
Abstract
Solid particle erosion of polymer matrix composites filled with naturally available and environment pollutant fillers have not been studied to the same level as for metals or ceramics and is focus of the present study. In this article, review of the research associated with the erosion response of polymer composites is presented. Particulate polymer composites are employed extensively owing to their enhanced specific properties and tribological response. Particulate filler particles such as environmental pollutants and naturally available ones need to be effectively incorporated in utilitarian applications so as to reduce land fill burden issues and other specific problems. Nevertheless, adequate data is not available in review articles on the erosion of fillers that are environment pollutants and thereby an ample amount of research can be carried out in this regard. Erosion behavior of polymer composites in particular has gained a lot of attention among researches in the recent decade. Viability of incorporating various fillers in polymer matrix for erosion resistive applications needs to be assessed so that the potential of these composites can be well understood. Therefore in this study, erosion response of polymer composites reinforced with fillers is reviewed with a focus on input parameters (impact velocity, impingement angle and erodent properties) and material properties (density).
Keywords
Introduction
Polymers composites have realized immense potential as structural materials in numerous parts and manufacturing systems because of their exceptional specific properties. In comparison with metals, ease of process ability and freedom in design and shaping are advantages that favor polymer composites.1,2 Polymer composites are extensively used in many structural parts owing to their higher specific properties and advantages offered over metals in terms of ease of processing and shape. Polymer composites are employed in pipelines to carry sand, slurries in oil refineries, pump impeller blades, lightweight sports vehicles, aircraft, water turbines, missile constituents, wind screens and space applications1,3-7 In all the above mentioned applications, one important characteristic affecting the performance of components is the erosion response of these composites. Erosion is one such essential tribological occurrence that affects structure of materials in highly erosive conditions. Erosion is termed as the progressive removal of material from a target surface owing to the repeated impact of solid particles. Increase in the utilization of composites in transportation and aviation sector demands a thorough understanding of the erosion behavior of composites because they are subjected to multiple solid or liquid particle impacts. Solid particle erosion takes place in a dynamic way owing to the impinging erodent particles that leads to removal of material from the composites and results in surface degradation. Erosion is a combination of multiple process wherein mechanical loading, thermal, chemical and physical reaction occur between the constituents simultaneously.4,8 Erosion is key factor affecting the performance of components working in a dusty environment. As a result, it is very essential to study the behavior and material removal mechanisms associated with solid particle erosion. For a composite, material removal due to solid particle erosion depends upon various inter-connected factors such as target material properties, experimental conditions, physical and chemical properties of erodent. Finally, the filler content, size and properties of the reinforcing phase as well as bonding between the constituents. Further, solid particle erosion comprises of many complex processes like cutting, impact and fatigue. Therefore, studies based on erosion behavior are very complex in nature and need to be studied in detail for better understanding of the material behavior in erosive environments.
In general, polymer composites have high strength and are durable, easy to fabricate and cost effective. In order to establish high strength to weight ratio for adopting in various applications, the polymer composites are reinforced with different filler materials.9-25 Generally, polymer composites erosion resistance can be improved by many techniques. Fiber reinforcing is one such method to improve the erosive resistance. However, off late, particulate filled polymer matrix composites are extensively studied to estimate the characteristics based on the specific requirements.7,26 Tribological response of polymer matrix composites with fillers has gained a lot of importance in recent years owing to their exceptional specific properties. Literature reveals that large number of studies demonstrate small erosive losses with fiber-reinforced polymer composites. Patnaik et al. 27 presented a broad review on the influence of fiber and filler on the erosive of polymer composites. Further, erosion evaluation was also analyzed by Taguchi method. 28
Generally, fillers are used as reinforcements in composites to alter and enhance the mechanical properties. Fillers can be either inorganic, organic or metallic particulates. The fillers used for reinforcement in the composite are micro as well nano size particles. Generally, fiber addition results in better mechanical properties whereas fillers particles tend to improve the modulus. 29 For high working temperatures, addition of filler particles in the composite tends to decrease the matrix melting by absorbing the heat formed.30,31 Effectiveness of filler addition largely depends on various boundary properties of fillers namely particle size and shape, dispersion of filler, surface area, particle structure and bonding between the constituents. Mechanical properties and tribological performance of polymer composites depend mostly on the state of dispersion and homogeneous mixing of constituting particles. Literature survey reveals that limited number of review articles exist that address the erosive response of polymer composites. Therefore, in the present article an effort is made to concisely report the work carried on the solid particle erosion of filler reinforced polymer matrix composites.
Solid particle erosion of polymer composites
Erosion tests are done as per the conditions defined in ASTM G76-13 standard 32 using a test setup. In this test, a specified amount of erodent particles is passed through a nozzle using compressed dry air to impact the test specimen. Specimens are weighed to a precise accuracy using a precision electronic balance. Tests are performed for a fixed duration of time and erodent velocity. Subsequently weight loss is measured and the test is continued for a specified interval of time until the weight loss attains a steady state. 32 Erosion rate for total time of test is calculated by measuring the ratio of sample weight loss to the weight of eroding particles. 33
Generally, erosion occurs by ductile or brittle mode based on the variation in erosion rate with impact angle. Impact angle is defined as the angle between the path of erodent particles and the specimen. If the erosion rate reaches maximum at intermediary impact angles15-30 then the mode of erosion is called ductile whereas if the erosion rate increases with increase in impact angle and reaches a maximum at normal impact or 90° is called as brittle mode of erosion.34,35 Erosion studies of different composites reveal that ductile, semi-ductile and brittle modes of erosion are observed. Usually, thermosetting composites reveal erosion by brittle mode while thermoplastic composites depict ductile mode of erosion. Erosion response of particulate polymer composites is strongly dependent on the impact velocity and size of the eroding particles. Schematic for erosion mechanism of particulate polymer composites is presented in Figure 1. At low impingement angles erodent glances on the surface of composite material as depicted in Figure 1(a) whereas at 90° angle of impingement or normal impact, the impact of erodent particles is perpendicular to the sample (Figure 1(b)).
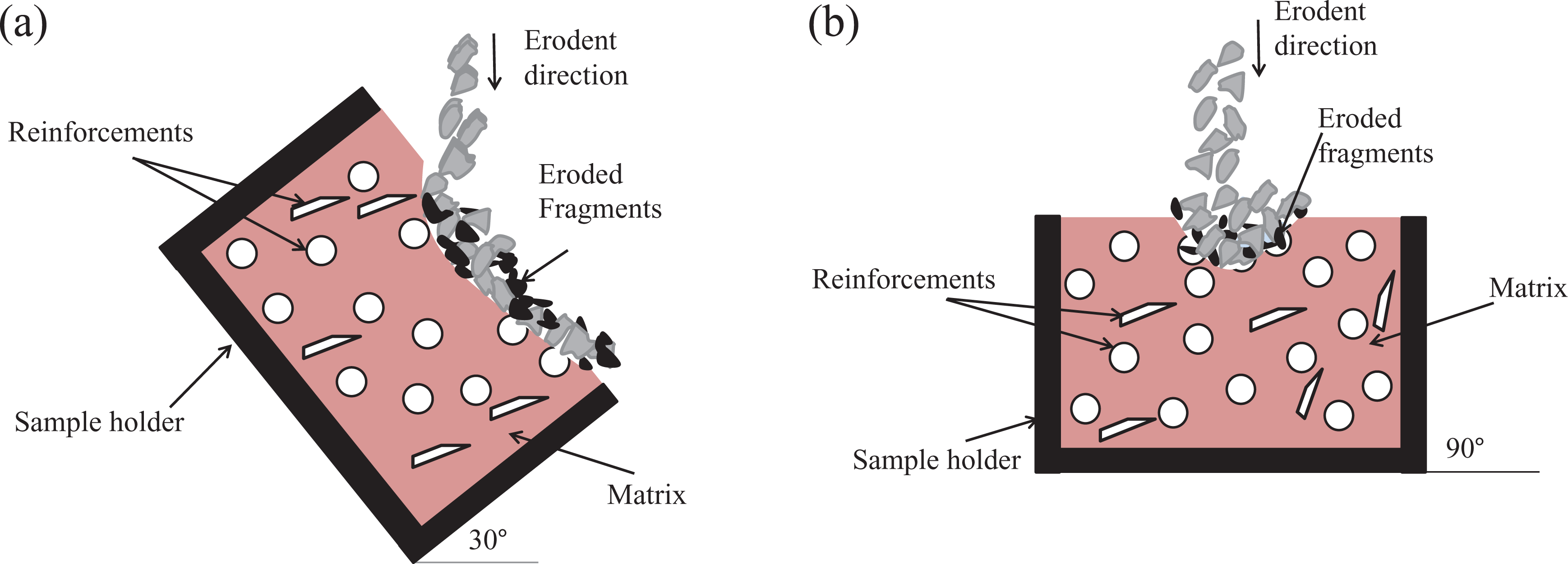
Erosion mechanism in particulate polymer composites for (a) 30° and (b) 90° angle of impingement.
Various filler particles and their erosion characteristics are listed below
Borosilicate glass microspheres
Borosilicate glass microballoons are formed by heating small drops of dissolved sodium metasilicate during ultrasonic spray pyrolysis process. Silica and boric oxide are the main constituents of the filler and constitute nearly 93% of the total composition. 36 These microspheres have high thermal stability, high specific compression strength and low moisture absorption. Further, good resistance to corrosion and wear makes these microspheres a very viable option to be used in utilitarian composites. Composites with varying proportion of borosilicate glass microspheres (0, 10, 20 and 30 wt.%) in epoxy matrix were studied by Gupta and Satapathy. 36 Erosion tests and mechanical characterization carried on the prepared composites reveal that flexural and tensile strength decrease whereas impact resistance and hardness show an increasing trends with increasing filler content. Stiff solid glass microspheres help in reducing the erosion rate. Filler content significantly affects the erosive response of the composites. Taguchi analysis reveals that impact velocity, filler content and impinging angles are important factors that affect the erosive response.
Fly ash
In thermal power plants, burning of coal results in the formation of fly ash particles. These fly ash particles pose severe threat to the environment due to their disposal issues and land fill burden. Fly ash mainly comprise of silicon oxide and aluminum oxide whereas iron oxide and titanium oxide are found in trace quantities. Srivastava and Pawar studied E-Glass fiber reinforced epoxy composites with 2 and 4 g of fly ash. 37 Addition of flyash particles decreases the hardness, tensile strength and density of the composites. Erosive resistance of the composite increases with increase in fly ash content owing to the resistance offered by the stiff fly ash particles to fiber matrix debonding. Velocity exponent “n” varies from 1.6 to 5 while the erosion efficiency ranges from 0.178% to 6%. All the composites demonstrate semiductile behavior with maximum erosion at 60°. 37 Studies on Glass fiber polyester composite reinforced with fly ash filler was reported by Patnaik and Satapathy. 38 Three composites with fly ash content of 0, 10 and 20 wt.% were prepared with glass fiber of 50 wt.%. Test results revealed that flyash is beneficial in improving the erosive resistance of composites. Analysis of different parameters using Taguchi method revealed that fly ash content had greater influence in reducing the erosion rate. Further, maximum erosion for all the composites is found at 60° angle of impingement.
Cenospheres
Hollow fly ash particles are called cenospheres. In thermal power plants, cenosphere are naturally formed hollow particles during combustion of coal. Solid particle erosion behavior of untreated and silane treated cenospheres (20, 40 and 60 vol.%) in epoxy matrix were studied by Ref. 7 Resistance of composites comprising untreated and surface modified cenospheres to erosion increases significantly with higher content of cenospheres. Hard and stiff ceramic particles are attributed to such an increase in resistance. Composites with silane treated cenospheres present the highest erosion resistance owing to their good interfacial bonding with epoxy matrix. Velocity exponent “n” values varies between 2.00–2.95, 2.03–2.81 and 2.0–2.68 indicating ductile behavior by all the composites whereas erosion efficiency ranges from 0.046 to 0.177%. Jena et al. reported the erosive response of cenosphere filled bamboo epoxy composites. 39 Composites were prepared by adding cenospheres (0, 1.5, 3, 4.5 and 6 wt.%) in epoxy matrix by maintaining constant bamboo fiber content (33 wt.%). Additionally, a set of composites were prepared without cenosphere filler. Test results revealed cenosphere filled composites depict low erosion in comparison with composites without cenosphere particles.
Linz–Donawitz slag
Linz–Donawitz (LD) slag particles are industrial waste generated abundantly during steel making. It is produced from slag formers like dolomite during filtering of iron into steel. The main constituents of LD slag are limestone and silica whereas alumina and magnesium oxide are available in trace quantities. Erosion behavior of Linz–Donawitz slag reinforced epoxy composites was studied by Pati and Satapathy. 40 Five different types of composites are fabricated by varying the Linz–Donawitz slag (0, 7.5, 15, 22.5 and 30 wt.%) in epoxy matrix. Physical, mechanical and tribological characterization were carried out for the envisaged composites. Density, hardness and impact strength show increasing trend while flexural and tensile properties decreasing trends with increase in content of filler. Erosion behavior is analyzed using Taguchi design, impact velocity and filler content are recognized are significant factors for reducing erosion rate of the composites.
Red mud
Red mud is a major industrial waste produced during the production of alumina from bauxite by Bayer’s process. Iron oxide is the main constituent of red mud and is nearly 60% of the composition whereas iron oxide, aluminum oxide, titanium oxide, silicon dioxide, sodium oxide, calcium oxide constitute the remaining content of composition. Satapathy and Patnaik reported studies carried out on the erosive wear behavior of red mud/polyester composites. 41 Results pointed red mud as a very good reinforcement in polymer matrix composites for wear applications. Erosion behavior of glass fiber reinforced with epoxy and red mud as filler was carried out by Biswas and Satapathy. 42 Three types of composites were prepared with red mud (0, 10 and 20 wt.%) and same fiber content of 50 wt.%. Significance of erosion rate on the prepared composites was determined by evaluating numerous factors such as content of red mud, temperature of erodent, impact velocity and angle of impingement. Taguchi analysis revealed that addition of red mud reduces the erosion significantly as compared to others. All the composites depict maximum erosion at 60° angle of impact, thereby display semi-ductile behavior.
Erosive response of fabricated glass/polyester composites reinforced with red mud was studied by Jena and Satapathy. 43 Eight types of composites are investigated in this study. Composites with red mud filler/glass fiber/polyester reveal the lowest erosion rate among all the composites. Peak erosion is observed in the range of 45–60° angle of impingement, thereby exhibits semi-ductile behavior. Taguchi analysis reveals that impact velocity, fiber/filler content and angle of impact are the significant factors in decreasing the erosion rate.
Alumina
Patnaik et al. reported the erosion behavior of glass fiber-reinforced alumina-polyester composites. 44 Three types of composites with 0, 10 and 20 wt.% of alumina are investigated in the work by maintaining a constant 50 wt.% of glass fiber. Addition of alumina filler in the composites reduces debonding between fiber and matrix, thereby improves the erosive resistance considerably. Genetic algorithm analysis revealed the optimum conditions to attain lower erosion rate. 11.82% filler content, 56.89 m/s impact velocity, 61.56° impingement angle and erodent size of 788 µm were the optimum conditions. Low velocity impact revealed semi-ductile behavior whereas ductile behavior was depicted by high velocity impacts.
Silica
Glass fiber-reinforced silicon dioxide epoxy composites was investigated by Bagci et al. 45 In the study, two types of composites were fabricated with 15 and 30 wt.% of silicon dioxide reinforced in 50 wt.% of glass fiber. Additionally, composites with 0 wt.% of silicon dioxide were also fabricated for comparison. Erosion test show that addition of silicon dioxide enhances the overall erosion resistance as compared to unfilled silicon dioxide composites. Increase in filler content further enhances resistance to erosion owing to good bonding between the constituents. Patnaik et al. reported studies on the erosion response of glass fiber-reinforced silicon carbide polyester composites. 46 Erosion tests were carried on three types of composites. Composites were fabricated with varying silicon carbide content (0, 10, 20 wt.%). Results reveal that erosion resistance of silicon carbide composites inhibit better erosion resistance in comparison with unfilled composites. All the composites exhibit semi-ductile behavior at low impact velocity and ductile behavior at high velocity impact.
Borax
Borax also known as sodium borate occurs naturally in evaporate deposits formed by the repetitive evaporation of seasonal lakes. Bagci and Imrek reported studies on the erosive response of borax epoxy composites reinforced with glass fiber. 47 Composites with varying borax content of 0, 15 and 30 wt.% reinforced with 50 wt.% of glass fiber were fabricated. Erosion test showed that composites with 15 wt.% of borax exhibit inferior erosion resistance as compared to composites without borax. Such an effect is attributed to weak bonding between the constituents. On the other hand, composites with 30 wt.% of borax revealed better erosion resistance as compared to other composites. Further, it was also reported that increase in angle of impingement decreased the erosion rates significantly. Taguchi analysis was used to predict erosion rate with five process parameters.
Granite particles
Granite is formed due to the slow crystallization of magma below the earths curst. Quartz and feldspar are the main constituents of granite with mica and other minerals constituting the remaining composition. Four types of composites were analyzed in the study by varying the granite dust powder content in 0, 5, 10 and 15 wt.% by Ray et al. 48 Tests revealed that the erosion resistance of composites with granite dust powder show better results as compared to composites without filler. Design of experiment analysis was carried out using MINITAB software to achieve minimum erosion rate with appropriate combination of factors. For composites filled with granite powder impact velocity of 33 m/s, granite dust powder content of 10 wt.%, impingement angle of 30° and particle size of 130 µm delivers the lowest erosion rate. Erosion behavior of glass fiber polyester composites reinforced with granite particles was studied by Rout et al. 49 Four composites with granite filler content of 0, 5, 10 and 15 wt.% were fabricated. Addition of filler enhances the erosion resistance of the composites and reveals semi-ductile behavior. This is attributed to the hard granite particles that aid in absorbing impact energy of erodent particles and thereby reducing the erosion rate.
Eggshell powder
Egg shell is an inorganic material made up of three layers namely cuticle, calcareous and mammillary. Egg shell is primarily made up of calcium carbonate (94%) and calcium phosphate along with magnesium carbonate available in trace quantities. Therefore, egg shell powder can be effectively utilized in place of calcium carbonate. Prakash et al. studied egg shell powder reinforced epoxy composites. 26 Three compositions each of boiled and unboiled egg shell powder with 4, 8, and 12 wt.% in epoxy resin were prepared and erosion response of these composites were evaluated. Results revealed that erosive resistance of egg shell composites is better as compared to neat epoxy. However, boiled egg shell composites inhibit inferior resistance to erosion as compared to unboiled egg shell composites owing to their moisture content. All the composites show maximum erosion at 60° impingement angle indicating semi-ductile response.
Rice husk
Agriculture waste generated by rice milling industries in abundance is called rice husk. The rice husk powder is mainly composed of silicon dioxide, potassium dioxide, magnesium oxide, iron oxide, calcium oxide and manganese dioxide. Silicon dioxide constitutes nearly 96% whereas others are available in trace quantities. Erosion behavior of rice husk/glass fiber/epoxy composites was studied by Rout and Satapathy. 50 Four composites were fabricated by varying the filler content of rice husk (0, 5, 10, 15 wt.%) and maintaining constant glass fiber content of 40 wt.%. Reinforcement of rice husk in the composites revealed better mechanical and erosion characteristics. Maximum erosion occurs at 60° angle of impingement for all the composites revealing semi-ductile behavior. Composite with 15 wt.% of rice husk showed highest resistance to erosion as compared to others. It is inferred that rice husk acts as a barrier to erosion and absorbs the kinetic energy of erodent effectively and delays exposure of glass fiber.
Blast furnace slag
Blast furnace slag is a solid waste generated during pig iron production. It contains nearly 92% iron, 3.5% carbon and manganese, phosphorus, sulfur in trace quantities. Erosive response of blast furnace slag filled epoxy bi-directional glass fiber composites was investigated by Padhi and Satapathy. 51 Four type of samples with varying content of blast furnace slag (0, 10, 20 and 30 wt.%) in epoxy resin are prepared by maintaining constant glass fiber content of 40 wt.% by hand layup technique. All the composites show semi-ductile behavior with maximum erosion occurring at 75° angle of impingement. Taguchi analysis reveals that blast furnace slag, impact velocity, erodent temperature and angle of impingement are significant factors in decreasing the erosion rate. Artificial neural network method shows that composites with 10 wt.% of blast furnace slag exhibit lowest erosion rate as compared to all other composites.
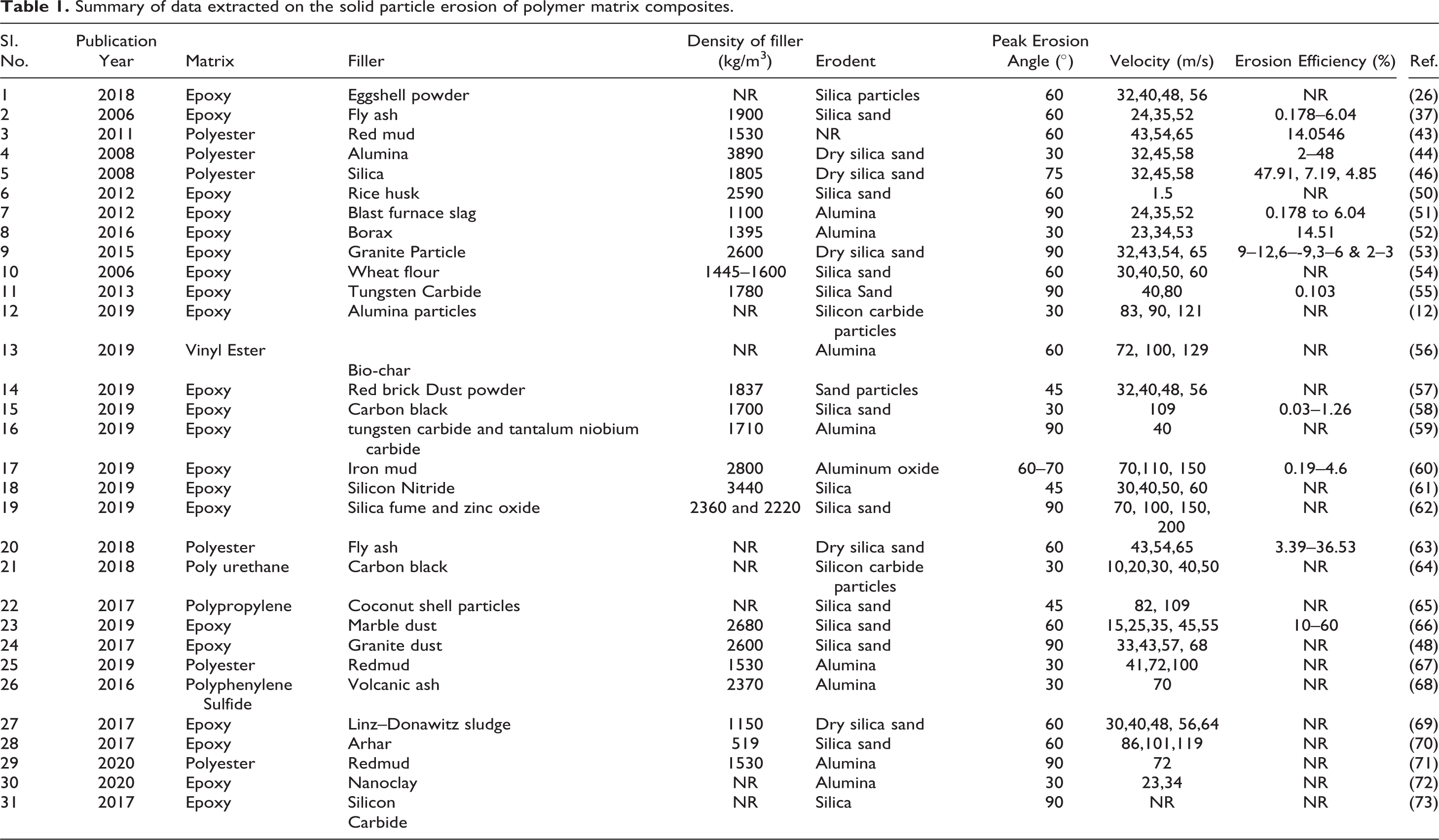
Typical trends observed in the erosion behavior (Table 1) were summarized as below Increase in impact velocity increases the erosion rates owing to the higher impact energy of erodent particles. Semi-ductile behavior is depicted by most of the polymer matrix composites indicating that maximum erosion occurs between 45° and 60° impingement angles whereas few studies reveal ductile behavior with a maximum erosion occurring at 30° impingement angle. Type of erodent used significantly affects the erosion behavior of composites. The size and shape of erodent particles also have substantial effect on the erosion rate. The amount of filler content in the composites affects the erosion behavior. For most of the studies low filler content (up to 30 wt.%) reveal good erosion behavior whereas few studies involving cenospheres show good erosion response at higher filler content loadings (60 vol.%).
Summary of data extracted on the solid particle erosion of polymer matrix composites.
Effect of experimental conditions on erosion wear
Effect of impact velocity
Impact velocity is the velocity of erodent particles that impact the target surface. This impact velocity (v) has a very significant influence on the erosion behavior of composites. Erosion rate is mainly dependent on impact velocity because impact velocity and erosion rate are directly proportional to each other. It is observed that low velocity tends to erode the material only at the surface owing to lower stresses generated at impact. On the other hand increase in velocity removes more material owing to the occurrence of plastic deformation on the target surface due to repetitive impact. A power law is used to define the correlation between erosion and velocity of impact for intermediate to higher velocities, 74

where m—mass of the eroded sample in g,
t—process time in s,
k—empirical constant,
v—impact velocity in m/s
n—velocity exponent.
The value of velocity exponent “n” is dependent on the properties of erodent particles and test samples. It is established that polymer composites are considered to be ductile when 2 < n < 3 while they are considered to be brittle when 3< n <5. 15
Effect of angle of impingement
Angle of impingement plays an important role in the erosion wear. Impingement angles can vary from 0° to 90°. By varying the impingement angle (i.e. 15°, 30°, 45°, 60°, 90°), the rate of erosion also changes. As the impingement angle increases, the erosion rate decreases. The erosion of composites depends significantly on the angle of impingement. At 0° there is negligible erosion since the erodent particles do not impact the target, however for small impingement angles as low as 20° severe erosion may occur, if the erodent particles are harder than target material. Further, it is reported that ductile mode of erosion is observed when maximum erosion takes place at low angle of impingements whereas brittle mode of erosion is depicted when maximum erosion takes place at high impingement angles. Impingement angle controls the magnitude of normal and parallel components of impact velocity. Normal component determines the duration of impact and load applied on the target material whereas tangential component determines the amount of sliding that occurs on impact. Additionally, shearing forces are also imparted by the tangential component. Combination of these two components dictates the erosion behavior of composites. Some composites may have good resistance for normal impacts while some may have good resistance for tangential components. Hence, as the impingement angle varies the response of tangential and normal components also vary and these aspects effect the overall erosive response of composites.
Effect of erodent size, shape and hardness
Properties of erodent particles play a pivotal role in determining the erosive behavior of composites but are rather poorly investigated aspect of the erosion problems. Deviations in the size, shape and hardness of the erodent can result in major variations in the erosion behavior of polymer composites.74-76 Influence of erodent hardness depends on the type of erosion that is taking place wherein effect of erodent hardness are observed to be more pronounced in brittle mode as compared to ductile mode. However the effects of hardness cannot be isolated from other features of erodent like the shape of erodent. A blunt particle usually spherical in shape cannot cause severe erosion even if the erodent is hard whereas sharp particle with flat areas joined at the edges can erode more material from the target. Variation in the erodent particle size can also effect the erosive response.
It is assumed that erosion rate is independent of the size of particle above a critical value and this value is observed in the range of 100–200 μm. Nevertheless, erosion is dependent on exposure conditions and erodent particle to target interactions. Experiments conducted in the range of 100–200 µm reveal that erosion increases with increasing erodent size. Above the critical size, reverse trends are observed in the erosion behavior. This is attributed to the higher particle impacts at the target. As a consequence, small number of erodent particles reach the sample surface. This phenomenon can be understood by the following analogy. The number of particles that impact the surface rebound from the surface and at the same time erodent particles that are about to impact the surface collide with the rebounding particles. As a result, the chances of particles impacting the target surface reduce drastically owing to higher particle size of erodent and thereby result in low erosion rates.
Effect of the filler content
In general for fiber-reinforced composites it is seen that erosion resistance decreases with increase in fiber content while it is not the same with particulate filled polymer composites. It is observed in most of the studies that increase in filler content increases the erosion resistance linearly. It is reported that filler content up to 30 wt.% can be used to increase the erosion resistance. Problems associated with fiber-reinforced composites is nonuniform distribution of particles with the matrix and inferior bonding between the constituents that result in low erosion resistance. However, particulate reinforced composites are known to have good bonding between the constituents and therefore addition of more filler in the composites results in enhanced erosive resistance as compared to other composites.
Erosion efficiency
Erosion efficiency (ξ) is a parameter used for identifying brittle and ductile erosion response of various materials subjected to solid particle erosion. The erosion efficiency (ξ) can be obtained by the following equation, 35

where, E is the steady-state erosion rate,
H is the hardness of the erodent particles,
ρ the density of the target material and
v is the impact velocity.
Table 2 provides the modes of erosion and typical mechanisms observed for different erosion efficiency values. Dominant mechanisms arising due to solid particle erosion are predicted by the erosion efficiency values. ξ value of 0 indicates that there is material displacement from the target surface without any rupture. Such phenomenon is generally depicted by ploughing marks on the target surface. Micro-cutting phenomenon is observed during removal of material for ξ= 100%. For value of ξ greater than 1, material removal is in the form of flakes or fragments. Such a response is generally depicted by brittle materials. On the contrary, if the value of ξ is lower than 100% material removal is due to repetitive erodent impacts on the target surface. Highest resistance to erosion is depicted by elastomers (ξ < 0.1%).
Modes of erosion and mechanisms based on the values of erosion efficiency.

Property map
Peak erosion angle
Peak impingement angle of various fillers studied in this review are depicted in Figure 2. Data extracted from the published literature for various fillers are plotted with respect to angle of impingement. It is noted that peak impingement angles near about 90° depict brittle behavior whereas impingement angles around 30° show ductile behavior and intermediate angles (45–60°) exhibit semi-ductile behavior. It can be observed from the figures that composites reinforced with hard and stiff particles like borosilicate glass microballoons, cenospheres, granite slag, blast furnace slag, tungsten carbide depict peaks at higher angle of impingement whereas composites reinforced with relatively softer particles like red mud, egg shell powder, rice husk, borax, Linz–Donawitz slag exhibit peak at low angle of impingements. Therefore, it is implicit that reinforcing harder or softer particles dictates the overall erosion behavior. Further, it should be noted that the test parameters and experimental setup for the published literature are different and these would influence the overall results significantly and should be considered in more detail. Therefore, from the figure it can be concluded that composites reinforced with fillers having brittle or ductile behaviors can be utilized in a number of ways based on envisaged applications.

Peak erosion angle of various fillers studied in this review
Density
Density of various fillers that are studied in the present study are depicted in Figure 3. In the current scenario there is an ever increasing demand for lightweight materials. Thereby it is highly desired that composites possess lower density. From the figure it is noted that the density of solid fillers is more as compared to hollow fillers. Fly ash, red mud, tungsten carbide fillers reveal higher density as compared to blast furnace slag, borosilicate glass microballoons and cenospheres. It can be further noted that borosilicate glass microballoons and cenospheres possess densities lower than density of water. When these low density fillers are reinforced with matrix in large volumes the overall density of composites can be significantly reduced. However, it should be noted that low density fillers can have its own disadvantages in terms of improper mixing and bonding with matrix material. Therefore, it can be concluded that the choice of filler based on density is significantly dependent on the envisaged applications and detailed study needs to be carried out to incorporate such fillers.

Density of various fillers studied in this review.
Conclusion
The present study was aimed at reviewing the solid particle erosion behavior of filler filled polymer composites and the important parameters that affect the overall erosion response. Formation of various fillers and the influence of such fillers reinforced in composites for erosion tests are reported. Literature survey presented in this study reveals that lot of work is being carried out on particulate filled polymer composites owing to low density and good response to erosion. Power law is used to correlate between impact velocity and erosion of composites. Polymer composites reveal ductile behavior when velocity exponent lies within 2–3 whereas brittle behavior is depicted when the velocity exponent lies in the range of 3–5. Semi-ductile behavior is depicted by most of the polymer matrix composites indicating that maximum erosion occurs between 45° and 60° impingement angles whereas few studies reveal ductile behavior with a maximum erosion occurring at 30° impingement angle. Type of erodent used significantly affects the erosion behavior of composites. The size and shape of erodent particles also have substantial effect on the erosion rate. The amount of filler content in the composites affects the erosion behavior and most of the studies reveals 30 wt.% of filler content as optimum for having good erosion properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.