
Abstract
Reinforcing thermoplastic polymers with natural fibres tends to improve tensile and flexural strength but adversely affect elongation and impact strength. This limits the application of such composites where toughness is a major criterion. In the present work, bamboo fibre reinforced polypropylene (PP) composites were prepared with bamboo fibre content varying from 30% to 50% with improved impact resistance. Homopolymer and copolymer PP were used as the matrix polymer and an elastomer was used (10% by wt.) as an additive in the formulation. Copolymer based composites exhibited superior elongation and impact strength as compared to homopolymer based composites. The adverse impact of elastomer on tensile and flexural strength was more pronounced in homopolymer based composites. The study suggested that the properties of the bamboo composites can be tailored to suit different applications by varying reinforcement and elastomer percentage.
Introduction
Reinforcing thermoplastic polymers with natural fibres is an effective way of producing composite materials with varying mechanical properties which can be tailored based on application. Natural Fibre Reinforced Polymer Composites (NFPC) are in demand for semi structural applications due to their relatively low density, high specific strength and low environmental impact. 1 Increasing fibre percentage tend to have a positive impact on Young’s modulus and strength properties but deformability and impact resistance tend to decline, however for engineering applications toughness is a very important property. 2 During the service life of the component, materials undergo different kinds of loadings and the material having low toughness can experience sudden failure. Often for many applications both good stiffness and toughness are required simultaneously. 3 Composites reinforced with natural fibres exhibit a highly non-linear behaviour, when compared with synthetic fibre reinforced composites. 4 The low impact resistance of natural fibre composites is the one which is holding back its large-scale implementation. 5 Moisture has severe effects on the mechanical properties of NFPC. 6 Therefore, drying of fibres becomes essential before preparation of composites.
In order to improve the impact strength and toughness, adding elastomer is one of the most popular and widespread method, however stiffness and strength of the composite are compromised. Another way of increasing impact resistance is by using suitable impact copolymer as the matrix material instead of a homopolymer. 7 However, properties of the composites will depend on the choice of matrix polymer and fibre reinforcement percentage. Finding the optimum combination of fibre, polymer and elastomer is very important to make these composites as an effective alternative material for engineering applications.
Bamboo is one of the most abundantly available natural resource of fibres in many parts of the world particularly in Asia. Easy propagation, rapid growth, renewability, and superior mechanical strength and elastic modulus make it an ideal fibre resource for reinforcing thermoplastics. Bamboo is used for construction, structural applications, handicrafts, incense sticks etc. which produces lot of bamboo waste. Bamboo waste can directly be sourced as a raw material in Bamboo Polymer Composites (BPC) production. BPC have been developed with thermoplastic polymers like polypropylene, polyethylene and polylactic acid.8-10 Since bamboo fibres and polymer matrix are inherently different chemically, weak interfacial adhesion between the two leads to poor mechanical properties. 11 The incorporation of bamboo fibre in polymer matrix was found to result in improved tensile, flexural strengths and stiffness provided an effective compatibilizer like maleic anhydride grafted – polymer is added in the formulation to enhance the interfacial adhesion between fibre and matrix polymer. 12 However, unnotched impact strength and elongation properties get adversely affected by incorporation of natural fibres. Karmarkar et al. 13 reported reduction in unnotched impact strength from 700 J/m to 250 J/m when 10% pulp fibres were added in virgin PP. The sudden reduction in the impact strength was attributed to the increased stress concentration points at the interface of fibre and matrix polymer.
In order to have optimum properties of the composites, multi component polymer blends have to be prepared. Pukanszky et al. 14 studied mechanical and rheological properties of multicomponent polymer blends of Polypropylene/CalciumCarbonate/Ethylene-Propylene-Ethylidene-Norbornene elastomer (EPDM). The mechanical properties such as modulus and strength increased with increase in filler. However, EPDM increased elongation only in composites with high elastomer and low filler percentage. Oksman and Clemons 15 observed substantial decline in stiffness of the wood plastic composites made up of impact modified polypropylene as matrix. Addition of MAPP was not found to affect the impact properties of the composites but had a positive effect on the composite’s unnotched impact strength when used together with elastomer. Yi et al. 16 prepared wood polymer composite with improved impact strength by using maleic anhydride (MAH) grafted polypropylene (PP) and olefin block copolymer (OBC) blend as matrix. The results indicated that MAH-grafted PP/OBC blends was better in toughening when compared with commercial elastomer. There has been growing interest in incorporating nanoparticles in small quantity in composites to enhance certain required properties especially impact resistance. Among nano fillers Carbon Nano Tubes (CNT) have gained much attention due to its superior mechanical properties. Nor et al.17,18 have studied the effect of addition of CNT as nanofillers in bamboo/glass fibre hybrid composites. Incorporation of 0.5 wt% of CNT resulted in increase of 7.73% in tensile strength and 9.21% in impact resistance. However, flexural strength and modulus decreased. The decrease in flexural properties was attributed to the low interfacial bonding between CNT and matrix polymer. Jin et al. 19 investigated the effect of addition of Halloysite Nanotube (HNT) in BPC. Thermal stability of BPCs improved with increasing HNT contents. However, mechanical properties increased only up to 4% HNT loading but after which it started to decline. The deterioration in mechanical properties was attributed to agglomeration of HNT with high concentration loading.
In literature, several research works2,7,11,14-21 have reported on use of multi component polymer blends to toughen the natural fibre reinforced polymer composite material. However, there are very few works which describe the effect of reinforcement percentage variation along with elastomer addition20,21 and there are no works which discuss the effect of elastomer addition in bamboo polymer composites with homopolymer and copolymer matrix.
In the present investigation, bamboo fibre reinforced polymer composites were prepared at different fibre fractions (30/40/50% by wt.) with two different polymers (one homopolymer and a copolymer) in combination with an elastomer. The prepared composites were characterized for mechanical properties. The fractured surfaces of composites were analysed through scanning electron microscopy in order to understand the micromechanical failure mechanism. The viscoelastic behaviour of the composites was also studied using dynamic mechanical analyser.
Materials and methodology
Materials
Mature culms of ‘Dendrocalamus strictus’ bamboo was obtained from a local source, chipped using a mechanical chipper and the chips were dried in an oven to about 8–10% moisture. The dried chips were pulverized in an industrial scale pulverizer and the obtained bamboo flour was sieved using a gyrator screen to different fibre size classes. Bamboo flour of −60+85 standard mesh size (180–250 µm) was taken for the composite preparation. The sieved fibres were examined using an optical microscope for length and diameter to determine fibre aspect ratio. The average aspect ratio was found to be 3.75. The sieved fibres were further dried in a hot air oven at 105°C for 24 h to completely remove moisture.
Repol H110MA grade polypropylene (MFI – 11 g/10 min at 230°C under 2.16 kg load) homopolymer and Repol C015EG grade impact copolymer (MFI – 1.8 g/10 min at 230°C under 2.16 kg load) were used as the matrix material. ‘Vistamaxx’ a commercial grade Polyolefin Elastomer (POE) was used as the impact modifier. Maleic Anhydride grafted Polypropylene (MAPP) was used as the coupling agent. Synthetic wax was added in the formulation as a lubricant.
Preparation of bamboo polymer composites
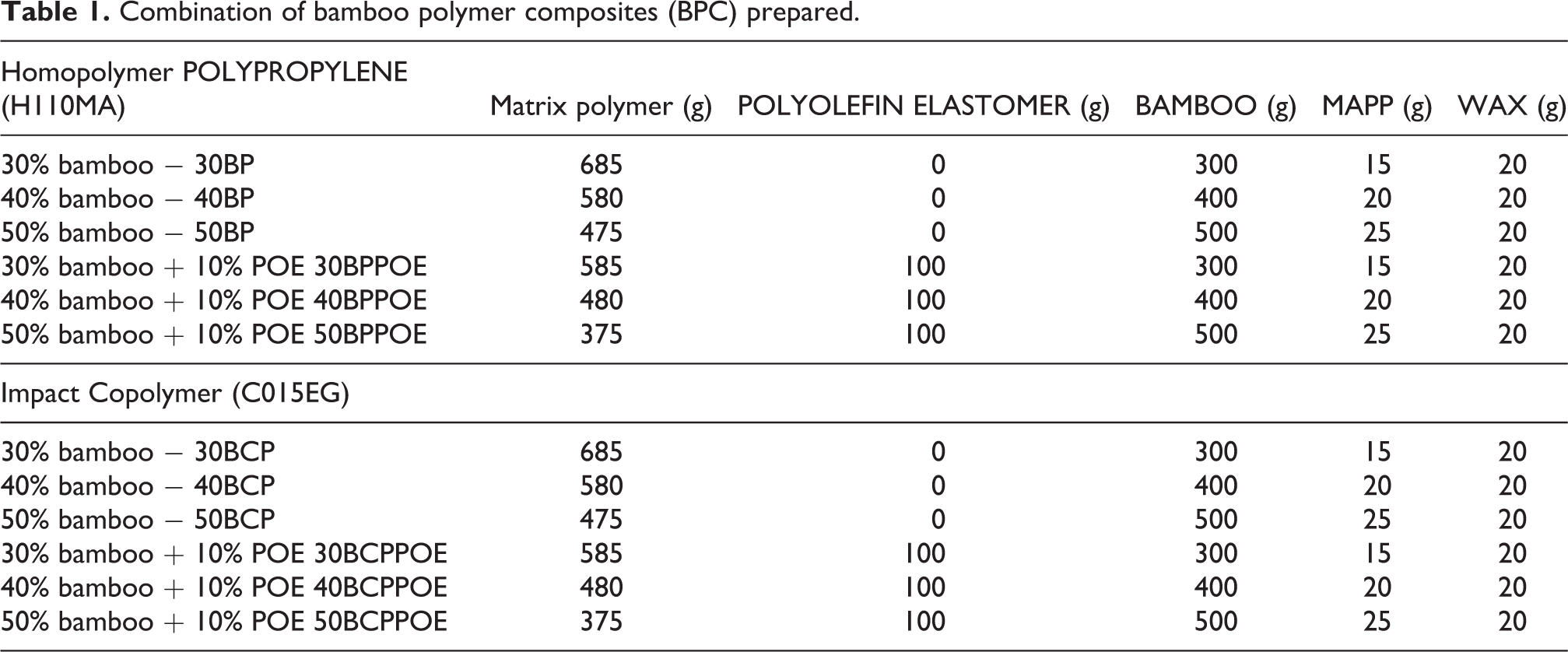
Bamboo polymer composites were prepared with different formulations (Table 1) using a Steer make 25 mm twin screw extruder (OMEGA25). All the constituent materials were premixed in a specific composition in a high-speed mixer and fed through the main hopper into the pre-heated extruder. The twin screw extruder having 10 heating barrels was set from inlet to die at temperatures 160°C, 165°C, 170°C, 170°C, 175°C, 175°C,175°C, 175°C, 180°C and 180°C, respectively. The extruder main screw RPM was set to 150 and the feed rate was set to 10 kg/h. The residual moisture and volatiles produced during BPC production were removed through vacuum venting. The molten extrudate strands from the die were passed through a cold-water bath and the cooled strands were pelletized into 3 mm long granules. The granules were dried in a hot air oven at 100°C for more than 6 h to remove moisture and sealed in plastic bags. The dried granules were injection moulded, using a 60 tons L&T-Demag make injection moulding machine, into ASTM standard test specimens.
Combination of bamboo polymer composites (BPC) prepared.
Evaluation of mechanical properties
Tensile and flexural tests were conducted using a Shimadzu make 10 kN UTM (AG10IS). Tensile tests were carried out in accordance with ASTM D638 with specimen type I with a crosshead speed of 50 mm/min. Strain was measured using an extensometer with 50 mm gauge length. Flexural (three-point bending) tests were conducted in accordance with ASTM D790 with support span of 100 mm and cross head speed of 2.8 mm/min. Izod impact tests (both notched and unnotched) were performed in accordance with ASTM D256 using a pendulum impact tester (Ceast 9050).
Scanning electron microscopy
HITACHI make Scanning Electron Microscope imaging setup was used to capture images of the fractured surfaces of BPC to characterize the interfaces between bamboo fibre and matrix and to determine micromechanical deformation modes.
Dynamic mechanical analysis
PerkinElmer make DMA8000 was used to investigate the visco-elastic behaviour of composites. Temperature scan from −5°C to 100°C at 1 Hz frequency in single cantilever mode with span length of 12 mm was performed. The temperature ramp programme was set with 2°C/min heating rate for all measurements. The programme was set with 0.05 strain on the sample. Data was recorded for storage modulus (E′), loss modulus (E″) and tan delta (δ) against temperature.
Results and discussion
Density, tensile and flexural properties of the composites are presented in Table 2. Density of H110MA and C015EG was 940 kg/m3and 975 kg/m3, respectively. Reinforcing with bamboo fibres resulted in increase in the density and at 50% bamboo content, density of the composite material was 4.3% higher for PP homopolymer and about 7.96% higher in impact copolymer. With increasing bamboo content, density of the composites increased. The incorporation of elastomer in the formulation exhibited positive impact on density of the composites. The variation in composite density depends on the density of individual materials, their volume fraction and packing density during injection moulding. This suggests densification of bamboo flour during injection moulding as the bulk density of bamboo is about 650 kg/m3. High temperature and pressure during moulding would lead to compaction of fibres as lignin becomes soft at elevated temperature in the range of 160–180°C. Tensile strength of the composites increased with the increasing fibre content and the effect of fibre content was very prominent in homopolymer (H110MA) based composites. Composites with 30% fibres exhibited 18.62% higher strength compared to virgin polymer and at 50% fibre content the increase was 58.72%. Biswas and Palsule 22 prepared BPC by reinforcing functionalized polypropylene with bamboo fibres and found that with increasing bamboo fibre reinforcement tensile, flexural and notched izod impact properties increased.
Impact copolymer matrix with 30% bamboo content resulted in 37.57% increase in tensile strength over virgin polymer but further increase in the bamboo fibres resulted in marginal increase in strength. The strength of composites with impact copolymer was lower than homopolymer at all bamboo content levels. This is mainly attributed to the relatively low tensile strength of copolymer itself.
Density and properties of BPC.

SD: standard deviation.
Addition of 10% POE in H110MA PP composites with 30% bamboo fibres increased the elongation at break from 2% to 3.2% i.e. an increase of about 60%, but resulted in loss in strength and tensile modulus by 1.6% and 23%, respectively. There was significant decrease in tensile modulus and strength in 50% reinforced composite when compared to 30% reinforced composite. The tensile modulus decreased from 5.9 GPa to 3.14 GPa (decrease of 47%) and tensile strength from 51.14 MPa to 40.3 MPa (decrease of 19.2%), But the percentage elongation at break increased from 1.5% to 3.13% i.e. increase by 110%. Interestingly, the elongation at break of POE based composites was uniform irrespective of bamboo content. The maximum elongation was observed to be 3.2% in composite with 30% reinforcement. Forty percent and 50% bamboo polymer composites with POE were characterized with more than 3% elongation at break and tensile modulus of more than 3 GPa. The strength of the composites was far superior compared to virgin polymers. Flexural strength and modulus also exhibited very similar trends as tensile properties. The effect of elastomer was clearly evident at all bamboo loadings. Addition of 10% POE in the matrix material resulted in 11.5% reduction in strength and 33.3% reduction in flexural modulus.
Composites prepared with copolymer (C015EG) as the matrix material exhibited relatively low strength (tensile and flexural) and elastic modulus as compared to composites prepared with homopolymer. This is mainly due to inherent properties of copolymer. The tensile strength of copolymer was 22.2% lower and flexural strength was 29.6% lower than homopolymer. Elongation at break of the composites with copolymer was much superior than composites with homopolymer. Even at 50% bamboo content, elongation of copolymer composites was higher (3.5%) than the elongation in homopolymer based composites with POE (3.2%) with a better tensile modulus (3.5 GPa). Thus, the advantage of copolymer was clearly evident in preparation of composites with high bamboo content with superior elongation and without compromising much on elastic modulus.
Further addition of 10% POE in copolymer matrix-based composite resulted in further improvement in elongation at different bamboo content levels. From Table 2, it can be seen that copolymer-POE-50% bamboo composites exhibited 37% higher elongation as compared to HP-POE-30% bamboo composites with similar strengths and modulus.
In some applications particularly automotive and injection moulded parts with thin cross-section walls, high impact strengths are desired. Wood polymer composites, in general, exhibit poor impact strength which limits their application in such products. Unnotched and notched impact strength of all composites are shown in Figures 1 and 2, respectively. The decline in unnotched impact on addition of fibres in all composites is as expected. In all cases, increasing fibre content resulted in decline in unnotched impact strength. To compensate for the reduced energy absorption in the present case, 10% POE (elastomer) was added into the formulation. POE addition results in higher deformability leading to better impact resistance. Ten percent POE in formulation resulted in improvement in unnotched impact strength in the range of 11–28% in composites as compared to composites without POE. Among all composites, 30BCPOE exhibited the highest unnotched impact strength of 406 J/m which is 66.4% higher than 30BP composites.
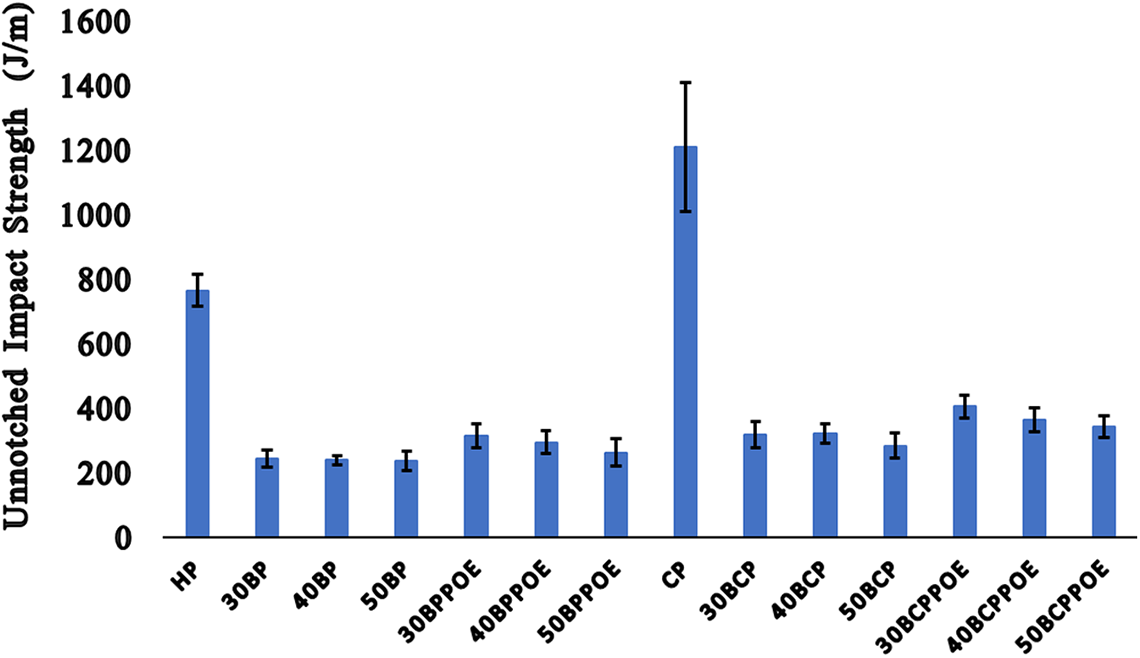
Unnotched impact strengths of the prepared composites.

Notched impact strengths of the prepared composites.
The notched impact strength of homopolymer was only 27 J/m and it increased to around 50 J/m on addition of bamboo fibres. There was further increase in the strength with the addition of POE in the matrix reaching up to 58.7 J/m. However, in case of virgin copolymer, the notched impact strength which was 200 J/m declined with the reinforcement to around 80 J/m. The decrease in notched impact strength may be attributed to the presence of fraction of the fibres which are not adhered to the copolymer matrix, which act as stress concentration points for crack propagation. The presence of POE exhibited a positive impact on notched impact strength in copolymer composites also, as observed in homopolymer based composites. The highest notched impact strength of 120 J/m was observed in 30% bamboo composites and was nearly 100% more than as observed in all the composites with homopolymer as the matrix.
The relationship between tensile modulus, elongation at break and tensile strength is shown in Figure 3. Tensile strength and modulus exhibited a positive linear relationship whereas elongation followed a non-linear negative relationship. The figure suggests that composites with about 5% elongation, 38–40 N/mm2 tensile strength and about 2.8 GPa modulus can be obtained. Using these relationships, formulation of the composites can be selected based on the property requirement and end application.

Variation in tensile strength, percentage elongation with respect to tensile modulus of the composites.
Mechanical behaviour and impact resistance of composites can be attributed to the micromechanical deformation and adhesion between fibre–matrix. SEM imaging gives information regarding matrix–fibre interfacial adhesion and micromechanical failure mechanism. Many types of micromechanical deformation mechanisms can occur such as debonding, fibre pull out, matrix yielding and fibre fracture. These micromechanical deformation processes determine the properties of composites. 23 Good interfacial adhesion between fibre and matrix and higher strength of reinforcement fibres gives better mechanical properties. In fibre reinforced composites, stiffness depends on percentage of reinforcement and elastomer content. Increasing elastomer content results in decrease of strength and elastic modulus, but increases percentage strain. Increasing reinforcement results in decrease of percentage strain and toughness, but increases strength and elastic modulus.
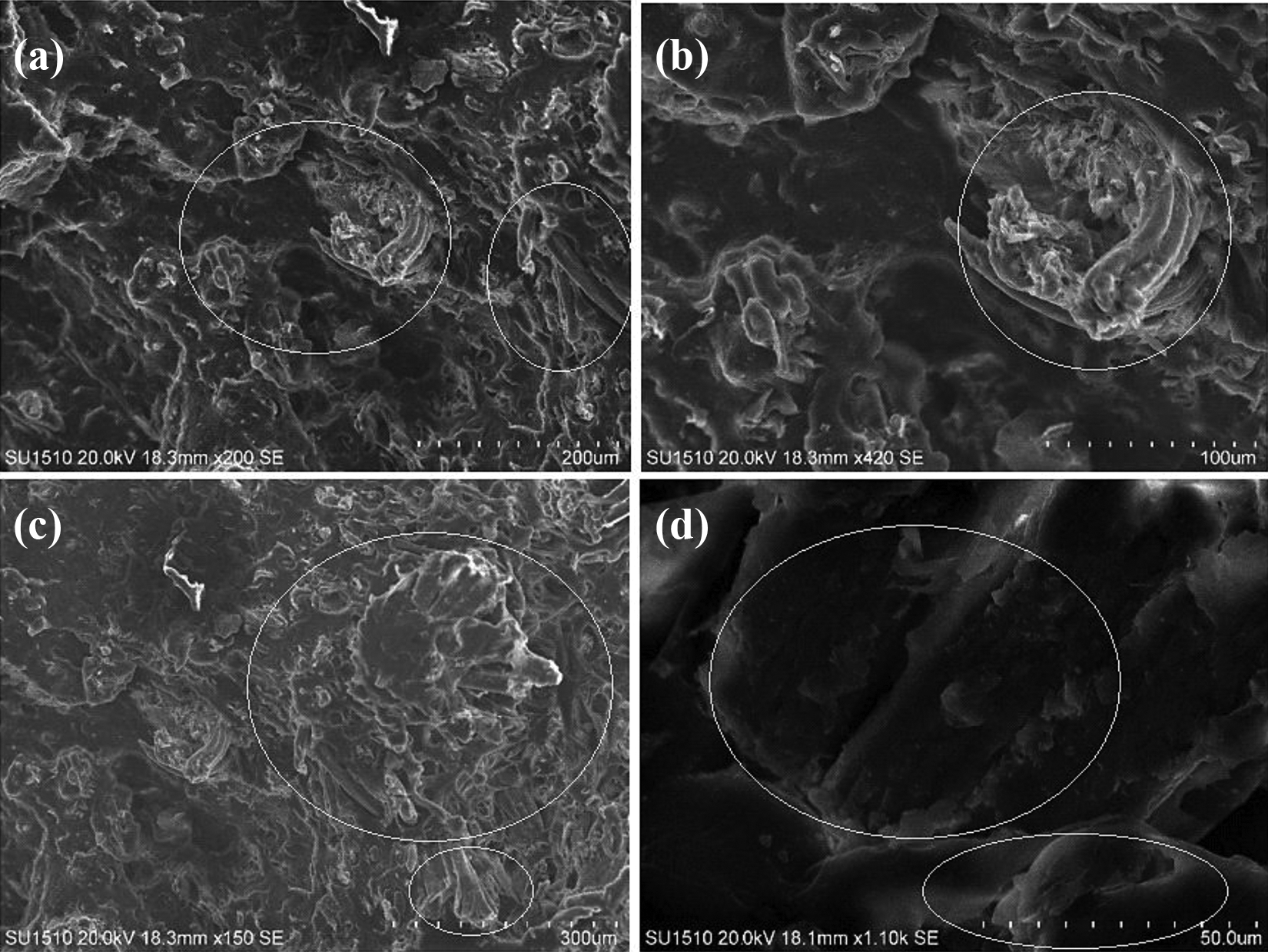
Figure 4 shows SEM micrographs of fractured surface of 30% reinforced homopolymer PP. It can be seen that most prominent micromechanical deformations are fibre–matrix debonding (Figure 4(a)) and fibre pull out (Figure 4(d)). The micromechanical deformation in composites when 10% POE is blended in the matrix is a combination of fibre pull out (Figure 5(a) and (c)), fibre fracture (Figure 5(b)) and matrix yielding (Figure 5(d)). The improvement in impact resistance by addition of elastomer can be attributed to the good miscibility and interfacial bonding of bamboo fibres and PP, POE matrix as seen in Figure 5(d). The POE particles dispersed in the matrix restricts the propagation of crack by undergoing plastic deformation thereby absorbing more energy during impact loading. POE can exist in three different ways (1) elastomer can exist as separate phase in the matrix (2) the elastomer can encapsulate the fibre (3) combination of (1) and (2). 12 However, here POE has undergone uniform blending with PP matrix and it’s very difficult to identify POE particles separately in the SEM images.

SEM micrograph of the fractured surface of 30BP sample.

SEM micrograph of the fractured surface of 30BPPOE sample.
Figure 6 shows the SEM micrographs of fractured surface of 30% reinforced to copolymer matrix and it is evident that in addition to fibre pull out (Figure 6(a)), fibre fracture (Figure 6(d)) and matrix yielding (Figure 6(c)) are the major factors causing deformation. The behaviour was very similar to composites having homopolymer and POE matrix.

SEM micrograph of the fractured surface of 30BCP sample.
Figure 7 shows the fracture surface of 30% reinforcement to copolymer and 10% POE matrix. It can be seen that main micromechanical deformation is by matrix yielding Figure 7(c) and fibre fracture Figure 7(b), which is attributable to very good adhesion between fibre–matrix and high impact resistance. Hence, there is no fibre–matrix debonding and fibre pull out. Both copolymer and copolymer with POE matrix composites showed good impact resistance. During impact there is less debonding and fibre pull out which leads to good stress transfer from matrix to fibre.
SEM micrograph of the fractured surface of 30BCPPOE sample.
Dynamic mechanical analysis
Dynamic mechanical analysis (DMA) is a useful technique for acquiring knowledge of material behaviour under the action of temperature and frequency. Viscoelastic components are key elements in designing desired dynamic behaviour of mechanical systems. 23 Dynamic Mechanical Analysis (DMA) revealed differences in storage modulus, loss modulus and tan of composites and virgin polymers. As expected, storage modulus of composites with 50% bamboo fibre (50BP) was highest throughout the temperature range from −5°C to 100°C (Figure 8). The composites with 30% bamboo and POE exhibited high modulus as compared to virgin PP and CP. The loss modulus indicates the amount of energy lost to friction and internal motion and can thus be used as a measurement of viscous component or unrecoverable oscillation energy dissipated per cycle. 24 Loss modulus behaviour exhibited peaks in the range of 10–25°C and 55–85°C in the composite materials (Figure 9). The peaks were also observed in tan curves. The peaks in the low temperature range (10–25°C) are characteristic glass transition peaks for PP. The intensity of peak was varying with the composition. In case of homopolymer PP the glass transition was at 15°C whereas in case of copolymer the glass transition was at around 10°C. The peak has shifted slightly towards the lower temperatures for reinforced composites. The second transition is seen in the range of 60–80°C. As it is seen, this peak is not very significant in case of pure PP/CP but became more distinct in the case of the composites. This suggests that in case of pure PP since it’s a pure matrix the energy is easily dissipated because matrix has no interface region. But in case of composites, at fibre–matrix interface region when the dynamic load is applied the loss of energy is more when fibre content is more.

Variation of storage modulus with temperature of different composite formulations.
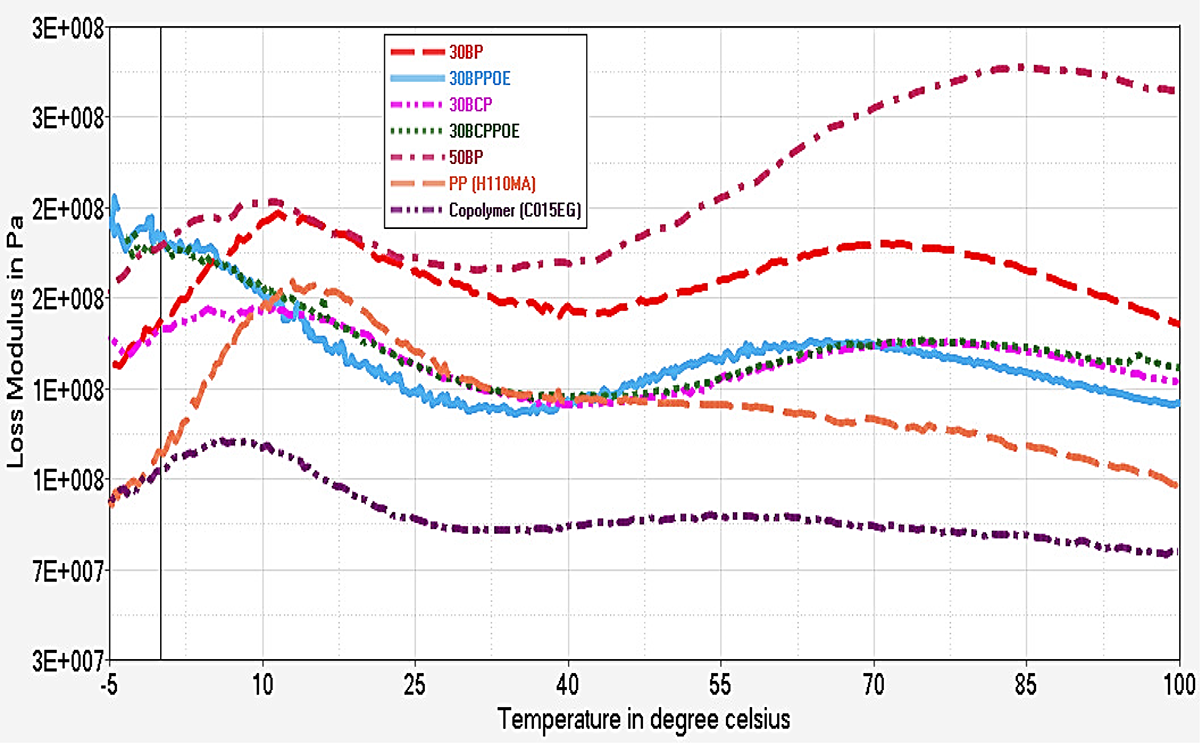
Variation of loss modulus with temperature of different composite formulations.
Figure 10 represents tan δ curve for PP, CP, composites with and without elastomer. tan δ is the ratio of loss and storage modulus. A clear transition is seen in all the curves around 10°C and there appears to be second transition above 90°C. Peak values for pure PP at first transition are significantly high. There is slight shift of curves for composite towards lower temperature. The second transition in pure PP takes place early than those for the composites. Incorporation of bamboo fibres into polymer matrix restricted the mobility of polymer chains at the glass transition of polymer and therefore reduced the peak intensity. The damping coefficient (tan δ) in composites with 50% bamboo is significantly low throughout the temperature range. The damping was higher in copolymer composites as compared to homopolymer based composites. Dinesh and Palsule 25 also observed similar reduced tan δ throughout temperature range with increasing reinforcement in bamboo fibre reinforced chemically functionalized ethylene propylene rubber composites.

Variation in tan delta with temperature of different composite formulations.
Conclusion
Tensile and flexural properties (strength and stiffness) improved with increase in reinforcement percentage but percentage strain and toughness came down drastically. It was found that with the addition of elastomer and using impact copolymer as matrix, the impact resistance increased considerably but elastic modulus and strength decreased. There is a trade-off between elastic modulus and toughness, if elastomer and impact copolymer are used to improve toughness. Addition of 10% elastomer in the homopolymer PP based composites resulted in 60% improvement in elongation at break and 29% improvement in un-notched impact strength at 30% bamboo content over composites without elastomer. The composites prepared with copolymer as the matrix along with 10% elastomer exhibited elongation at break of 6.9% at 30% bamboo content and 4.4% at 50% bamboo content. The effect of elastomer on reduction in strength and stiffness was more in homopolymer as compared to copolymer. An optimized composition of reinforcement, polymer, elastomer and copolymer is necessary to achieve required mechanical properties for engineering applications. Reinforcement percentage, interfacial adhesion between fibre–matrix and the elastomer content are the main important factors which affect the mechanical behaviour of BPC.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.