
Abstract
Hybrid nanocomposites utilize the benefits of properties of different fillers to enhance its desired properties. Polyetheretherketone (PEEK) based hybrid nanocomposites have immense potential applications in aerospace, automobile, high-temperature electrical applications, and medical and health care. The present work is an attempt to improve the elastic modulus, hardness, fracture resistance, and storage modulus simultaneously by reinforcing the PEEK matrix with multiwall carbon nanotubes (MWCNTs) filler and 30 wt.% nano hydroxyapatite (nHA)-MWCNT hybrid filler. The nanocomposites having 0,1,3,5 and 7 wt.% of MWCNTs were fabricated by the Ball Mixing and Compression Molding Method. Customized Die Heater setup was used to ensure uniform heating and cooling during compression molding. The morphology was examined by Field Emission Scanning Electron Microscopy (FESEM) and Energy-Dispersive X-ray Spectroscopy (EDS) and uniform distribution of nano-fillers was observed. The nanoindentation method was adopted to investigate the Static Mechanical Analysis (SMA) and Dynamic Mechanical Analysis (DMA) at varying frequencies of loading, of nanocomposites. At 5 wt.% of MWCNTs, the enhancements in elastic modulus, hardness, fracture resistance, and storage modulus were observed to be 80%, 36%, 32%, and 58% respectively in case of PEEK/(0–7%)MWCNT nanocomposite and 104%, 76%, 16%, and 80% respectively in case of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposite. The decrements in loss factor indicated the improvement in elastic behavior of nanocomposites with increasing wt.% of MWCNTs. The elastic modulus of PEEK/30%nHA-5%MWCNT hybrid nanocomposite was observed to be 7.67 GPa, which falls within the range of elastic modulus of the human cortical bone. The results revealed that 5 wt.% of MWCNTs is optimum filler composition for improving the mechanical properties.
Keywords
Introduction
Metallic orthopedic implants have been used prominently for decades due to their primary benefits. 1 But studies reveal that metallic implants have a lot of abnormalities.2-10 The stress shielding effect due to large elastic modulus and strength of metallic orthopedic implants, as compared to that of human cortical bone, causes bone resorption and loosening of the implants.2-5 The corrosion and wear particles of metals cause severe infection, inflammation, toxicity, and loosening of the implant.5-8 Moreover, the metallic implants are radiopaque and obstruct the x-ray radiography.9,10 Polymers have poor mechanical properties, as compared to that of human cortical bones and they are bioinert.9,10 Ceramics are highly bioactive but their poor fracture toughness, ductility, and high brittleness restrict their use in load-bearing orthopedic implants.9,10 There is a requirement of polymer based bioactive composite materials exhibiting better mechanical properties for load-bearing orthopedic implants. The mechanical properties of ideal load-bearing orthopedic implants’ material like elastic modulus, tensile strength, and hardness should be comparable to that of the cortical bone. 6 The load-bearing orthopedic implants like joint replacements are subject to complex loading at various frequencies and constant temperature. The viscoelastic behavior of the implant’s material at varying frequency and constant temperature should show high elastic and low viscous behavior.
PEEK is a high performance, chemically stable, radiolucent and biocompatible thermoplastic polymer.11-13 It is thermally stable and can be used in higher temperature applications without losing much of its mechanical properties.12-14 PEEK and PEEK based composites have been used in the health care sector, especially in implantation. 15 But PEEK is a bioinert material as it does not allow the growth of cells on its surface.9,16 The mechanical properties of PEEK are weaker than that of human cortical bones, as the elastic modulus of PEEK is around 3.5 GPa while that of the cortical bone lies within the range of 6 to 30 GPa. 17 The poor bioactivity and mechanical properties restrict the use of PEEK in load-bearing orthopedic implants such as the knee, hip, and other joint implants. 9 Other applications of PEEK composites are prevalent in products such as bearing, pumps, piston parts, compressor valves, electric insulation. Almasiet et al. 16 and Ma et al. 9 recommend strategies to enhance the bioactivity of PEEK through coatings, surface modification, and by making composite with bioactive material. Hydroxyapatite (HA) is calcium phosphorous based ceramic having proximity with apatite present in bone. 18 Around 45% by volume of humane cortical bone is made up of nano-crystals of natural hydroxyapatite, which act as an active site of cellular adhesion and bio-mineralization. 19 The high bioactive nature of HA makes it a perfect material for bioactive coating and filler for bioactive composites. It was examined that 30 wt.% of HA in PEEK is an optimum composition for better bioactivity, as well as mechanical properties. 20
As compared to other polymers, mechanical properties of PEEK can be enhanced through suitable filler material reinforcement. The nanoscale fillers are superior to micro-scale fillers in utilization as reinforcement due to stronger mechanical properties and aspect ratio. 21 Compared to the micro-fillers, a lower quantity of nano-fillers is required for similar enhancements in mechanical properties. 22 The mechanical properties of composites depend upon several factors, such as the shape, the size and the size distribution of the filler, properties and the volume of the filler, the molecular weight of the matrix, the dispersion of the filler in the matrix and the nature of filler/matrix interface. 23 The cylindrical shape and higher aspect ratio of the Carbon Nano Tubes (CNTs) make them one of the best nano-fillers to reinforce the polymer matrix. 24 CNTs have a high strength to weight ratio, as young modulus and tensile strength are around 1 TPa and 100 GPa respectively. 25 Wang et al. 25 investigated the mechanical properties of PEEK/CNT nanocomposite by molecular dynamic simulation and observed that the elastic modulus was enhanced by 16% at 5 wt.% of CNTs. Bangarusampath et al. 26 fabricated PEEK/(0–7%)MWCNT composite with 17 wt.% of MWCNTs by melt blending and injection molding process. The enhancements in elastic modulus and storage modulus were observed to be 48% and 26% respectively. The mechanical properties are highly influenced by CNTs’ alignment, dispersion, and interfacial interaction between CNTs and polymer matrix. 27 Ogasawara et al. 28 observed that evenly distributed and longitudinally aligned MWCNTs resulted into improvement of 98% in elastic modulus and 56% in storage modulus at 15 wt.% of MWCNTs in PEEK matrix. However, CNTs are highly expensive material so a lower dose is commercially feasible. Diez-Pascual et al. 29 performed the Dynamic Mechanical Analysis (DMA) of PEEK/SWCNT (Single Wall Carbon Nanotubes) samples on constant temperature and frequency and observed that the storage modulus was enhanced by 27% and loss modulus was decreased by 30% for 1 wt.% of laser—grown SWCNTs. Efficient Dispersion of CNTs in matrix due to ball mixing and pretreatment in ethanol was the major factor behind the improved results. However, at higher concentration, CNTs started to agglomerate, and thus storage modulus was decreased.
Hybrid composites are the composites made up of hybrid fillers having two or more materials that tap the benefits from the properties of different filler materials. 24 PEEK based hybrid ternary composite have been fabricated and characterized by researchers. Feng at al. 30 enhanced the compressive modulus of the HA-PEEK scaffold by 56.54% by reinforcement with the nano-sandwich construct of graphene-CNT. PEEK hybrid nanocomposite with 15 vol% nHA and 1.9 vol% CNF (nHA-Nano-Hydroxyapatite, CNF-Carbon Nano-Fiber) is observed to possess improved bioactivity, biocompatibility, and tensile strength compared to pristine PEEK. 31 The dynamic mechanical thermal analysis for the viscoelastic behavior of PEEK/GO-MWCNT (GO-Graphene Oxide) hybrid nanocomposite at 1 Hz frequency and varying temperature projected that storage modulus of composite was enhanced, as compared to that of pure PEEK. 32 The uniform dispersion of the nano-fillers like MWCNTs is challenging and crucial for enhancing the mechanical properties. 33 Ma et al. 34 improved the dispersion of MWCNTs in PEEK matrix by making hybrid filler with montmorillonite (MMT) and observed that the storage modulus of hybrid nanocomposite with 0.5 wt.% of MWCNTs and 2 wt.% of MMT at 240°C was improved by 48%. Liu at al. 35 fabricated the PEEK/nHA-MWCNT hybrid nanocomposite with 15 vol% of nHA and 1.88 vol% of MWCNTs by melt processing and injection molding process. It was observed that the elastic modulus was enhanced by 84% along with an improvement in osteoblast cell adhesion and hydrophilicity.
Several research works are available on the use of MWCNTs as nano-fillers in PEEK matrix sites but hardly any report is available on the reinforcement of PEEK with nHA and MWCNT hybrid filler. Apart from this very few reports are available on the Static Mechanical Analysis (SMA) and the Dynamic Mechanical Analysis (DMA) at constant temperature and varying frequency of PEEK/MWCNT composites. No report is available on SMA and DMA of PEEK/nHA-MWCNT hybrid nanocomposites. The existing work is an effort to enhance the mechanical properties of PEEK by reinforcement with MWCNT and nHA-MWCNT hybrid fillers. The Ball Mixing Process was used to obtain a homogeneous and evenly distributed mixture of powders. Compression Molding Process with controlled temperature and pressure parameters was used to fabricate the homogenous and defect-free samples of nanocomposites. The mechanical properties of fabricated nanocomposites were examined by the Nanoindentation Method and were compared to that of pure PEEK. A significant improvement in hardness (H), elastic modulus (E), fracture resistance (E/H), storage modulus (E′), and loss factor (E″/E′) of fabricated nanocomposites were observed.
Material and method
Material
PEEK powder (VESTAKEEP 2000FP) having an average particle size of approximately 55 µm was procured from M/S VESTAKEEP, Mumbai, India. The high viscosity PEEK powder has a density of 1300 kg m−3 and 340°C melting temperature. HA nanopowder (nHA) having particle size 20–80 nm and a density of 1038 kg m−3 was procured from M/S Nano Labs, Jamshedpur, India. The melting point of nHA is around 1100°C. MWCNTs of 20–40 nm in diameter and 5–15 µm length having more than 98% purity were procured from M/S Nano Shell, Panchkula, India. The density of MWCNTs is 50–170 kg m−3.
Fabrication of nanocomposites
The powders of materials were heated in an oven at 120°C for 10 hours for dehumidification. It is necessary to dehumidify the material, as humidified powders can agglomerate during the mixing process and cause improper mixing. The powders were mixed using the ball mixing process. Ethanol as media was used for the proper blending of powder particles. The proper weighed powder materials were put into a container of Ball Mixer Mill (Retsech MM 400). Mixing was done for 90 minutes at 30 Hz vibration frequency. The mixed powder was again heated at 120°C for 10 hours. Specially designed band heater and die set up was used for compression molding to ensure uniform heating and cooling. Uniform heating and cooling are necessary to obtain higher mechanical properties. The die was preheated to 150°C and properly evacuated to avoid any chances of air inclusion. The mixed powder was compression molded according to temperature and pressure profile shown in Figure 1. The compaction of powder was carried out at 35 MPa. To ensure that the die cavity filled up properly, the compaction and the refilling of the cavity were repeated. After achieving full compaction at 35 MPa, the pressure was decreased to 2.5 MPa, and heaters were turned on. The rate of heating was fixed at 16°C/minute. At a maximum temperature of 400°C, the mixture was put on hold for 15 minutes to ensure proper blending of MWCNTs and n-HA particles in molten PEEK. Afterward, the heaters were switched off and the pressure was increased to 15 MPa. The increased pressure gave shape to the molten material and decreased the space between the particles. The die was allowed to cool down naturally in switched-off heaters at room temperature.

Pressure and temperature profiles for compression molding for the fabrication of nanocomposites as a function of time.
The round button-shape samples of pristine PEEK, PEEK with varying wt.% of MWCNT (1%, 3%, 5%, and 7%), PEEK with 30 wt.% of nHA and PEEK with the hybrid filler of 30 wt.% nHA and varying wt.% of MWCNTs (1%, 3%, 5%, and 7%), were fabricated. The samples were sophisticated using a series of silicon carbide sandpapers from 600 to 2000 grit, to obtain proper surface-finishing for mechanical characterization by the nanoindentation method.
Mechanical analysis by nanoindentation method
Elastic modulus and hardness
Elastic modulus and hardness (H) of pristine PEEK, PEEK/(0–7%)MWCNT, and PEEK/30%nHA-(0–7%)MWCNT nanocomposites samples were obtained by nanoindentation testing on Hysitron-T1950 TriboIndentor. Operative zoom of up to 220X and load resolution of 1nN was used for testing. Berkovich indenter was used to apply a static load of (Pmax) of 1000µN on nanocomposites samples. A total of six indents were performed at different locations on each sample and an average of these values was considered.
Viscoelastic behavior
Dynamic Mechanical Analysis (DMA) was used to analyze the viscoelastic behavior of the material. The orthopedic implants work at constant body temperature and varying frequency of the load. Thus, varying frequencies of load and a constant temperature of 37°C were selected for the study. Viscoelastic characterizations of pristine PEEK, PEEK/(0–7%)MWCNT, and PEEK/30%nHA-(0–7%)MWCNT specimens were carried out on Hysitron T1-950 TriboIndenter. Berkovich indenter was used to apply a maximum dynamic load of 1000µN on nanocomposites’ samples. The frequency range of 20–200 Hz with 15 intermediate steps was used. A total of four indents were performed at different locations on each sample. The average of four indents’ average values of storage modulus, loss modulus, and loss factor respectively at different 15 frequencies were considered.
Result and discussion
Field emission scanning electron microscopy
The morphological study of PEEK/(0–7%)MWCNT binary nanocomposites and PEEK/30%nHA-(0–7%)MWCNT ternary hybrid nanocomposites were carried out by FESEM (Field Emission Scanning Electronic Microscope), as shown in Figure 2. The FESEM image of the fractured surface of PEEK/5% MWCNT nanocomposite as shown in Figure 2(a), indicates the uniform distribution of MWCNTs. The FESEM image in Figure 2(b) shows the agglomeration of MWCNTs in the fractured surface of PEEK/7%MWCNT nanocomposite. The nanoparticles of HA and MWCNTs in PEEK/30%nHA-5%MWCNT nanocomposite are uniformly distributed as shown in Figure 2(c). The nHA particles are seen in a spherical shape, while MWCNTs are seen in a tubular shape.

Field emission scanning electron micrograph (FESEM) images of (a) PEEK/5%MWCNT (b) PEEK/7%MWCNT (c) PEEK/30% n-HA-5%MWCNT nanocomposites.
Energy-Dispersive X-ray Spectroscopy (EDS) elemental mapping of PEEK/30%nHA-7%MWCNT ternary hybrid nanocomposite is shown in Figure 3. Figure 3(a) and 3(b) show the elemental mapping of all elements. Figure 3(c), 3(d), 3(e) and 3(f) demonstrate calcium, phosphorus, carbon, and oxygen elements individually. As carbon is present in both PEEK and MWCNTs, so it is visible in a very large quantity. Elemental mapping does not demonstrate the hydrogen element, which is also present in the nanocomposite. Elemental mapping analysis shows that elements are present evenly throughout the nanocomposite which reconfirms the presence and uniform distribution of reinforcement nanoparticles.

(a) FESEM image and (b) energy-dispersive X-ray spectroscopy (EDS) elemental mapping of PEEK/30%nHA-7%MWCNT hybrid nanocomposite showing different elements (c) Ca (d) P (e) C (f) O.
Static mechanical analysis
The static and dynamic mechanical properties of nanocomposites were evaluated by the Depth-sensing indentation or Nanoindentation method. It is a non-destructible method and requires a smaller sample volume compared to the conventional mechanical characterization method. The typical loading-unloading curve in nanoindentation is given in Figure 4(a).

(a) Standard load-displacement diagram and (b) load-displacement diagram of pure PEEK and different nanocomposites for static mechanical analysis by the nanoindentation method.
Modulus and hardness
A static load of 1000 µN was exerted on pure PEEK, PEEK/(0–7%)MWCNT, PEEK/30%nHA, and PEEK/30%nHA-(0–7%)MWCNT samples by nano-indenter. The obtained load-displacement curves are shown in Figure 4(b). Table 1 shows the changes in elastic modulus (E) and hardness (H) with the varying composition by wt.% of MWCNTs. In the case of PEEK/(0–7%)MWCNT nanocomposite, E was enhanced by 52% and 72% by adding 1 wt.% and 3 wt.% of MWCNT respectively, as compared to E of pristine PEEK. The highest increment in E and H (80% and 36% respectively) was observed at 5 wt.% of MWCNTs, as shown in Figure 5. The shifting of load v/s depth curve of PEEK/5% MWCNT toward left as compared to pure PEEK, as shown in Figure 4(b), was also due to the enhancement in E and H. However, beyond 5 wt.% of MWCNTs, both E and H were decreased.
Elastic modulus (E), hardness (H) and fracture resistance (E/H) at varying wt.% of MWCNTs in PEEK/(0–7%)MWCNT nanocomposites and PEEK/30% nHA-(0–7%)MWCNT hybrid nanocomposites.


Elastic modulus (E) and hardness (H) of PEEK/(0–7%)MWCNT nanocomposites and PEEK/30% nHA-(0–7%)MWCNT hybrid nanocomposites at different wt.% of MWCNTs.
In the case of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposite, a similar pattern (of changes in E and H) was observed. E was increased by 17% and 23% on adding 1 wt.% and 3 wt.% of MWCNTs filler in the hybrid nanocomposite, respectively. Largest enhancements in E and H were observed with 5 wt.% of MWCNT. The enhancements of 37% and 20% in E and H respectively, were observed in PEEK/30%nHA-5% MWCNT hybrid nanocomposite as compared to that of PEEK/30%nHA nanocomposite. While, total enhancements of 104% and 76% in E and H respectively, were observed in PEEK/30%nHA-5%MWCNT hybrid nanocomposite as compared to that of pure PEEK sample. The improvement in E and H of hybrid nanocomposite caused the shifting of load v/s depth curve toward left, as shown in Figure 4(b). Moreover, PEEK/30%nHA-5%MWCNT hybrid nanocomposite’s elastic modulus (7.67 GPa) was observed to fall in the range of elastic modulus of human cortical bone (6–30 GPa). Beyond 5 wt.% of MWCNTs, both elastic modulus (E) and hardness (H) were decreased, as shown in Figure 5.
The improvement in elastic modulus (E) of nanocomposites is most probably attributed to the mechanical interlocking of long polymer chains and nano-fillers (MWCNTs and nHA-MWCNTs) thereby checking the slippage under loading condition. As the deformation takes place in polymer chains due to loading, the nano-fillers prevent the slip and enhance the elastic modulus of nanocomposites. Large E of MWCNTs is also a major factor in the enhancement of E of nanocomposites. The enhancement in elastic modulus is also attributed to the good interfacial adhesion and uniform distribution of MWCNTs and nHA nanoparticles in PEEK matrix due to ball mixing, ethanol blending, and controlled heating and pressure parameters in Compression Molding Process. The reinforcement of nHA and MWCNTs increased the load-bearing capability per unit deflection in hybrid nanocomposite and hence, enhanced the elastic modulus. The enhancement in hardness also depends upon filler’s properties and bonding at the interface of the reinforcement and the matrix. MWCNTs and nHA-MWCNTs bonded molecules of PEEK exhibited enhanced resistance to localized plastic deformation carried out by nanoindentation and ultimately hardness improved. In reinforcement of more than 5 wt.% of MWCNTs, no further enhancements in E and H were observed. At higher filler reinforcement of MWCNTs, the distance between the polymer chains might have been enlarged and their free movement was possible. The 5 wt.% of MWCNTs was observed to be in optimum composition in the case of both PEEK/(0–7%)MWCNT and PEEK/30%nHA-(0–7%)MWCNT nanocomposite for enhancement in E and H and as a point of reflex for the widening of the polymer chains. Beyond the 5 wt. % of MWCNTs, drop in E and H can also be credited to the agglomeration of MWCNTs at 7 wt.%, as shown in the FESEM image in Figure 2(b). Agglomeration of CNTs reduced the interfacial area between filler and matrix and consequently decreased the effective load transfer between filler and matrix. The uniform dispersion of CNTs is also a major strengthening mechanism for polymers other than PEEK. Tuo et al. 36 observed the enhanced mechanical, rheological, and thermodynamic properties with uniformly dispersed CNTs in polypropylene (PP)/ethylene propylene diene monomer (EPDM) composites. And reduction was observed when agglomeration of CNTs started at higher composition. Kumar et al. 37 observed the improvement in the thermal stability of polyurethane/MWCNT composite with uniform distribution of CNTs. The enhancement in elastic modulus of PEEK/(0–7%)MWCNT is superior to traced in studies performed by Bangarusampath et al., 26 Rong et al., 38 Boyer et al. 39 and Wang et al. 25 A similar enhancement that was noticed by Ogasawara et al. 28 at higher composition is observed at the lower composition of filler. In the case of PEEK/30%nHA-(0–7%)MWCNT, enhancement in elastic modulus (E) is superior to the study done by Liu et al. 35
Fracture resistance
The load-bearing orthopedic implants are subjected to cyclic loading which prompts the crack propagation. Therefore, it is important to study the fracture toughness characterization of material intended to be used in load-bearing orthopedic implants. The fracture toughness can be determined with the help of classic Lawn Evans-Marshall (LEM) model equation

Here, “α” is an empirical constant whose value depends upon the shape of the indenter. “Pmax” is the highest load of indentation in the radial direction at crack length “c.” In equation (1), E/H is the fracture resistance of the material and Pmax/c3/2 is the material’s capability to prevent crack propagation. Fracture resistance is a static property of material, which is directly proportional to fracture toughness for constant indentation load Pmax. It is difficult to fabricate samples of the nanocomposites for three-point bending tests due to the higher cost of the material. Therefore, the study utilized the non-destructible approach followed by Shen et al. 40 for fracture behavior evaluation of epoxy nanocomposites. It is based on the ratio of E and H. Researchers have validated this approach and presented that fracture resistance (E/H) shadowed the same tendency with KIC. 21 This approach is comparable to the classical direct testing technique and is convenient and cost-effective. The fracture resistance of PEEK/(0–7%)MWCNT binary nanocomposite was increased by 28% with 1 wt.% reinforcement of MWCNTs and further enhanced by 32% with 3 wt.% reinforcement of MWCNTs in PEEK matrix, as shown in Table 1. However, beyond 3 wt.% of MWCNTs, fracture resistance’s increment was very less. Therefore, fracture toughness of PEEK/(0–7%)MWCNT nanocomposite increased with increasing wt.% of MWCNTs, but remained almost constant after 3 wt.% of MWCNTs, as illustrated in Figure 6. The fracture resistance of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposite was increased by 8% with 1 wt.% of MWCNT and by 9% with 3 wt.% of MWCNTs, given in Table 1. The optimal value of MWCNTs reinforcement in hybrid nanocomposite is 5 wt.%, as 14% enhancement was recorded in fracture resistance. Beyond 5 wt.% of MWCNTs, fracture resistance of hybrid nanocomposite was decreased, as shown in Figure 6.

Fracture resistance of PEEK/(0–7%)MWCNT nanocomposites and PEEK/30% nHA-(0–7%)MWCNT hybrid nanocomposites at different wt.% of MWCNTs.
The enhancement in fracture resistance of PEEK/(0–7%)MWCNT nanocomposite is more than that of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposite at varying wt.% of MWCNTs, as compared to that of pristine PEEK. It is most probably due to the brittle nature of nHA. MWCNTs imparted the high mechanical strength to PEEK/(0–7%)MWCNT and PEEK/30%nHA-(0–7%)MWCNT nanocomposites and hindered the crack propagation. The higher aspect ratio of MWCNTs increased the contact surface area at the interface of matrix and reinforcement. The increased contact surface area at interface increased the energy required to move the crack from one end to another and hence enhanced the fracture toughness of nanocomposite. The enriched fracture toughness is a sign of a vigorous shift from sudden brittle fracture to ductile fracture. This indicates that nanocomposite is gaining more elastic behavior with the increasing composition of MWCNTs. However, at higher wt.% of MWCNTs, the constant and decreased fracture resistances of PEEK/(0–7%)MWCNT nanocomposite and PEEK/30% nHA-(0–7%)MWCNT hybrid nanocomposite respectively, were most probably due to agglomeration of MWCNTs. The agglomeration of MWCNTs reduced the available effective interfacial surface area between the filler and matrix thus reducing the load transfer.
The Static Mechanical Analysis of PEEK/(0–7%)MWCNT and PEEK/30%nHA-(0–7%)MWCNT nanocomposites observed that 5 wt.% of MWCNTs is the optimum composition for enhancement in elastic modulus, hardness, and fracture toughness. The elastic modulus of PEEK/30%nHA-5%MWCNT hybrid nanocomposite was observed to be 7.67 GPa, which falls in the range of elastic modulus of human cortical bone (6–30 GPa).
Dynamic mechanical analysis (DMA)
The viscoelastic materials exhibit non-synchronization in stress and strain induced in the material due to applied load. The non-synchronization is due to the storage and dissipation of energy during loading that produces lag between developed stress and strain response. Strain keeps on increasing even after the removal of load on the sample. The mechanical response of viscoelastic material is characterized by storage modulus and loss modulus. The storage modulus (E′) displays the elastic behavior of the material, in which material absorbs the energy during loading. While the loss modulus (E″) denotes the viscous behavior of the material, in which material dissipates energy during loading. The relative change between loss modulus and storage modulus, denoted by tan delta (δ) is loss factor. It is represented by the ratio of E″ to E′. The loss factor represents the lost energy to recoverable energy. The greater value of δ exhibits non-elastic behavior and smaller value demonstrates the elastic behavior of the material.
Dynamic mechanical properties of PEEK/(0–7%)MWCNT nanocomposites and PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposites at varying wt.% of MWCNTs.

The average storage modulus and loss factor of nanocomposites over the 20–200 HZ frequency range of loading are presented in Table 2. For PEEK/(0–7%)MWCNT nanocomposite, the variations in average storage modulus (E′) and loss factor (E″/E′) with varying wt.% of MWCNTs are represented in Figure 7. The E′ was enhanced by 27% at 1 wt.% of MWCNTs as compared to that of pristine PEEK. While E′ at 5 wt.% of MWCNTs was improved by 58% as compared to that of pristine PEEK. However, the rate of enhancement was decreased with increasing MWCNTs’ wt.%. Beyond 5 wt.% of MWCNTs, E′ slightly decreased at 7 wt.% of MWCNTs. The optimum wt.% of MWCNTs for highest E′ was 5%. The same pattern was also observed in the loss factor, as shown in Figure 7. The lowest loss factor was observed at 5 wt.% of MWCNTs, which is 49% less than that of pristine PEEK. The decrement in the loss factor represents the enhancement in elastic properties of the material.
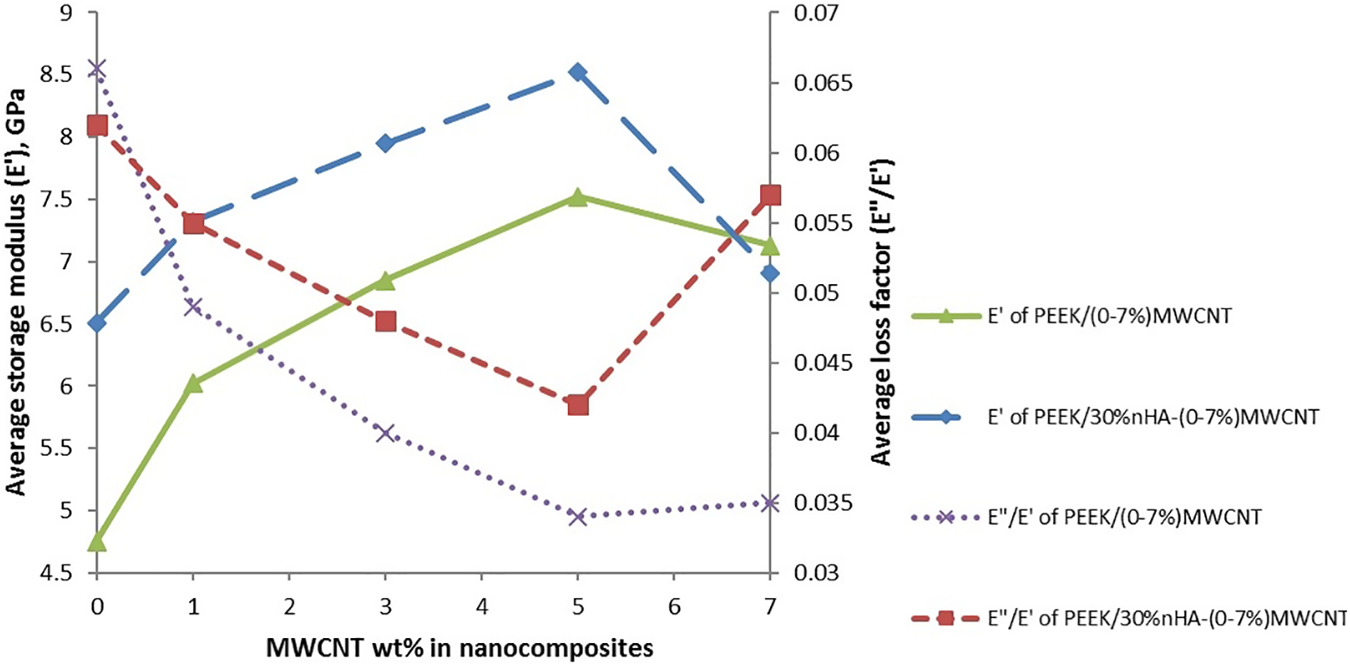
Average storage modulus and average loss factor of PEEK/(0–7%)MWCNT nanocomposites and PEEK/30% nHA-(0–7%)MWCNT hybrid nanocomposites at different wt.% of MWCNTs.
In case of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposite, the E′ was enhanced by more than 12% at 1 wt.% of MWCNTs as compared to that of PEEK/30%nHA nanocomposite, as shown in Table 2 and Figure 7. With increasing MWCNT wt.%, E′ further improved and reached the highest value of 8.5208 GPa at 5 wt.% of MWCNTs. The enhancement in E′ at 5 wt.% of MWCNTs was observed to be 31% and 80% as compared to that of PEEK/30%nHA and pristine PEEK, respectively. Beyond 5 wt.% of MWCNT, E′ started decreasing, as shown in Figure 7. The average loss factor as shown in Table 2 and Figure 7, declined consistently till 5 wt.% of MWCNTs and increased beyond 5 wt.%. The decrement in average loss factor on 1 wt.% was 11%, as compared to that of PEEK/30%nHA nanocomposite. At 5 wt.%, the average loss factor was lowest (0.0425), about 31% less, as compared to that of PEEK/30%nHA nanocomposite.
The steady settlement of polymer chains, during the loading and unloading cycle, heads toward the dissipation of energy due to more viscous behavior and less elastic behavior. The MWCNTs were filled between the PEEK layers, as shown in the FESEM image in Figure 2. Due to excellent elastic properties of MWCNTs and the better interfacial load transfer between PEEK matrix and MWCNT nano-fillers, during loading of PEEK/(0–7%)MWCNT composite, the MWCNTs underwent elastic deformation and prevented the plastic deformation of PEEK matrix. This resulted in elastic recovery in nanocomposite after unloading and further increment in E′. Furthermore, the additional static strain,41,42 in the vicinity of contact of indenter and nanocomposites produces a rational improvement in materials’ capability to store and dissipate energy in absence of change in material’s internal friction. But the storage of energy was higher than dissipation. This was the reason for enhancement in E′ and decrement in loss factor with increasing wt.% of MWCNTs up to 5%. The decrement in E′ after 5 wt.% of MWCNTs was also probably attributed to the agglomeration of MWCNTs and enhanced distance between two layers of matrix. The enhancement in the elastic response of nanocomposites was obtained due to decreased mobility in PEEK molecular chains. The decrement in mobility was achieved by the intercalation of nanophase MWCNTs and nHA-MWCNTs fillers in PEEK matrix. The high aspect ratio of MWCNTs helped in better intercalation of MWCNTs in the matrix. Bansal et al. 43 also observed the enhancement in elastic response of epoxy/graphene oxide nanocomposite due to decrement in the mobility of epoxy molecular chain by intercalation of graphene oxide in epoxy matrix. Elastic response of nanocomposites should be higher to be used as material for orthopedic implants and other mechanical applications such as, in airplanes, automobiles, etc. Elastic behavior of nanocomposites helps in retaining the shape and size of load-bearing orthopedic implants and ultimately improves the mechanical stability of implants. The dynamic mechanical analysis of PEEK/(0–7%)MWCNT and PEEK/30%nHA-(0–7%)MWCNT nanocomposites detected that the storage modulus and loss factor are highest and lowest at 5 wt.% of MWCNTs respectively. This concluded that 5 wt.% of MWCNT is an optimum composition for better elastic behavior of both types of nanocomposites.
Conclusion
Subsequent conclusions are drained from the existing work: The elastic modulus was increased up to 5 wt.% of nano-fillers in both types of nanocomposites and then decreased beyond 5 wt.%. The elastic modulus of PEEK/30%nHA-5%MWCNT hybrid nanocomposite was 7.6077 GPa. This is nearer to elastic modulus of human cortical bone and 104% more than the elastic modulus of pure PEEK. The enhancement in elastic modulus is most probably attributed to the mechanical interlocking of long polymer chains and nano-fillers, the large elastic modulus of MWCNTs, and good interfacial adhesion and uniform distributions of nano-fillers. The hardness and fracture resistance were also improved with increasing wt.% of MWCNTs in both types of nanocomposites. The hardness and fracture resistance of PEEK/30%nHA-5%MWCNT were observed to be enhanced by about 76% and 16% respectively as compared to that of pure PEEK. The improvement in hardness is most probably attributed to nano-fillers’ properties, strong bonding at the interface, and uniform distribution of nano-fillers. Enhanced fracture resistance shows the vigorous shift toward ductile fracture of the nanocomposites. The energy required to move the crack was increased by the enhanced contact surface area of matrix and reinforcement. The enhancement in the contact surface was due to the higher aspect ratio of MWCNTs. Thus, MWCNTs hindered the crack propagation and enhanced the fracture resistance. Both types of nanocomposites were observed to have increased elastic behavior and decreasing viscous behavior with an increasing MWCNTs’ reinforcement up to 5 wt.%. The average storage modulus of PEEK/30%nHA-5%MWCNT hybrid nanocomposite was 8.5208 GPa, about 80% more than that of pure PEEK. The elastic recovery after unloading was most probably due to elastic deformation of uniformly distributed MWCNTs between polymer layers and decrement in the mobility of PEEK molecular chains due to the intercalation of nanophase MWCNTs and nHA-MWCNTs fillers in the matrix. The 5 wt.% of MWCNTs is observed to be optimum reinforcement composition for both PEEK/(0–7%)MWCNT nanocomposites and PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposites for improvement in elastic modulus, hardness, fracture resistance, storage modulus, and loss factor. Beyond the 5 wt.% of MWCNTs, possible enlargement of the distance between polymer chains and agglomeration of MWCNTs are the most probable reasons for the reduction in mechanical properties of nanocomposites. Further work can be done to evaluate the bioactivity and other biological properties of PEEK/30%nHA-(0–7%)MWCNT hybrid nanocomposites.
Footnotes
Abbreviations
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: UGC-BSR Research Fellowship in Engineering Sciences funded by Government of India.