
Abstract
New thermoset composite material made from cardanol-based resin blended with microfibrillar cellulose was compared to petroleum-based vinyl ester and glass-fiber-reinforced unsaturated polyester in terms of mechanical, thermal, rheological and surface properties of produced polymers and composites. The bio-sourced material was less resistant than the commercial vinyl ester but comparable to the unsaturated polyester resin. Microfibrillar cellulose increased the tensile strength and modulus but increased the resin viscosity and decreased the mixture homogeneity. The bio-sourced and commercial resins displayed similar hydrophobic behavior, and cellulose slightly decreased composite hydrophobicity. The glass transition temperature of the bio-sourced material was comparable to that of the unsaturated polyester. Thermal decompositions of composites and thermoset polymers were also similar. Cellulose and cardanol thus may be adequate as sustainable components in the composite materials industry.
Introduction
Thermoplastic and thermoset polymers derived from fossil carbon are used widely in manufacturing to make parts and whole products as well as adhesives, coatings and composite materials. However, low-cost fossil carbon is not expected to remain abundant for much longer, and concerns about pollution, toxicity and material life cycle are growing. In recent years, finding sustainable replacements for non-renewable feedstocks used in the chemical industries have been the subject of much research. This effort includes developing new pathways to produce bio-sourced materials with good mechanical properties and thermal stability, primarily from lignocellulosic biomass. 1 Cellulose is the most abundant natural polymer on Earth, and plant fibers have the potential to become a sustainable alternative to petrochemicals. Their flexibility during processing, highly specific stiffness, renewability and low costs make them attractive to manufacturers.2,3 Composites continue to be produced mostly with glass fiber filler. Because of its low cost, ease of process design, superior mechanical properties at low density and corrosion resistance, glass fiber is preferred particularly in the aerospace, leisure, automotive, construction and sporting industries. 4 However, low recyclability, high input density in many cases and the high energy input required to produce these fibers are motivating manufacturers to examine natural fibers as alternatives. 5 Like glass fibers, lignocellulosic fibers have specific stiffness, making them attractive for use in many thermoset composites. Conventional pulp fibers and cellulose microfibrils (MFC) or nanofibrils have received much attention in recent years. 6 MFC differs from conventional cellulose fibers by having a highly crystalline structure, which increases the specific surface area and aspect ratio, improves mechanical properties 7 and allows significant reinforcement of a wide variety of polymer matrices.8,9
Thermoset resins have been derived historically from fossil carbon, but bio-sourced thermoset resins are now becoming available, creating the possibility of composites in which both the reinforcing component and the matrix are derived from renewable resources. 10 Thermoset means that the resin goes from a fluid initial state to an insoluble, infusible and rigid material as a result of curing, which is induced by a catalyst, heat, or pressure. A large variety of thermosetting polymers are used in the plastics industry, accounting for 10–20% of worldwide production of plastic materials.11,12 The most common industrial thermoset resins are epoxy, unsaturated polyesters, vinyl esters and polyurethanes. These are used in coatings and composites due to their high strength modulus and thermal as well as chemical resistance.13,14 Production of thermoset matrices from naturally occurring phenolic substances such as flavonoids and lignin derivatives has been reported.15,16 However, as industrial feedstocks, these substances are less than ideal. Lignin and tannins are complex polyphenols of highly varied structure dependent on the plant source. Obtaining low molecular mass high purity phenols from them on a consistent basis is challenging. 17 One natural source of phenol that is attracting attention is cardanol, the main component of cashew nutshell liquid and abundant nonedible vegetable oil. About 125,000 tons of cashew nutshell liquid are made available each year. 18 Cardanol is a phenol bearing a meta C15 alkyl chain with 0 to 3 unsaturated bonds (Figure 1).

Cardanol aliphatic chain chemical structures.
Cardanol oil is pale yellow in color. The aliphatic chains are on average 8.4% saturated, 48.5% monoene, 16.8% diene and 29.33% triene. 19 Cardanol has been studied extensively as a reagent for the synthesis of thermoset polymers, including vinyl esters, epoxies and polyurethanes. Most vinyl ester resin monomers are diglycidyl ethers of bisphenol A, 20 di-epoxides that react readily with methacrylic acid to produce unsaturated end-chain monomers curable with a peroxide reactant. Aromatic structure is a key component of monomers that yield materials with good thermal, chemical and mechanical resistance. However, bisphenol A is now classified as a reprotoxic substance able to trigger reproductive disorders in animals. 21 Its possible roles in metabolic syndrome, cognitive dysfunction and immune dysfunction are being investigated.22-25 Styrene, the most common reactive diluent used with unsaturated polyester and vinyl ester resins, is a volatile organic compound now listed as a hazardous air pollutant.26-28 As a result, styrene-free thermoset cardanol vinyl ester resins consisting of methacrylated glycerol-based monomers are in development for use with microfibrillar cellulose as filler to produce fully bio-sourced composite materials. The aim of the present study is to compare the thermal and mechanical properties of such composites to those of commercial vinyl ester and glass-fiber-reinforced unsaturated polyester.
Experimental section
Materials and methods
Cellulose filaments were obtained after mechanical treatment of softwood pulp fiber without chemicals or enzymes (patent pending). Each fiber was peeled into about 1,000 cellulose filaments 500–1000 µm in length, 40–100 nm thick and 80–300 nm wide. These were used as received from the Kruger Biomaterials Inc. pre-commercial plant in Trois-Rivières, Québec, Canada. Cardanol-based vinyl ester resin diluted with methacrylated glycerol (40% wt/wt, patent pending) was supplied by Oleotek, Canada. The vinyl ester Initiators/Promoters, N, N-dimethylaniline and cobalt naphthenate were purchased from Fisher Scientific. DERAKANE 411-350 epoxy vinyl ester resin was purchased from Ashland®. Glass-fiber-reinforced unsaturated polyester resin was purchased from A3M® and was used as received. Methyl ethyl ketone peroxide (LUPEROX DHD-9) was purchased from Sigma-Aldrich.
Instrumentation
The scanning electron micrograph images of the composite material fracture surfaces were obtained using a JEOL JSM T300 microscope operated in secondary electron mode at a beam current of 1 A with an accelerating voltage of 15 keV. Sample surfaces were coated with sputtered gold. Resin rheological properties were assessed on Brookfield DV2TTM Viscometer at room temperature (21°C).
Procedure for specimen preparation
Polymerization of vinyl ester resins was promoted by mixing in N, N-dimethylaniline and cobalt naphthenate, MFC and resins were mixed for 60 seconds at maximum speed in a Vortex Mixer VM-200, StateMix®. The paste was then mixed vigorously with 1% (wt/wt) of Luperox DHD-9 catalyzer followed by degassing under vacuum for 5 minutes. The uncured mixture was then poured in a silicon mold shaped in accordance with the ASTM D-638 (length: 165 mm, width: 13 mm, thickness: 3 mm) for tensile and D-790 (length: 100 mm, width: 16 mm, thickness: 3 mm) for flexural tests. After 1 h of curing at ambient temperature, specimens were post-cured at 80°C for another hour.
Procedure for mechanical tests
Tensile and flexural strength testing were performed on an Instron 4201 with a crosshead speed of 2 mm min−1. The load cell for each test was 50 kN. Five samples of each material were tested in accordance with ASTM standards D-638 and D-790.
Procedure for the thermal analysis of the composite materials
Differential scanning calorimetry measurements were performed on a DSC Q100 device (TA Instruments). The sample was heated from −50°C to 220°C at a rate of 10°C min−1. Subsequent cooling and a second heating were also performed at 10°C min−1. The glass transition temperature and melting point were calculated from the second run. Thermogravimetric analysis was performed on a TGA-Q50 system from TA instruments at a heating rate of 10°C min−1 from room temperature up to 800°C, under nitrogen or air.
Static water contact angle measurements
Static contact angle between the material surface and a water droplet (10 μL) was measured at room temperature (23 ± 1°C) on an Ossila L2004A1 goniometer fitted with a high-resolution digital camera (1920 × 1080 pixels). Triple-distilled water was used. The average of 10 readings was reported as the contact angle for each sample.
Results and discussion
Rheological properties of the resin and production of the composite materials
The bio-sourced resin (BVE) was kindly provided by Oleotek. 29 Its synthesis comprises essentially adding glycidyl units to cardanol, followed by alkene epoxidation and opening of oxirane rings with organic acids as nucleophile. It should be noted that the organic acid must comprise at least one polymerizable unsaturated bond (Figure 2).

Bio-based vinyl ester resin (BVE) synthesis, and general procedure.
Polymerization of vinyl ester resins was promoted by mixing it with Luperox DHD-9. Dried MFC kindly provided by Kruger 30 and resins were mixed for 60 seconds at maximum speed in a Vortex Mixer VM-200, StateMix®. The uncured mixture was then poured in a silicon mold shaped in accordance with the ASTM-638-I (length: 165 mm, width: 13 mm, thickness: 3 mm) for tensile tests and ASTM D-790 (length: 100 mm, width: 16 mm, thickness: 3 mm) for flexural tests. Commercial vinyl ester resin (VE) was reinforced likewise with MFC following the same procedure. The unsaturated polyester resin (UPE) was received already mixed with its glass fiber filler. The composition of the materials and the resin viscosity are shown below.
The viscosity of resins used in the composite materials industry differs depending on the intended application. Injection or transfer molding processes require resins with low viscosity at ambient temperature. 31 In contrast, automotive repair products are usually thermoset resins thickened with chopped glass fiber. The range of viscosities in the present study is very wide. Already at 1%, MFC increased the viscosity considerably (Table 1). On this basis at least, MFC appeared to be a good substitute for glass fiber. UPE reinforced with glass fiber, commercial vinyl ester with 1% MFC and bio-sourced vinyl ester with 2% MFC had fairly similar viscosities at room temperature. However, MFC is highly polar whereas the resins are mainly apolar. It is therefore likely that the properties of the bio-sourced materials could be improved by increasing the chemical compatibility between the resin and the filler. 32
Summary of the experimental materials; pre-cure viscosity at ambient temperature.

Mechanical properties and microstructure of thermoset composites
Tensile (stretching) and flexural (bending) properties were tested on at least five shaped specimens of each material in accordance with ASTM D-638 and ASTM D-790 respectively.
Tensile behavior was illustrated in Figure 3 and Online Supplement Figure S1 and tensile properties of the produced thermosets were reported in Table 2.

Typical tensile stress-strain curves of (a) BVE- and (b) VE-based materials with UPE as reference.
Tensile properties of produced thermosets resins and composites.

MFC increased proportionally in weight the modulus and stress at break in tensile and flexural tests. Stress is the maximal load supported; modulus refers to rigidity. Bio-sourced resin resulted in lower tensile strength and modulus when compared to the commercial vinyl ester thermoset, due presumably to a polymer structure less crossed-linked than in the commercial form made from methacrylated DGEBA and styrene. The cardanol alkyl chain could be a contributing factor. 33 BVE material was reinforced with MFC in terms of tensile modulus from 1.1 GPa up to 3.6 GPa, and the tensile stress at break was increased by 24 MPa. For VE resin-based materials, the modulus was increased proportionally with MFC content from 1.9 GPa up to 3.3 GPa, and the tensile modulus was increased up to 63 MPa. Chemical incompatibility was expected to affect fiber distribution in the polymer, interfacial bonding and hence material reinforcement. Although, MFCs presence in the thermoset resins appeared to improve mechanical properties, their dispersion in the matrix and hence interfacial bonding need to be confirmed, and optimized. The fracture surface of the composite material was observed by SEM (Figure 4 and Online Supplemental Figures S2 to S6).
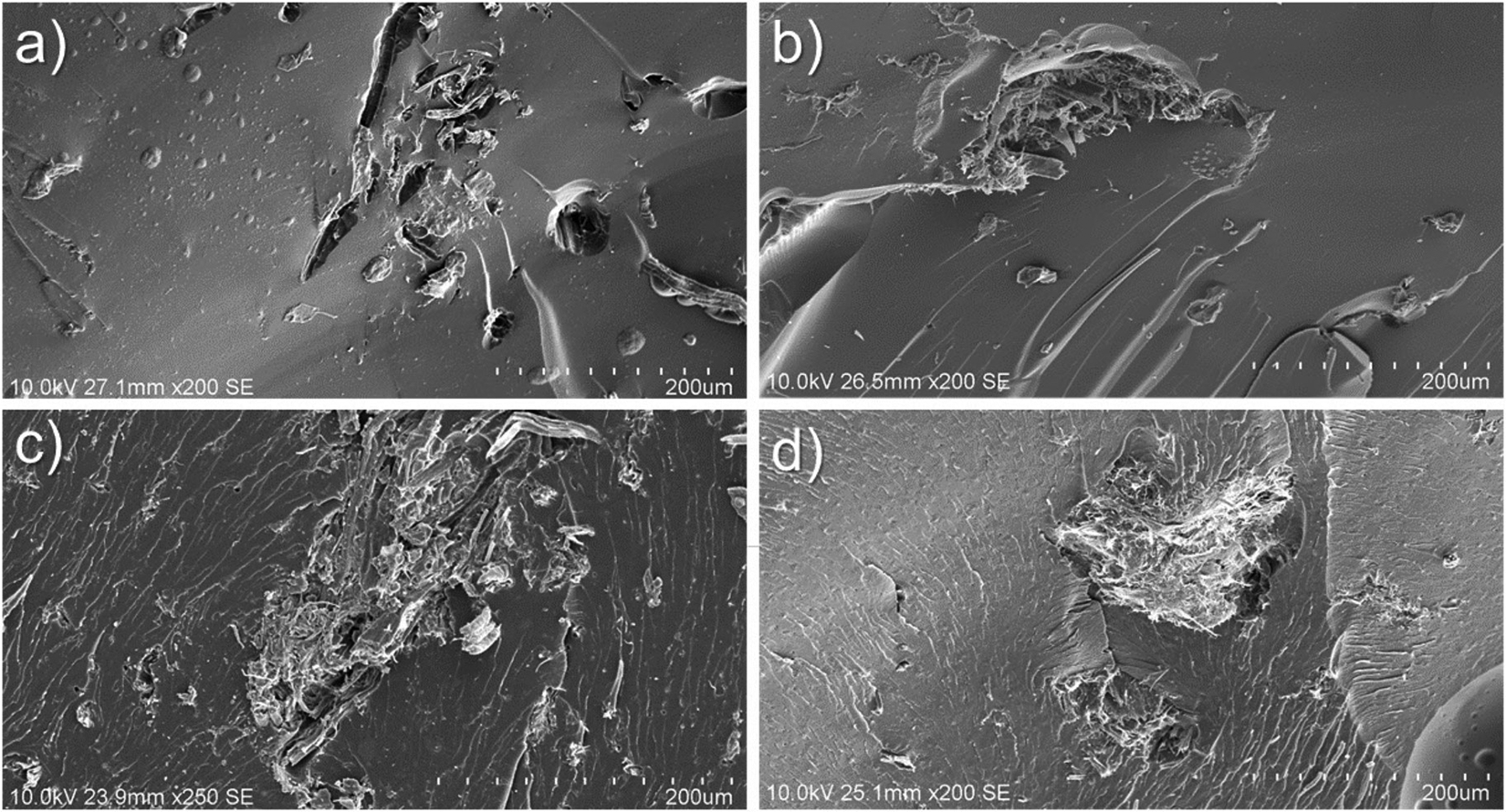
SEM images of fracture surfaces of bio-sourced vinyl esters and its commercial equivalent, both containing 1% MFC (a and c); same, containing 2% MFC (b and d).
These images of surfaces coated with a thin layer of sputtered gold all show entanglement of fibers within the matrix. The fiber distribution is discontinuous, indicating poor interfacial bonding. The interface between milled glass fiber and polyester matrix was not observable directly in SEM images (Online Supplemental Material). However, the fracture surface had a rough appearance suggesting excellent dispersion of the filler and perhaps explaining the superior mechanical properties of such materials. 34 In contrast, the cardanol-based composite fracture surfaces exhibited smooth surfaces where fiber was likely absent, which could explain the relative brittleness of the material. To increase interfacial bonding between polymer and filler, MFC could be chemically modified. 35 However, this could reduce its crystallinity and hence its contribution to the mechanical properties of the composite. 36
The same pattern was apparent for flexural stress and modulus (Table 3, Figure 5, Online Supplemental Figure S7). Unsaturated polyester is made of aliphatic chains cross-linked with styrene and is generally not as strong as vinyl esters. In terms of mechanical strength, the bio-sourced vinyl ester composite was comparable to UPE when reinforced with 2% MFC and could be proposed as a styrene-free, and fully bio-based substitute on this basis.
Flexural properties of produced thermosets resins and composites.


Typical flexural stress-strain curves of (a) BVE- and (b) VE-based materials with UPE as reference.
MFC increased BVE resin flexural stress at break from 25 to 39 MPa, and its modulus increased from 2.2 GPa to 4.8 GPa. For VE-based materials, MFC reinforced flexural stress at break from 63 MPa to 88 MPa, and the flexural modulus was also increased from 3.8 GPa to 4.9 GPa. As it was mentioned earlier with SEM images (Figure 4), better compatibility between BVE and MFC was observed compared to VE in terms of mechanical reinforcement.
Thermal behavior and stability of thermoset materials
The glass transition temperature (Tg) of the materials, as determined from differential scanning calorimetry, is shown in Figure 6.

DSC curves of the (a) BVE- and (b) VE-based thermoset polymers and composites materials with UPE as reference.
The glass transition temperature of thermoset polymers is strongly correlated with their cross-link density and chain structure rigidity. It reportedly decreases as moisture content increases. 37 As found previously, 38 it decreased with increasing filler content in our bio-sourced material, from 29°C to 24°C and 22°C respectively at 1% and 2% MFC. The corresponding temperatures for cured commercial vinyl were 126°C and 121°C whereas the polyester reinforced with glass fiber composite became vitreous at 37.5°C. As mentioned above, cured vinyl esters are highly cross-linked and has a highly aromatic group content, and the Tg therefore was expected to be much higher. The cardanol alkyl chain likely explains these results. 39 However, bio-sourced vinyl with 2% MFC and polyester were fairly similar, recommending the former as a candidate substitute for commercial polyester resin in the automotive repair aftermarket. 40 UPE displays flexible aliphatic chains which can increase polymer chain mobility when compared to BVE and VE-based network. This feature measured with the DSC analysis (Figure 6), was observed with lower endothermic peak for vinyl ester networks compared to UPE network.
The thermal decomposition of the fiber-reinforced materials in terms of mass lost under N2 and air is shown in Figure 7. From the two degradation temperatures weight loss Td5% (5% weight loss) and Td30% (30% weight loss) the statistical heat resistant index 41 or Ts (Table 4) was calculated using equation (1):


TGA thermograms of BVE-based materials under N2 (a) and air (b), and VE-based materials under N2 (c) and air (d), with UPE as reference.
Thermal decomposition temperatures of thermoset materials under air and N2.

Under nitrogen, thermal decomposition was a single-step process for all materials in this study. The bio-sourced versions started to break down between 260°C and 280°C, loss of mass reaching 90% at 450°C (Figure 7(a)). Polyester started to decompose at 177°C, reaching a 90% loss at 450°C. Commercial vinyl ester started to decompose at about 180°C (Figure 7(c)). The loss reached 85% at 450°C. MFC filler did not appear to promote or prevent further thermal decomposition. Moreover, it is worth noting that the residual mass at 600°C and beyond dropped to 5–6% for the bio-sourced material but only down to 8–11% for commercial vinyl and polyester. This was attributed to the methacrylated DGEBA and styrene content.
Thermal decomposition in air occurred in two steps. Bio-sourced cured polymer started to lose mass at 165°C, with 90% loss at 450°C, followed by loss of the remaining 10% at 485°C (Figure 7(b)). For polyester, the corresponding values were 170°C, 85% and 550°C, and for vinyl esters, 180°C, 80% and 600°C (Figure 7(d)). The second step was thus much shorter for the bio-sourced material. This was again attributed to the higher aromatic ring content of the commercial polymers, unlike the cardanol-based polymer diluted with methacrylated glycerol. It is worth noticing that bio-sourced polymer and polyester displayed similar thermal decomposition and Ts. Commercial vinyl ester displayed nonetheless highest Ts, and this feature was attributed to its highly aromatic content. On this basis, cardanol and MFC therefore warrant examination for suitability as sustainable substitutes for this polyester material.
Static water contact angle measurement
To evaluate the hydrophobicity of the material surfaces, the water droplet contact angle was measured (Table 5).
Average contact angle of water with the thermoset material surface.
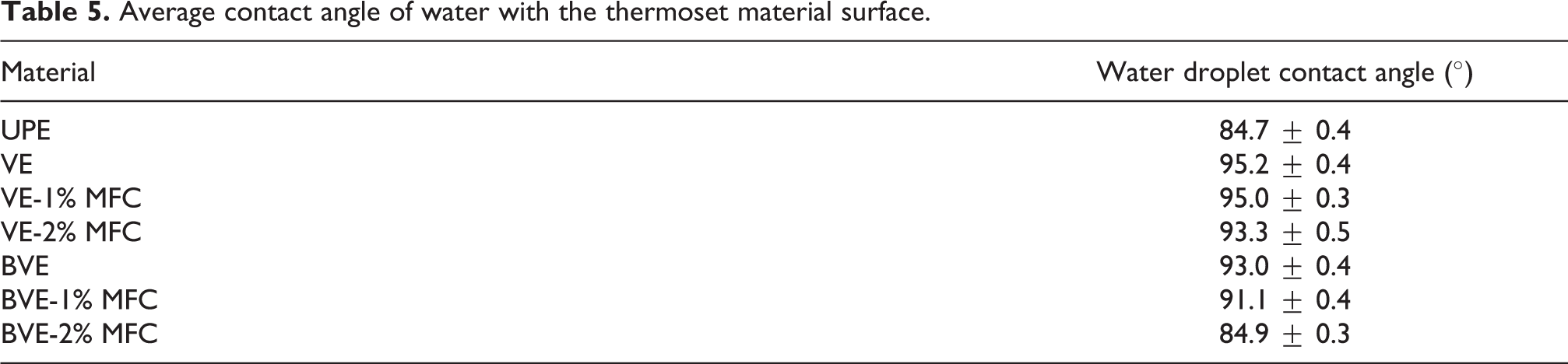
The bio-sourced vinyl ester had a lower surface hydrophobicity than did its commercial equivalent. This could be due to the addition of oxygen to double bonds in cardanol aliphatic chains. However, both materials showed contact angles greater than 90°, indicating good water repellent and hence barrier properties. 42 Inclusion of MFC reduced water contact angle on both polymers. This is not unexpected, since cellulose has highly polar –OH groups capable of hydrogen bonding. Fiber exposed on the surface could adsorb water and could even increase porosity. The effect was stronger on the bio-sourced material, bringing the contact angle close to that measured on the polyester material. These results warrant examining the bio-sourced polyvinyl ester for coating applications requiring anticorrosive properties.
Conclusion
In view of health and environmental considerations that are expected to weigh heavily on the future economics of the fossil-carbon-based polymer industry, we have developed fully bio-sourced composite materials. A thermosetting polyvinyl resin synthesized from cardanol is proposed as the matrix material, while microfibrillar cellulose fiber is the chosen reinforcing filler. The mechanical and rheological properties of the new material are comparable to those of glass-fiber-reinforced composite made from unsaturated polyester resin. Incorporating the cellulose filler into the resin allowed an overall improvement of material mechanical properties. Thermal properties of the bio-sourced polymer and composites were also similar to those of the polyester, although the glass transition temperature was lowered considerably, which we attribute to the chemical structure of cardanol. The bio-sourced vinyl and its composites nevertheless appear promising as substitutes for polyester resins in automotive repairs. However, MFC was poorly dispersed in the resin, as was apparent in SEM images. This was due probably to the chemical incompatibility of the resin (hydrophobic) with the filler (hydrophilic). Modification of the –OH groups on the microfibril surface must be investigated as a way of obtaining bio-sourced composite material with better thermomechanical properties. In summary, it should be possible to produce a fully bio-sourced composite material with properties comparable to those of commercial materials and thereby reduce the use of volatile organic or endocrine-disrupting compounds.
Supplemental material
Supplemental Material, sj-docx-1-ppc-10.1177_09673911211002046 - Bio-sourced vinyl ester resin reinforced with microfibrillar cellulose: Mechanical and thermal properties
Supplemental Material, sj-docx-1-ppc-10.1177_09673911211002046 for Bio-sourced vinyl ester resin reinforced with microfibrillar cellulose: Mechanical and thermal properties by Eric Desnoes, Lotfi Toubal, Dominic Thibeault, Amel Hadj Bouazza and Daniel Montplaisir in Polymers and Polymer Composites
Footnotes
Acknowledgment
The authors thank Michael Vachon for the differential scanning calorimetry and thermogravimetric analyses.
Author contributions
All authors contributed to the writing of the manuscript. All authors have approved the final version of the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by Oleotek.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.