
Abstract
In this study, the method of manufacturing of functionally graded polymer materials based on the mixtures of poorly compatible epoxy resins is suggested. A novel processing method allowing to control the filler distribution across the section of graded materials depending on the operating conditions was developed. The essence of the method is self-settling of the blend consisting of two liquid epoxy resins with different viscosities and densities. Depending on mixing and injecting order the functional additive having antifriction, anti-adhesive or heat-protective properties can be distributed either homogenously or nonuniformly. In the latter case after curing the functionally graded material can be produced. Based on the formulations of poorly compatible phenol novolac epoxy resin NPPN-638 and active diluent triglycidyl phosphate (TGP), new functionally graded polymer materials with continuous change of composition and properties were developed. The functional additive (graphite, glass microspheres, polytetrafluoroethylene powder) concentrates in the top layer of the self-settled epoxy mixture while the bottom layer is enriched by TGP which possess advantaged adhesion to various substrates. As a result, antifriction, anti-adhesive, heat-protective and intumescent flame retardant coatings with improved performance were obtained.
Introduction
For control of material or coating properties on thickness traditionally the layer-by-layer materials deposition with various compositions is used. 1 Such method has drawbacks like low interlayer adhesion, discrete change of the material properties on thickness, occurrence of stress in interface layers. Development of materials with gradual change of composition and properties (so-called graded materials) in any direction allows to avoid these disadvantages. 2
Methods of thermal spraying, sintering, melt processing are used for producing graded materials based on metals or ceramics. 2 Polymer graded materials can be fabricated using several techniques such as hot isostatic pressing, centrifugal molding, UV-irradiation, selective laser sintering. 3 The choice of approach depends on the components combination, required gradient of properties, product geometry and other factors. Moreover the spatial extension of the gradient may be various: in bulk samples properties change deeply, whereas in a graded coating or thin films it is limited to the material surface or a small interfacial region. 2
Methods of controlled copolymerization are widely used to fabricate polymer graded materials.4,5 Graded copolymers were synthesized by conventional or controlled radical polymerization, 6 frontal polymerization. 7 Compared to block copolymers, graded copolymers show wider glass transition area 8 and greater elongation at break. 9
A number of polymer materials, where elastic modulus values can be arbitrary adjusted in the broad range within the given specimen, was developed in the literature. 10 Such materials show a quasi-elastic mechanical behavior in the transition region between glassy and rubbery states. These materials are prepared using polycyclotrimerization reaction between bulky units constructed from isocyanurate cycle with neighboring aromatic moieties and short flexible oligomer chains located between the nodes. Changes in elastic modulus values ranging from 2 to 3000 MPa are achieved by tuning the length of internodal fragment. 11
Graded interpenetrating polymer networks (INP) can be synthesized by polymerization of monomers heterogeneously distributed in polymer network while swelling in this monomer. Depending on the composition and degree of microphase gradient semi-IPNs can possess unique advantages such as giving biocompatibility or nanodimensional structure to the surface and improvement of traditional polymer material properties.12,13
Along with classical methods, new approaches for fabrication of graded materials have gained growing interest. For instance, a novel technique of polyethylene (PE)/polystyrene (PS) polymer gradient material was suggested by Ning et al. 14 This technique comprises co-extrusion/gradient distribution/two-dimensional distribution of PE and PS.
A few studies have been devoted to the investigation of overall mechanical properties of the entire polymer graded sample. Reported graded materials possess enhanced fracture strain and toughness15,16 and improved damping properties. 17 These graded materials have advantages compared to homogeneous materials, such as high deformation, fracture and crack resistance, 18 lower concentration of local stresses. Moreover, the continuous variation of Young’s Modulus inhibits crack propagation during the loading. 19 In comparison with materials fabricated by layer-by-layer deposition, graded materials have no sharp interfaces, consequently, it allows to avoid stresses arising in contact layers. Such graded materials are successfully used as optical films and fibers,20,21 materials for electrical industry and mechanical engineering, 22 implants in orthopedic applications. 23
Distribution of filler concentration in one, two or three dimensions 24 is the next step in development of graded materials which can be classified as Functionally Graded Materials (FGMs). Continuous change of filler concentration allows to obtain the grade of properties required for specific application. Gradual distribution of fillers in the matrix prevents sharp interphase boundaries and allows to reduce thermal, mechanical and internal stresses in the product. The main challenge in production of filled graded materials is achieving an appropriate spatial filler distribution in the bulk. There are two basic approaches for preparing polymeric graded materials: centrifugal 25 and gravity casting. 24
Using a centrifugation technique graphite-epoxy graded materials 25 and ultrahigh molecular weight polyethylene (UHMWPE) filled epoxy gradient composites were obtained. 26 Functionally graded composites based on silicon carbide-polysulfide epoxy resin were developed using gravity sedimentation as well as centrifugation methods. 27 These methods allow to achieve predetermined gradient of filler distribution as well as to control it. 28 However, the low achievable content of fillers is the main challenge of these technologies as the viscosity of the composition rises with increase of filler concentration.
A novel approach for manufacturing of polymer graded materials based on poor compatibility of aromatic epoxy resin (ED-20) and triglycidyl phosphate (TGP) has been described in detail in our previous work. 29 The gradient of composition and structure of obtained polymer was proved by FTIR and elemental analysis. The structural gradient in the given system is formed as a result of settling due to the difference in densities of phases, as well as surface and interfacial forces. The degree of settling also depends on content of components, viscosity of blends, interface tension and other factors which can be regulated in order to fabricate materials with necessary properties. 30 The distribution of microhardness and glass transition temperature across the section of graded polymer appeared to be controlled by change of composition within the area of incompatibility, temperature of curing and annealing at 170°C. 31 Semi-empirical model of elasticity module and temperature factor distribution across the section of graded polymers was developed elsewhere in research. 32 We showed that the elasticity modulus increases and the temperature factor decreases from the surface to the bottom part of the sample due to nonuniform distribution of components across the section of the specimen.
The possibility of properties variation across the section of studied graded systems enabled to offer these polymers as coatings for different purposes. For this reason several types of fillers were injected into the emulsion system. Traditionally the filler is distributed uniformly in the bulk of the coating that increases viscosity of composition and deteriorates wettability and adhesion of the coating to substrate. These drawbacks can be avoided by achieving the gradient distribution of the filler in functional coatings.
The goal of this work was design of functional graded polymer coatings based on filled systems of poorly compatible epoxy resins as well as development of processing methods of their manufacturing.
Experimental
Materials
Phenol novolac epoxy resin NPPN-638 (Nan Ya Plastics Corp., Taiwan) was used as highly viscous epoxy compound (density 1209 kg m-3). Triglycidyl phosphate (TGP, synthesized from phosphorus (V) oxychloride and glycidol according to scheme and purified as was described by Gubanov et al. 33 ) was used as an active diluent with low viscosity (density 13673 kg m-3). Diethyltoluene diamine (DETDA) from Dow Chemical was used as curing agent.

Cryptocrystalline graphite GLS-1 (Chelyabinsk skilled-experimental plant, Russia), hollow glass microspheres MS-A9 (density 0.24–0.32 g/cm3, particle size 15–125 μm; Novgorod fiberglass factory, Russia) and polytetrafluoroethylene (PTFE) powder CGM 031B-1 (average particle size 70–90 μm, bulk density 420 ± 100 g/l, Yangzhong Teflon Plastic and Rubber Co. Ltd., China) were used as fillers for graded compositions. Ammonium polyphosphate (APP) from Mosreactive LLC (Russia) was used as a foaming agent for producing intumescent flame retardant coatings. Sodium polyaminomethylenephosphonate (PAF-13A) from Khimprom Ltd (Russia) was used as a carbonation catalyst. The pentaerythritol (PER) from Transformer LLC (Russia) was used as carbon forming agent. The carbon nanotubes “Taunit” from NanoTechCenter (Russia) were added into formulations to increase the strength of carbonized layer of intumescent coatings.
Characterization
The distribution of triglycidyl phosphate in the material was revealed using «PE 2400 Series II» (Perkin Elmer, USA) analyzer for the phosphorus elemental analysis during microtome layer-by-layer cutting of 1 mm thick layers from 10 mm thick samples. In each cut the phosphorus content was determined with up to 0.01% accuracy. The phosphorus content was recalculated for TGP content according to the equation (1) 34 :

where CTGP is TGP content in the gradient composition (wt.%), CР is phosphorus content in the gradient composition (wt.%), MTGP is TGP molecular mass, (g/mol), MP is phosphorus atomic mass (g/mol).
The filler distribution across the section of material samples of 10 mm thickness was determined using the same layer-by-layer cutting procedure followed by removal of the polymer binder. For samples filled with graphite or glass microspheres the binder was removed by burning them in the furnace (according to the ISO 1172:1996). Filler content was determined by comparing of the sample weight before and after burning (equilibrated at room temperature). The percentage of the binder and filler in each layer of graded material was calculated from the residue of specimen weight before and after removal of binder.
Determination of PTFE distribution was performed in the same way, but the binder was removed by dissolution the sample in 65% nitric acid according toASTM-D3171-99.
The viscosity of filled compositions was measured using the rotation rheometer DHR2 (TA Instruments, USA) with «plane-plane» geometry at a constant shear rate. The measurements were carried out in dynamic mode at the temperature 24 ± 1°C.
The anti-adhesive properties of coatings were determined according to ASTM D3359 using separation method by universal testing machine Instron (USA).
Adhesion of filled gradient coatings was determined by tape test in compliance with ASTM D 3559-07. Adhesion is assessed on a scale from 0 to 5 points.
The shear degree (K) and wear of antifriction gradient coatings were measured using TBR tribometer (CSM Instruments, Switzerland) equipped with a profilometer.
The adhesion power of expanded coke to substrate was determined by the keeping time of coating on the heated metal substrate. Flame retardant coating was applied on the steel plate, which was heated after curing. The expanded coke formed on the plate then decomposed during the heating. The adhesion strength of the expanded coke can be characterized by its soak time at 500°C.
Coke yield of samples of intumescent flame retardant coatings was determined according to the equation (2):

where gk is the coke mass, gin is the mass of initial samples.
Optical micrographs of cross-section surfaces of coatings were obtained using Olympus GX-51 microscope (Olympus, Japan).
Preparation of coatings
The gradient materials were fabricated from formulations with the lowest compatibility of epoxy resin NPPN-638 and triglycidyl phosphate containing 30, 35 и 40 wt.% of TGP. The components were mixed according to procedure described previously. 12 At the initial time after preparing the blend of two oligomers presents the emulsion of the phase with a lower density in another phase with a higher density, and the emulsions particles are smoothly distributed in the bulk. Principally settling process occurs as a result of floating of lower density phase under Archimedes force and precipitation of higher density phase under gravity. Besides, settling process in oligomer-oligomer systems is driven by such factors as components compatibility, viscosity, densities of phases, surface and cohesive forces. This approach is carefully studied and discussed in works.29,30
For the purpose of obtaining functional graded polymers several types of fillers were injected into the emulsion system. Various schemes of filler injection are illustrated in Figure 1. Introduction of filler into as prepared formulation of NPPN-638–DETDA results in homogeneous filler distribution (Figure 1(а)). In this case, the polymer coating matrix is homogeneous and consists of highly viscous resin NPPN-638. The filler is uniformly distributed in the matrix bulk with some settling near the substrate and do not change after curing.

Schematic representation of filler injection into epoxy formulations and final distribution in the material: (а) NPPN-638; (b and c) blends of NPPN-638 and TGP.
The gradient distribution of the filler with its preferential content on the surface can be reached using blends of epoxy oligomers. Depending on the method of injection the varying distribution of filler in oligomer emulsion can be obtained. When the filler is injected into NPPN-638–TGP premix it uniformly distributes in the bulk of the coating (Figure 1(b)). In this case, the hardener is preliminary and separately added to the epoxy resin NPPN-638 and to TGP and curing fixes the attained uniform filler distribution across the section of the coating.
For preparing the material with graded distribution of the filler the above procedure based on mixture of epoxides with different densities must be modified. In this case, the filler must be premixed with highly viscous epoxy resin NPPN-638 which will then “transport” the additive to the desired surface of the coating. Then the low-viscosity diluent TGP and curing agent are injected into the mixture. During the settling of the TGP–NPPN-638 blend the filler coated by the lighter epoxy oligomer NPPN-638 is transported towards the surface (Figure 1(c)). Thus, after curing the upper part of obtained gradient composition contains mainly epoxy resin NPPN-638 and the filler, while the bottom of the composition consists predominantly of heavier TGP almost without the filler.
Curing of compositions was carried out stepwise according to our previous studies. 35 It was shown that addition of phosphorus-containing glycidyl ester to epoxy compound decreases the curing temperature and gel time. Therefore, the optimized curing cycle included only two stages: 2 h at 80°C and 2 h at 155°C. If the product with high heat resistance is required, the postcuring at 225°C for 2 h can be applied. Depending on filler nature functional gradient coatings of various types (antifriction, anti-adhesive, heat-protective, intumescent flame retardant coatings) can be developed basing on the discussed approach.
As was noted, 29 the graded structure of ED-20–TGP mixture induced by phase separation was proved using attenuated total internal reflection infrared spectroscopy and elemental analysis. Due to the difference in densities of these epoxies the upper layer of the material is enriched by ED-20 but also contains 8 wt.% of TGP while the lower layer contains about 64 wt.% of TGP.
Based on the layer-by-layer elemental analysis of phosphorus concentration the TGP content in NPPN-638–TGP–DETDA cured material was calculated according to equation (1). Dependence of TGP content across the thickness of the material is shown in Figure 2.
The TGP content in gradient NPPN-638–TGP–DETDA samples with various TGP concentrations: 1—30 wt.%, 2—40 wt.%, 3—50 wt.%. N—number of the layer from the top.
The similarity in changing the TGP content from upper layer to bottom in filled material and without additive proves the saving of the gradient distribution of epoxies still after filler addition. This dependence shows tendency of stratification process when the filler is injected according to the scheme in Figure 1(c).
In this paper, it was also necessary to show that with introduction of the filler in the oligomer mixture a separation process also occurs.
Results and discussion
Heat protective coatings
Hollow glass microspheres were used as filler for heat protective gradient coatings. Glass microspheres are well wetted by the epoxy oligomer, but due to low density they float on the surface of liquid epoxy formulation. Hence, a major challenge is gradient distribution of hollow glass microspheres in homogeneous epoxy system. Consequently, the microspheres were injected into the formulation according to the method described above.
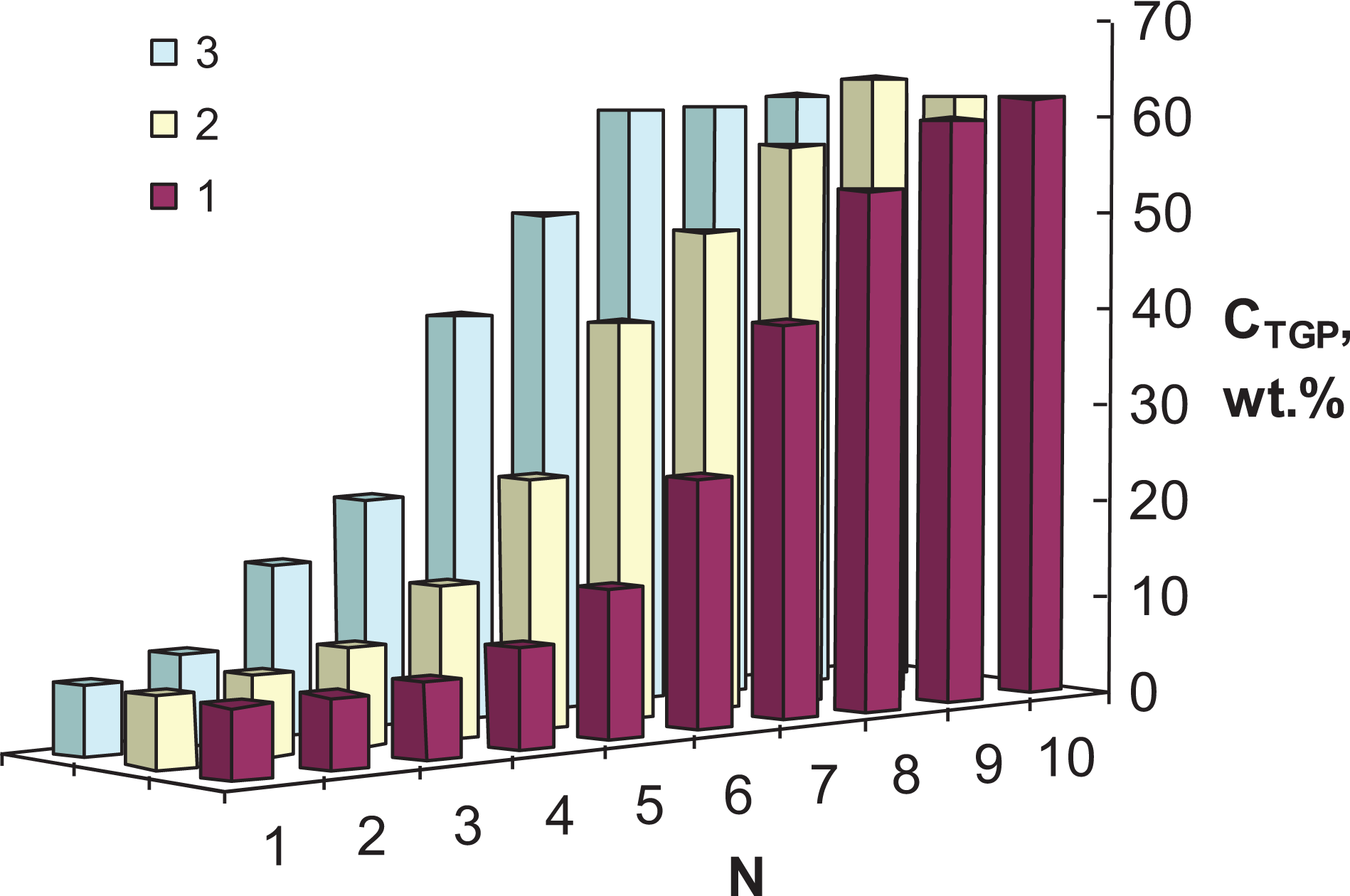
The distribution of microspheres in layers of graded material based on NPPN-638–DETDA (with or without TGP) formulations is illustrated in Figure 3. The uniform distribution of microspheres was detected for homogeneous coating based on NPPN-638–DETDA formulation. One can also see that for material fabricated using approach shown in Figure 2(b) the filler distribution is relatively homogeneous. Curve 3 demonstrates the irregular distribution of microspheres in graded material: greater concentration in top layers, and less—in the bottom.

Dependence of microspheres distribution (C) on number of layers (N) in the systems: 1—NPPN-638–DETDA (scheme a), 2—NPPN-638–TGP–DETDA (scheme b), 3—NPPN-638–TGP–DETDA (scheme c). TGP content is 40 wt.%, concentration of microspheres—30 wt.%. N—number of the layer from the top.
Hereinafter we analyzed only five layers of the filled materials because of relatively large dimension of the filler particles compared to the thickness of the coating.
Sometimes one can find some difficulties in applying such noncured filled compounds on the surface or molding due to increased viscosity. Hence, the critical concentration of glass microspheres in epoxy compounds usually does not exceed 20–22%. The proposed approach allows increasing the content of microspheres up to 30–35%.
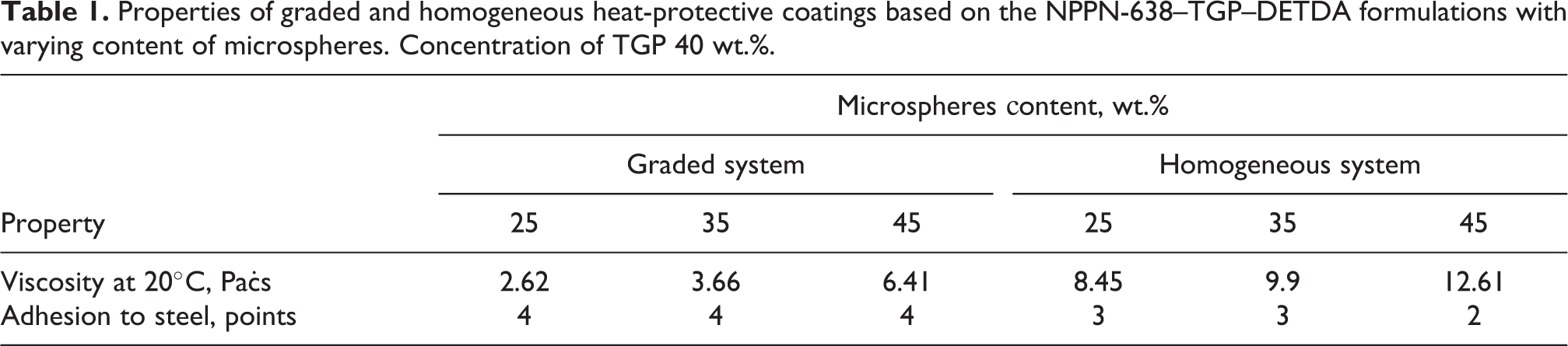
Comparison of the viscosity data for graded (Figure 2(c)) and uniform (Figure 2(b)) microsphere filled systems are presented in Table 1. The lower viscosity values for self-settled systems than for homogeneous ones can be explained as follows. The viscosity of the formulation is determined by the properties of continuous phase. In the graded sample continuous phase consists of low-viscosity diluent while microspheres are bound to highly viscous epoxy novolac resin. Therefore, even at higher degrees of filling viscosity of compositions where microspheres were premixed with epoxy novolac resin will be lower than viscosity of the same composition in which microspheres were injected directly into the mixture of resins. At the same time, adhesion of heat-protective graded coatings is higher than adhesion of homogeneous systems. This can be explained by lower viscosity and better wettability of bottom layers of such microspheres depleted coatings.
Properties of graded and homogeneous heat-protective coatings based on the NPPN-638–TGP–DETDA formulations with varying content of microspheres. Concentration of TGP 40 wt.%.
Anti-adhesive coatings
In anti-adhesion coating PTFE filler responsible for the target effect must concentrate in the top layer of the coating. For this purpose, PTFE powder was preliminary ground and mixed with high viscous epoxy novolac resin NPPN-638 in a manner previously described scheme in Figure 2(c). The analysis of the samples on PTFE content (described in Experimental Section) get by the layer-by-layer cutting of the cured material gave the distribution of PTFE in layers from the top to the bottom (Figure 4).

The PTFE distribution (C) across the thickness of the NPPN-638–TGP–DETDA graded material. TGP content, wt.%: 1—20, 2—40, 3—50. N—number of the layer from the top.
In this case the powder particles coated by high viscous resin move to the top of the coating as they are lighter than continuous phase of low viscous active diluent TGP. This results in reduction of PTFE filler content from the upper layer to the bottom.
Anti-adhesive properties of developed graded coatings were compared with properties of materials based on homogeneous compositions (Table 2).
Properties of anti-adhesive coatings based on the NPPN-638–TGP–DETDA formulations.

One can find from Table 2, that the adhesive properties of graded coatings to steel and glass-reinforced plastic are higher than for homogeneous compositions. The enriching of bottom layers of the coating by the low viscous active diluent seems to provide good wettability of the substrate by the formulation that guarantees high adhesion of the coating.
The adhesion of graded coating to casting mould is lower, than of homogeneous one that can be explained by the high PTFE concentration in the top layer of graded coating.
Therefore, use of self-settling formulations allows to regulate the properties of fabricated coatings across the section. The surface of the coating consists predominantly of epoxy oligomer, PTFE and curing agent that provides the high anti-adhesive properties. The enrichment of coating bottom layers by active diluent and curing agent leads to good wettability of the substrate surface by the suggested formulation and provides high adhesion.
Antifriction coatings
Similar approach was applied to obtain antifriction coatings, filled with graphite. During the settling of NPPN-638–TGP mixture the top layer of the material is enriched with graphite.
Figure 5 demonstrates the effect of graphite content (C) on friction coefficient (K) and adhesion of graded and homogeneous compositions NPPN-638–TGP–DETDA. The adhesion of homogeneous coatings decreases with rise of graphite content (curve 1). At the same time for graded coating only slight drop of adhesion is detected with increase of graphite content within the same range of graphite concentrations, C (curve 2). Accumulation of graphite in the top layer of graded coating does not worsen the wettability thus preserving the adhesion.
Graphite filler injection leads to decrease of friction coefficient both for homogeneous (curve 3) and graded (curve 4) compositions. However, even minor addition of graphite decreases the friction coefficient for graded coating, since the filler concentrates mainly on the top surface of the coating.

Dependence of adhesion (1, 2) and friction coefficient K (3, 4) on graphite content for homogeneous (1, 3) coatings and gradient (2, 4) coatings based on NPPN-638–TGP–DEDTA formulations.
As one can see from Figure 6, the wear rate (V) of gradient coating is lower than for homogeneous material. This additionally favors that graphite collects mainly in top layers of graded coatings, thus significantly rising their antifriction properties. As a result, the amount of graphite needed to minimize friction coefficient and thus to decrease the viscosity of composition may be significantly reduced.

Dependence of wear rate (V) on graphite content for uniform (1) and graded composition (2) based on NPPN-638–TGP–DETDA systems.
Therefore, the coating surface consisting of cured epoxy oligomer and graphite provides low friction coefficient and high wear resistance. The bottom layer of the coating consists substantially from cured active diluent that provides good wettability of metal substrate and high adhesion of the coating.
Intumescent flame retardant coatings
Gradient distribution of components can improve properties of coatings during operation and also keep high adhesion of coating at high temperatures. This fact can be used for fabricating intumescent flame retardant coatings. Commercial intumescent fire retardant coatings usually are homogeneous compositions. Thus, when the intumescence begins, it propagates simultaneously in the bulk of the coating. This is accompanied by large stresses that leads to cracking and exfoliation of coating from substrate and therefore to reduction of fire protection efficiency. Here again development of graded formulations is an opportunity for increasing the stability of intumescent flame retardant coating.
For reaching gradient distribution of components the above described method of filler injection was used. Because of using several types of filler, the experimental procedure will be shortly described. Carbon nanotubes (0.05 wt.%) were preliminary dispersed in TGP with sonication. The highly viscous epoxy resin NPPN-638 was mixed with 25 wt.% of APP and 15 wt.% of PER, then TGP-CNT dispersion was added. Before application PAF-13A and curing agent DETDA were injected into composition.
Determination of the adhesion power of expanded coke to substrate is a complex challenge and there is no standard testing procedure. We used the vibration table for this purpose. The adhesion was determined by retention time of the expanded coke before it begun to exfoliate at high temperatures (500°C). Table 3 summarizes data on the soak time of the expanded coke before destruction for gradient (containing 30, 35, 40 wt.% TGP) and homogeneous (without TGP) formulations. The comparative analysis of presented data shows that graded intumescent coating possesses better adhesion properties at high temperature impact.
Properties of intumescent flame retardant coatings based on homogeneous NPPN-638–DETDA and gradient NPPN-638–TGP–DETDA compositions.

This can also be explained by the fact that intumescence of graded coating in contrast to homogeneous one occurs not at once in bulk, but stepwise thus decreasing stresses and allowing to avoid exfoliation of the expanded coke.
Conclusions
A novel approach to achieve gradient distribution of filler in self-settling epoxy resin blends was suggested. The filler wetted by low density high viscous epoxy novolac resin is injected into the high density low-viscosity epoxy diluent triglycidyl phosphate. Due to settling of poorly compatible blend of epoxy resins the filler is “transported” to the desired surface and its gradient distribution is fixed after curing. As a result, different types of graded materials (including antifriction, heat protective and intumescent coatings) can be manufactured.
High concentration of graphite in the top layer of graded antifriction coating provides low friction constant and high wear resistance. Meanwhile the bottom layer of the final material is formed by active diluent, which provides good wettability of metal surface and high adhesion of the coating. In case of heat protective coating the hollow glass microspheres are predominantly concentrated (until 50 wt.%) in the top layer while triglycidyl phosphate—in the bottom layer due to the same process of self-settling of two resins with different densities and viscosities
The proposed technology makes it possible to increase the content of microspheres to 30–35 wt.% by reducing the viscosity of the uncured system. Similar distribution allows to concentrate teflon filler (until 80 wt.%) in the top layer of the anti-adhesion coating as well as functional components in case of intumescent flame retardant coating. For the latter the gradient distribution of components allows to keep the high adhesion of expanded coke at high temperature impact. There is a twofold increase in the coke yield of the obtained gradient coatings, the exposure time to failure increases to 58 min.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work is performed with financial support from the Ministry of Science and Higher Education of Russian Federation within the scope of the project under unique identification number RFMEFI57717X0262.