
Abstract
In the last few decades, there has been an increasing demand for low-cost raw materials and environmentally eco-friendly end products. This demand stimulated a growing interest in natural particles as potential reinforcement materials for composite manufacturing. In this paper, we introduce organic date-seed nanofillers (DSN) as reinforcement materials for the development of enhanced polymer nanocomposites. We particularly investigate the effect of these nanoparticles on two types of polymer base materials, namely medium-density polyethylene (MDPE) and polyethylene terephthalate (PET). A collection of MDPE and PET nanocomposite samples with DSN content ranging from 0.0–0.75 wt% has been prepared using a hot compression method. The MDPE-DSN and PET-DSN nanocomposite structures were analyzed using a scanning electron microscope (SEM), energy-dispersive X-ray analysis (EDXA), and Fourier-transformed infrared spectroscopy (FTIR). The mechanical characteristics of these nanocomposites were experimentally examined through wear loss and Vickers micro-hardness tests. The experimental results show that the MDPE-DSN composite is chemically more stable than the PET-DSN one. Moreover, the MDPE-DSN nanocomposite shows enhanced hardness and wear resistance properties, while the PET-DSN one shows less noticeable enhancements. The best enhancements were obtained with a DSN reinforcement of 0.75 wt%., and a normal load of 10 N. As well, the experimental outcomes show a good agreement with theoretical predictions. In general, the DSN material enhances the mechanical properties of polymer materials and reduces their economic costs.
Keywords
Introduction
Matrix composites were commonly used for the last few decades in many engineering applications.1,2 Indeed, several of today’s polymer matrices were firstly created during or just before World War II. More recently, conventional materials in many applications have been substituted by polymers because their low density, ease of manufacturing, light weight, low cost, corrosion resistance, and thermal insulation.3,4
Recently, nanocomposite materials have emerged as a promising class of materials which exhibit higher specific surface areas, higher load capacities, and controlled interfacial interactions.5,6 Today, nanofillers are especially used to enhance the properties of polymers by serving as reinforcing materials and active components in polymer nanocomposites.7,8 In addition, the presence of nanofillers in polymeric matrix materials would improve composites with modified physical characteristics (such as electrical, magnetic, thermal conductivity, and mechanical characteristics) and give rise to sensor materials (to measure pressure and other environmental changes).9,10 Various types of fillers with different nanoscales can be distributed in matrix materials e.g. grapheme nanoplatelets (GNPs), nano-silica and nanoparticles alumina11-13 to produce composites with improved physical characteristics. Fathy et al. and Shehata et al.14,15 studied the effects of using nanometer and micrometer-sized aluminum particles in glass fiber reinforcement epoxy composites. The results showed enhanced tensile, flexural, hardness, wear, and impact behavior as compared to glass fiber reinforcement epoxy. They can be categorized into three types: two-dimensional (2D) layered spherical nanofillers, one-dimensional (1D) fibrous nanofillers, or zero-dimensional (0D) nanofillers. 16
The medium-density polyethylene (MDPE) is one of the widely used polymer materials, which exhibits good resistance against biological attacks, and possesses long linear molecular chains. Also, the MDPE molecular weight affects the degree of achievable crystallinity. 17 However, few studies have addressed the MDPE usage as a polymer matrix in composite materials. 18 Mahmoud et al. investigated the wear and friction properties of MDPE polymers filled with four various types of oil (namely chamomile, mustard, soy, and almond oils). Wear testing for MDPE-oil composites showed hardness and wear reduction for almond oil filler with 20 wt%. 19 Désiré et al. 20 assessed the feasibility of the catalytic polymerization of hemp fibers and investigated the effects of this process on the morphological and mechanical properties of MDPE-based composites. In fact, for such composites with a hemp filler of 30 wt.%, the Young’s modulus and the tensile strength were improved by 8% and 43%, respectively. Chimeni et al. 21 observed that the interfacial interaction between the hemp fibers and the MDPE polymer, and concluded that composites of these materials are expected to have better interface quality and improved mechanical properties.
The polyethylene terephthalate (PET) polymer is commonly called “polyester” in the textile industry. The PET polymer is widely used as fibers in textiles due to its excellent moisture resistance, and is also used for large-scale bottling and packaging. Moreover, PET exhibits excellent compression and other mechanical strength properties, and reasonable thermal conductivity. Because of these properties, PET has been commonly used in various applications such as self-cleaning, electronics, wear-proofing materials, autonomic and anti-wear systems. 22 Liu et al. 23 used PET as a substrate of carbon nanotube (CNT) film heaters to fabricate thermochromic displays. In Sahoo et al. 24 PET-based nanocomposites with hexagonal boron-nitride nanosheets were investigated. Furthermore, Półrolniczak et al. 25 analyzed PET-based bottle waste with carbonaceous materials through pyrolysis .
On the other hand, growing environmental awareness has stimulated the creation of renewable, recyclable, sustainable, and environment-friendly filler materials. 26 Examples of organic reinforcement materials include the banana shell powder and fibers, 27 rice husk, 28 egg shell, 29 date-palm, 30 and date-seed (DS) powder. 31 These organic fillers are also referred to produce composite materials with improved mechanical properties.32,33
In particular, date-palm (DP) powder have been successfully used as a reinforcing/filler material in polymer composites. The date-palm stem fibers (DPF) were developed as fillers in epoxy composites with thermosetting matrix materials. Also, Ghazanfari et al. 34 studied the incorporation of DS in high-density polyethylene (HDPE). Inside, date-seed (DS) powder has been used as a filler. 35 As well, Nano-scale date-seed particles have been used as fillers for polyethylene polymers. For example, Elkhouly et al. 36 investigated organic date-seed nanoparticles (DSN) as fillers for PET matrix materials to generate enhanced polymer nanocomposites. The results showed improved mechanical properties with the addition of a DSN reinforcement of 0.75 wt%. Moreover, the natural weathering and thermal stability of polyester polypropylene (PP) composites reinforced with date-palm fibers or particles (DPF/DPP) were investigated. 37 The findings showed that the PP-DPF composites demonstrated enhanced interfacial adhesion and mechanical properties.
Evidently, earlier methods on date-seed micro-particles show the use of these particles as polymer composite fillers in combination with polyethylene matrix materials. For example, DS fillers were utilized as reinforcement materials for composites with HDPE and polystyrene polymers. 38
Meanwhile, statistical tools have been used to design, model, and optimize the input parameters and the corresponding responses of filler-reinforced polymer composites. 39 The multilevel factorial design (MFD) framework includes a set of mathematical and statistical techniques for experimental design, model construction, and finding optimum factors.40,41 Such a framework is used to assess appropriate responses, and evaluate the relative importance of several influencing factors even when complex interactions occur.42,43
In general, both of the MDPE and PET polymers have excellent mechanical properties (such as hardness and wear resistance), are abundantly available in the surrounding environment, but PET is essentially cheaper than MDPE. Nevertheless, using the date-seed nanoparticles (DSN) as a reinforcement material for these polymers would have a clear advantage e.g. (Higher wear resistance, higher hardness of polymer, increase toughness of polymer, increasing the tensile strength of polymer, and improved strength due to good bonding. The DS reinforcement material acts as a barrier to the movement of dislocations.) in creating relatively cheap composites with enhanced material properties .This is the motivation for this work.
In this paper, we investigate the use of organic date-seed nanofillers (DSN) as a reinforcement material for both the PET and MDPE polymers. The hot compression process was used during sample preparation to reinforce both PET and MDPE polymers with the DSN material. The multilevel factorial design (MFD) methodology was followed to determine the optimum parameters for wear loss minimization. After wear testing, the surface of the DSN-reinforced composite was examined by a scanning electron microscope (SEM) and the Fourier-transformed infrared spectroscopy (FTIR).
Materials and methods
Materials
In this study, the polyethylene terephthalate (PET) and Medium-Density Polyethylene (MDPE) are used as the polymer matrix. The polymer materials were supplied by Sigma Aldrich, Egypt. The powder of MDP material has molecular weight 2.7 × 106 g/mol, density, and particle size 100–300 µm, and the powders of PET material molecular weight of 192 g/mol, and a density of 1.3–1.4 g.cm−3, Young’s modulus 1700 (MPa), and particle size 100–300 µm.
Date seeds particles were obtained from Laboratory, University of Beni-Suef, DS were prepared details of processing are mentioned in Elkhouly et al. 36 The particle diameter was 22–25 nm. Date seeds were introduced as reinforcement of both the MDP and the PET materials to enhance the mechanical properties of the composite.
Nanocomposite manufacturing process
The DSN-reinforced PET and MDPE composites were produced using a hot compression method with DSN weight different fractions of 0, 0.25, 0.5, and 0.75 wt. %, at a pressure of 0.85 MPa. The matrix and filler materials were mixed and heated in a cylindrical pressing die for 10 minutes. In the case of using PET matrix the temperature was 145°C, while in the case of using MDP matrix was at a temperature of 85°C. Specimens had a 6.5-mm diameter and an 11-mm length. Mechanical tests were performed on the MDPE or PET with DSN nanocomposite specimens.
Sample characterization
In this work, samples were aligned to observe the morphology of DSN’s characteristics in PET and MDPE polymer matrices. After fracture, in the experiment, the broken samples were coated in gold using sputter deposition for 2 min. A JSM-6510-LA scanning electron microscope (SEM) was used to observe the fractured sample sections. Energy-dispersive x-ray analysis (EDXA) (Oxford Instruments INCA Technology) was carried out to determine the estimated elemental composition of the samples. SEM and EDXA were used to analyze the morphology of cryo-fractured samples. The spectroscopy was done using a Thermo Scientific (A Vertex 70) FTIR spectrometer environment for 32 scans between 4000 cm−1 and 400 cm−1.
Testing
The hardness test was performed on the Vickers micro-hardness tester (Future Software FM-700) on the specimens of each PET/DSN and MDPE/DSN nanocomposites (load 0.5 kg and dwell time 15 s). The practical time delay was around 20 s including the test time. An average of three readings on all different specimens for each test specimens was taken as measure of hardness.
Pin-on-disk test was used at room temperature at 30°C for wear tests. The stationary pin made of treated HNMS steel and 15 mm long was slid against circular rotating counter face disk made of SAE52100 (63 HRC) hardness for a sliding distance of 394 m. The load for wear test was differently set as 10 N, 20 N, and 30 N, worn surfaces and subsurface were ultrasonically cleaned and observed under FE-SEM.
Optimization method
Multilevel factorial design
Multilevel Factorial design (MFD) experiment that allows simultaneous study of the effects that several factors may have on a response. When performing an experiment, varying the levels of all factors simultaneously rather than one at a time allows the study of interactions between the factors which is also efficient in terms of time and cost.
In this work the factors were two type of polymer (PET and MDPE), at four weights of filler (0.0% to 0.75%) and using three normal loads (10 N to 30 N) as exposed in Table 1.
Factors and levels.

Results and discussion
Spectral analysis using FTIR and EDXA
The spectral transmittance curves of the base PET and MDPE polymers (with 0% DSN) and their nanocomposite counterparts (with 0.75% DSN) have been constructed using FTIR spectral analysis. The resulting spectra for the PET and MDPE polymers are shown in Figure 1(a) and Figure 1(b), respectively. The chemical structure of the PET-DSN nanocomposites has been identified using ATR-FTIR. This technique shows the IR spectra of the DSN-free PET specimens, where the strong bands within the wavenumber range of 1700–1300 cm−1 are respectively associated with the C=C weak stretching vibrations and the C–H stretching vibrations of CH3. For the PET-DSN composite with 0.75% DSN (Figure 1(a)), the bands at the wavenumbers of 3470 and 2942 cm−1 are ascribed to CH2 splitting. For the DSN-free MDPE polymer in Figure 1(b), the peaks at 1552, 1139, 885, and 781 cm−1 represent C = C – H stretching vibrations, C-O-C stretching in ethers, C-O-C stretching in oxirane, and CH2 rocking modes, respectively. For the MDPE-DSN composite with 0.75% DSN (Figure 1(b)), the strong bands at the wavenumber of 1556 cm−1 and 1139 cm−1 are due to the C=C weak stretching vibrations and the C–H stretching vibrations of CH3, respectively. The bands at the wavenumbers 2892 and 2307 cm−1 are attributed to CH2 splitting.30,34
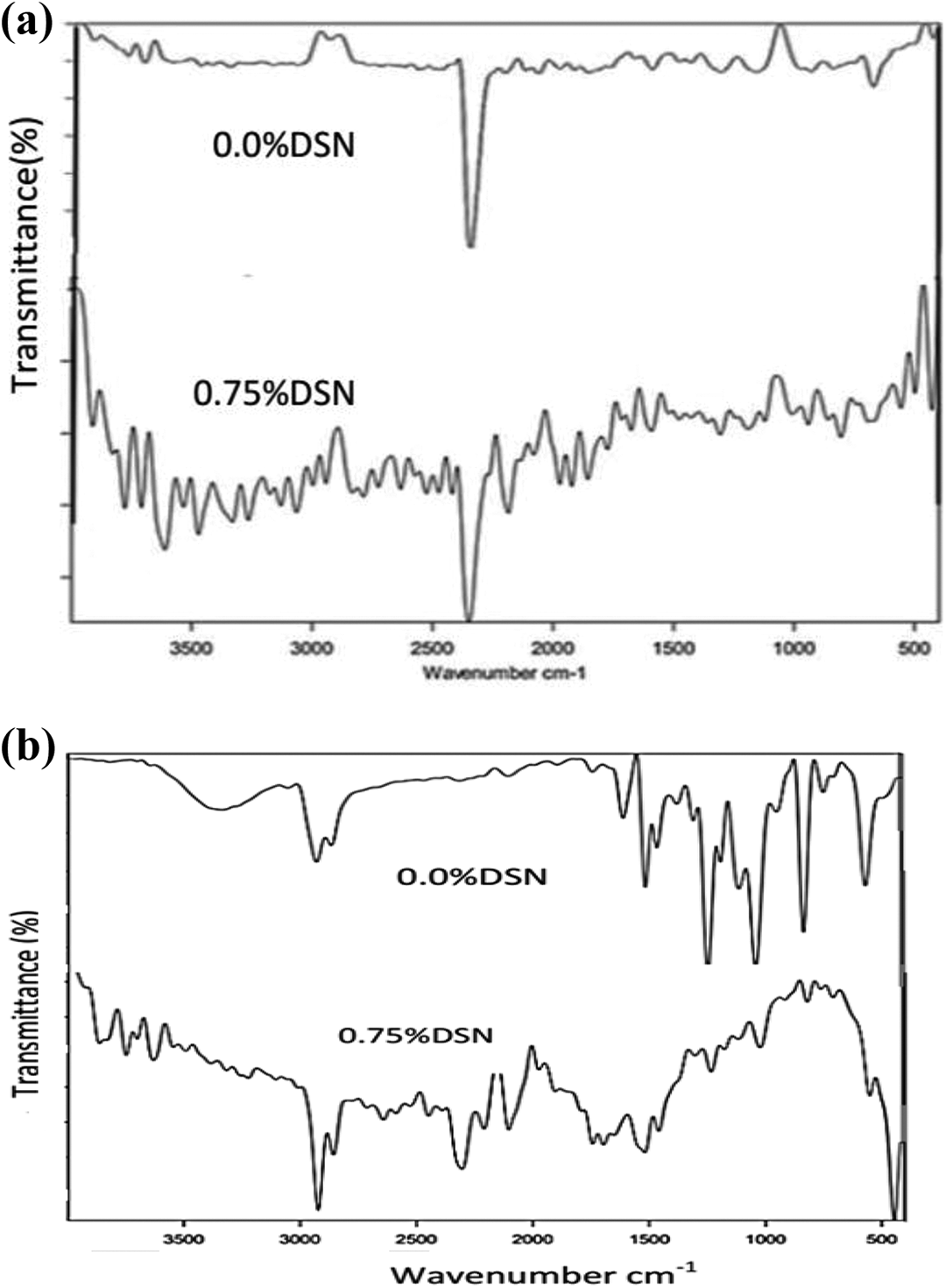
FTIR transmittance spectral curves for polymers and DSN-reinforced nanocomposites: (a) PET, (b) MDPE.
To find the elementary chemical composition and explain the effect of the DSN reinforcement on the PET or MDPE polymers, energy-dispersive X-ray (EDXA) analysis was carried out and the results are shown in Table 2(a–d). For the DSN-free PET polymer and the PET-DSN composite, the EDXA analysis results show the presence of C, O, Fe, Pd and Ba as shown in Table 2(a–b). The EDXA analysis particularly confirmed the presence of the Fe and Ba elements in the DSN material and hence in the PET-DSN composite. For the DSN-free MDPE polymer and the MDPE-DSN composite, Table 2(c–d) show the presence of C, O, Ba, Al, and K. The EDXA analysis also confirmed the presence of different DSN elements in the MDPE matrix.38,44
EDXA-based elementary chemical composition.

Wear analysis
The wear loss (WL) was evaluated for the PET-DSN and MDPE-DSN composite specimens at different DSN weight fractions (wt%) and normal loads. Figure 2 shows the wear loss for nanocomposites with four DSN weight fraction values and three normal load values. Several observations can be made as follows. Firstly, for both PET-DSN and MDPE-DSN composites, the WL values decreased linearly with the increased in filler weight from 0.25 to 0. 75%. The minimum wear loss is obtained for a filler weight of 0.75 wt% and a normal load of 10 N. This decrease in wear loss is due to the DSN large surface area which leads to a large interfacial area between the polymer and DSN materials. In general, this enlarged polymer-filler interface leads to improved mechanical properties of both MDPE-DSN and PET-DSN nanocomposites. In particular, wear resistance is improved since the nanofiller particles transmit friction and hence boost the nanocomposite load carrying ability.35,41,45 Secondly, variations in wear loss for a constant sliding distance of 394 m at different applied normal loads (10–30 N) of both PET-DSN and MDPE-DSN samples are shown in Figure 2 (a–b). Indeed, the results reveal an upward trend indicating greater wear loss at higher loads. However, the wear loss magnitude is much less in the MDPE-DSN specimens compared to the PET-DSN samples for all loads. 39

Dependence of the mass loss on the DSN weight fraction and the applied normal load:
Micro-hardness analysis
The micro-hardness for each of the PET-DSN and MDPE-DSN nanocomposites was measured along a direction perpendicular to the specimen circumference. Micro-hardness values of the DSN-reinforced nanocomposites are clearly higher than those of the DSN-free polymers. The micro-hardness increased with the DSN filler weight increase from 0.25 to 0.75% as shown in Figure 3. This increase is due to the hardenability of the DSN particles. In addition, the micro-hardness of the MDPE-DSN composite is generally higher than that of the PET-DSN composite by almost 45%. However, since the MDPE polymer is expensive, its composite can be replaced with a PET composite of 0.75 wt% DSN.

Micro-hardness (Hv) of the PET and MDPE polymers at different DSN weight fractions.
Worn surface morphology
The worn surface features for the polymer composites are examined using a scanning electron microscope (SEM). Figure 4(a–d) shows the SEM micrographs for both PET-DSN and MDPE-DSN composites with different filler weights. As shown in Figure 4(a–c), the worn surfaces of the DSN-free PET and MDPE polymers contain more plowed marks. These demonstrate that the wear mechanism is characterized by heavy adhesive and plowing wear, especially for the relatively-soft DSN-free PET and MDPE polymers. In addition, the micro-cutting and micro-plugging actions of the abrasive asperity counter face induces the plowed marks and fractures on the worn composite surfaces.41,46 Besides, the worn surface of the DSN-free MDPE polymer contains more plowed marks compared to the PET polymer. Figure 4(b–d) shows the distribution of the 0.75 wt% DSN reinforcement in the polymer matrix. The high surface mechanical strength of the PET-DSN and MDPE-DSN composites with 0.75 wt% DSN helps in preventing deeper wear grooves during sliding actions. Besides surface properties, the transfer films formed during sliding also play a significant role in controlling the material wear behavior. 39 During the sliding process, the DSN reinforcement materials were easily released from the PET-DSN or MDPE-DSN nanocomposites and transferred to the composite contact zone and counter face.

Micrographs from the scanning electron microscope for polymer composites without and with DSN reinforcement: (a) DSN-free PET, (b) PET with DSN of 0.75 wt%, (c) DSN-free MDPE, (d) MDPE with DSN of 0.75 wt%.
Economic comparison between the PET and MDPE nanocomposites
The cost of raw materials is a key factor in polymer product design. In fact, material costs account for approximately 40% of the cost of a polymer product. Thus, reducing the material costs would certainly raise polymer product profits. In this work, we conducted experimental and theoretical analysis of the economic aspects of polymeric composites using regression modeling and multifactorial design (MFD) in MINITAB 19. Figure 5 shows a comparison between PET and MDPE composites in terms of wear loss. The results show that the expensive MDPE base material can be replaced with the PET one with a DSN filler weight of 0.50 wt%, while the composite properties stay essentially the same. Moreover, the DSN material does not only reduce the composite cost, but also enhances the PET mechanical properties. It should be noted that the MDPE and PET/DSN costs are currently around 3000$/ton and 1150$/ton, respectively.

Wear loss for different PET-DSN and MDPE polymer materials.
Empirical modeling and regression analysis
A mathematical model typically defines a system of multivariable equations that establish interval relationships. Multiple regression approaches were used to implement such a mathematical model for wear loss in polymeric composites, using statistical tools in MINITAB 17. The resulting regression coefficient of R2 = 92% suggests that the experimental data is satisfactory. The regression model is given by the following optimization equation:
Objective function

where, F is Weight of filler, T is Type of polymer, and L is Normal load
The optimal settings for the PET-DSN and MDPE-DSN composites were selected through this model. In this work, the expected operating conditions for the input variables to achieve the minimum wear loss in polymer nanocomposites are a DSN filler weight of 0.75 wt% and a normal load of 10 N.
Analysis of variance
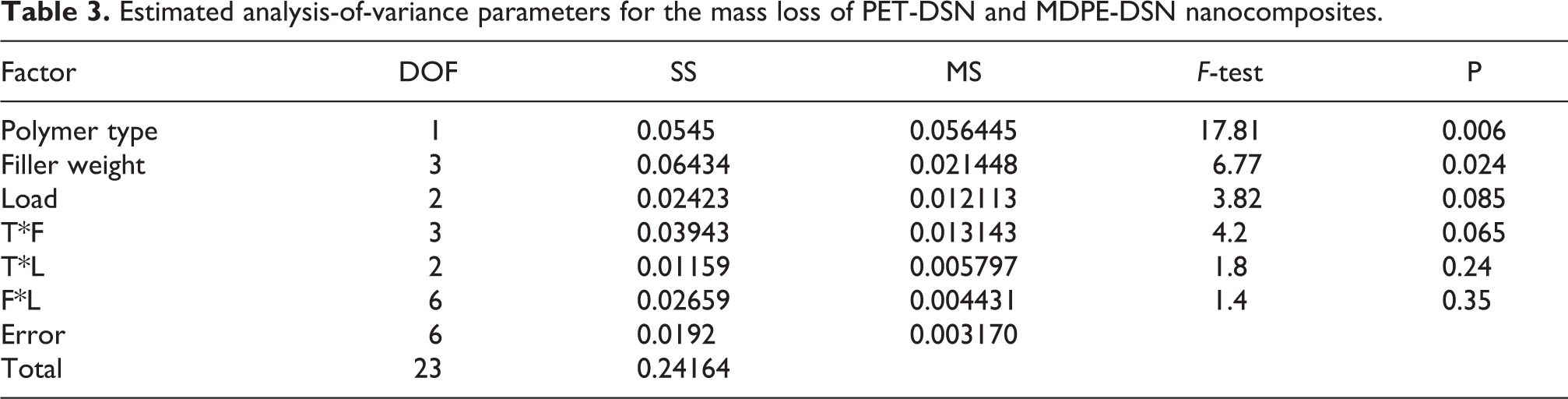
The statistical significance of the improvement in nanocomposite characteristics due to the DSN reinforcement is evaluated using the F-test and the analysis of variance (ANOVA) methods for a level of significance α = 0.05 with a confidence level of 95%. As shown in Table 3, a P-value of 0.006 can be seen in the results for “polymer type,” and 0.0243 for the filler weight percentage. The resulting p-value indicates that the introduction of the type of polymer and the DSN reinforcement have strongly and significantly modified the observed nanocomposite characteristics compared to the unreinforced PET or MDPE polymer base materials.40,45
Estimated analysis-of-variance parameters for the mass loss of PET-DSN and MDPE-DSN nanocomposites.
Confirmation test
It should be noted that, the experimental results discussed in section “Wear analysis of DSN composites” are very close to the results of the Multilevel Factorial Design confirmation experiments, i.e. the recommended and optimal parameters are 0.75% wt.% filler, and normal load of 10 N. Obviously, there is a consistency and good agreement between the experiments and theory.
Conclusion
In this report, we investigated the role of date-seed nano-fillers (DSN) as a reinforcement material on the properties of both the polyethylene medium-density (MDPE) matrix and the polyethylene terephthalate (PET). There were some main conclusions. In general, DSN reinforcement can endow both MDPE and PET composites with favorable mechanical properties including increased wear resistance, and hardness. This DSN-enhanced composite showed a higher spectral peak with more bonding molecules. Besides, The EDXA study here also confirmed the presence of different elements existing in DSN minerals distributed in the MDPE or PET matrixes. Partially, the polymer nanocomposite with a DSN fraction of 0.75 wt.% showed higher wear resistances. Also, the hardness of a DSN-with MDPE matrix was improved by up to 45% compared with DSN-with PET. Moreover, the results showed that MDPE an expensive material can be replaced with PET the cheaper substance when adding DSN of approximately 0.50 wt.%. As well, it gives the same properties. To get, in addition, date seeds have effectively demonstrated improved properties for polymer-based nanocomposite as functional fillers, besides, it benefits economic
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.