modulus (E″) with temperature of SBR, ACM, and SBR/ACM blends are given in Figure 4. The loss modulus peak corresponds to the maximum heat dissipation per unit deformation. An important observation that can be concluded from the figure is that two distinct peaks can be observed in 80% ACM blends indicating incompatibility and immiscibility between phases of ACM and SBR at this blend ratio.
45
Broadening of the transition occurs in case of partially compatible systems, which can be observed in all curves except that of 0% ACM and 20% ACM. It is normally preferred to calculate the Tg using the peak maximum from the tan δ curves, shown in Figure 5, as compared to E′ curves due to the highest uncertainty in placing tangents compared to accurately defining the apex of the tan delta peak. However, shifting of the tan δ peaks towards higher or lower temperatures can be explained as being due to the partial miscibility/compatibility of both polymers together.46,47 Variation of loss modulus as a function of temperature for different SBR/ACM blends. Variation of tan δ as a function of temperature for different SBR/ACM.

Glass transition temperature as obtained from storage modulus, loss modulus, and tan delta.
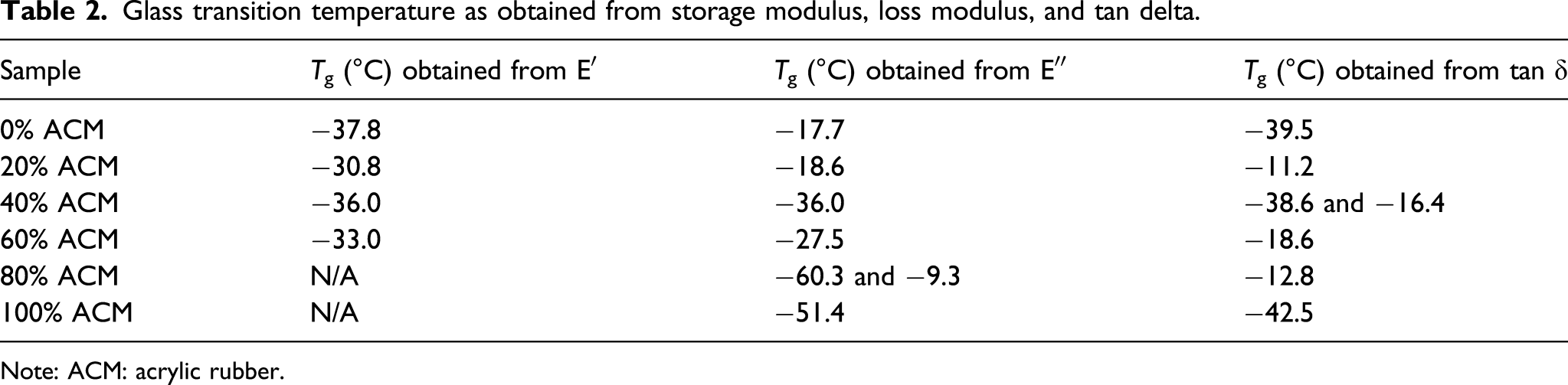
Note: ACM: acrylic rubber.
Effect of different concentrations of ACM on the creep and recovery behavior of SBR blend
The creep deformation and recovery behavior are a time and temperature dependent phenomenon and are of importance for material applications requiring long-term durability and reliability. This behavior of ACM/SBR blend was carried out at a constant stress level of 0.25 MPa and at a temperature of 25°C. The obtained results are shown in Figure 6. Creep-recovery response of different SBR/ACM blends at 25°C.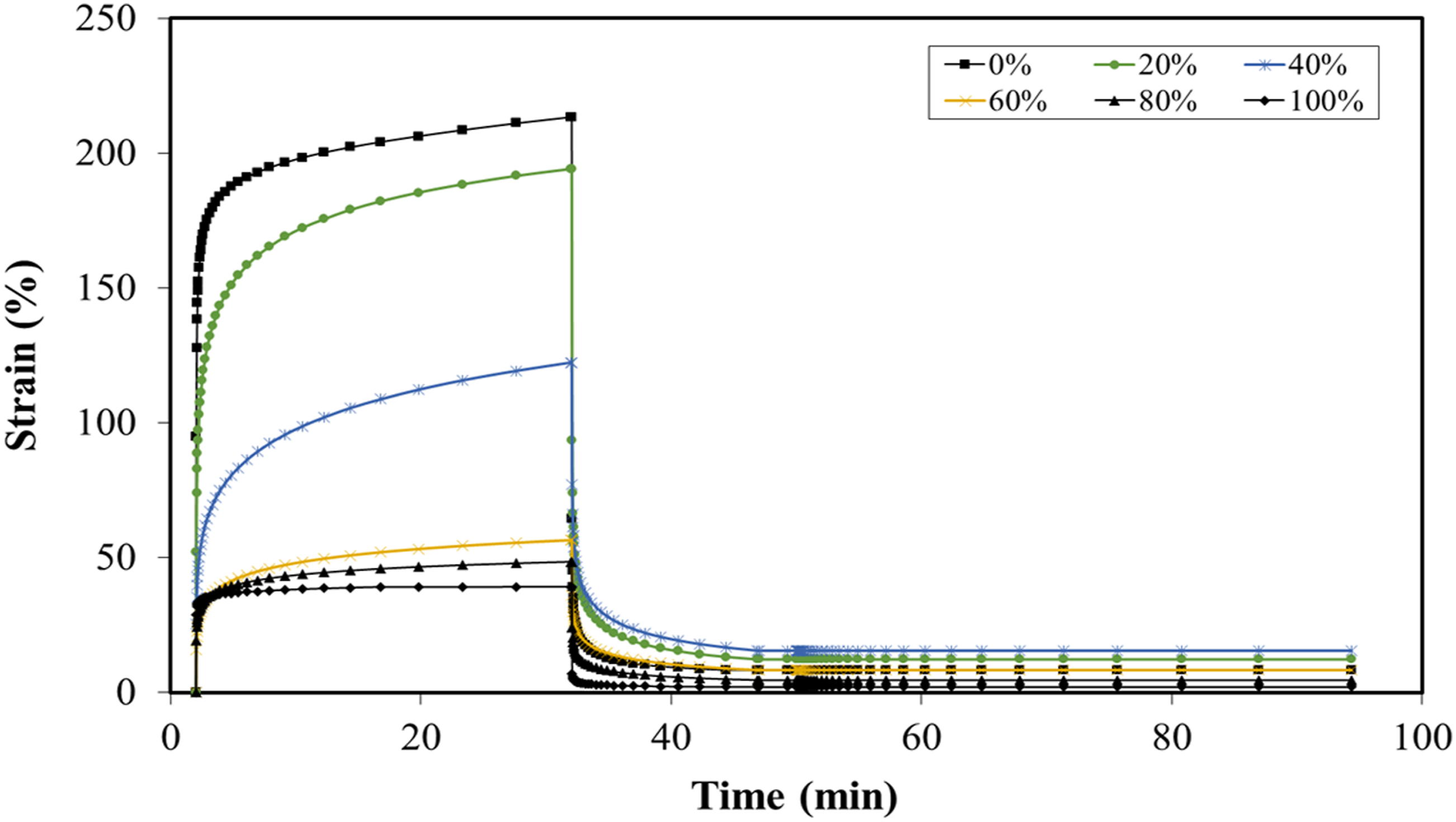
From Figure 6, the creep stages (instantaneous deformation, primary, and secondary creeps) can be clearly observed. On the other hand, there was no evidence of tertiary creep, that is, creep rupture, which would require longer time and larger stress. It is visibly apparent that with the raising of the ACM content from 0% to 100%, the creep strain decreased at the same time. This implies that the creep behavior is improved in the absence of ACM. An instantaneous creep increment in strain occurs due to elastic response of the ACM material and then followed by a viscoelastic response, which involves time-dependent molecular rearrangement. The creep deformation of 100% SBR under the same load was significantly higher than that of the blend containing ACM. This is due to that ACM enhanced the mechanical properties as shown in previous section. The values of creep strain from blends containing 60–100 phr ACM are much lower compared to the neat SBR and blends contacting low ACM loadings (20 and 40 phr, respectively).
Creep strain, unrecovered strain and recovery ratio for ACM/SBR blends under constant temperature.
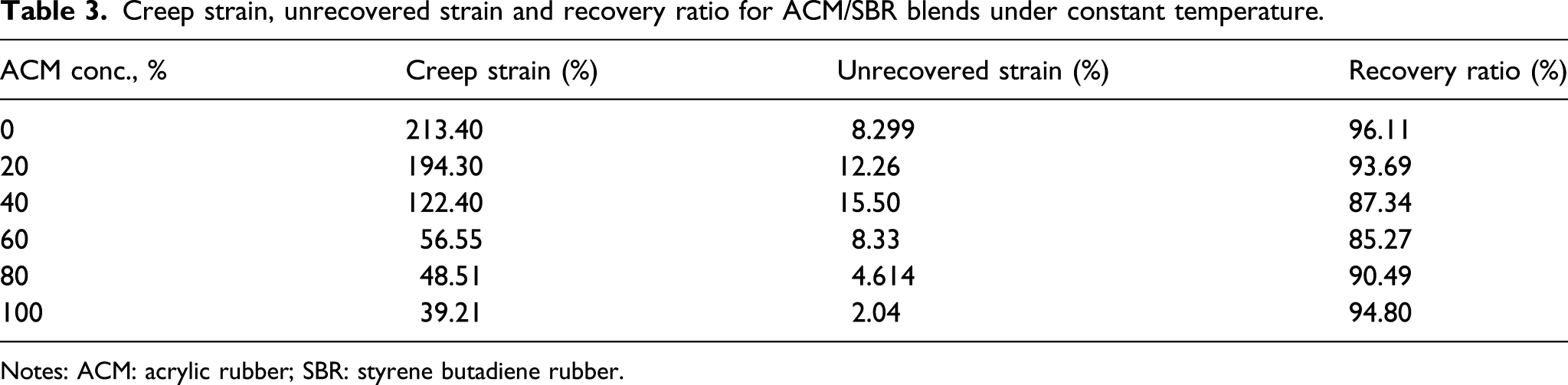
Notes: ACM: acrylic rubber; SBR: styrene butadiene rubber.
Swelling in oil
The resistance of rubber to oil is one of the key characteristics in the selection of its final application, especially in seal, hoses, and automotive applications. The solubility parameter (δ) is used as a measure for the polarity of the polymer where the polarity increases as the solubility parameter increases. ACM has higher solubility parameter value (δ = 18.6 J1/2/cm3/2) and consequently possesses higher polarity than that of SBR (δ = 17.3 J1/2/cm3/2). Figure 7 shows the effect of ACM percentage on swelling behavior of ACM/SBR blends in motor oil and break oil.
51
Figure 7 shows that the amount of oil absorbed depends significantly on the percentage of ACM in the rubber blend and the type of oil. It can be noticed that, as the percentage of ACM increases within the rubber blend, the amount of the motor oil absorbed decreases while the amount of brake oil absorbed increases. This is may be due to that hydrocarbon structure of SBR is similar to the hydrocarbon structure of motor oil while the polar structure of ACM is similar to that of brake oil. Furthermore, as the crosslink density within the rubber matrix increases, the chains between crosslinks decreases, the matrix becomes denser and thereby restricts the diffusion of the liquids through rubber matrix,
5
this is also supported by the crosslink density results discussed above. 40% ACM had significant resistance to both types of oil where it recorded less than 5% swelling percentage which can be recommended to be used in industry for hoses and oil seals subjected to motor and brake oil. This good resistance to both type of polar and nonpolar liquids may be attributed to intermediate polarity of SBR/ACM (60/40) blend and the highest crosslink density recorded for this ratio.11,51 Swelling behavior of SBR/ACM blends in motor oil and break oil.
Conclusions
In this study, we modified SBR with ACM and the results obtained showed that there is a significant improvement of mechanical properties especially in blends containing 40 and 60 phr ACM. It can be concluded that ACM plays an important role in reinforcing SBR chains through the unique vulcanization system that leads to the improvement of the crosslink density of the rubber blends. Although DMS results show that there is slight incompatibility/immiscibility between SBR and ACM that is reflected in the fluctuation of the Tg values obtained from different measurements (E′, E″, and tan δ), this can be attributed to the difference in polarity between both polymers (SBR and ACM) and appears mostly in higher ACM loadings (80 phr). SBR/ACM blends (60/40 and 40/60) showed high resistance to break and motor oil suggesting the possibility of use of both of those blends in oil sealing applications. Not surprisingly the same blends show the highest improvement of mechanical properties. Improving the compatibility between both elastomers using chemical modification will be discussed separately in a later publication.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.