
Abstract
This paper reviewed the research progress in China on the durability, acid and alkali corrosion resistances, thermal insulation, sound insulation, and hygroscopic properties of basalt fibers (BFs) as well as the physicochemical and mechanical properties of BF-reinforced resin composites. The acidity coefficient and pH value of BFs and glass fibers (GFs) were tested, which showed that BFs had better chemical stability. Scanning electron microscopy observations showed that the acid corrosion of BFs gradually occurred from the outside to the inside, whereas the alkali corrosion of BFs occurred nearly simultaneously both inside and outside. Moreover, the reasons for these results were analyzed from a chemical reaction perspective. BFs met the thermal conductivity and sound absorption coefficient requirements of building thermal insulation and sound absorption materials. The hygroscopicity of BFs was 1/8–1/6 that of GFs, and BFs also had a smaller dielectric loss angle. Tests confirmed that BFRC exhibited great high-temperature resistance. As the short BF content increased, the flexural strength, splitting tensile strength and impermeability of BFRC significantly improved, and an optimal fiber length and content were proposed. A comparison showed that the mechanical properties of BF-reinforced resin were generally better than those of GF-reinforced resin. Finally, this review identified some concepts to be studied in this field and prospects for possible future research directions.

Keywords
Introduction
Basalt fibers (BFs) are formed by drawing molten basalt (one of the most widely distributed volcanic rocks on the earth, for which the primitive magma originates from the upper mantle 1 ) at high temperatures ranging from 1450 to 1500°C. Since BFs have excellent mechanical and physical properties,2–10 such as excellent acid and alkali corrosion resistance,11–14 high-temperature resistance, 15 and good insulation characteristics against electromagnetic radiation, 16 heat, and sound,17,18 most BF-reinforced composites, such as BF-reinforced concrete (BFRC), 19 asphalt, 20 and resin, 21 exhibit excellent properties. These materials can be widely used for fire protection,22,23 environmental protection,24,25 medical devices26–29 vehicle and ship manufacturing,30,31 construction,8,32–34 pipelines 35 and other fields. Furthermore, the emission of hazardous substances in the process of BF preparation is nearly zero, 18 and thus, BFs have ecological safety, which make BFs better than glass and carbon fibers in terms of environmental impact and sustainability. Therefore, domestic and foreign research institutes and enterprises continue to increase investment in studying the preparation, properties and engineering applications of BFs.
The early development history of domestic BF properties is described hereafter. In 2000, Chen Y et al. 18 compared BFs with glass fibers (GFs) and more systematically discussed the properties and application prospects of BFs. In 2005, Jia LX et al. 36 studied the properties of an epoxy (EP) matrix that is compatible with BFs and composed a composite of this EP matrix and BFs. A comparison of the properties of two composite materials, BF/EP, and S-2 GF/EP, showed that BFs could replace GFs in parts. In 2006, Huang GL and Wang MC et al.14,25 conducted an experimental study on the basic mechanical properties and chemical resistance of a type of domestic BF and its composites, wherein they analyzed the chemical composition and surface state of the fibers. They noted that the basic mechanical properties of BF/EP 648 composites were mostly similar to those of S-2 GF/EP 648 composites, and some properties of the former were even higher than those of the latter. In an acidic medium, the flexural strength and flexural modulus of BF composites decrease simultaneously. In an alkaline medium, the flexural strength of BF composites decrease, whereas the flexural modulus remains approximately the same. In 2007, Cao HL et al. 37 further analyzed the chemical composition, crystal structure, surface characteristics and density of a type of domestic continuous BF (CBF) and tested and analyzed the mechanical properties, high-temperature resistance, chemical corrosion resistance, and interfacial properties of composites reinforced with these CBFs.
BFs were invented by the former Soviet Union after 30 years of research and development and developed by the Moscow Research Institute of Glass and Plastic in 1953–1954.38,39 Ramachandran BE et al. studied the chemical durability of BFs for the first time as early as 1981 in India. 40 In 2012, to prepare a thermally stable composite using a bicomponent resin system or two different curing systems, Kim H studied the possibility of using short BFs in South Korea. 41 In 2014, De Vergara UL et al. found that the microwave-cured composites present higher values for the interlaminar shear strength, delamination threshold force, maximum load and penetration threshold than those cured conventionally through studying the impact behavior of BF-reinforced furan composites manufactured by microwave technology in Spain. 42
Hu XQ et al.43–45 emphasized the novel views of CBFs that “originated in the Soviet Union and developed in China” and stated that CBFs “will change the pattern of advanced materials in the world.” According to the search results of the Chinese National Knowledge Infrastructure (CNKI) (Figure 1), the number of BF-related papers published by Chinese researchers has increased rapidly since 2006, indicating that increasing attention has been paid to the research on BFs and their corresponding applications; hence, BFs have gradually become a research hotspot. Number of papers related to BFs published by Chinese scholars.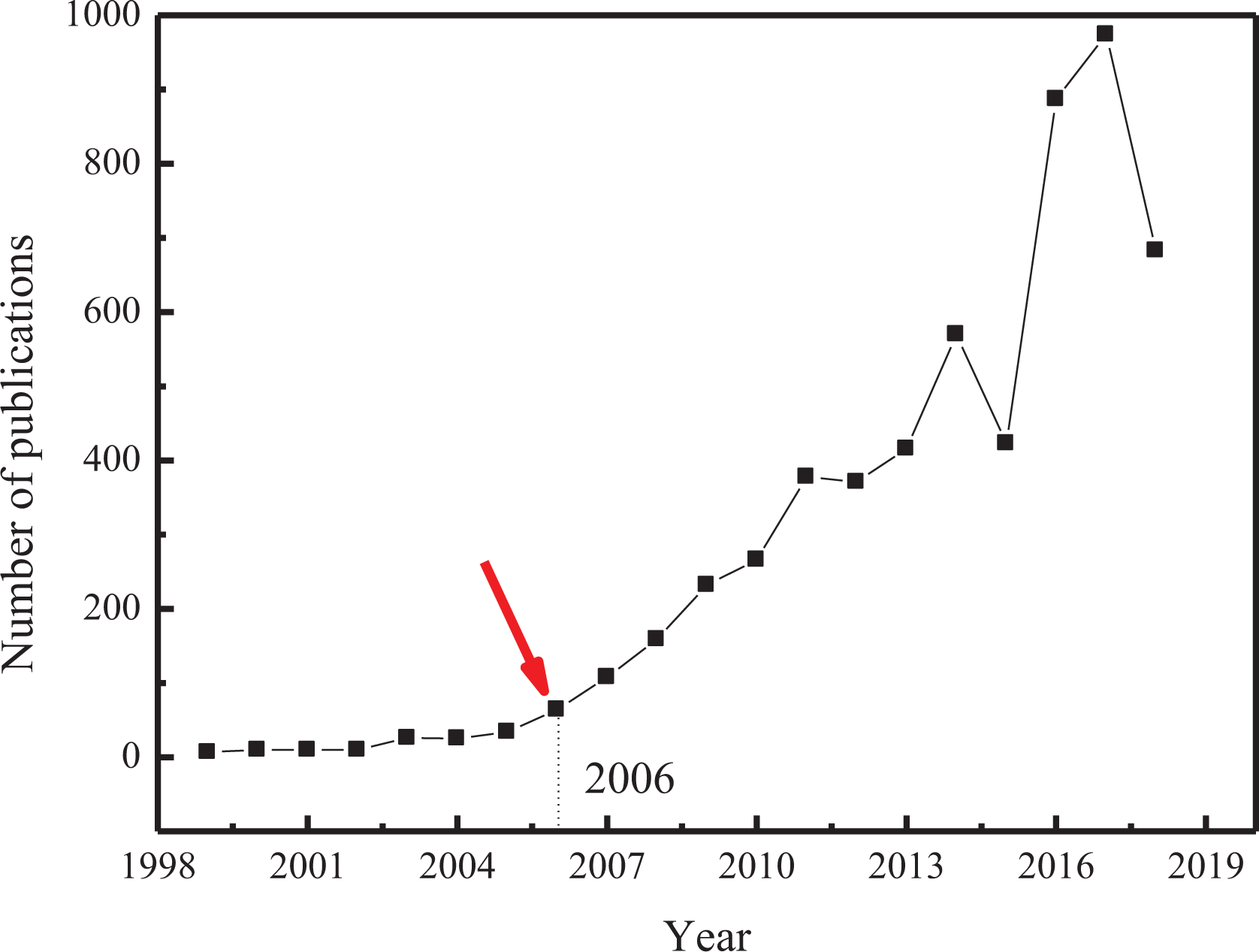
Hence, the BF industry is a promising green industry in China’s high-tech fiber industry and a new industry in building materials. 43 Given the important strategic position of this industry, there are numerous opportunities and challenges in both early research and late application. In addition, according to the intended goals of “The Opinions of the Central Committee of the Communist Party of China (CPC) and the State Council on Accelerating the Construction of Ecological Civilization” 46 and “Made in China 2025” promulgated by the State Council, 47 BFs will have very good application prospects in China. Therefore, to develop BFs and BF-reinforced composites more efficiently and promote the corresponding engineering applications, this paper will focus on the major research achievements in the performance of BFs and BF-reinforced composites in China and indicate future research directions for these materials.
Properties of BFs and BF-reinforced composites
In China, basalt deposits are quite abundant, and they are mainly distributed in the southern foot of the Qinling, Gansu, Heilongjiang, Dalian, Jilin, and Xinjiang regions; the Himalayas in Tibet; and the Qinghai, Shanxi, Fujian, Shandong, Anhui and coastal areas of southern China. 48 Among them, the basalt storage capacity reached 500 million cubic meters in the Bailin Dazheng Mountains in the city of Funding in the Fujian province alone. The Shandong basalt deposit may reach 12.5 billion cubic meters, and the city of Anhui Guangming has 168 million tons of proven basalt minerals.
Durability behavior of BF-reinforced composites
The issue of the environmental aging and degradation of BF-reinforced composites has been gathering more attention from an industrial and engineering point of view in recent years.
In 2006, Liu Q et al. finished the tensile and short beam tests of BF-reinforced composites after 240 days of aging in salt water or water, and a slight but significant decrease in Young’s modulus and the tensile strength of basalt composites occurred, indicating that the interfacial region in basalt composites can be more vulnerable to damage. The suggestion indicated that the interfacial region of BF-reinforced composites requires modification prior to use in long-term applications involving exposure to water. 49 In 2008, Wang M et al. placed unidirectional BF-reinforced epoxy composites into eight types of chemical media, and these samples were immersed for 15, 30 and 90 days at room temperature. After each period of immersion, the chemical durability and mechanical properties of the samples were studied, and the experimental results showed that the fiber mass loss and tensile strength declines in hydrochloric acid are more severe than those in sodium hydroxide, indicating that the alkali resistance of the BFs is better than the acid resistance. 50 In 2018, Ma G et al. performed a long-term durability study of BF-reinforced epoxy composites, which were exposed to different aging conditions for 180 days, to evaluate the effects of water and alkali solutions as well as the temperature of the solutions on the weight gain, tensile properties and surface morphology. The results showed that for BF composites, increasing the exposure temperature of the water and the alkali solutions caused a reduction in their tensile strength. The strength reductions of these samples in the alkali solution were larger than the reductions of the corresponding composites in the water solution. In addition, their reduction in tensile strength was more pronounced than that in their Young’s modulus. 51
Acid and alkali corrosion resistance of BFs
As a new type of inorganic fiber with a structure similar to GFs, BFs have excellent acid and alkali corrosion resistance and has attracted much attention in recent years.
In 2004, Wang GJ et al. 27 measured the composition of BFs through experiments and calculated the acidity coefficient and pH value of BFs. The experiments indicate that because the Al2O3 content in BFs is relatively high, BFs have great durability, chemical stability, thermal stability and mechanical strength, thereby laying a good foundation for improving the mechanical properties of composite materials. The acidity coefficient and pH value of BFs can be determined using the formulas below 27 :


where M is the acidity coefficient and W is the content of SiO2, Al2O3, CaO, MgO, Fe2O3, and Na2O.
The acidity coefficient (M) and pH value are accurate indices for measuring the chemical stability of composite materials, and M generally ranges from 2 to 2.6. For example, if the value of M is too high, the chemical stability of the material can be improved and the operating temperature of the material is high, but the material is difficult to wiredraw. It is obvious that the higher the pH value is, the worse the water resistance of the material. Generally, a material is most stable when the pH value is less than 4, highly stable when pH value is less than 5, and moderately stable when pH value is less than 6. For BFs, M is 1.9 and the pH is 4.75, wherein these values were determined by an electron probe microanalyzer, indicating that BFs have good chemical stability.
In 2006, Wang MC et al. 14 performed experiments wherein BFs (Jingpohu Region, Heilongjiang Province, BF Co., Ltd.) were boiled in distilled water, 2 mol/L NaOH or HCl solution for 3 h, and it was found that the strength and mass loss exhibited by the BFs were more serious in acid than in alkali. These results showed that the domestic BFs exhibit better alkali corrosion resistance than acid corrosion resistance, and the experimental data are shown in Table 1.
Corrosion resistance of BFs boiled in different solutions. 14

In 2007, Huo WJ et al.
11
tested the acid and alkali resistances of domestic BFs (Shanghai Ruskin BF Co., Ltd.) by studying the changes in the microscopic morphology of the BFs before and after acid and alkali corrosion (Figure 2). They found that the fiber surface was more obviously damaged after alkali corrosion for 3 h, and the surface defects increased with increasing corrosion time. After alkali corrosion for 24 h, a large amount of fiber surface peeling occurred, resulting in obvious pits. It was concluded that the fiber was severely damaged after alkali corrosion, and the number of defects on the fiber surface obviously increased, resulting in a sharp decrease in strength. However, the acid exposure did not create obvious flaws on the fiber surface; therefore, the fiber experienced less strength loss after acid corrosion. Comparison of the acid and alkali corrosion of BFs
11
: (a) untreated, (b) in an acid solution for 24 h, and in an alkali solution for (c) 3, (d) 5, (e) 8 and (f) 24 h.
In 2010, Liang FJ and Yang 52 conducted another experiment on domestic BFs, wherein they studied the changes in the mechanical properties of three kinds of BF fabrics exposed for different lengths of time to 0.5, 1.0 and 0.5 mol/L hydrochloric acid solutions and 0.5 and 1.0 mol/L sodium hydroxide solutions at 33∼35°C. The results showed that the BFs exposed to the acidic solution experienced little damage to the fiber structure. However, the reaction between OH− ions in the alkaline solution and the Si-O skeleton network in the fiber led to the fracture of the silicate ion network in the BFs. Thus, the BFs experienced more substantial damage in the alkaline solution than in the acidic solution, indicating that BF fabric exhibits better acid resistance than alkali resistance.
In 2011, Wei B
53
investigated the influence of temperature on the corrosion resistance through experiments. Although the downward trend of the strength maintenance ratio in acid or alkaline solution under high temperature is similar to that under ambient temperature, the former is faster than the latter, and the strength maintenance ratio is only 30% in strong acid solution under high temperature, whereas it can retain 70% in the same solution under ambient temperature. He noted that BFs and GFs exhibit comparable acid and alkaline resistance, as shown in Figure 3. Fiber strength retention
53
: (a) acid treatment and (b) alkali treatment.
In 2013, Liu J 54 studied the acid and alkaline resistances of BF needled felt. In this study, the treatment time, temperature and acid and alkali solution concentrations were used as variables to analyze the changes in the quality, thickness and strength of the needled felt. The experimental results showed that BF needled felt has good acid and alkali resistance.
In 2015, Yao Y et al.
55
studied the corrosion resistance of domestic and foreign BFs and noted that the mass change range in domestic BFs (TX) after acid and alkali corrosion was slightly smaller than that in foreign BFs (KV), as shown in Figure 4. Fiber strength retention.
55
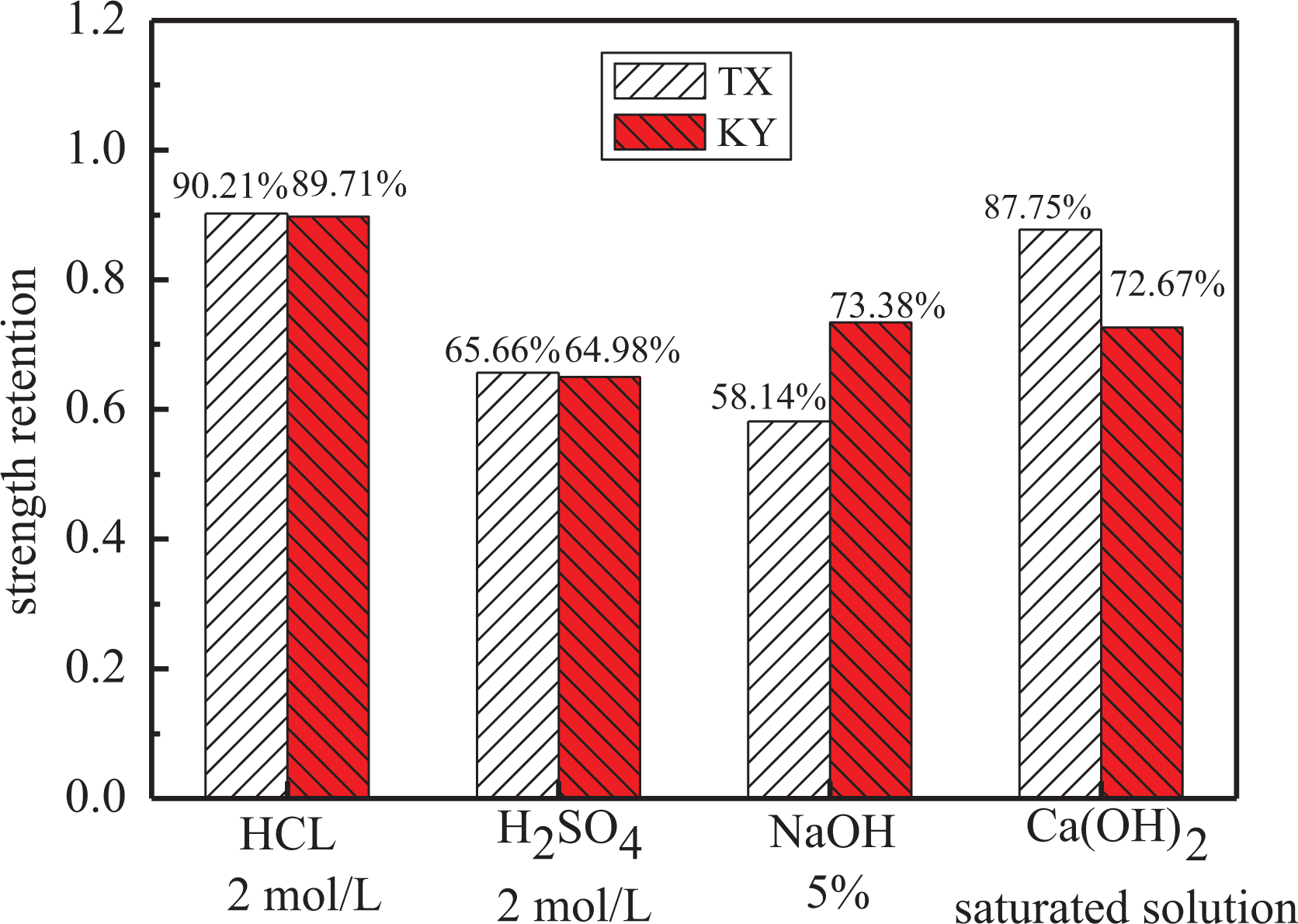
The corrosion of BFs by acid gradually develops from the outside to the inside, whereas the corrosion of BFs by alkali develops approximately synchronously both inside and outside. Figure 5 shows that the BFs after acid treatment exhibited “layered peeling,” indicating that the corrosion of BFs by acid gradually occurred from the outside to the inside. Therefore, within a certain period of time, HCl corrosion would not have a very substantial impact on the mechanical properties of the fibers. After alkali treatment, the fiber surface contained many tiny holes and dissolved substances. These phenomena are due to the synchronous external and internal corrosion of SiO2 and Al2O3 on the fiber skeleton; the synchronous internal and external corrosion of NaOH also has a substantial impact on the strength of the fiber. Scanning electron microscopy (SEM) micrographs of BFs treated with acid and alkali
55
: (a) domestic fibers treated with HCl, (b) domestic fibers treated with NaOH, (c) domestic fibers treated with HCl, and (d) foreign fibers treated with NaOH.
To improve the acid and alkali corrosion resistances of BFs, the surface modification technology of BFs is being enthusiastically studied by scholars all over the world. At present, fiber surface modification technology mainly includes surface oxidation modification technology, electroless plating/electroplating surface modification technology, plasma modification technology and coating modification technology, among which coating modification technology is the most widely used approach. As this technology causes no damage to the fiber itself and various coating design forms are available, the coating modification method is highly valued by scholars.
Heat resistance, soundproofing, moisture absorption and insulation characteristics of BFs
In 2005, Xie EG 17 determined that the thermal conductivity of materials manufactured with superfine BFs with a density of 140 kg/m3 was 0.030 W/(m·K) at 196°C, and after these materials were soaked in a liquid nitrogen medium, the fiber strength did not decrease. Therefore, due to their low thermal conductivity, BFs have been used for a long time to manufacture insulation materials for the liquid nitrogen production department of metallurgical plants. Another type of BF material with a density of 15 kg/m3 and a thickness of 30 mm was constructed for acoustic tests; there was no gap between the hard wall and insulation materials in these tests. The standard sound absorption coefficient of the material was 0.05–0.15 at 100–300 Hz, 0.22–0.75 at 400–900 Hz, and 0.85–0.93 at 7000 Hz. Thus, BFs can also be used in the construction of sound absorption felts and sound absorbing panels. Moreover, the moisture absorption rate of BFs is 1/8–1/6 that of GFs. Hence, BFs can be used to manufacture thermal insulation and sound absorbing materials for the aviation and shipbuilding industries.
In 2006, Qi FJ et al. 56 measured the mass fraction of BF components (per unit mass) produced by different factories in China; the details can be seen in Table 2. It is well known that the conducting or insulating properties of a medium are related to the composition and content of the material. Since the CBFs with different chemical compositions and contents have different material densities, these CBFs have diverse thermal conductivity coefficients varying from 0.40 to 0.48 (W/m−1K−1).
Composition of BFs produced by different domestic factories. 56

In 2007, Lei J et al. 16 treated BFs with a special sizing agent. The dielectric loss tangent of BFs before treatment was 0.0051, which was close to that of E-glass (0.0048), and the dielectric loss tangent of BFs after treatment was 50% lower than that of GFs. Thus, this type of treated BF can be used as an electrically insulating material for high-voltage (250,000 V) and low-voltage (500 V) installations, such as antenna fairings, high-voltage transmission lines, radar and other radio equipment.
Mechanical properties of BFRC
Mechanical properties of BF-reinforced resins
Compared to ordinary GFs, BFs have a higher tensile strength, higher elastic modulus, and better chemical stability, and composites made of various BF-reinforced resins can possess even more ideal physical and chemical properties. Mechanical properties of CBF-reinforced resin
In 2000, Wang L et al. 10 conducted a comparative analysis of the physicochemical properties of various CBF-reinforced resins, and their results are shown in Table 3. This table shows that the CBF-reinforced resin generally exhibits better performance than GF-reinforced resin, and the tensile strength and bending strength of the unidirectional CBF-reinforced composite material are much larger than those of composites reinforced with S-glass and aramid fibers.
Analytical comparison of the properties of various CBF-reinforced resins. 10

In 2006, Qi FJ et al.
57
prepared a tabby weave CBF cloth (CBFTC)-reinforced S-157 phenolic resin composite. The effects of the resin content on the tensile, bending, and compressive mechanical properties as well as ablation properties of S-157 phenolic resin/CBFTC composites were investigated. Figure 6(a) shows that the cross-section of the composite material was relatively regular, indicating that the properties of the material were uniform. Furthermore, the fibers that were perpendicular to the cross-section bore the main load, and the cross-section of fibers was a regular cylindrical surface. The longitudinal direction of the fibers parallel to the cross-section had little effect on load bearing, and the fibers were relatively intact, as shown in Figure 6(b). These results show that the bending and tensile mechanical properties and ablation performance of S-157 phenolic resin/CBFTC composites were best when the resin content was 30%. Moreover, S-157 phenolic resin/CBFTC composite materials exhibited better tensile, bending, and compressive mechanical properties as well as ablation properties than S-157 phenolic resin/GFTC composite materials.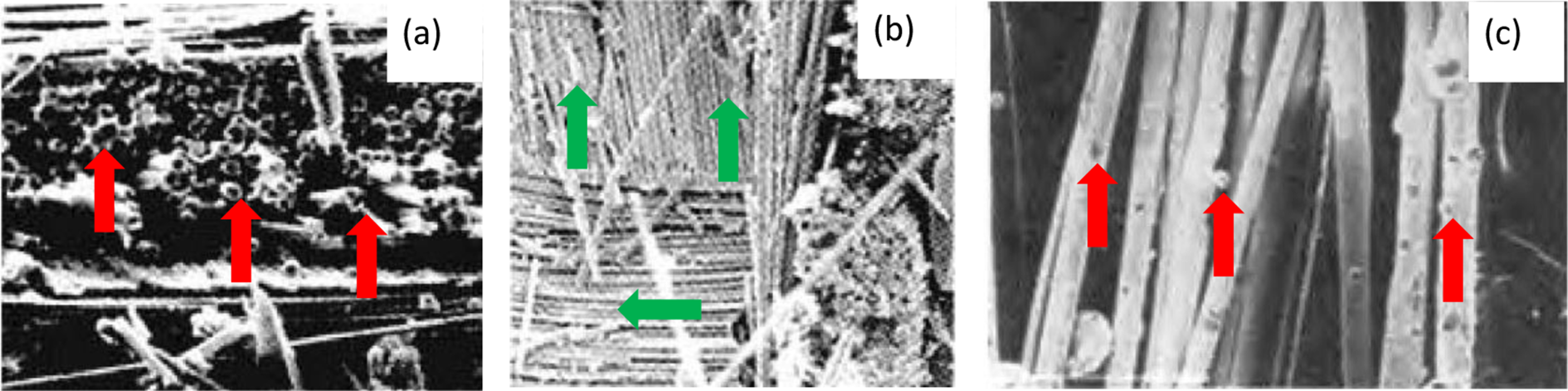
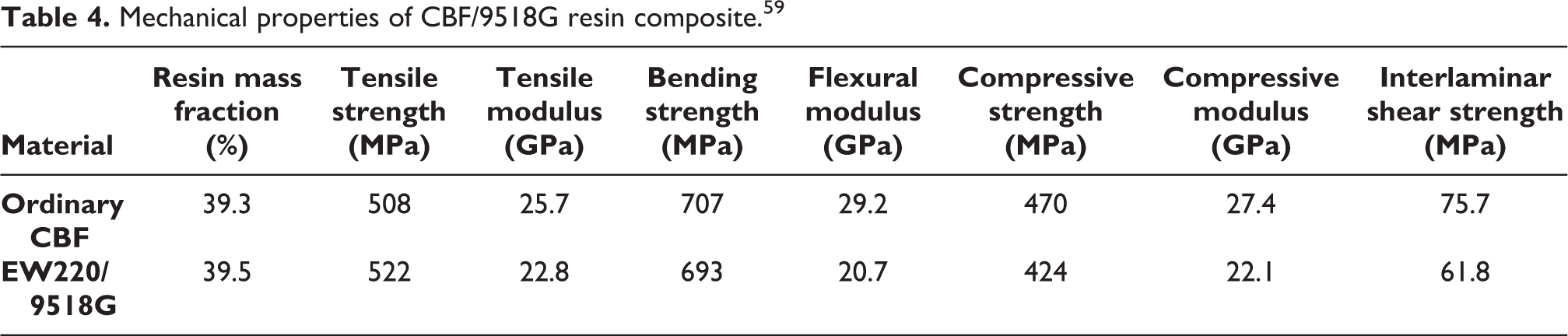
In 2010, Yan PJ et al. 59 studied the heat resistance and mechanical properties of CBF-reinforced 9518G resin composites and the influence of moist heat on these properties. The excellent mechanical properties of these composites were close to those of E-glass cloth composites (see Table 4 for details). The experimental results showed that the CBF-reinforced 9518G resin composite had a glass transition temperature of 199.11°C and high heat resistance.
Mechanical properties of CBF/9518G resin composite. 59
In 2013, Hong XD et al. 58 used a KH570 coupling agent to modify the surface of BFs and studied the effects of the length and content of surface-modified BFs on the mechanical properties of reinforced EP composites. Their results showed that the surface of the modified BFs contains many protrusions (i.e., a very rough surface), as shown in Figure 6(c). The surface modification of BFs increases the tensile strength of the composite by 10–20% and the impact strength by 10–40%.
When the mass fraction of the long surface-modified BFs is 4%, the tensile strength and impact strength of the composite are 2.5 and 4.5 times higher than those of pure EP, respectively. The reinforcement effect of these long surface-modified BFs is better than that of long surface-modified GFs. Moreover, when the fiber content increases, the corresponding increase in the tensile strength of the composite is more apparent. When the mass fraction of long BFs is 4%, the tensile strength and impact strength of the BFRC are increased by 37.8% and 9.2%, respectively.
Figure 7(a) shows that a brittle fracture occurs on the impact section of pure EP, for which the fracture surface is characterized by a stacking sheet structure, indicating that pure EP is very brittle. Figure 7(b) indicates that the fiber directions in the fracture surface of composite materials reinforced with 5-mm-long surface-modified BFs (mass fraction of 2%) are different; moreover, some of these fibers are broken from their roots, and some fibers have a long residual length. Figure 7(c) shows that the fibers on the fracture surface of composite materials reinforced with long surface-modified BFs (mass fraction of 2%) are pulled out as a whole, perpendicular to the resin cross-section. A comparison of Figure 7(b) and (c) shows that the distribution directions of short fibers in the matrix are different, resulting in inconsistent directions for bearing external forces. Long fibers can penetrate the whole sample, and their dispersion and orientation is uniform; thus, the internal force direction is consistent, which enables the samples to bear larger loads. Therefore, these long fibers provide an excellent enhancement effect. SEM micrographs of impact fracture surfaces: (a) pure EP, (b) 5-mm-long surface-modified BFRC, and (c) long surface-modified BFRC.
58

In 2016, Chen JB 60 mixed BFs and unsaturated polyester resin with an appropriate amount of auxiliary agent and eventually formed a new type of composite bar via a pultrusion process and special surface treatment. The tensile strength of this composite bar is more than twice that of ordinary steel bars with the same specifications; the density of the composite bar is approximately 1800–2100 kg/m3, which is approximately only 1/4 that of ordinary steel bars.
In 2018, Yang ZM et al. 61 tested the tensile and bending mechanical properties of composites composed of BFs and five different kinds of resins (EP resin, vinyl ester, nylon 6, polycarbonate, and acrylonitrile butadiene styrene (ABS) resin). In their study, they investigated the effect of the matrix on the quasi-static tensile and three-point bending mechanical properties of BFRC. Their results showed that the tensile strength and flexural strength of BF-reinforced thermoset resin matrix composites are higher than those of BF cloth-reinforced thermoplastic resin matrix composites. For BF-reinforced thermoset resin composites, the tensile strength and bending strength were higher with an EP resin matrix than with a vinyl ester matrix. For BF-reinforced thermoplastic resin composites, the highest tensile and bending strength were produced with the nylon 6 matrix, followed by polycarbonate and then by ABS.
(2) Mechanical properties of short BF-reinforced resin
In 2018, Chen JX et al. 2 conducted a shear test on short BF-reinforced polymer (SBFRP) with 3-mm-long BFs through the V-groove orbital shearing method and noted that there was a critical value in terms of the volume content of short BFs in SBFRP. After this critical value was exceeded, the sample began to exhibit shearing elastoplastic properties. Moreover, the higher the fiber content was, the stronger the elastoplastic deformation ability and shear energy consumption capacity of the sample. Additionally, the detailed shear mechanical parameters of SBFRP were provided through this experiment.
Figure 8(a) shows that the shear energy dissipation capacity increased by 65%, 115%, and 230% over the initial value (i.e., at a BF volume content of 15%) with every 5% increase in the short BF volume content. Although the shear modulus as well as KI and KII started to decline after the fiber content exceeded 25%, as shown in Figure 8(b), the shear energy dissipation capacity increased the fastest in this range of fiber content. From Figure 8(a), the maximum slope of the last section indicates that the ductility of the material was more substantial when the fiber volume content exceeded 25%, and then, an upward elastoplastic stage appeared.
2
(a) Shear strength, energy absorption and (b) elastic moduli of SBFRP samples.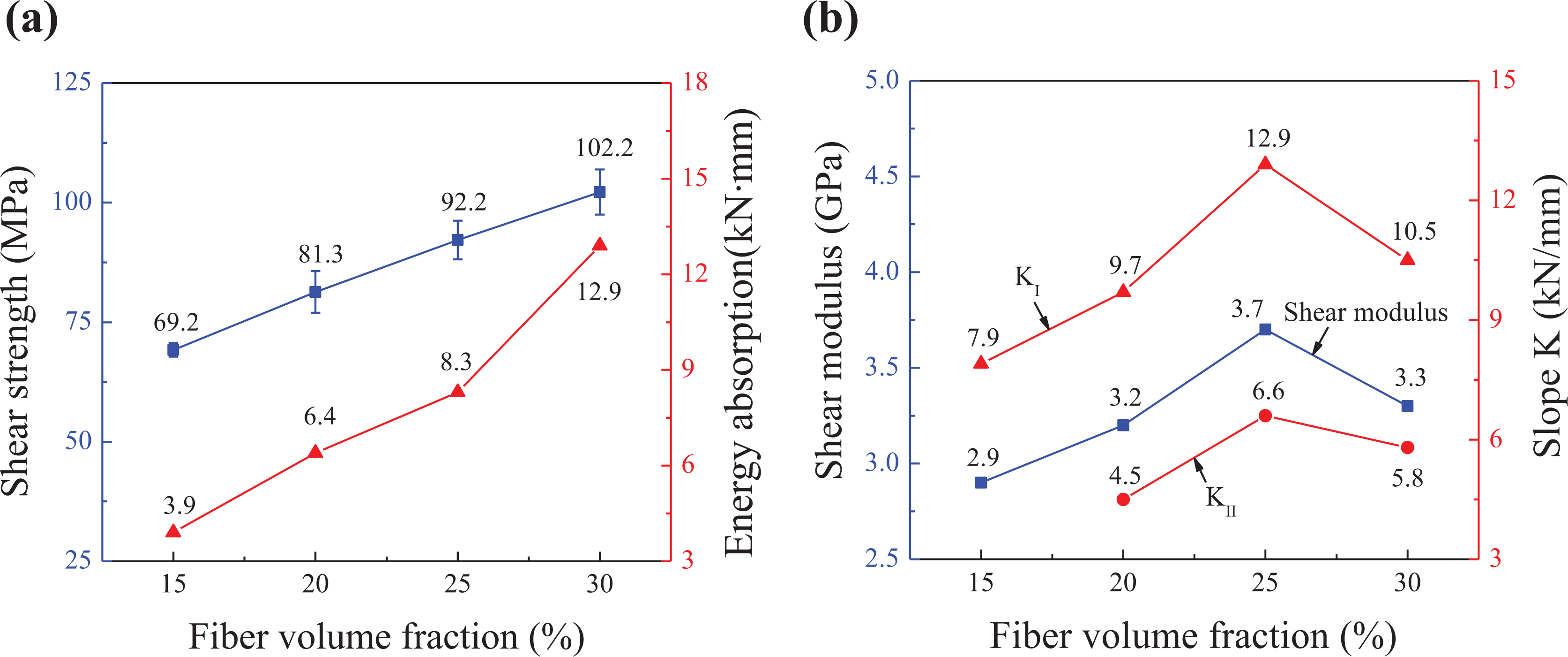
Therefore, SBFRP exhibits excellent shear elastic-plastic mechanical properties, which can play a crucial role in the future not only in actual engineering applications but also in academic research.
Friction properties of BF-reinforced materials
In 2010, Zhao SH et al. 62 prepared friction materials from phenolic resin and BFs, studied the influence of phenolic resin on the friction and wear properties of these materials, and subsequently analyzed the wear mechanism. Their results showed that with increasing resin content, the water absorption rate and wear rate of the friction materials show a decreasing trend. When the mass fraction of the resin was less than 35%, the bending strength of the friction material increased with increasing resin content, but when the resin was 35%, the bending strength of the material began to decline. When the resin content was 25%, the friction factor was higher, the wear rate and water absorption rate were lower, and the BFs were easily pulled out and peeled. When the resin content was between 25% and 30%, the main wear mechanism of the friction materials was abrasive wear. Therefore, the suitable mass fraction of resin for this friction material was 25–30%.
In 2013, Wang HL 63 prepared BF-reinforced polyphenylene sulfide (PPS) composites, and they studied the friction and wear properties of these reinforced composites as well as the effects of different BF volume fractions (0%, 20%, 35%, and 40%), loads and sliding speeds on the friction and wear properties of the composites. Their research results produced the following conclusions:
(1) As the load increased, the friction factor of pure PPS first decreased and then increased, whereas the friction factor of BF-reinforced PPS decreased gradually, as shown in Figure 9(a).
(2) As the load increased, the wear rates of pure PPS and BF-reinforced PPS composites increased gradually, as shown in Figure 9(b).

(a) Friction factors and (b) wear rates of BF-reinforced PPS composites under different loads. 63
In 2016, Long CG et al. 64 used polyoxymethylene (POM) and short BFs to prepare BF/POM composites via melt blending and injection molding. The influence of the content and length of BFs on the tribological properties and mechanical properties of the composites were studied. The fracture surface and grinding mark surface morphologies of the composites were observed via SEM. The addition of BFs increased the wear loss and friction coefficient of the composite, adversely affecting the friction properties of the material. The specific results are as follows:
(101) The friction coefficient and wear loss of the composite material increased with increasing BF content, as shown in Figure 10(a).
(102) The friction properties of BF/POM composites were worse than that of pure POM. As the BF length increased, the friction coefficient of the composites first increased and then decreased, and the amount of wear loss first decreased and then increased, as shown in Figure 10(b).

Influence of the (a) BF content and (b) BF length on the frictional properties of composites. 64
In 2017, Huang SP et al. 65 tested the friction coefficient, impact strength and Rockwell hardness of BF-reinforced and GF-reinforced friction materials. The results showed that at a fiber mass fraction of 8%, the Rockwell hardness and impact strength of the BF-reinforced friction material with the same fiber content were 33.8% and 7.45% higher than those of the GF-reinforced friction material, respectively, indicating that the BF-reinforced friction material exhibits a stable friction performance and a low wear rate. Therefore, BFs are preferred over GFs as a raw material for the preparation of high-performance friction materials.
In 2018, Xie AL et al. 66 used polyvinyl acetate, an EP emulsion and a silane coupling agent (KH550) to modify BFs, from which they prepared modified BF-reinforced resin matrix composites via hot pressing. The effects of different BF modifications on the hardness, impact strength, thermodynamic properties, and friction and wear properties of the BF-reinforced composites were investigated. Microanalysis and elemental analysis of the friction surfaces and wear debris topography were conducted via SEM and energy-dispersive X-ray spectroscopy. The results showed that the resin-based friction materials prepared by four kinds of modified BFs exhibited similar mechanical properties. Among these composites, the polyvinyl acetate-modified BF-reinforced resin-based friction materials exhibited the best resistance to thermal decay as well as the best friction and wear properties, which are beneficial to form a complete and stable friction film during the braking process.
BFs have a moderate density and a tensile strength close to that of GFs. Moreover, the wear resistance of BF-reinforced friction materials is higher than that of friction materials reinforced by asbestos fibers, SFs, and GFs. Thus, the friction properties of the BF-reinforced composites are excellent.
Research progress and prospects of BF-reinforced composites in China
This paper comprehensively and systematically reviewed the research progress in China on the acid and alkali corrosion resistance, thermal insulation, sound insulation, and moisture absorption of BFs along with the physical, chemical and mechanical properties of BFRC and BF-reinforced resin composites. Moreover, the future research directions of these materials were forecasted herein.
Main progress
The acidity coefficient M and pH of BFs were found to be 1.9 and 4.75, respectively. A comparison showed that BFs had better chemical stability and are better than GFs. SEM observations showed that the corrosion of BFs by acid gradually occurred from the outside to the inside, whereas the corrosion of BFs by alkali was nearly synchronous both inside and outside; the latter was caused by the synchronous external and internal corrosion of SiO2 and Al2O3 on the fiber skeleton.
Research results showed that BFs meet the thermal conductivity and absorption coefficient requirements of building thermal insulation and sound absorbing materials. The moisture absorption rate of BFs was only 1/6–1/8 that of GFs, and the dielectric loss angle of BFs was also smaller than that of GFs. The chemical resistance properties of BFs from different origins were quite different. Some BFs had better acid resistance, whereas other BFs had better alkali resistance; however, all BFs had better acid and alkali resistances than GFs.
Tests confirmed that BFRC exhibited excellent high-temperature resistance. As the short BF content in BFRC increased, the flexural strength, splitting tensile strength and impermeability of BFRC significantly improved, and the proposed optimal fiber length and fiber volume content were 24 mm and 0.10%, respectively. Moreover, the mechanical properties of BF-reinforced resin were better than those of GF-reinforced resin.
Prospects
This paper speculated that due to the different contents of chemical elements, the acid and alkali corrosion resistances of BFs from different origins were obviously different. Some of these BFs exhibited better acid resistance, whereas others exhibited better alkali resistance. However, the specific mechanism of the above differences requires further study.
In this paper, the physical, chemical and mechanical properties of BFs and BF-reinforced composites were reviewed. Since the properties of these BF-reinforced composites are closely related to the preparation process and the properties of these materials will determine the engineering applications of these materials, the preparation process and applications of BF-reinforced composites will be reviewed in the next manuscript.
Footnotes
Acknowledgment
We thank Prof. Chen JX for his work on this manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the PhD Scientific Research Foundation of Anyang Institute of Technology (No. BSJ2018008), the 2018 National Student Platform for Innovation and Entrepreneurship Training Program (No. 201811330001) and the Special Projects for Key Research and Development and Promotion in Anyang in 2018.