
Abstract
The present study explains the preparation of high-density polyethylene (HDPE)-based nanocomposites containing different amounts of montmorillonite (MMT) nanoclay (1–10 wt%). These nanocomposites were obtained by melt blending in a co-rotating twin screw extruder in absence and presence of a compatibiliser (HDPE-g-MA). The melt rheological behaviour of HDPE/MMT nanocomposites has been investigated by using capillary rheometer at 190°C, 200°C and 210°C over the shear rate range of 50–1000 s−1. The melt viscosity of HDPE increased marginally at 10 wt% filler loading while addition of compatibiliser to HDPE/MMT composites did not show any significant effect on viscosity. All nanocomposites showed shear thinning and non-Newtonian flow behaviour. The power law index reduced with increase in MMT concentration and increased with increase in temperature while opposite trend was observed for the consistency index. The activation energy was highest for the nanocomposites containing 10 wt% MMT and decreased upon addition of coupling agent.
Introduction
Polymer nanocomposites (PNC) are defined as polymers loaded up with particles having at least one dimension in nanometer level. They have gained great interest of researchers and industries during recent years. This is mainly because, compared to pristine polymers nanocomposite can demonstrate significantly enhanced properties such as strength/modulus, gas barrier, flame retardancy, thermal stability etc. at low filler content along with being light weight. 1
Most commonly used nanoparticles include; nanoclays (MMT, HNT and Sepiolite etc), carbon nanofibres (CNFs), polyhedral oligomeric silsesquioxane (POSS), carbon nanotubes [multiwall (MWCNT) and single-wall (SWNTs)], nanosilica (N-silica), nanoaluminium oxide (Al2O3), nanotitanium oxide (TiO2).2–5 MMT is most commonly used clay belonging to 2:1 layered silicate family. In the MMT clay structure an octahedral sheet of aluminum or magnesium hydroxide is sandwiched in between two silica tetrahedral sheets. 6
High-density polyethylene (HDPE) is one of the most commonly utilised thermoplastic polymers in huge quantity. However, there are some limitations in its applications due to its restricted barrier properties to oxygen and different hydrocarbon fuels like gasoline, diesel and kerosene, poor resistance to crack propagation and poor oxidative degradation stability. Incorporation of various nanoclays or nanoparticles and their dispersion is found to improve the properties of HDPE as mentioned in literature.7–10
The polymer/nanoclay composites are currently generating a great deal of interest due to its potential cost effective advantages in reinforcement, fire retardancy and barrier properties.11,12 The homogeneous exfoliation of nanostructured layered silicates having high aspect ratios may lead to enhanced thermal, mechanical and barrier properties of polymers, even at very small content.13,14 In fact, due to hydrophobicity, intercalation of polyolefins into the hydrophilic swelling clay layers is very difficult without any chemical modification of one of the two virgin materials. So as to take care of the issue of the lack of interfacial attachment between polar layered silicates and nonpolar polyethylene (PE), the incorporation of maleic anhydride grafted PE (PE-g-MA) to the PE matrix has been demonstrated to support the exfoliation/intercalation process, with significant enhancements of the material strength, sustaining the ultimate stress and strain at a satisfactory level.15,16 So as to acquire a superior chemical compatibility between clay and polyethylene, the utilisation of organoclay with high hydrophobicity is prescribed and a few researchers attempted to utilise various organo-modifiers for functionalisation of clay and some researchers used compatibilisers to improve the polarity of polyolefins so that effective interaction can be achieved between polymer and clay.17,18 Recently, Arbelaiz et al. 6 have investigated the effect of MMT modification as well as MMT: maleic anhydride-polypropylene (MAPP) ratio on the mechanical properties of PP-clay nanocomposites.
Although ample literature is available on properties of fillers and influences of filler-matrix interface on the compound,19–21 but still there is a need of fundamental understanding and information about interaction between the polymer matrix and the filler as well as on the method of preparation. It becomes even more crucial to identify the influencing parameters as well as determining the exact structure-property relationships as mechanical behaviour of nanocomposites is mainly influenced by the structural arrangements at the molecular level.22–26 It has been illustrated from previous results of nanoclay composites that enhanced mechanical performance can be achieved with a highly intercalated structure while for improved barrier properties or flame retardancy a highly exfoliated structure is required.27–28
Lorenzetti et al. 29 studied the effect of microwave treatment on the morphology and mechanical behaviour of polyurethane nanocomposite foams. It was proved that microwave processing technique is an efficient method to provide better clay dispersion in much shorter time as compared to ultrasonication. Castel et al. 30 prepared polypropylene nanocomposites with a MMT suspension by using a melt compounding process in an extruder followed by removal of solvent. The produced nanocomposites exhibited a remarkable increase in impact properties (similar to rubber-toughened PP) without sacrificing the flexural modulus. Liang et al. 31 investigated the influence of ultrasonic amplitude and screw rpm on the morphological and rheological behaviour of epoxidised soybean oil/clay colloid. It was observed that clay dispersion was improved significantly by ultrasonic treatment as the rheological properties (complex viscosity, storage modulus, loss modulus and relaxation time) were found to be increased with increase in ultrasonic amplitude.
Studies of rheological properties of polymers and their composite melts are essential for optimisation of processing parameters which eventually influence the physical and mechanical properties of the finished product.32,33 The flow properties of polymeric materials play a very crucial role in determining the processing parameters like injection molding conditions, extrusion pressure in extrusion process and mold temperature. 34 The molar mass, molar mass distribution and the degree of branching mainly govern the rheological behaviour or the flow properties of a polymer. 35 In polymer composite systems, various factors associated with fillers like concentration, dispersion, structure, shape and size influence the rheological properties. 36 Interaction between the matrix and the filler can also be evaluated from rheological studies. When different fillers are incorporated into the polymer matrix to achieve the desired thermal, mechanical and other properties, the melt viscosity increases particularly at large filler content. Increased melt viscosity may lead to problems in processing. Devi et al. have prepared and characterised HDPE/MMT-based nanocomposites. 37 They have explored the effect of two types of coupling agents (differ in molecular weight) on mechanical and thermal properties of HDPE/MMT nanocomposites.
In the present study, the melt rheological properties of HDPE/MMT-based nanocomposites were evaluated in detail by using an advanced dual bore capillary rheometer. The rheological parameters like shear viscosity, power law exponent, consistency index and activation energy were evaluated at three different temperatures 190°C, 200°C and 210°C. The influence of addition of a compatibiliser (HDPE-g-MA), on the above rheological parameters has also been studied. We believe that the present work will have significant role in determining the optimum processing parameters to develop the intended products made of HDPE-based nanocomposites.
Experimental
Materials
Blow molding grade HDPE (012DB54) obtained from Indian Oil Corporation Ltd. Panipat India was used as matrix. Nanoclay (Cloisite 30B) was purchased from Southern Clay, USA and used as received. HDPE-g-MA (Optim E-156) from Pluss polymers Gurgaon was used as a compatibiliser in this study. The details of materials used in this study are summarised in the Table 1
Details of materials used in this study.

Preparation of HDPE/MMT nanocomposites
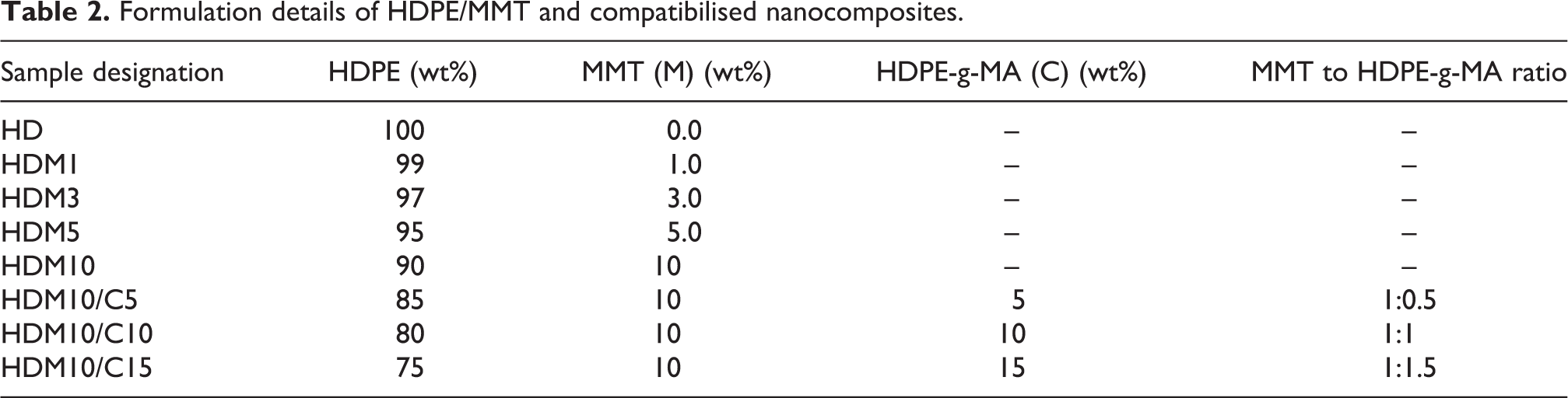
HDPE, MMT clay and HDPE-g-MA were melt compounded at different formulations (Table 2) using Steer (OMEGA 25) co-rotating twin screw extruder (L/D – 40, screw diameter – 25 mm, rpm – 100 and throughput – 15 kg/h). Temperature profile of extruder from die zone to feed zone was 210°C, 210°C, 205°C, 200°C, 195°C, 190°C, 185°C, 180°C, 170°C and 160°C. Before mixing all the materials were dried in vacuum oven at 80°C for 25 h to eliminate the moisture. Pristine HDPE was also passed through similar extrusion conditions in order to keep the similar thermal history.
Formulation details of HDPE/MMT and compatibilised nanocomposites.
Measurements
High shear analysis was performed on an advanced dual bore capillary rheometer (RG 25 Mfg. by Gottfert Germany) with capillary die (Diameter 1 mm and L/D of 15 mm) in one bore and zero length die or orifice die with similar diameter in another bore for measuring differential pressure and flow rates conforming to ASTM D3835 standard. Both Bagley and Weissenberg Rabinowitsch corrections 38 were applied in order to determine the true shear rate from the apparent quantities. Before the rheological experiments, the samples were dried in vacuum oven at 80°C for 2–3 h. Shear viscosity of extruded pellets of virgin HDPE and HDPE/clay nanocomposites as a function of corrected shear rate was determined under nitrogen atmosphere at three different temperatures 190°C, 200°C and 210°C, and the shear rate was kept in the range of 50–1000 s−1 to avoid any melt fracture or melt instability.
The apparent shear rate γ˙a, is given by equation (1) 39 :

where, R denotes the radius of capillary die (cm) and Q is the volumetric flow rate (cm3 s−1) presented by equation (2):

where, A represent the area (cm2) of piston, S is the path traveled by piston (cm), t is the time (s) and V is the piston speed (cm3 s−1). The Rabinowitsch–Weissenberg correction was applied to obtain the true shear rate at the capillary wall from apparent shear rate values, equation (3)38:

where, n is the non-Newtonian index calculated from the slope of the logarithmic plots of the shear stress (τw) vs. shear rate (γ˙a) which is also recognised as the power law index. For Newtonian flow, n = 0 and values of n < 1 indicates shear thinning behaviour, while n > 1 denotes shear thickening behaviour. Generally, the values of n fall in the range of 0.8–0.2 for polymers. The apparent shear viscosity (ηa) was obtained from shear stress and shear rate values using following equation (4):

Power law (Ostwald de Waele) model was applied to give relation between τw and γ˙a, equation (5):

where K denotes the flow consistency index.
Effect of temperature on melt shear viscosity
An exponential dependence of viscosity on temperature can be represented by the semi-logarithmic Arrhenius equation:

where A is pre-exponential factor which depends on the nature of polymer, T denotes the absolute temperature, R represent universal gas constant (8.314 J/mol) and ΔE is the activation energy of polymer melt obtained from the slope of log corrected η vs. 1/T plots.
Results and discussion
Capillary shear flow
The shear viscosity of HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites melt as a function of shear rate was measured by using capillary rheometer at three different temperatures 190°C, 200°C and 210°C. All the samples showed shear thinning and non-Newtonian flow behaviour as the shear viscosity decreased with increase in shear rate value.
Some interesting results were exhibited by the nanocomposites. The melt shear viscosity of HDPE was not much affected by MMT content up to 5 wt%, while slight improvement in melt viscosity was observed for HDM10 composition in lower shear rate range only (Figure 1(a)). This is favorable from the processing perspective since processability of neat HDPE and the nanocomposites would be fundamentally the same over these contents ranges. At high shear rate, reduction in melt viscosity of HDM10 composition was observed which may be due to the flow-favoring orientation of clay particle aggregates which can slide over each other and orient themselves in the flow direction. As a result, melt viscosity of the nanocomposite decreased during the measurement. Similar shear thinning behaviour of nanocomposites at higher shear rate range was also observed in the previous studies.40,41 Addition of coupling agent to HDM10 composition did not show any considerable influence on the shear viscosity over the range of 5–15 wt% (Figure 1(b)). For all the nanocomposite samples, the value of shear viscosity decreased with raise in temperature which may be because of ease of flow of HDPE at increased temperatures.

Plots of corrected shear viscosity vs. corrected shear rate for neat HDPE and HDPE/MMT nanocomposites: (a) in absence, and (b) in presence of compatibiliser at 190°C.
Graphs of shear viscosity vs. corrected shear rate for HDPE its nanocomposites at three temperatures, 190°C, 200°C and 210°C are shown in Figure 2.

Plots of corrected shear viscosity (η) versus corrected shear rate for HDPE and HDPE/MMT nanocomposites; (a) in absence (b) in presence of compatibiliser at 190°C, 200°C and 210°C.
Power law index (n)
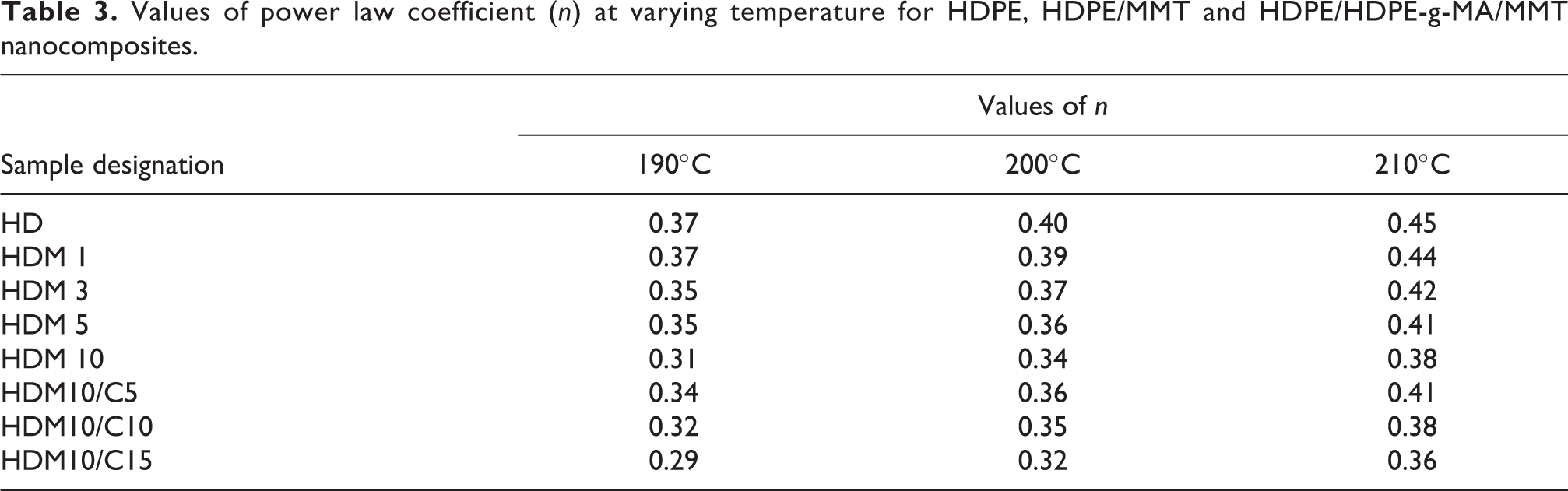
The power law coefficient (n) was calculated from the slope of corrected shear stress vs. corrected shear rate curves (Figure 3) at three temperatures 190°C, 200°C and 210°C for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites (Table 3), using equation (5). The values of n < 1 indicates pseudoplastic characteristic of nanocomposite samples over the whole composition range in absence/presence of HDPE-g-MA. It was also observed that n values decreased with increase in MMT content (Table 3, Figure 4(a)). This indicates that shear thinning behaviour increased with increase in filler concentration because of the obstruction of polymer chain entanglement in the presence of clay particles so that the molecules can easily orient themselves towards the direction of flow. 42

Plots of corrected shear stress (τw) versus corrected shear rate for HDPE and HDPE/MMT nanocomposites: (a) in absence (b) in presence of compatibiliser at 190°C, 200°C and 210°C.
Values of power law coefficient (n) at varying temperature for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites.

Plots of power law index (n) as a function of MMT (a) and compatibiliser (b) loading for HDPE and HDPE/MMT nanocomposites at 190°C, 200°C and 210°C.
In compatibilised composite samples, the value of ‘n’ is slightly higher only up to 10 wt% of compatibiliser (HDM10/C10) than that of HDM10 composition. This may be because of enhanced phase compatibility which obstructs the shear thinning ability. While at 15 wt% of compatibiliser, value of ‘n’ is lower which is because of predominance of lubricating effect of coupling agent over phase adhesion (Figure 4(b)). The increased ‘n’ values with increase in temperature for particular composite compositions are an indicative of decreased resistance to flow of the polymer matrix because of the increased thermal motion of polymer chains. The polymer melts tends more towards Newtonian behaviour.
Consistency coefficient (K)
The consistency coefficient value for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites was determined from the intercept of the corrected shear stress vs. corrected shear rate plots (Figure 3) and presented in Table 4.
Values of consistency coefficient, K, (KPa.s n ) for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites at varying temperature.
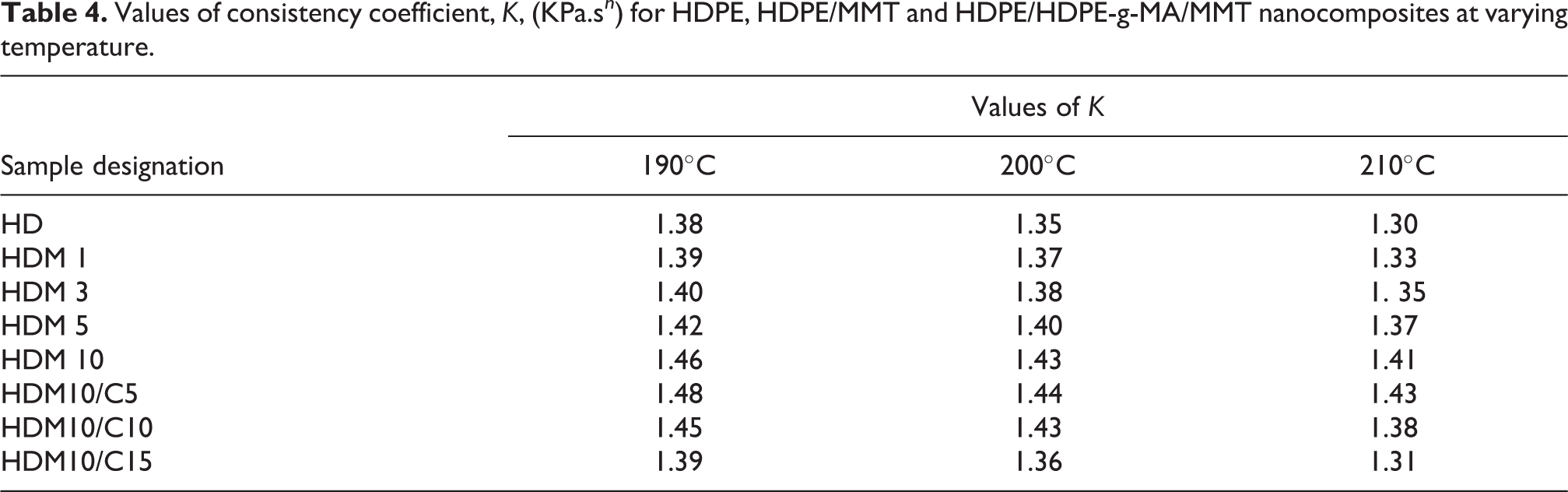
The K value increased marginally with increase in MMT concentration (Figure 5(a)). This is ascribed to an enhancement in resistance to flow of the nanocomposite melts upon increasing the filler content. In compatibilised systems, K values further increased marginally with compatibiliser content upto 5 wt% followed by a decrease (Figure 5(b)). The higher K value is an indication of stronger interphase between polymer and filler. The value of K decreased with increase in temperature for a specific sample composition (Table 4, Figure 5). This is attributed to the decreased resistance to flow of the nanocomposite melts with raise in temperature.

Plots of flow consistence coefficient (k) as a function of MMT (a) and compatibiliser (b) loading for HDPE and HDPE/MMT nanocomposites at 190°C, 200°C and 210°C.
The viscosity of filled system is a function of K and shear rate raised to the power law index ‘n’. While the filler enhances the resistance to flow through imposition of obstructions, it also eases the flow (n < 1) through facilitating disentanglement of polymer chains. The overall effect is that ηa enhances with filler content.
Flow activation energy
The of neat polymer melt viscosity was more susceptible to temperature than the polymer composites because the change in free volume is contributed by the polymer part of the composites mainly. The relationship between viscosity of polymers and temperature can be investigated from the semi-logarithmic Arrhenius expression equation (6). The value of activation energy (ΔE) for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites was determined from the slope of log corrected η versus 1/T curves (Figure 6).

Plots of log corrected η versus 1/T for HDPE and HDPE/MMT nanocomposites in absence (a)/presence (b) of compatibiliser.
The value of activation energy for the composites increase with increasing amount of MMT which imply that the free volume is obstructed by the existence of MMT particles because the molecular motions are facilitated because of the availability of free volume (Table 5, Figure 7(a)). Similar phenomenon was observed for other polymeric systems as well.43,44
Values of activation energy (ΔE) for HDPE, HDPE/MMT and HDPE/HDPE-g-MA/MMT nanocomposites.


Plots of activation energy (ΔE) as a function of MMT (a) and compatibiliser (b) loading for HDPE and HDPE/MMT nanocomposites.
In the presence of compatibiliser, the value of ΔE increase up to 5 wt% of compatibiliser content, while ΔE values decreased significantly at higher concentration of compatibiliser (i.e. 10–15 wt%) (Figure 7(b)). It appears that lubricating effect of compatibiliser at 10 and 15 wt% compensate the resistance to melt flow imposed by MMT particles.
Conclusions
Following findings can be depleted from these studies All the composites follow the power law relationship in the melt flow. The Melt viscosity and shear stress both are independent of clay concentration and increase slightly upon increasing filler content upto 10 wt%. On the other hand, these properties tend towards lower values in compatibilised composites i.e. HDPE/HDPE-g-MA/MMT upon increasing the compatibiliser content from 5 wt% to 15 wt%. This may be due to the plasticising effect of compatibiliser at higher concentration. With increase in filler content HDPE/MMT nanocomposites exhibit decrease and increase in power law index and consistency coefficient, respectively. For compatibilised composites i.e. HDPE/HDPE-g-MA/MMT the values of power law index are somewhat higher as compared to uncompatibilised composites only up to 10 wt% of compatibiliser, while consistency coefficient shows almost opposite trend. Both the systems (compatibilised and uncompotibilised) show enhancement in power law index values with increase in temperature for a specific composition. The activation energy increases in uncompatibilised HDPE/MMT nanocomposites with increase in filler content. In compatibilised systems activation energy increased up to 5 wt% of compatibiliser content and decreased drastically at higher content of compatibiliser due to the lubricating effect of coupling agent.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.