
Abstract
The used tyre rubber, scrap ceramic tiles and wood dust are largely dumped into landfills, which create environmental pollution to the surrounding. The recycling of tyre rubber is very limited, but it has good property to absorb the impact energy. Hence, these materials are used to prepare the composite in the present work. Composite materials were prepared by the resin transfer moulding method with different weight percentage of particles. The tensile, flexural and impact strength of composite specimens were compared with other combination of composites and also with the neat resin sample specimen. The tensile and flexural strength of composites were decreased with the addition of the rubber. But, the rubber particle with the ceramic in the resin matrix increases the impact strength of composite by 45.91% when compared with the neat resin sample. The addition of rubber enhances the impact strength of composite materials with all the combination of particles. The better distribution and good interfacial adhesion of particles with a resin matrix along the fractured surface were observed by the scanning electron microscope. And also, the nature of failure was identified by morphological studies.
Introduction
Polymer composites reinforced with the synthetic fillers like carbon, basalt and glass fibres are commonly used due to their strength to weight and performance to cost ratios in the present scenario. The environmental concerns around the world looking for a suitable alternative filler to the replacement of all synthetic fillers. Hence, the natural fillers were recognized and accepted as a suitable replacement for the synthetic fillers.1,2
Recently, polymer composites with the natural fillers are popularly being used for various applications owing to their high specific strength and stiffness, biodegradability and corrosion resistance.3-5 Even though, the natural fillers have several advantages over the synthetic filler, they also have some disadvantages such as high moisture absorption tendency, low thermal stability, low impact strength and other quality variations. 6
According to the researcher, 7 7% of waste rubber tyres only recycled on site globally in the automobile industries and around 77% of the remaining wastes were sent to landfills or dumped illegally. Besides, woods and their dust from the wood cutting industries produce severe allergic reactions to the humans and animals due to their toxins. 8 These wood dust particles are also directly dumped into the landfills, which creates an environmental hazard. Similarly the broken ceramic tiles are directly dumped into the landfills, which creates environmental pollution to the surroundings.9,10 The polymer matrix can also be reinforced with these waste materials available as landfills in the industries. For high strength requirements, the composites were hybridized with more than two types of fibres or particles. Hybridization of composites can improve their properties and they are used in many applications.11-13
Hybrid composites have a balance of performance that cannot be achieved by single filler. Hybrid composites are more efficient and high performance material for structural and other engineering applications. The pure polymers are hydrophobic in nature, low thermal resistance, low mechanical properties and poor adhesion. In order to overcome these limitations of pure polymers the single filler has been introduced with pure polymers in preparing polymer composites. In some of the cases the single filler polymer composites have not improved the physical and mechanical properties of composite. To improve the physical, mechanical, morphological and thermal properties of single filler composite, the two or three fillers are used as reinforcing materials.
Each filler particle size, shape, particle surface area, packing and surface chemistry is influencing the properties of composites. Most of the fillers are inorganic and polar in nature, which produces poor compatibility with polymers. The cross linked nature of the polymer matrix provide the adhesion with particles by mechanical interlocking with the aid of polymerization of the resin matrix. The adhesion can also be obtained on the diffusion of monomers of the resin composite into the non cross linked polymer matrix. Thus, the cohesive strength of the composite is based on bonding of particles to the polymer matrix. It is important to get good bonding for optimum properties of particulate composites. The micro and nano size particles impart greater strength to the composites.
The high energy absorption property of rubber can be used in composite as energy absorbing materials. Additionally, the wood dust and ceramic particles possesses high mechanical properties that can be incorporated as a hybrid system to meet the requirement. There is a limited research focuses on utilization of waste tyre rubber in the polymer composite system. The present work explored the use of above waste materials as reinforcements to the composites and enhanced mechanical properties, when these fillers are used together in the hybrid system of polymer composites.
The waste materials such as Ceramic Tile Particles (CTP), Wood Dust Particles (WDP) and Tyre Rubber Particles (TRP) were used as fillers with Epoxy Polymer (EP) matrix in the present analysis.
Experimental details
Materials
The broken ceramic tiles were collected and then it was crushed into micro particles using grinding and polishing machine. Waste teak wood dust particles in micro level were received from saw mill and then dried in sunlight between 10 AM to 4 PM for 5 days to remove the moisture. The temperature variation during the above period was observed between 30°C to 35°C. The used and scraped rubber tyres were collected from automobile workshop and extracted the rubber then crushed into micro particles by shredding and pulverizing. A thermoset EP resin of LY556 with the hardener of HY951 was used as a matrix.
Preparation of composite material
Composite specimens were prepared by Resin transfer moulding (RTM) technique as per the ASTM D638-10, ASTM D790-10 and ASTM D256 standards with a motive of testing the tensile, flexural and impact properties respectively.Prior to the process, a releasing agent of petrolatum was applied into the mould box to ensure the easy removal of cured composite specimens. The filler particles were mixed with epoxy resin according to weight percentage (wt%) given in Table 1. Then, the mixture was stirred using a mechanical stirrer for 10 to 15 min to ensure even mixing of the filler with resin. Finally, the hardener was added to this mixture and stirred well for 2 min and the mixture was poured into the mould. After that, the mould box was closed and allowed to cure at room temperature for 48 h. Figure 1(a) to (c) shows the digital image of the prepared composite specimens for tensile, flexural and impact tests. For comparative study, the neat resin samples were also fabricated by using the same mould as shown in Figure 1(a) to (c) as transparent in colour. The designations with weight percentages of the prepared epoxy matrix composite specimens used in this study are given in Table 1.
Designation and weight percentages of the composites.


Fabricated composite specimens for: (a) tensile test, (b) flexural test and (c) impact test.
Mechanical testing
The tensile and flexural strength of the composite specimens were conducted by Tinius Olsen digital universal testing machine at a crosshead speed of 5 mm/min. The tensile test composite specimens were prepared according to ASTM D638-10 standard. The flexural strength of composite specimens was carried out by three point bend method. The flexural test composite specimens were prepared according to ASTM D790-10 standard. The impact test specimens were prepared according to ASTM D256 standard and the specimens were tested by using Tinius Olsen digital impact test machine.
Scanning electron microscope
The morphological study of a fractured surface of the mechanical tested composite specimens were observed by FEI Quanta 200 FEG-High Resolution Scanning Electron Microscope (SEM).
Results and discussion
The tensile, flexural and impact strength of the CTP/EP, WDP/TRP/EP and CTP/TRP/EP composites were determined in accordance with the weight percentages of particles as illustrated in Table 1. The effects of various levels of reinforcement are mainly due to the amount of accumulation of particles in polymer resin matrix with different interfacial adhesion between the particle-resin matrix.14,15
Mechanical properties of CTP/EP composites
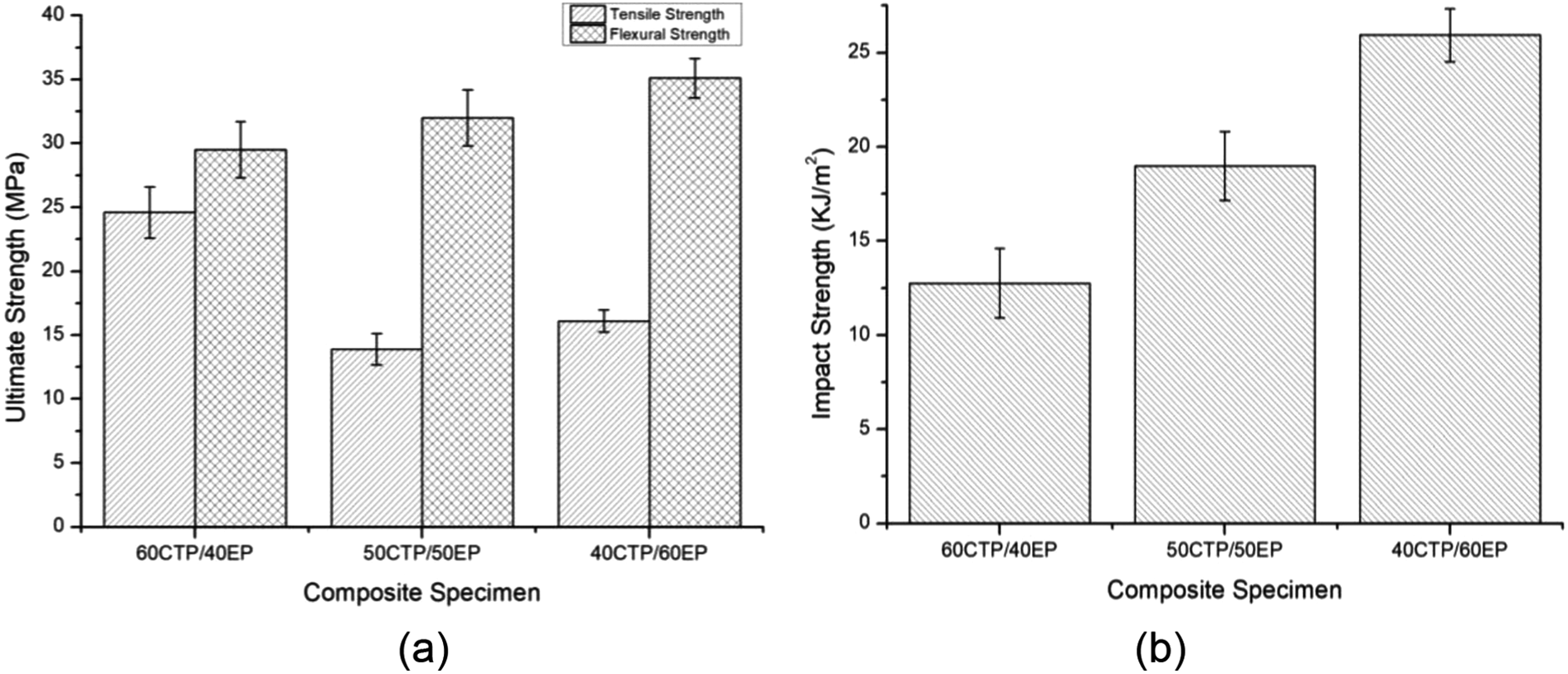
The tensile strength of the neat resin sample was obtained 50.9 MPa as shown in Figure 2. The tensile strength of CTP/EP composite specimens prepared with different weight percentages of CTP (40, 50 and 60 wt%) is shown in the Figure 3(a). In the CTP/EP composite with 40 wt% of CTP shows the tensile strength of 16.1 MPa which was 68.4% lower than the neat resin sample. Moreover, the accumulation of 60 wt% of CTP with the EP resin matrix gives the tensile strength of 24.6 MPa which also 51.6% lower than the neat resin sample. It was observed that the addition of CTP reduces the tensile strength of EP resin composite. 16 The addition of CTP with resin matrix having higher breaking strength decreases the tensile strength of composite materials. From the result, it was observed that the tensile strength of the composite will increase, if higher amount of CTP is added to the lower strength resin matix.17,18

Tensile, flexural and impact strength of the neat epoxy resin specimen.
(a) Tensile and flexural strength of CTP/EP composites and (b) Impact strength of CTP/EP composites.
The variations of flexural strength of the CTP/EP composites are shown in Figure 3(a). The obtained flexural strength of the neat resin sample was 89.8 MPa as shown in Figure 2. The initial addition of 40 wt% CTP decreases the flexural strength of the composite by 60.9%. Composite with 50 wt% of CTP showed the lower value of the flexural strength of 32 MPa compared to the composite with 40 wt% of CTP of 35.1 MPa. The flexural strength was decreased with the further addition of 60 wt% CTP into 29.5 MPa. It was observed that addition of CTP with the EP resin matrix decreased the flexural strength of the composites due to brittleness.19,20 Also, it was found that the flexural strength of composite was more than the tensile strength for the same composites. When the large amount of CTP was added to the resin, the flexural strength is decreasing, because of the brittle characteristics of the reinforcements.
The impact test results of the CTP/EP composites for different weight percentage of CTP are depicted in Figure 3(b). The maximum impact strength of 25.9 KJ/m2 was observed on composite with 40 wt% of the CTP. The impact strength of the neat resin sample was measured into 45.4 KJ/m2. Further, increase in the weight percentages of the CTP the impact strength value of composite decreases. Composite having the CTP content of 60 wt% shows the impact strength of 12.8 KJ/m2, which was lower than that of the composite with 50 wt% of the CTP due to more brittleness over the EP resin matrix. It was identified that the impact strength of the EP resin matrix composites decreased, when reinforced with CTP. It shows that increasing brittle reinforcement material in EP resin matrix decreases the impact strength of composites. The result clearly explore that more volume of CTP present in the composite behaved as brittle material and exhibit lesser energy absorption than lower CTP content in the composites. The flexural and impact properties for CTP/EP composites may be increased with less than 40% CTP weight percentage and move towards the properties of the pure resin.
Mechanical properties of WDP/TRP/EP hybrid composites
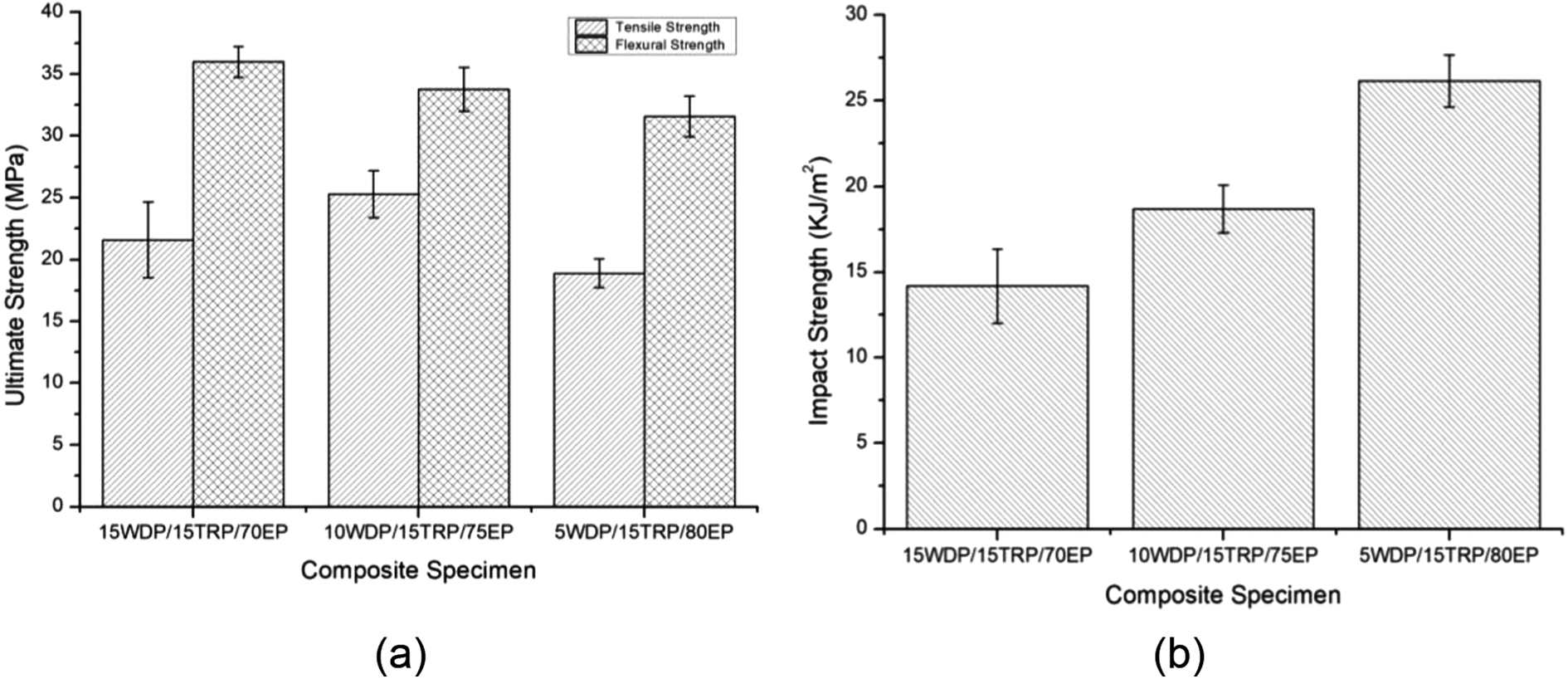
The WDP/TRP/EP composite specimens were fabricated for different weight percentages of WDP (5, 10 and 15 wt%) with a constant weight percentage of TRP (15 wt%). Further addition of TRP particles caused difficulty in mixing since the resin mixture become more viscous and agglomeration of particles were noticed. Moreover, practically it was difficult to prepare the mixture and transfer to the moulding process. Composite with 10 wt% of WDP and 15 wt% of TRP showed maximum tensile strength value followed by 5WDP/15TRP/80EP and 15WDP/15TRP/70EP composites. It was observed that the 5WDP/15TRP/80EP, 10WDP/15TRP/75EP, and 15WDP/15TRP/70EP composites exhibited the tensile strength of 18.9 MPa, 25.3 MPa and 21.6 MPa, respectively. This scattered strength may be due to uneven distribution and poor bonding of particles with EP resin matrix. It was identified that the tensile strength of WDP/TRP/EP composite decreases upon reinforcement with the TRP and WDP when compared with the neat resin sample, as shown in Figure 4(a). It shows that the addition of TRP decreases the tensile strength of EP resin matrix composite material. 21 Moreover, the addition of WDP to the resin matrix increases the tensile strength of composites to a certain percentage of wood particles.
(a) Tensile and flexural strength of WDP/TRP/EP composites and (b) Impact strength of WDP/TRP/EP composites.
The flexural strength values of the WDP/TRP/EP composites as the function of weight percentages of WDP and TRP are presented in Figure 4(a). It shows that the flexural strength of EP resin matrix composite was decreased with the addition of WDP and TRP compared to the neat resin sample of 89.8 MPa as shown in Figure 2. It has been found that the reinforcement of 15 wt% WDP and 15 wt% TRP with the 70 wt% EP shows the highest level of the flexural strength of 36 MPa compared to 10WDP/15TRP/75EP and 5WDP/15TRP/80EP composites, which had 33.8 MPa and 31.6 MPa, respectively. The results revealed that the addition of the WDP with higher concentration increases the flexural strength of WDP/TRP/EP composites. At the same time additions of TRP decreases the flexural strength of composite materials. 22
The impact strength of WDP/TRP/EP composite samples as a function of the weight percentage of WDP and TRP are shown in Figure 4(b). It was found that the 15WDP/15TRP/70EP, 10WDP/15TRP/75EP and 5WDP/15TRP/80EP composites had the impact strength of 14.2 KJ/m2, 18.7 KJ/m2 and 26.1 KJ/m2, respectively against the pure resin sample (45.4 KJ/m2). However, the additions of TRP increased the impact strength. 23 and WDP decreased the impact strength of EP resin matrix composite. 24 Addition of TRP to the EP resin matrix increases the energy absorbing capacity.
Mechanical properties of CTP/TRP/EP hybrid composites
The tensile strength of the CTP/TRP/EP composite specimens depicted in the Figure 5(a). The maximum tensile strength of 21 MPa was observed at the 55CTP/5TRP/40EP composite. On the further addition of the TRP particles, the tensile strength values were continuously decreased. The 45CTP/15TRP/40EP composite has the tensile strength of 13 MPa which was 74.5% and 37.2% lower than the neat resin sample and the 55CTP/5TRP/40EP composite respectively. The combination of the TRP and the CTP exhibits moderate elongations and lower tensile strength to the composites. Therefore, the 45CTP/15TRP/40EP composite shows the low tensile strength compared to the other composites of 55CTP/5TRP/40EP and 50CTP/10TRP/40EP. The results revealed that the inclusion of the CTP and TRP in the EP resin matrix decreases the tensile strength of the composite due to the addition of TRP. 25

(a) Tensile and flexural strength of CTP/TRP/EP composites and (b) Impact strength of CTP/TRP/EP composites.
The flexural strength of the CTP/TRP/EP composite specimens prepared with varying weight percentages of CTP and TRP are shown in Figure 5(a). The initial accumulation of 55 wt% of CTP and 5 wt% of TRP shows the flexural strength of 24 MPa which was 73.3% lower than the neat resin sample as shown in Figure 2. The 45CTP/15TRP/40EP composite shows the lower level of flexural strength of 10.5 MPa compared to the other composites. Moreover, the flexural strength of CTP/TRP/EP composite was decreased with the further addition of the particles due to increasing the amount of TRP into the EP resin matrix. 26 It was observed that the addition of CTP and TRP caused the decrease in flexural strength of the composite mainly due to the brittleness of CTP. 27
The variations of impact strength with the weight percentages of TRP and CTP are shown in Figure 5(b). The 45 wt% of CTP with 15 wt% of TRP in 40 wt% EP resin matrix exhibited the highest impact strength of 66.3 KJ/m2 than neat resin sample of 45.4 KJ/m2 as shown in Figure 2. The initial addition of 55 wt% of CTP and 5 wt% of TRP with 40 wt% EP resin matrix have an impact strength of 12.1 KJ/m2 which was 73.42% lower than the neat resin sample. This can be due to the less amount of TRP present in the EP resin matrix composite. The impact strength of the 50CTP/10TRP/40EP composite was found to be 33.5 KJ/m2 which was 177.78% more than the 55CTP/5TRP/40EP composite. A substantial increase in impact strength of 66.3 KJ/m2 was identified in the 45CTP/15TRP/40EP composite. This was 97.8% more strength than 50CTP/10TRP/40EP and 46% more than the neat resin sample. The result clearly reveals that the addition of TRP with the CTP in the EP resin matrix lead to an enhancement in the impact strength of the EP resin matrix. This higher impact strength was achieved by the addition of TRP and CTP with EP resin matrix in the suitable proportions. Also observed that the addition of TRP influences the enhancement of impact strength of composite materials. 28
The bond in CTP may be covalent or ionic depending on the chemical composition in ceramic. Most of the CTP has a three dimensional unit cell that is followed throughout the material. Covalent bonds are highly directional and Ionic bonds are non-directional. 29 The non-directional ionic bonds allows sphere packing arrangements of the ions, each ion is surrounded by six opposite charges. The cured EP resin is cross-linking and brittle in nature, which reduces the impact strength of the material. The EP resin consisting of an oxygen atom and two carbon atoms is bonded together. Hence, when the CTP is added to EP resin the atoms are rigidly bonded together to produce the composite as brittle. TRP is like polymers based monomers having long chain molecules that repeat as subunits. When adding TRP with EP and CTP the cross-linking of the monomers stabilizes the structure and increases the impact strength of the composites.
The tensile, flexural and impact strength of composites at different time of curing is shown in Figure 6. The result shows that there is no much variation of strength beyond 48 h of curing the composite. The strength of the composite at the curing time between 24 h to 72 h shows only ±5% deviation from the mean strength of the composites. Hence, the curing time of 48 h is kept constant for all the composites.

Strength of Composites at different curing time. (a) Tensile strength, (b) Flexural strength and (c) Impact strength.
Morphological study
In this analysis the interface quality, distribution of particle and crack formation on the fractured surface of composite specimens were examined. Composite with 60 wt% of CTP and 40 wt% of EP exhibit the highest level of tensile strength compared to the other composites in that combination. Therefore, the fractured surface of this composite specimen was examined by the SEM as shown in Figure 7(a) and (b). It observed that there was an apparent effect of CTP with the EP resin matrix. The void contents were identified on the fractured surface of the composite specimen. This void formation initiates the crack propagation, resulting in failure of the composite. Moreover, the brittle failure was noticed on the fractured surface of the composite specimen may be due to cracks pinning and crack tip blunting.30,31 It was also observed from SEM image that the crack propagates around the particles into the matrix, which leads to the crack opening on the surfaces. The CTP mixed with EP resin matrix homogeneously was identified from the SEM images.
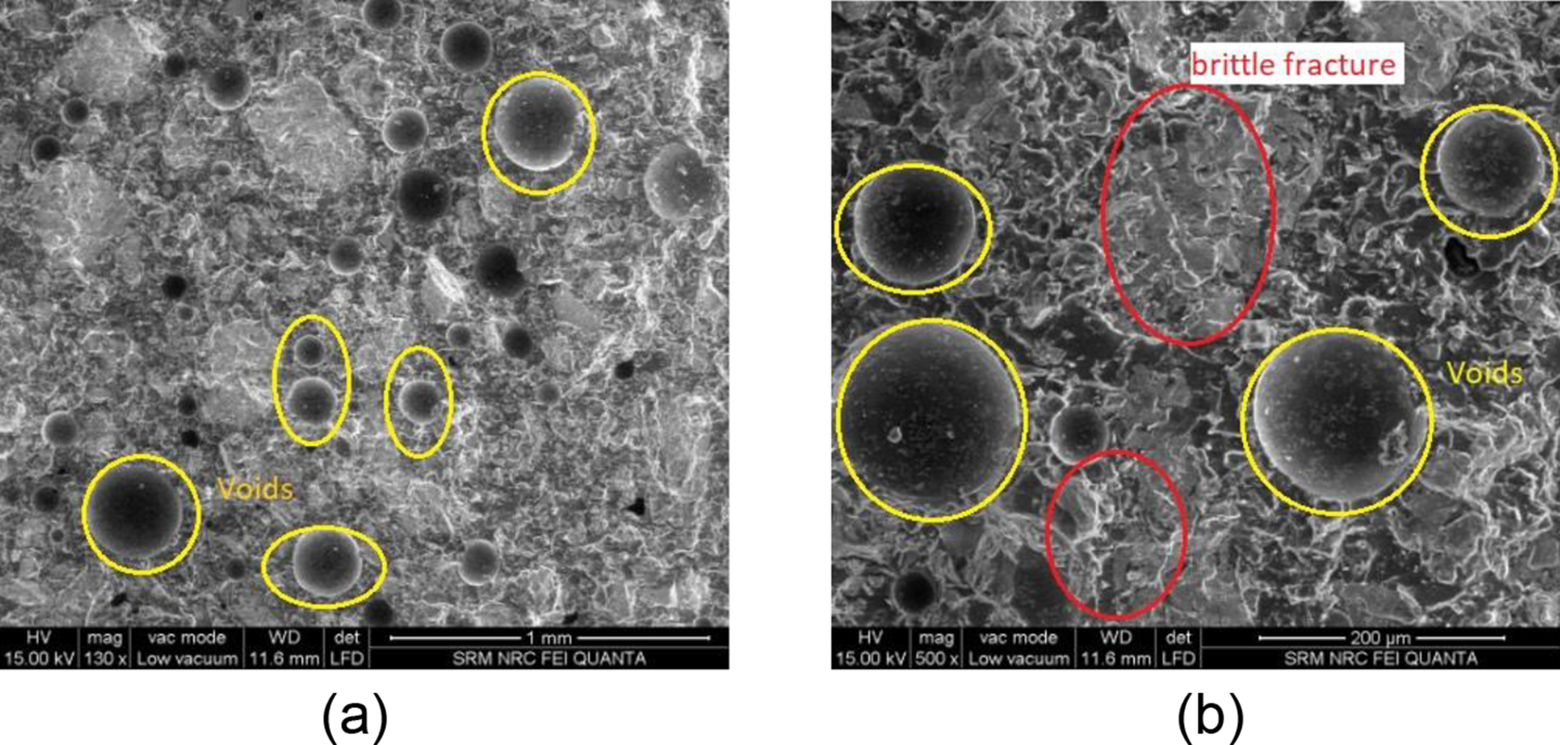
SEM micrographs of fractured surface of the 60CTP/40EP composite after tensile test (a) at 130× and (b) at 500×.
The impact tested composite specimen with the same combination was examined by SEM and presented in Figure 8(a) and (b). The even dispersion of the CTP was seen in the image, however, the CTP shows a moderate compatibility with the resin matrix. The composite specimen were attained the failure in brittle nature has observed through the fractured surface by smooth without dimples. It may be due to the higher weight percentage of the CTP, which improve the stress distribution between the particles and the matrix. The void fraction was also identified on the fractured surface of the composite specimen by the SEM images.
SEM micrographs of fractured surface of the 60CTP/40EP composite after impact test (a) at 130× and (b) at 500×.
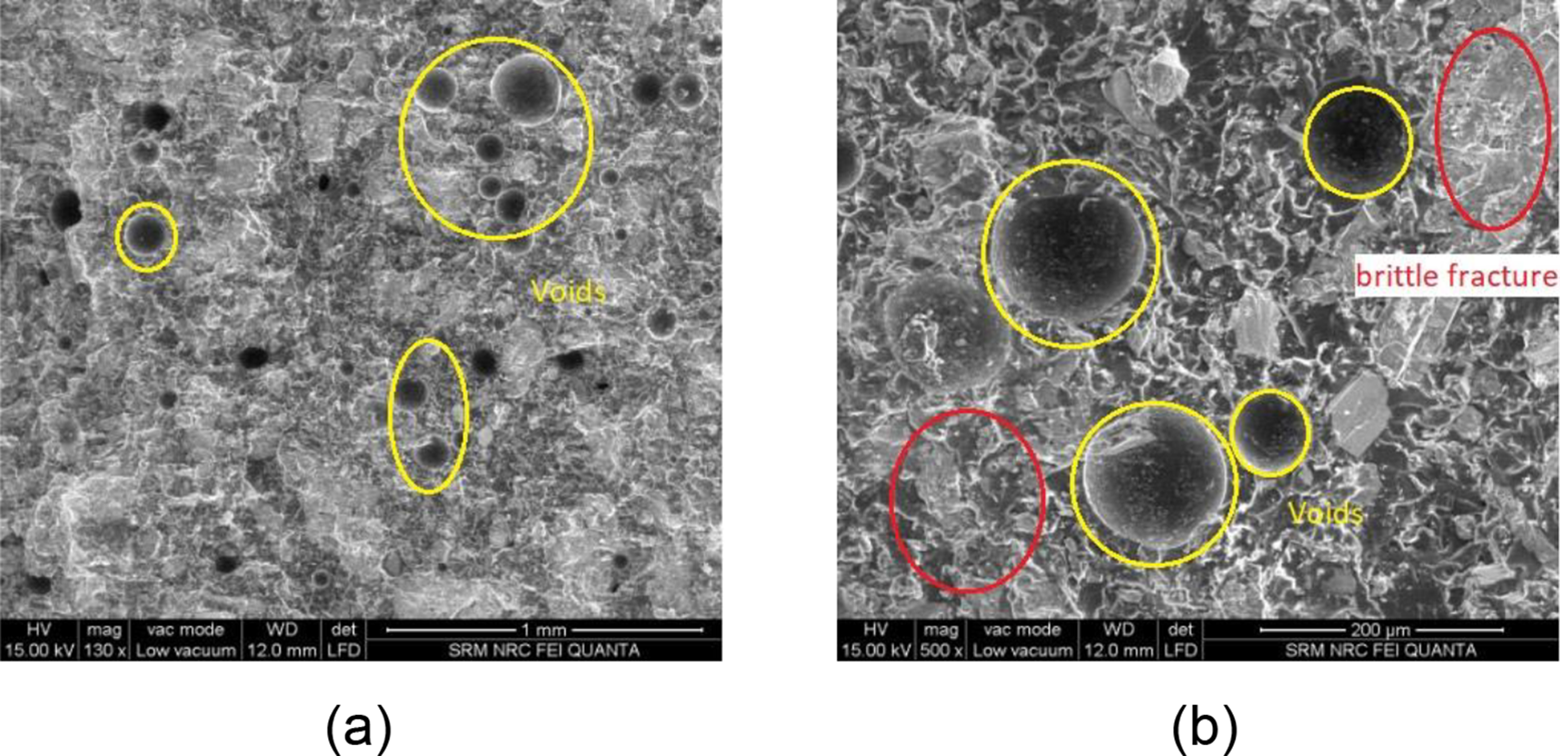
The Figure 9(a) and (b) depicts the SEM images of a fractured surface of the composite with 45 wt% of CTP and 15 wt% of TRP with 40 wt% of EP resin after the tensile test. It was observed that the void content has a large influence on mechanical properties of composites. 32 The void had formed due to the inclusion of air particles during composite processing which limits the wettability of the particles with the matrix and the ability of particles to compact. 33 However, the elongation of the composite increased due to the addition of the TRP and provides ductility to composite specimen. 34 The pulled out and accumulations of particles were also identified on the fractured surface and is shown in the SEM images.

SEM micrographs of fractured surface of the 45CTP/15TRP/40EP composite after tensile test (a) at 130× and (b) at 500×.
The Figure 10(a) and (b) are the SEM micrographs of a fractured surface of the 45CTP/15TRP/40EP composite after impact test and shows a good dispersion and distribution of the CTP and TRP within the EP resin matrix. Only the edges of the particles were presented on the fractured surface of the composite specimen. Moreover, some of the particles were pulled out from the surface. The voids and agglomeration were also identified on the fractured surface of the composite and is evident from SEM images. The incorporation of TRP at 15 wt% has increased the impact strength of the composite. Hence, the 45CTP/15TRP/40EP composite specimen could show the highest impact strength value compared to the other composites and pure resin sample.

SEM micrographs of fractured surface of the 45CTP/15TRP/40EP composite after impact test (a) at 130× and (b) at 500×.
Conclusion
The hybrid and non-hybrid epoxy matrix composite specimens were prepared by the RTM method with particles such as TRP, CTP and WDP. The inclusion of the particles at all concentrations decreases the tensile and flexural strength of composites compared with the neat resin sample. If higher amount of CTP and WDP added to the lower strength resin matrix, then the tensile and flexural strength of composite will increase. But, the combination of CTP and TRP with the EP resin matrix shows the highest impact strength compared to the other combination of composites and the pure resin sample. This enhancement of impact strength of the composite specimen was attained by the TRP in the EP resin matrix. Also, it was observed that the addition of TRP increases the impact strength for all combinations. Hence, the composite material prepared with TRP can be used for impact energy absorption applications in engineering structures. The formation of void fraction was within a rational limit in the prepared composite specimens. Moreover, the SEM study confirms the better distribution of particles, which contributes the improvement of impact strength of the composites. The agglomeration of the particles in composite specimens was observed, that creates a barrier to the stress transfer between the particles and the matrix. This can be eliminated by suitable mixing methods. The results reveal the hybridization of particles into the EP resin matrix improved the impact strength of composite materials. The landfill materials can be effectively used to fabricate the composite materials to reduce the environmental pollution and initiate the development of new composite for impact energy absorption applications in engineering structures.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.