
Abstract
The use of unreinforced polymer composites is growing rapidly in the construction industry, partly to address concerns relating to cost and waste, and partly to provide substitute materials that will resist degradation and attacks by rodents and insects. Hence, this study explores the possibility of combining polymer with locally available red mud. Red mud/polymer composites were prepared using an injection moulding machine. The production of the specimens was undertaken based on red mud/polymer mass ratio, particle size, and alkalinity. The results of the tensile tests showed increases in both the modulus of elasticity and tensile strength, with increasing red mud loading up to 10 wt.% red mud content. The maximum tensile strength obtained corresponds to specimens containing smaller particle sizes and higher pH. The results suggest that red mud/ polymer composites have the potential to be used in the construction industry.
Introduction
Composite materials have gained significant recognition in the field of materials engineering. Composite-incorporated products are manufactured to serve many wide-ranging applications, from sport gear to aerospace components.1,2
In metal matrix composites, increases in wear resistance and properties, such as modulus of elasticity, tensile strength and hardness, are the direct effects of the reinforcement particles introduced into the matrices.3–6 It is for this reason that reinforced metal matrix composites containing carbides and nitrides of titanium Ti(C, N), aluminium oxide (Al2O3), and silicon carbide (SiC) have been introduced gradually into the production of electronic, automotive and aircraft components.1,7,8 The improvement observed in the mechanical properties of these composite materials, however, was achieved at high processing costs which restricted the use of the current production methods. Therefore, the problem exists to justify the manufacturing costs of composite materials, not necessarily for those that provide critical engineering functions, as these processes are not cost effective due to the lack of mechanisation. Recent development, however, in a new metal alloying process utilising metal scraps as the matrix, has shown reduction in production costs.1,9
The use of reinforced nano-composites has shown improvement in mechanical properties, transport barrier, thermal resistivity, and flame-retardance, in comparison with pristine polymer materials.10–12 In both nano-composites and macro-fabricated composites, mechanical properties are enhanced by the dispersion of particles such as aluminium oxides, metal carbides, titanium oxides and boron and carbide into the matrices.
In thermoplastic matrix composites, higher densities are achievable with the dispersion of particles of heavier materials into polymer matrices. Densities approaching 11000 kg m−3, the same as lead, could be acquired by the dispersion of specific metal powders. These composites can be used in place of aluminium, stainless steels and lead for balancing, vibration damping and radiation shielding applications. High density composites provide a viable option, when certain other materials are deemed hazardous or banned and /or, when high costs will be incurred in the processes of machining, finishing or surface protection and modification. 2 Additionally, where improvement in mechanical and other properties are required, it can be achieved in polymer matrix composites by the process of fibre infiltration. In this process, fibrous materials are infiltrated with molten polymer and fabricated into the desired composite. Fibre–reinforced polymer composites have been used to develop products for use as highway appurtenances, such as sign supports, luminary supports and guard rails.13,14
Red mud plastics are slowly gaining acceptance as building materials and most likely will replace some conventional building stocks. Red mud jute fibre polymer composites are being used to produce shutter doors in commercial quantities. These shutter door materials are regarded to have properties superior to wood since they are three times stronger, weather resistant, durable, and offer protection against corrosion, fungus, rot, termite and rodent. These properties enable red mud/polymer composites to be used as good wood-substitute materials in the production of doors, windows, ceiling, flooring, partitions and furniture.15,16
Conflicting results have been reported for the tensile properties of red mud filled polymer composites. Experiments have revealed that the structures formed were weakened when the red mud content in the polymeric matrix was increased.17,18 In contrast, Cheang and Khor 19 showed that the tensile strength of waste plastic containing LDPE, HDPE, PP, Polystyrene and ABS, and red mud as filler, increased with increasing red mud content while the Izod impact strength decreased.
Red mud is a waste material that is generated in abundance in Jamaica by the alumina processing plants, using the Bayer process. Current local endeavours do not encourage the bulk utilisation required to reduce volume. Instead, red mud is used in relatively small amounts in brick production. Application is also confined to road building on properties of the bauxite companies for heavy equipment to travel.
The recovery of iron, which may be as high as 60% of the red mud, 20 is currently uneconomical as the processing temperatures are required to be above 1000°C. The cost of energy is a prohibited factor. It is for this reason why the application of red mud in geopolymers, requiring minimum heat treatment, is beginning to attract interest. Another potential area of interest is the prospect of using bauxite residue as an embankment landfill in road construction. This presents an attractive option having the potential for large volume reuse. 21
Red mud containing more than 28 wt.% moisture is thixotropic in nature, and the number of techniques used successfully to produce composite materials is limited. 22 The material is characterised by drastic reduction in viscosity when a shear stress is applied. Consequently, processes such as extrusion present fabrication problems, as porosity is undesirably inherited by red mud polymer composites.
In this study, red mud-polymer composites were manufactured by the injection moulding process, using high density polyethylene (HDPE) with 5, 10, and 25 wt.% red mud by mass, in the composition. The effect of the red mud content on tensile strength was investigated in order to assess the composites’ suitability for the construction of products for engineering applications.
Experimental
Materials
The red mud used in the study was obtained from the dry pond at the Windalco Alumina Plant, Ewarton, Jamaica. The ‘as received’ red mud was measured to have a pH value of 10.
Commercial HDPE HMA 025 MF18 of process quality HD-P00069 in pellets of 3-mm average diameter and density of 954 kg m−3 was supplied by Exxon, Mobil. Flax seed oil, of food preparation quality, was used as plasticiser.
Sample preparation
The as-received red mud was pulverised into 200-g quantities, in a reciprocating ball mill for 5 min. Following this process, the red mud was washed several times with water in a large container to enable the buoyant particles to float so that impurities could be removed. The red mud was then placed in a large shallow metal container and oven-dried at a temperature of 110°C for 24 h, which was the drying time ascertained from prior test in the current research work.
Material preparation
The oven–dried red mud sample was evaluated for its alkalinity (pH value of 9.7 was obtained). Following this process, the red mud sample was graded into two groups based on particle size. One group contained 5% sub-micron sized particles, with the remainder having sizes ranging up to just under 150 μm. The other group consisted of particle sizes ranging from 150 to 300 μm. The two groups of samples were further divided into two equal portions. Half of each group had its pH value reduced to 7.65 for the study. To reduce the pH of the two selected portions of red mud from 9.7 to 7.65, the following procedure was used. The basic proportion for the treatment was 5 g of red mud dissolved in 200 ml of distilled water. 5 ml of diluted hydrochloric acid (HCl) was added to the scaled-up quantities required for the study, and the mixtures were stirred with a magnetic stirrer for 24 h. The process was repeated three times at 6-h interval, adding another 5 ml of diluted HCl on each occasion, until the pH value of each batch fell and stabilised at a pH value of 7.65. The reduced pH was evaluated according to ASTM standard procedure D3838, using a Hanna pH 211 microprocessor pH meter. Following stabilisation, the reduced pH portions were stored separately into air-tight ceramic containers for 48 h prior to the experiments.
Preparation of the red mud/HDPE materials
The mixtures of the red mud and HDPE used in the study are shown in Table 1. A mechanical/electrical stirrer was used to mix the red mud particles with the HDPE pellets in measured quantities. Three grams of flax seed oil were added, drop-wise, to facilitate the adherence of the red mud particles to the pellets, and later to plasticise the polymer during the fabrication process. The mixing process proceeded at 30 revolutions per minute for 15 min. Table 1 shows the 10 different types of specimen prepared for the study.
Batches of red mud/HDPE mixture prepared for fabrication.

Fabrication of the red mud/HDPE composites
A Rondol laboratory twin screw extruder, 21 mm in diameter, was used to extrude the mixtures into strands (thread-like form). In the processing of HDPE alone, it is important to ascertain the melt flow index. However, in the case of red mud polymer composite, the focus is shifted to the melt temperature of the HDPE, which is required for the easy incorporation of the red mud particles into the matrix and to which the process parameter can be set. The range of melt temperatures for the HDPE used in this study is 180 – 210°C. The parameters of the extruder were set as follows: process temperature 210°C, speed 180 rpm, feed rate 1.8 g/min and die pressure 5 MPa. The extruded strands were cooled by compressed air for quick solidification, before it was fed at the above feed rate into the attached pelletiser. The pelletised samples were placed into sealed, labelled containers for easy identification when needed for processing.
A manually operated injection moulding machine was utilised in producing dog-bone shaped specimens. For each specimen type, 12 samples were produced.
SEM characterisation of the red mud samples
The untreated red mud samples, having a pH value of 9.7, were examined in a Phillips XL30 scanning electron microscope (SEM) fitted with a field emission gun operated at a beam voltage of 20 kV to determine particle morphology and the tendency of these particles to agglomerate. In preparation for the analyses, samples were sputter-coated with a small amount of platinum to improve conductivity to enhance their detection under the electron beam.
Evaluation of tensile properties
The mechanical properties of the red mud/HDPE composites were evaluated using an Instron 5569 tensile testing machine with a 5-kN load cell, connected to a Blue Hill 2 Software package. The tests were conducted in accordance with ISO 294-1 of BS150 20753, 2008-plastics-Injection moulding machine of Test Specimens for thermoplastic materials–Phi General Principle. Tests were carried out on composites containing 5, 10, and 25 wt.% red mud. The tensile test was carried out at a strain rate of 5 mm/min. The dimensions of the flat dog-bone specimens were in the order of 40 mm long, 5 mm wide and 3 mm thick. Five tests were undertaken on each specimen, and the average value used as one data point to produce the graph for all specimens studied.
Moisture absorption test
Moisture absorption test was conducted on the specimens using the moisture weight-gain measuring method. The initial mass (500 g) was first measured immediately after oven-dried at a temperature of 400°C for 12 h, then after different waiting periods in the air (humidity = 60%, under controlled laboratory environment), the specimens were reweighed, and the amount of moisture absorbed was determined by subtracting the final weight from the initial weight. A graph was then plotted to show the rate of absorption.
Results and discussion
Characteristics of the red mud particles
Red mud was tested to ascertain its propensity to absorb moisture. Figure 1 shows the increasing tendency of red mud particles to absorb moisture and indicates that a linear relationship exists between the amount of moisture absorbed and cooling time. This means that its affinity for moisture results in a mass increase when red mud is left exposed to the atmosphere.
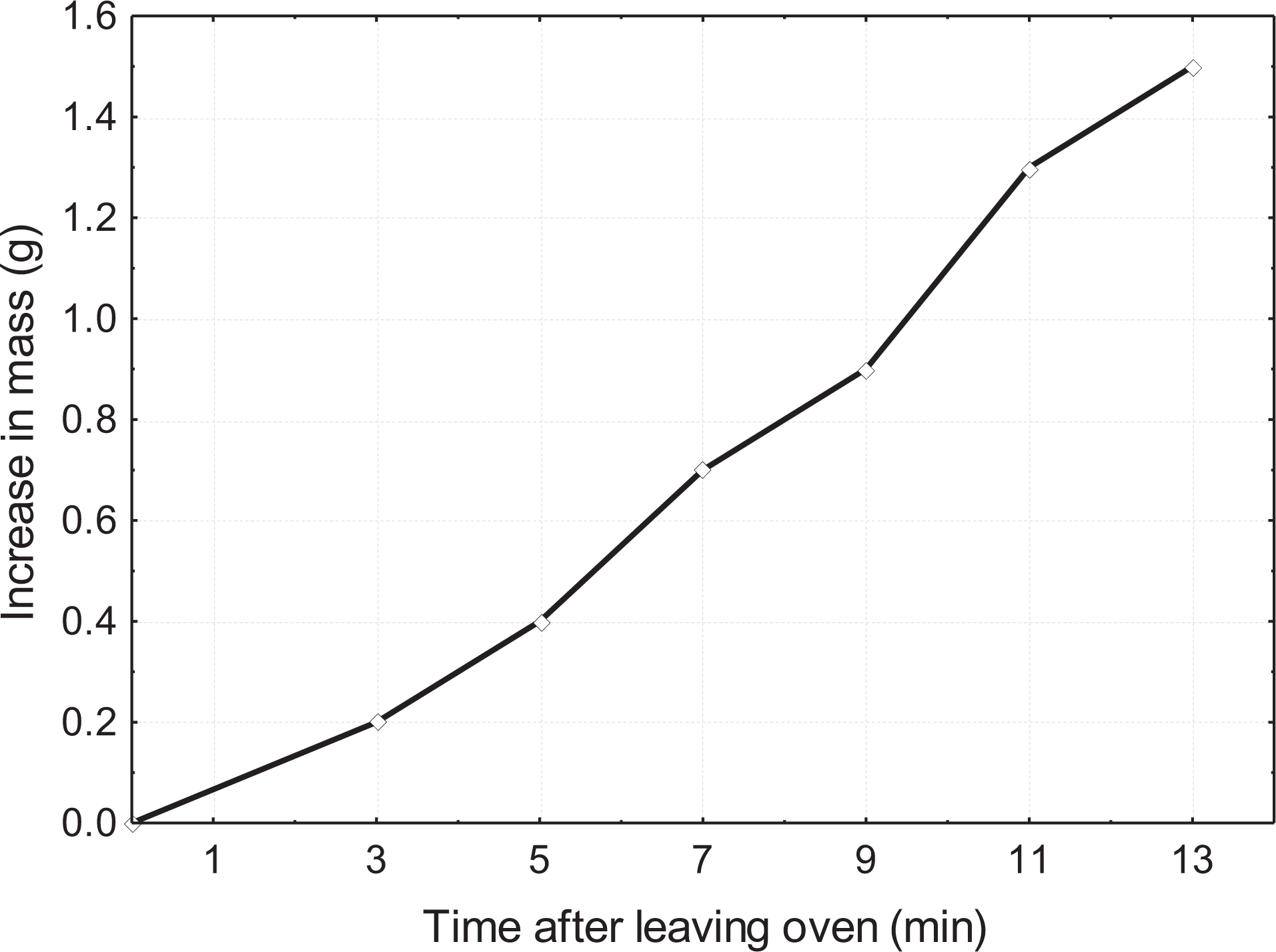
The effect of cooling time on moisture absorption.
SEM examination was conducted on samples of washed and crushed red mud prior to them being chemically treated. The investigation focussed on the particles morphology and tendency to agglomerate. SEM photograph of red mud particles are shown in Figure 2. A mixture of clusters and loose particles of varying sizes were observed. The smaller particles were spherical and angular in shape. The white precipitates that are attached to the particles indicate an excess of platinum coating of the red mud during sputter coating.
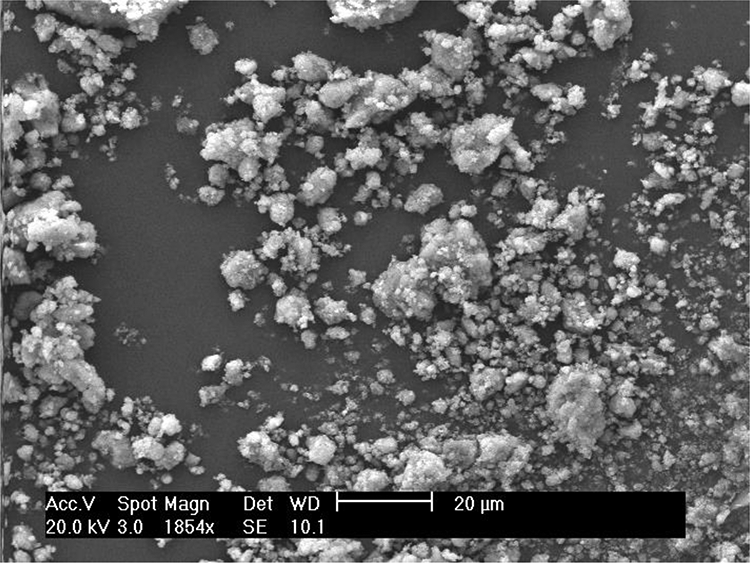
SEM image of red mud particles.
Structure of the composites before tensile testing
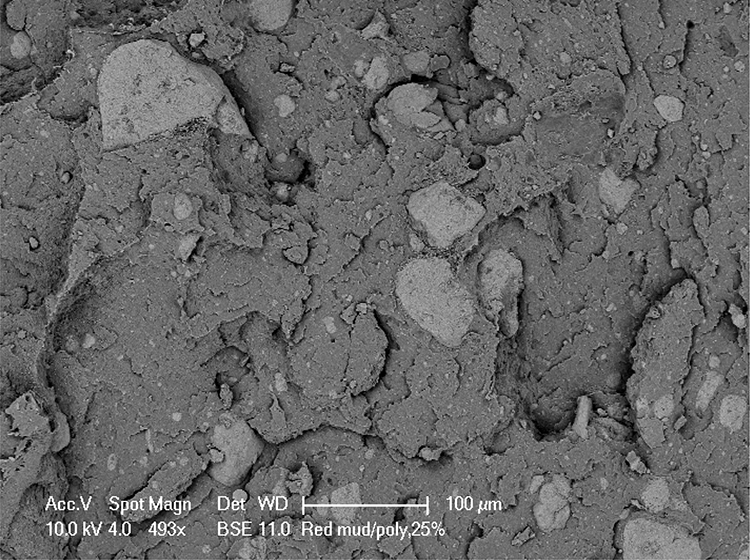
SEM images were used to examine the cross-sectional areas of composites to determine structural integrity. Figure 3 shows the image of the composite containing 10 wt.% red mud by weight. Similar image was also obtained for the 5 wt.% red mud. The red mud is randomly distributed with particles embedded within the polymer matrix. The grey particles are those of the red mud. The larger particles have irregular shape whilst the smaller ones are more oval. The particle size did not exceed 300 µm. The cross-sectional surface has a rugged topography and contains several circular holes which were created by the escaping water vapour. Several visible cracks appear to terminate at the embedded particles. Whilst this prevents the propagation of cracks across the surface, the numerous flaws detected indicate a weakness in the composite structure.

SEM microstructure of the 10 wt.% red mud/HDPE composite.
Figure 4 shows the SEM image of the cross-sectional surface of the composite with the 25 wt.% red mud. Large cracks are visible, and the surface appears to be coarse and not completely formed. The structure constitutes a network of odd shaped particles that are randomly dispersed and coexisting with several cracks and voids. This structure clearly indicates a poor linkage between the red mud and the polymer matrix. This is attributed to the fabrication process in which the presence of moisture is detrimental to the production of specimens.
SEM microstructure of red mud/HDPE composite with 25 wt.% red mud.
Analysis of the tensile test
The mechanical properties of the composites were evaluated to determine modulus of elasticity, yield stress and tensile strength. Table 2 shows the variation of tensile properties with red mud content, pH and particle size. Specimen No. 13 is the pure HDPE specimen for which tensile properties were entered for reference.
Summary of tensile test results.

The results of modulus of elasticity with varying red mud content is shown in Figure 5. A slight increase in the stiffness of the composite is observed for red mud loading up to 10 wt.% for particle size 150–300 µm at pH 9.7, after which a significant reduction is detected. Table 2 shows that Specimen No. 8 has the highest modulus of elasticity, yield stress and tensile strength of the composites tested in the system. In contrast, the lowest tensile properties were seen for specimen No. 9. This indicates that in the case of the latter, a weak interface adhesion exists between the polymer matrix and the red mud filler. By increasing the proportion of red mud to 10 wt.% and above, the composite does not gain any strength benefit but, instead, appears to deteriorate rapidly as the content of red mud in the composite increases. Thus, the inundation of the red mud particles prevents the formation of a continuous polymer matrix interface, compromising the strength of the composite.

The effect of red mud content on the average modulus of elasticity.
The tensile strength–red mud content relationship is shown in Figure 6. A similar pattern of behaviour to the modulus of elasticity–red mud composition relationship is observed. At 5 wt.% red mud, with the exception of one sample (pH 7.65, particle size 0–150 µm) the tensile strength is lower than the control HDPE. In dispersed particle composites, a critical volume fraction is reached at about 5 wt.% ratio where the phenomenon of reduced tensile strength is observed. It can be explained accordingly: present in small quantities, the particles act as impurities around which stress concentrates, resulting in micro-cracks and voids. 23 However, at 10 wt.% red mud, most of the composites displayed higher tensile strength, such as Specimen No. 8 which has a tensile strength of 22.25 MPa. This is approximately 7% higher than that of the control HDPE (Specimen No. 13), and over 28% higher than that of specimen No. 9, which has 25 wt.% red mud.
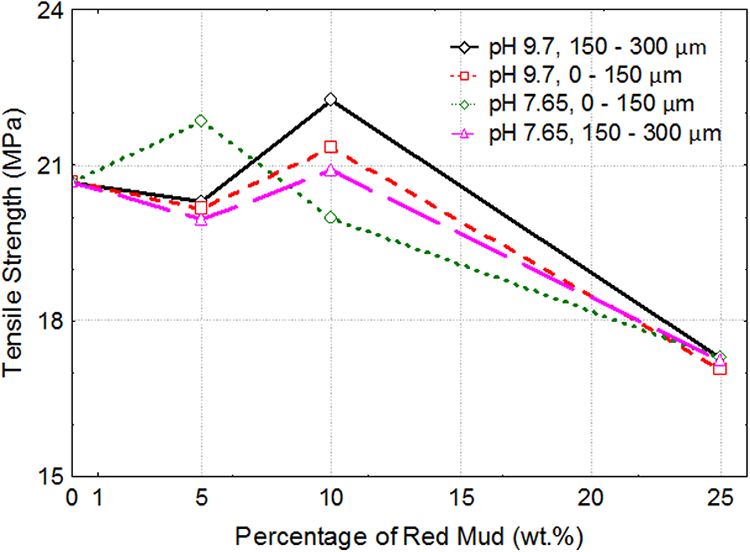
The effect of red mud content on the average tensile strength.
The ‘wettability’ of the red mud particles is important to the adhesion of the interface. 17 By keeping particle size and pH constant, composites containing 10 wt.% red mud appear to have the best interface adherence between the mud and the polymer. This is supported by SEM images of Figures 3 and 4.
The 25 wt.% structure may be attributed to the additional quantity of red mud particles into the polymer matrix. 17 The inefficient bonding of the red mud and the polymer, resulting in porosity that is most likely caused by internal diffusion of moisture and voids due to the processing method, is one of the factors contributing to the reduction in the bond strength of the red mud polymer adhesion in this composite.
Many factors may have contributed to the results obtained for the tensile properties, namely, tensile strength and modulus of elasticity of the composites under the study. These are considered to be porosity, inadequate interface bonding, particle morphology and distribution. Porosity is inherited from moisture trapped in the red mud particles. Red mud is said to be a complex material which constitutes several layers of mineral and metal oxides, and requires different levels of temperatures to drive off the moisture from those layers, and also to effect the decomposition of complex minerals into simpler ones. 24 In addition to this this problem, the incompatibility of inorganic red mud and organic HDPE is made more difficult during fabrication. Both materials are considered hydrophilic which creates a bonding problem.
The combined effect of factors, such as size, shape, distribution and the tendency for the fine particles to cluster, weakened the composite, particularly in the area where agglomerations occur. The composites do not gain the strength benefit from the oval shaped particles which were more numerous than it would from the few angular shaped particles that are too sparsely dispersed to be of any significant effect. Angular-shaped particles are more likely to enhance strength.
Examination of the fractured surfaces
The micro-structural profiles of the composites were observed after tensile tests by scanning electron microscopy of the fractured surfaces. Figure 7 shows the image of the fractured surface of the composite containing 10 wt.% red mud loading. A large oval region of agglomerated particles is observed in the centre of the composite. An air gap is detected running from the bottom of the cluster to about one-third its perimeter on the right-hand side. Lightly embedded particles are observed to be randomly dispersed in the polymer matrix. A fine radial crack is evident along with gas pores and voids. Spikes of torn polymer are detected below the large red mud cluster.
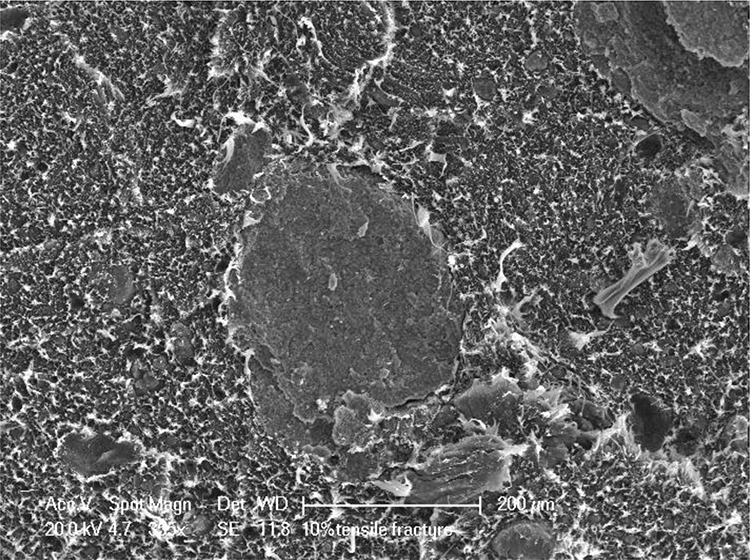
SEM microstructure showing, tensile fracture of the red mud/HDPE composite with 10 wt.% red mud.
The composite containing the 10 wt.% red mud shows a structure having closely compacted components. This indicates good adherence between the polymer matrix and the red mud particles. However, the presence of the above-mentioned flaws must be taken as contributing factors to the weakening of the composite. The spiked regions indicate a tearing of the polymer. The matrix is overwhelmed by the applied stress which could not be transferred efficiently to the particles. Consequently, it succumbed to a ductile fracture as the cross-sectional area reduces rapidly and unable to sustain the stress.
The SEM image of the composite with the 25 wt.% red mud loading is shown in Figure 8. An embodiment of several large aggregates and smaller particles throughout the fractured surface of the composite is observed. The clusters and particles are loosely embedded, with clear air gaps, separating the mud from the polymer. The surface appears to be porous and contained spikes of polymer and voids. The clusters and air gaps indicate poor distribution of the red mud particles and weak bonding between the red mud and the polymer matrix. These imperfections contribute to the decrease in tensile strength of the composite and are consistent with the findings of previous research work. 11

SEM microstructure, showing tensile fracture of red mud/HDPE composite with 25 wt.% red mud.
The effect of pH on tensile properties
The effect of pH on the tensile properties of the composite was examined. Figure 9 shows the effect of pH on the modulus of elasticity is minimal for the composite containing the 5 wt.% red mud. However, the effect is more significant in composites that incorporated the 10 wt.% red mud where an increase of 12.9% was achieved in the value of the modulus of elasticity for the composite with a 9.7 pH value. In contrast, the effect of alkalinity on tensile strength is reversed, as shown in Figure 10, showing slightly higher values at low pH, becoming more significant at 9.7.

The effect of pH on modulus of elasticity of the composites containing 5 and 10 wt.% red mud.
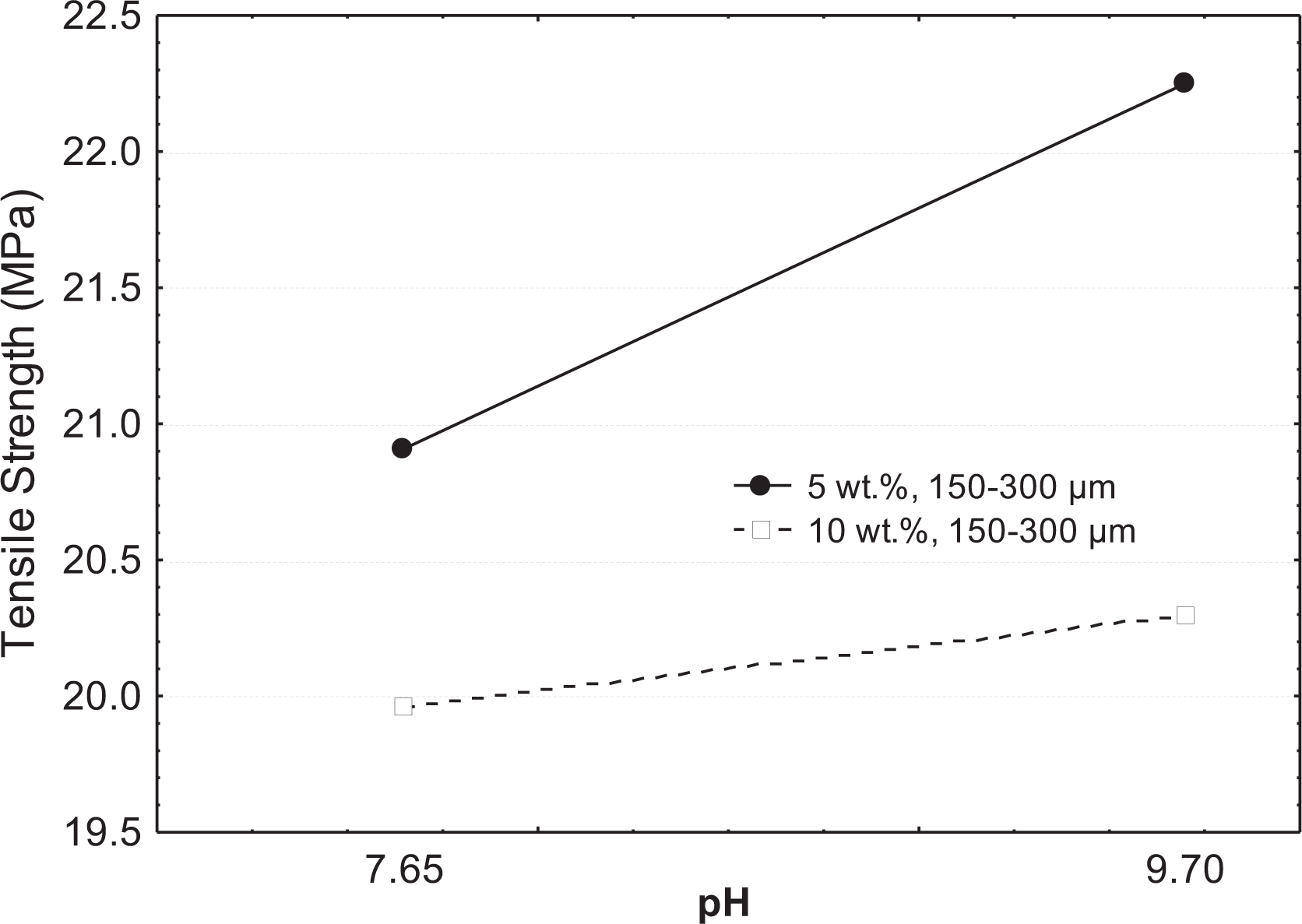
The effect of pH on the tensile strength of composite containing 5 and 10 wt.% red mud.
Conclusion
The results showed that by incorporating red mud in various proportions, the tensile properties of red mud polymer composites are affected to a limited extent.
The results of the tensile tests showed increases in both the modulus of elasticity and tensile strength, with increasing red mud loading up to 10 wt.% red mud content. The maximum tensile strength obtained corresponds to specimens containing smaller particle sizes and highest pH.
The results of the tests suggest that the application of red mud/ HDPE composites will be limited to low load-bearing products such as partitions, waste water pipes, culverts, and products that are expected to perform similar functions.
Footnotes
Acknowledgement
We wish to acknowledge the assistance given by Philip Geller.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.