
Abstract
Wood plastic composites (WPCs) consisting of high density polyethylene (HDPE) reinforced with high-loading (55 wt%) of wood flour (WF) were fabricated with melt-blending technique. In this compounding method, processing parameters such as different mixing temperatures (of 165, 180 and 195°C), mixing times (of 5, 10 and 15 minutes) and coupling agent contents (of 2 and 4 wt%) were evaluated. Prepared specimens were analyzed with tensile, Izod, shore D, DMTA, short-term creep, DSC, TGA, water absorption and water contact angle characterizations. Results revealed that mixing temperature of 180°C, mixing time of 10 minutes and coupling agent concentration of 4 wt% were found as the best processing conditions. The mentioned conditions provided enhanced dispersion of WF particles within the HDPE matrix, due to optimum viscosity of the polymer melt and effective residence time of compound in the mixer, and beside them efficient interfacial adhesion between WF and polymer matrix.
Introduction
With developments in science, industry and technology in the field of polymeric alloys and composites, many attempts have been made, in one hand, to reduce the consumption of virgin polymers in favor of decrease their environmental effects 1 and, on the other hand, to offset the disposal costs of a large amount of generated waste materials (such as metals, woods, inorganic powders) in different industrial processing which is destined for landfill. Among these attempts, wood/plastic composites (WPCs) have been expanded fast and mainly used as building furniture and adornment materials, such as decorative ribs, fences, decks, window sash, door lining, etc, mainly due to their resistance to biological attack, beneficial features of wooden materials, low moisture absorption, good dimensional stability, good specific stiffness and strength, environmentally friendly property and low density.2,3 Nevertheless, some technical and essential problems still exist such as poor thermal resistance and intrinsic flammability, low UV and weathering resistance, poor interfacial interaction or compatibility between wood (in the form of fiber, flour or pulp) and polymer matrix which causes poor dispersion of wood particles, and so on.4–6
It is well known that both plastic and wood particles are too flammable; so, it is unsafe near an open fire, especially used as interior building decoration parts. Incorporation of anti-flame additives to the WPCs is one of the most common and effective technique to prevent and delay the burning process. But, high content usage of these additives that causes to their poor miscibility and consequently inferior mechanical properties of ultimate WPCs, has limited the widespread application of these anti-flame materials. 7 Use of other stabilizers like antiozonant, antioxidant and anti-UV has also the same problems for distribution and dispersion within the WPCs. Therefore, efficient compounding process may be required to obtain an enhanced distribution and dispersion of these additives in the polymer matrix.8–10
In the case of reinforcing part i.e. wood particles, proper interfacial bonding and dispersion of these particles throughout the matrix lead to enhanced properties especially mechanical properties. To this end, effective processing conditions, using a suitable coupling agent and/or treating the wood particles can greatly help to eliminate the imperfect dispersion of these particles within the polymer matrix. Investigation of previous works on fabrication of polyolefin based WPCs indicates that high-loading wood particles more than 50 wt% has lots of problems such as poor mechanical properties especially tensile properties.4,8,11–17
In this work, we try to optimize the processing temperature, processing time and coupling agent content for high-loading (55 wt%) WF reinforced HDPE composites to achieve the enhanced mechanical, viscoelastic, thermal and physical properties. Appropriate concentration of coupling agent can facilitate the dispersion and increase amount of incorporated wood flour (WF) particles into the polymer matrix. The mixing time and temperature have significant effects on dispersion of all particles (i.e. wood particles) and additives (i.e. coupling agent, anti-flame, antioxidant, antibacterial additives) during the melt compounding and consequently the desired characteristics are obtained for ultimate compound.
Experimental
Materials
High density polyethylene (HDPE), 62N07 with melt flow index (MFI) value of 7 g/10 min (2.16 kg at 190°) was purchased from Lorestan Petrochemical Co., Iran. Commercial Irganox 1010 (powder with molecular weight of 1178 g/mol) and Chinox 168 (powder with molecular weight of 646.94 g/mol) antioxidants were provided from BASF Co., USA and Double Bond Chemical (DBC) Co., Taiwan, respectively. Anti-flame powder (Sb2O3) with melting point of 656°C was supplied from Starbetter Co., China. Calcium stearate powder (melting point of 150°C) and paraffin wax (CH36WAX, melting point of 105°C) were provided from Chimiaran Co., Iran. Silver nanoparticle (SNP501) with size of 10–60 nm and density of 10.5 g/mol was purchased from Armina Engineering Co., Iran. Maleic anhydride grafted polyethylene 1040 (MAPE) was obtained by ExxonMobil Co., USA, with MFI of 1 g/10 min. Waste poplar flour (PF) was supplied from a local sawmill in Tehran, Iran. The sawdust was milled down to particle size of 60 mesh and then dried at 100°C for 24 h to less than 2% moisture content.
Sample preparation
At first, appropriate amount of HDPE was compounded with MAPE for 1 minute in a 60 mL internal mixer (Brabender, GmbH & Co., Germany) with the rotor speed of 60 rpm. Secondly, other additives including antioxidants (2.5 wt%, 2:1 w/w ratio of Chinox 168 to Irganox 1010), anti-flame (4 wt%), calcium stearate (1.5 wt%), paraffin wax (3 wt%) and silver nanoparticle (0.5 wt%) were added and the mixing continued for another minute and then the PF (55 wt%) was added and compounding continued for appropriate time. Formulation of the each specimen with different processing times (5, 10 and 15 minutes) and temperatures (165 and 180 and 195°C), and MAPE contents (2 and 4 wt%) are shown in Table 1. The mixed samples were finally hot pressed in a press machine (Toyoseiki, Japan) to make some sheets with appropriate thickness.
Processing conditions of HDPE/WF composites.

Measurements
Tensile properties of prepared samples with dimension of 2 × 10 × 40 mm3 were examined using a SMT-20 universal tensile machine (Santam Co., Iran) at room temperature and the crosshead speed of 5 mm/min. A SIT-20E impact tester (Santam Co., Iran), according to ASTM D256, was applied for notched Izod impact test. A SHB-512 shore D durometer (Santam Co., Iran) was used for determining hardness of samples according to ASTM D 2240. For each composition, three samples underwent these tests and the average were reported.
Viscoelastic behavior of the samples was evaluated employing a Tritec 2000 Dynamic mechanical thermal analysis (DMTA) instrument (Triton Co., UK), under the tension mode, heating rate of 5°C/min and a frequency of 1 Hz. Also, a 68517 creep testing machine (Karl Frank Co., Germany) was applied to measure the short-term creep behavior of samples at 23, 33, 43, 53 and 63°C. The specimen gauge length was 25 mm and area of 10 × 2 mm2. The test was carried out at 3 MPa stress and duration of 30 minutes.18,19
A PL-800 differential scanning calorimetry (DSC) instrument (Polymer Laboratories Co., UK) was used to study the thermal behavior of specimens under N2 atmosphere and heating/cooling rate of 10°C/min from −25 to 225°C. Thermal history of the samples was eliminated holding them for 5 min at 225°C. Also, the weight loss (pyrolysis) of composites against temperature was evaluated using a PL-1500 thermogravimetric analyzer (TGA) (Polymer Laboratories Co., England) from 25 to 600°C with heating rate of 10°C/min under nitrogen atmosphere.
A Sessile Drop, KRUSS G10 (KRUSS Co., Germany) was applied to evaluate water contact angle (WCA). The surface of specimens was first washed with ethanol (70% v/v) to remove any deposited materials. Then, the deionized water drops (12 mL) mounted on five different areas of the sample surface and the average value was reported. Also, the water absorption test for the samples was performed according to ASTM D570. The content of water absorption was evaluated using the following equation:

where Wt and W0 are the weight of the sample after and before immersion in water, respectively. For each sample, three pieces was tested and the average was reported.
To investigate the morphology of composites, the samples were frozen in liquid nitrogen and then immediately fractured. The fractured cross sections were selected for study with a VEGA scanning electron microscope (SEM) (TESCAN, Czech Republic) with an accelerating voltage of 25 kV.
Statistical analyses were carried out with MiniTab 15 software. Single factor analysis of variance (ANOVA) was used to assess the statistical significance of the analyses results. Differences were considered statistically significant when the calculated p value was less than 0.05.
Results and discussion
Mechanical properties
The Young’s modulus (E), tensile strength (TS) and elongation at break (EB) of prepared composites were derived from tensile test and the results are illustrated in Figures 1 to 3, respectively. As can be seen in Figure 1, the E values of all samples prepared at 180°C are significantly higher than those fabricated at 165 and 195°C (P < 0.05). At lower temperature i.e. 165°C, the polymer viscosity is very high and subsequently the generated shear stress in the mixture causes to polymer chain scission and also breaks down the wood particles during melt mixing. But, the E values of the specimens increase with the rise in temperature due to lower shear stress and lower degradation of the ingredients. Also, Gao et al. showed that at higher processing temperatures, the number of hydroxyl groups on the surface of wood particles decreases and subsequently causes decrease in surface polarity and better miscibility of wood particle and HDPE matrix. 20 However, at the temperature above 180°C i.e. 195°C, the decrease of E values can be attributed to the thermal decomposition of the WF particles and polymer chains. Furthermore, the dispersion of WF in the HDPE matrix will be poor because of the decrease in polymer viscosity at higher temperature. 15 For almost all of the samples, the maximum TS and EB values were achieved at the processing temperature of 180°C (in constant mixing time and MAPE content). It means, for these two characteristics, similar trends were seen (Figures 2 and 3). Another important point in this section is that the chain scission of HDPE, due to shear stress at 165°C or high temperature at 195°C, can change the polyethylene structural morphology after solidification, which is another reason for deterioration of the mechanical properties. 21

Young’s modulus (E) of prepared samples obtained from tensile test.

Tensile strength (TS) of prepared samples obtained from tensile test.
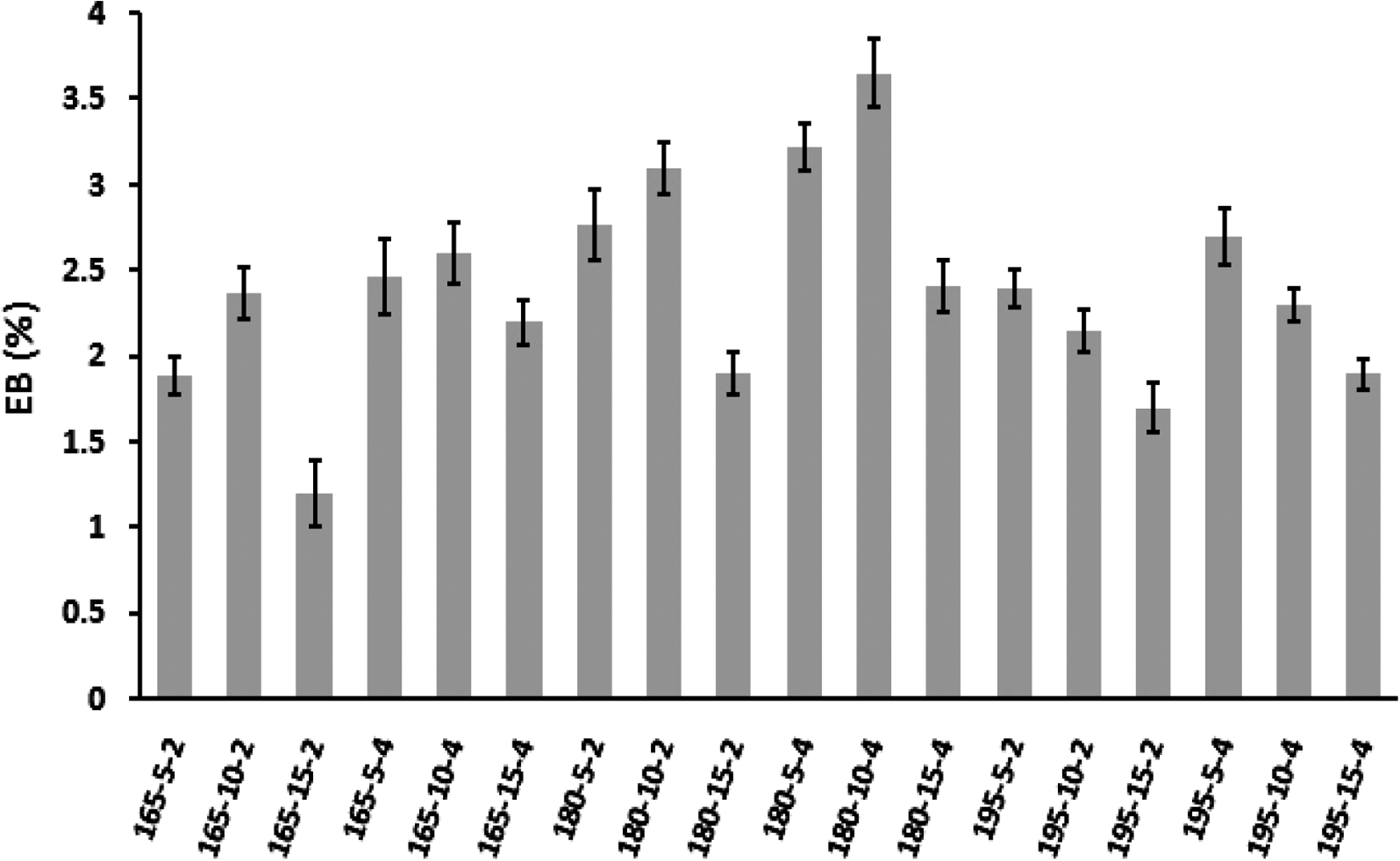
Elongation at break (EB) of prepared samples obtained from tensile test.
In the case of processing time, almost all of the composites show the highest E, TS and EB values in the mixing time of 10 minutes (at similar processing temperature and MAPE content). This can be attributed to the extensive melting of polymer and enhancement of WF dispersion. In the mixing time of 5 minutes, imperfect mixing and poor dispersion of WF in the HDPE matrix is the main cause of change in the performance of composites (P < 0.05). Also, with more increase in the mixing time i.e. 15 minutes, shear stress degradation (at lower mixing temperature) and thermal degradation (at higher mixing temperature) of the ingredients is predominant which have a negative effect on the overall performance of the ultimate samples. Similar results were previously reported in the literature. 22
Another notable point in these Figures is that with increase in the MAPE content (at constant mixing temperature and time), due to attractive interactions between WF particles and coupling agent, MAPE molecules could easily penetrate between them and subsequently the HDPE chains can enter to the spaces between WF particles, disperse them and higher E, TS and EB values of the composites is obtained (P < 0.05). In other words, a uniform dispersion of the wood particles (of 55 wt%) throughout the HDPE matrix makes a uniform medium for transferring the applied stress and the efficiency of composites is increased.
Figure 4 compares the notched Izod impact strength of composites. This figure indicates that for almost all of the specimens, 180°C is the best mixing temperature (in a similar mixing time and MAPE content) which has resulted in the enhanced impact properties. On the other hand, optimum viscosity of HDPE at this temperature in comparison with higher and lower ones at 165 and 195°C respectively, can facilitate the wettability of WF particles by polymer chains with minimum shear stress and thermal degradation of components and consequently the best impact strength will be obtained (p < 0.05). At similar processing temperature and MAPE content, processing time of 10 minutes, due to effective dispersion of WF and other component has the best results of Izod test (p < 0.05). Poor dispersion of wood particles in lower mixing time (i.e. 5 minutes) and, shear stress and thermal degradation of components at higher one (i.e. 15 minutes) are the main reasons for fragile behavior of the prepared samples. This enhancement in impact strength was also seen for 4 wt% of coupling agent concentration in comparison to 2 wt%. This phenomenon is attributed to the positive effect of coupling agent to prevent cluster or aggregate formation of WF particles within the HDPE matrix. It means that, in presence of MAPE, efficient interfacial interaction between WF and polymer matrix will be occurred and improved performance of WPC will be achieved (Figure 4).

Impact strength analysis (notched Izod) of prepared samples.
Figure 5 shows the Shore D hardness of all WPCs in different production conditions. Although predominant trend for this test is a little dissimilar to trends previously seen in tensile and Izod, it can be obvious that the mixing temperature of 180°C is still the best temperature in compare to 165 and 195°C. But, due to formation of rigid surface, the hardness of samples has increased with increase in mixing temperature and residence time of molten compound in the mixer (p < 0.05). In other words, because of the low viscosity of polymer matrix for the samples prepared at high mixing temperature and long residence time, the rigid WF particles can easily migrate to the composite surface and create a rigid surface. Presence of MAPE as a coupling agent can speed up this migration and as can be seen in the Figure 5, coupling agent content of 4 wt% obtains better hardness values (p < 0.05).

Shore D hardness of prepared samples.
Because of degradation of components (especially HDPE and WF), low viscosity of polymer matrix and poor mechanical properties of samples fabricated at the mixing temperature of 195°C and mixing time of 15 minutes, no further analysis was performed on specimens prepared at these processing temperature and time therefore, the specimens blended at temperatures of 165 and 180°C, and residence time of 5 and 10 minutes were considered for subsequent analyses.
Viscoelastic behavior
To evaluate viscoelasticity of composites, DMTA was performed and, storage modulus (G′), glass transition temperature (Tg) and tan δ (storage modulus/loss modulus) for each specimen were acquired.
The G′ values of samples (at −150°C) were compared in Figure 6. As illustrated in this Figure, well-dispersed WF particles (with rigid nature) throughout the polymer matrix make a stiff composite at temperature below the Tg (p < 0.05). It is obvious that optimum viscosity of the HDPE at the temperature of 180°C causes to optimum shear stress and better wettability of wood particles in the internal mixer. Along with that, the appropriate mixing time as well as the adequate amount of coupling agent can enhance dispersity of WF particles (55 wt%) and consequently rigid composite i.e. 180-10-4 was achieved.

Storage moduli (G′) of samples at −150°C obtained from DMTA.
Figure 7, displays and compares damping (tan δ) properties of samples. The mechanism of interfacial interaction between wood particles and HDPE polymer chains can explain damping behavior of these composites. As can be seen in Figure 7a, due to higher shift in Tg value, better interfacial adhesion between WF particles and HDPE matrix belongs to sample 165-10-4 which fabricated in mixing time of 10 minutes and MAPE content of 4 wt%. It means that due to the best interfacial adhesion in this processing condition, rigid wood particles reduce mobility of olefinic HDPE segments and the highest Tg value about −106°C and lowest energy dissipation are happened. But, when mixing temperature changes to the 180°C, because of stronger interfacial adhesion between WF and HDPE, the Tg values shift to higher temperature and the highest one (about 97°C) belongs to the specimen 180-10-4 which has all positive factors improving interfacial interaction between WF and polymer matrix (Figure 7b). This implies that, when stress transfers at the interface, the strong adhesion restricts the segmentional movement of polymer chains and conversely, the weak interaction causes to energy dissipation.
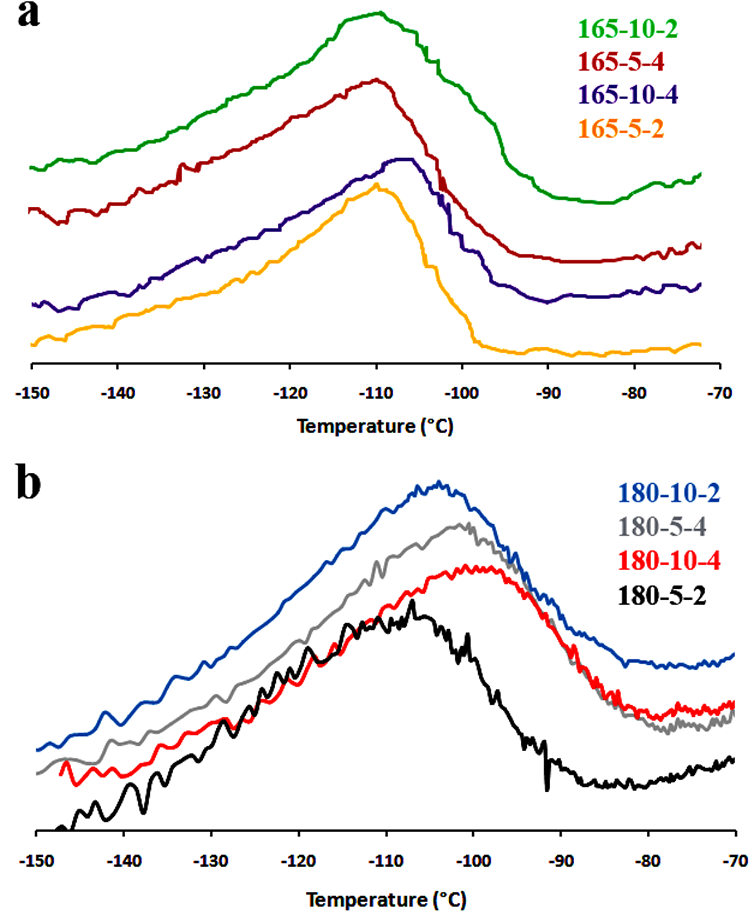
Damping behavior (tan δ) of samples prepared at processing temperature of (a) 165°C and (b) 180°C.
To confirm DMTA results, short-term creep behavior of composites was evaluated and the results were compared in Figure 8. As displayed in this Figure, the creep resistance of all samples decreases with increase in temperature which is attributed to the increase in chain mobility of polymer matrix. Like the trend observed in DMTA results, the interfacial interactions between wood particles and HDPE matrix determine the creep behavior of the composites. These interactions promote at the mixing temperature of 180°C, mixing time of 10 minutes and coupling agent concentration of 4 wt%. It implies that the highest creep resistance belongs to the sample 180-10-4, because rigid wood particles with strong physical bonding to the HDPE chains can prevent segmentional motion of HDPE olefinic chains. After this sample, the sample 165-10-4 shows acceptable creep strain which is attributed to the long processing time and high content of MAPE and the weakest creep resistance belongs to sample 165-5-2 which has an imperfect dispersion of WF in the HDPE matrix due to the weakest interfacial adhesion between wood and polymer phases.
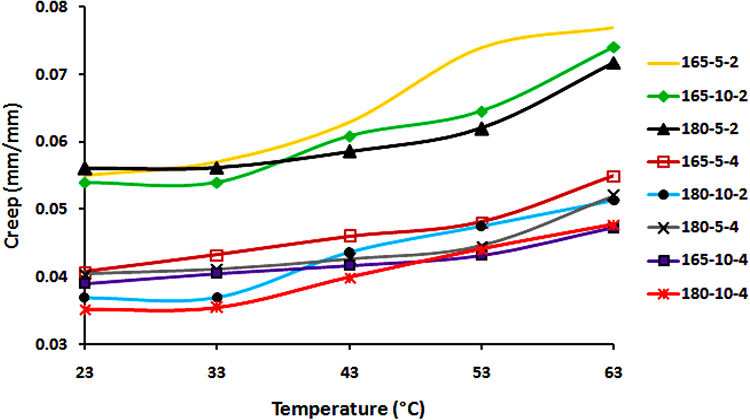
Short-term creep behavior of composites.
Thermal behavior
Melting temperature (Tm), crystallization and melting enthalpy (ΔHm and ΔHc) of prepared composites were acquired from DSC and collected in Table 2. Forasmuch as ΔHm can indicate the crystallinity of semicrystalline polymers, sample 180-10-4 has the lowest amount of crystallinity (p < 0.05) which indicates the best dispersion of WF particles within the HDPE matrix. That means this fabricating condition causes more structural irregularity in HDPE chains and prevents formation of crystalline domains during the melt to solid phase transition. For other specimens, due to the ineffective processing conditions and poor dispersion of the WF particles, crystallinity (ΔHm) values have increased. In simple words, the higher the interfacial adhesion between WF and HDPE chains, the lower the crystallinity of HDPE in the composites. Another notable point obvious in this table is that the decrease in crystallinity cannot change the Tm of a semicrystalline polymer like HDPE (p > 0.05), because the Tm depends mostly on the size of crystalline cells and not on the amount of crystallinity. 1
Thermal behavior of samples obtained from DSC.

Figure 9 displays DTG traces which determine the temperature of maximum degradation (Tdmax) for each sample. These temperatures were collected in Table 2 (p < 0.05). All composites contain equal amount of two kinds of antioxidants, anti-flame and nanosilver additives which can improve their heat resistance. But, quality of ingredients dispersion can obviously enhance the heat stability of composites so that the Tdmax was significantly shifted from 331.1 to 379°C for the samples 165-5-2 and 180-10-4, respectively. Moreover, at high temperature, structure of cellulose in the WF was decomposed and again reconstructed to a structure with higher lignin content. This structure, due to containing higher amounts of methoxy functional groups, has better thermal stability. Also, oxidation of hydroxyl functional groups of cellulose produces relatively heat stable functional groups such as carbonyl, aldehyde or carboxyl which can enhance thermal stability of specimens. 8

DTG curves of (a) lower thermal stable and (b) higher thermal stable samples.
Water contact angle and water absorption
The water absorption (WA) of composites was plotted versus immersion time and illustrated in Figure 10. Normally, WA content increases with increase in time and a constant value when the sample becomes saturated. The samples 180-10-4 and 165-10-4 show minimum (≈6.5%), and samples 165-5-2 and 165-10-2 show maximum (≈12%) water uptakes. Because of hydrophilic nature of wood and hydrophobic nature of polyethylene, the water uptake was only performed by WF particles. So, due to constant WF content of 55 wt% for all composites, the various WA contents are attributed to the efficiency of processing variables such as mixing temperature, mixing time and coupling agent concentration. The dispersion quality of WF and interfacial adhesion or strong physical bonding are the main factors can reduce the gaps between polymer and wood particles and cover the hydrophilic groups on the WF surface. In other words, better processing conditions such as mixing temperature of 180°C, mixing time of 10 minutes and MAPE content of 4 wt% resulting in enhanced encapsulation of hydrophilic WF particles by the hydrophobic polyethylene chains and higher water resistance is occurred. Table 2 shows the ultimate WA content for each sample after 80 days (p < 0.05).
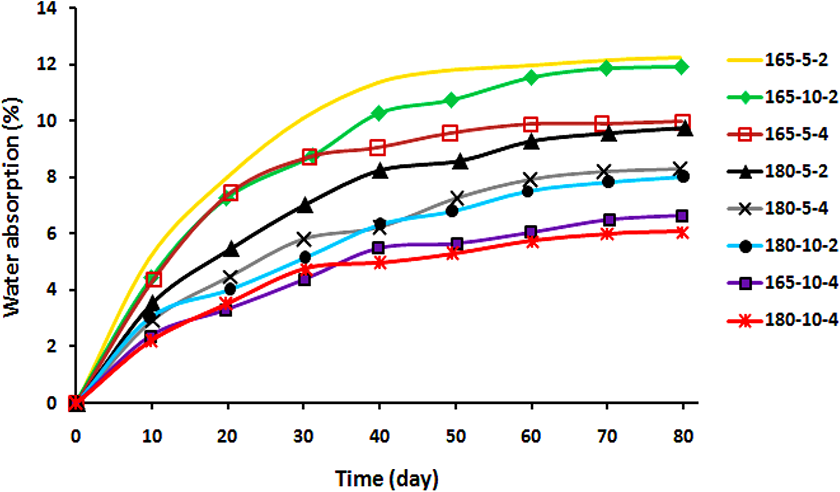
Water absorption of composites.
The water contact angle (WCA) is essentially related to the polarity and roughness of material surface or its surface tension.23,24 The WCA values of composites were collected in Table 2 (p < 0.05). Covering of WF particles with a plastic layer or their encapsulation is the main reason for closeness of the contact angle of specimens to that belongs to polyethylene which is about 100°. 25 The better the coating of the hydrophilic wood particles with the hydrophobic polyethylene layer, the lower the WCA value. This indicates that efficient processing condition i.e. effective polymer viscosity and mixing time with appropriate content of coupling agent can increase WCA of composites.
SEM study
Five samples were selected for SEM study and comparison of their morphologies; 165-5-2, 165-5-4, 165-10-4, 180-5-4 and 180-10-4. As shown in Figure 11a, the fractured surface of the sample 165-5-2 has several holes (where the WPs and their agglomerates were pulled out) and some smooth parts (fractured surface of neat HDPE). It means this sample includes some agglomerate of WPs and some areas of neat HDP where have no perfect interactions with other parts of the composite. By increasing the process temperature, process time and coupling agent content in other samples (Figure 11b to e), these holes are reduced and smooth surfaces are also converted to rough surfaces. Reducing holes and roughing surfaces is a clear reason for better interaction of WPs with the polymer matrix, where the sample 180-10-4 has the best state. In other words, the perfect dispersion of wood particles in the polymer matrix causes more difficult separation or breaking of composite surfaces in the frozen state. This behavior has been reported by other scientists in similar works.13,20

SEM photos of samples: (a) 165-5-2, (b) 165-5-4, (c) 165-10-4, (d) 180-5-4 and (e) 180-10-4.
Conclusion
High-loading WF (of 55 wt%) reinforced HDPE composites were fabricated by a melt compounding technique in a twin screw internal mixer. Various melt-mixing parameters such as mixing temperatures, residence times and coupling agent (MAPE) contents were tested and the best WPC i.e. sample 180-10-4 was chosen according to its enhanced mechanical, viscoelastic and thermal behaviors, and the lowest water absorption. Optimum shear stress and suitable HDPE melt viscosity resulted in better wettability of WF by polymer matrix and moreover, polymer-WF interfacial physical bonding causes perfect dispersion of wood particles throughout the polymer matrix. A well-dispersed WF made a uniform WPC and consequently high performance composite was achieved.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.