
Abstract
The purpose of this investigation is wear characterization of solid glass microspheres (SGM) and boron carbide (BC)-reinforced epoxy composites, under dry sliding conditions using a pin-on-disk wear test machine. Influence of parameters like sliding distance, sliding velocity, applied load and addition of fillers, on the wear rate were examined. Taguchi technique was used for the plan of experiments to conduct wear tests. To evaluate the effect of the individual parameters on the rate of wear performance of composites, analysis of variance (ANOVA) and an orthogonal array were employed. Linear regression analysis was employed for all the composites to establish an empirical relation between the various process parameters and wear. The results indicate reduction in wear of polymer on addition of particulates with the lowest wear rates observed in composites with addition of boron carbide as filler. Different fracture mechanisms were revealed by Scanning electron microscope (SEM) images of worn-out composite surfaces.
Introduction
Polymer matrix composites reinforced with particulates have gained recognition for their application in several industries like marine, aerospace and automotive, owing to their high mechanical and thermal performance. Besides, a numerous choices available for materials and manufacturing ease make them useful for various engineering applications.1,2 Due to their excellent combination of properties, these are proving to be quiet useful in the manufacturing of sea vehicles and spaceships, aircraft and automotive industries.3,4 Composite materials consist of two components, a matrix material and a reinforcing material selected according to the application and required mechanical properties.4,5 Application of the polymer matrix composites in mechanical components like, impellers wheels, cams, gears have been reported in the literature. 6
It is a well established fact that the epoxy resins along with the suitable hardening or curing agent are useful as structural components, adhesives, protective coatings, etc. This is primarily due to their good wettability, excellent chemical resistance, and good mechanical and electrical properties. Besides this, in comparison to some thermoplastics, the epoxy resins have higher load bearing capacity and low thermal expansion and coefficient of friction.
Improvement of the wear characteristics of polymers by introduction of different fillers like inorganic, organic, and metallic particles has shown an immense potential and has become a subject of significant interest. Introduction of fillers such as glass particles to these resins can help these composites to be used as alternatives to the conventional metals. 7 Basavarajappa et al. 8 discussed influence of ceramic particles such as graphite and SiC (silicon carbide) on wear behaviour of glass filled polymer composites by conducting pin on disk test. On addition of the fillers, they found that wear resistance improved significantly.
Xue and Wang 9 studied the impact of addition of SiC particles (nano, micro and whiskers) in Polyetheretherketone (PEEK) on the frictional and wear behaviour of the composites. Significant fall in wear and friction was observed in the SiC-PEEK nano-composites. Suresha et al. 10 discussed the wear of glass filled epoxy composites (G-E) and compared it with that of carbon–epoxy (C-E) composite using pin-on-disk wear test apparatus. The experiments were performed using steel disk (62 HRC) as a counter surface against G-E & CE samples under various loading and sliding conditions. It was observed that for optimum wear characteristic, moderate sliding velocity and load are the preferred choice for all the composites.
Wear behaviour of epoxy hybrid particulate composites with silicon carbide and graphite particles was studied using dry sliding pin-on-disk set up by Srinivas et al. 11 The wear resistance was enhanced to as high as 85% above that of the epoxy alone. Basavarajappa et al. 12 evaluated dry sliding wear in terms of weight loss of the metal matrix composites. They discussed the effects of process parameters including applied load, reinforcement weight percentage, slide distance and sliding speed for the composites. The wear of the composites was successfully analysed by design of experiment approach by Taguchi method for different process parameters. Studies have reported the enhancement in wear resistance of polymer composites on inclusion of glass (SGM) particles to the epoxy resins and also showed the influence of weight (%) of the particles on wear rate of polymer composites. 13
Ceramic particles are finding attention of the researchers, as reinforcement for the polymer composites. Boron carbide (B4C) is one such material which can enhance the properties of the polymeric composite The attractive physical properties (low specific weight, exceptional hardness and high melting point), superior mechanical characteristics, excellent resistance to chemical agents and high neutron absorption capability, makes the B4C one of the preferred alternative reinforcement materials for polymer composites. 14
Abenojar et al. 15 discussed the curing process, wear behaviour and mechanical properties of boron carbide-reinforced epoxy composite. Their results revealed that the B4C addition to epoxy not only improved the resistance to wear and curing process, but the mechanical properties of the composite were also found to be enhanced considerably. Further, they observed that, as the size of the particles was reduced, the wear properties of the composite were improved.
Abenojar et al. 16 evaluated the influence of size of boron carbide and silicon carbide particles on the wear and cavitation behaviour of the epoxy composites for the possible application of the B4C-epoxy nanocomposites as cavitation resistance coating. Their result have demonstrated that due to the better anchoring with the matrix, the epoxy composites with lower percentage of B4C particles have superior wear resistance than the one with the higher percentage of the particles. Suresha et al. 17 studied the abrasive wear resistance of boron carbide-epoxy composites and analysed the influence of filler percentage on the wear performance of the composites. Abrasion resistance was improved on addition of the boron carbide filler to the epoxy matrix. Further, the abrasive wear resistance was found to be more for the composites with lower percentage of the boron carbide particles, when compared with those with higher weight percentage of the fillers (more than 10%).
Mostly, the studies on polymer composites with fillers sliding against metal surfaces are focussed on diminishing the friction coefficient and wear loss of materials. However it’s important to understand the effect of various operation parameters on the wear of such composites. The present work focuses on evaluating and analysing the influence of boron carbide particles and the operation/process parameters, on wear (dry sliding) of SGM-epoxy composites. To obtain the data experiments were conducted on the basis of Taguchi’s orthogonal array design of experiments (DOE).
Taguchi technique
Taguchi technique is a simple but very effective tool for the optimum design of experiments.12,18,19 This approach provides a systematic way for collecting, analysing, and interpreting data of experiments to achieve the desired objectives of the study. When compared to the conventional DOE, it reduces time, cost and number of tests.
In this method, an orthogonal array is used to plan the experiments for combination of various parameters and various numbers of levels. For a particular combination, the orthogonal array gives a balanced design with minimum no. of experiments. Each row of Orthogonal Array represents different combination of level parameters. 20
For this study, the load, the sliding distance and the sliding velocity were considered as the preferred process parameters to analyse the sliding wear behaviour of neat epoxy, SGM-epoxy composite and SGM/boron carbide-epoxy hybrid composites. The three different levels were chosen for each of the selected process parameters. To study the influence of each of the parameter and their interactions, the results (experimental) are analysed using analysis of variance (ANOVA).
Experimental details
Material and specimen fabrication
The epoxy LY556 (Singhal Chemicals, India) is used as matrix since it provides excellent adhesion to inorganic fillers due to the formation of cross-linking chain between hardener, HY 951 and the resin. Solid glass microspheres (supplied by Quality Spares Centre, India) of average size 75 microns were used as primary filler (Figure 1(a)). For secondary filler, boron carbide (Figure 1(b)) of 10 micron average particle size (Supplied by Sigma Aldrich Chemicals Pvt Ltd, India) was used. Table 1 shows the composition and the weight percentages of the matrix and reinforcements:
Weight percentage of the composites.


(a) SEM picture of SGM particles; (b) SEM picture of B4C particles.
The composites (Figure 2) were fabricated by using a mechanical stirrer (1200 rpm). The fillers were first mixed with the epoxy resin in the desired percentage, for 30 minutes. The curing agent (hardener) was then introduced with 10:1 epoxy–hardener ratio and the mixture was mixed for another 7 minutes. The prepared mixture was then poured into the moulds and was allowed to cure for 24 hours at room temperature. The fabricated samples were then heated in the vacuum oven at 60°C for 6 hours.

SEM picture of N3.
Pin on disk wear test set up
Wear (dry sliding) behaviour of the composites were evaluated by performing pin-on-disk test 21 according to ASTM G99-95 standards using pink-on-disk test machine (Figure 3). The counter surface was in the form of a disk of En-32 steel with 62HRC hardness. The tests were performed for varying load, sliding distance and sliding velocity, keeping 120 mm diameter of the wear track. The samples were fabricated in cylindrical shaped pins of 8 mm diameter. Before each test, the samples and the disk are cleaned with acetone.
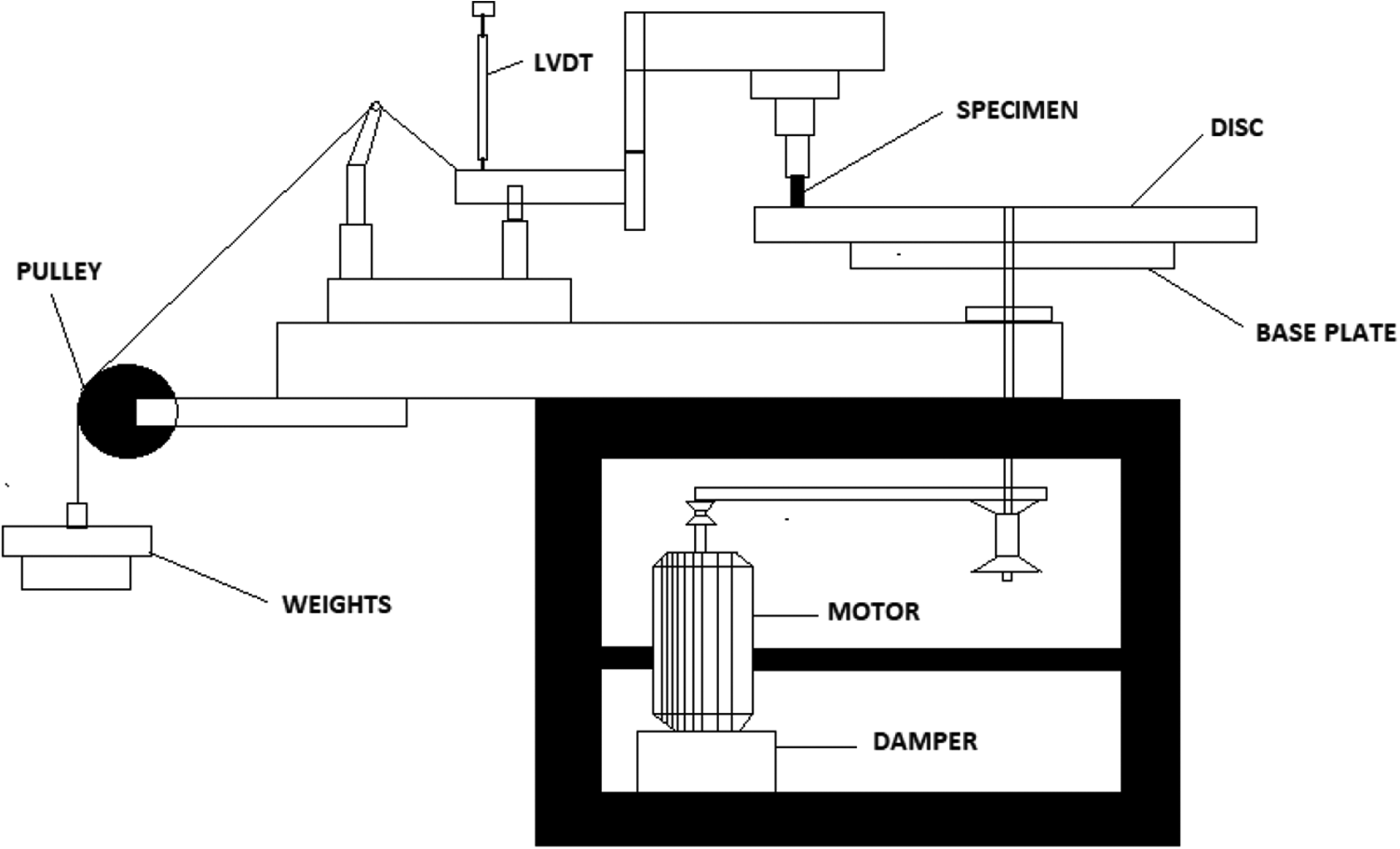
Pin-on-disk test set up.
The weight of the prepared sample (pin) was first measured in an electronic weighing balance with 1 × 10−4 g least count. During the test the specimen pin was kept in contact with counter surface by applying load. The specimens were removed after covering a prefixed sliding distance, and were again cleaned and weighed, to evaluate wear in terms of weight loss.
The wear of the composites was studied for prepared composites with variable sliding velocity, sliding distance and applied load as processing parameters. Each process parameter further has three levels as shown in the Table 2. To investigate the effect of each parameter and also of their combined effect, the experiments were performed using standard orthogonal array (OA), L27.
Values of process parameters and their levels.

The L27 orthogonal array consists of 13 columns and 27 rows. There are a total of 27 experiments represented by each one row of OA and were assigned with a particular set of process parameters. The first, second and fifth columns in the table were assigned to sliding velocity (V), load (F) and sliding distance (D) respectively and other 10 columns were for the interactions between the three parameters. MINITAB-19 software was used for design of experiments and the analysis of experimental results. The wear tests (dry sliding) results were subjected to variance analysis and the plots were obtained for S/N ratios of composites.
Results and discussions
The experiments were performed to evaluate the effect of parameters including sliding distance (D), load (L) and sliding velocity (V) on wear of the composites. After conducting the experiments as per L27, the wear results were obtained for all 27 combinations of parameters, as shown in Table 3 along with their signal-to-noise ratios.
Experimental results and S/N ratios wear tests as per orthogonal array (L27).

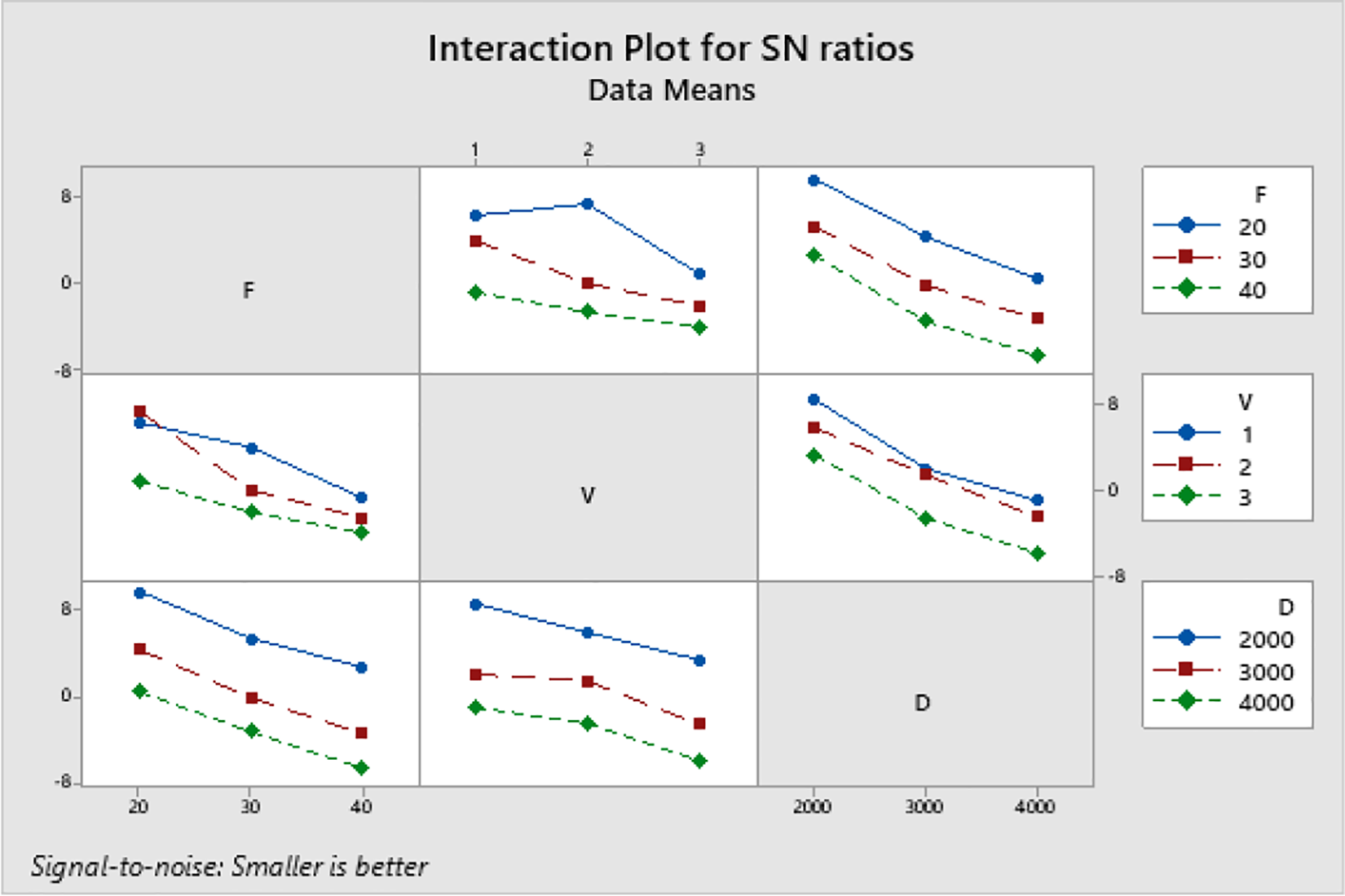
Interaction plots for signal-to-Noise (S/N) ratio
The results of the experiments were transformed, for each combination of the process parameters, into signal to noise ratio. S/N is the ratio of the mean of the signal to the standard deviation of the noise.
Signal is change in the qualitative characteristic of a specimen, in response to a factor introduced in the design of experiment. However, there are several external factors which may influence the result of an experiment. Such factors are known as noise factors and their influence on the result of the experiment is called ‘noise’. The signal to noise ratio reflects the degree of the predictable performance of a parameter when the noise factors are present. 22
Figure 4, 5 and 6 represents interaction plots for S/N ratios of the composites under study and indicates that the minimum wear rate is observed with the combination of F = 20 N, V = 1 m/s and D = 2000 m. Since smaller wear rates are desired, therefore, ‘smaller is better’ is considered for the S/N ratios and is calculated using the following equation:

Interaction plot of SN ratio for N1.

Interaction plot of SN ratio for N2.

Interaction plots of SN ratio for N3.
where, m is the number of tests
Analysis (ANOVA) of experimental results
ANOVA (Analysis of variance) helps in analysing the significance of the each process parameter (sliding distance, load and sliding velocity) on the behaviour of response variable (wear rate). The analysis was done with a 5% significance level and a confidence level of 95%. ANOVA results for wear rate of the composites N1, N2 and N3 are shown in Table 4, 5 and 6 respectively. Contribution (%) of each parameter is indicated in the last column of the tables representing the extent of parameter’s influence on the wear of the specimen. Contribution (%) of influencing parameters is calculated on the basis of the sum of square (SS). These SS values are important for evaluating the contribution of the each process parameters towards the response variable. A larger value of SS means that the influence of that particular parameter on the response variable is more. Further, f-values of the parameters, greater than 1, indicate that the parameter is statistically significant.
Analysis of variance (ANOVA) for N1 composition.

DF = Degree of freedom, Adj. MS = Adjusted mean of squares, Seq SS = sequential sum of squares.
Analysis of variance (ANOVA) for N2 composition.

Analysis of variance (ANOVA) for N3 composition.

Table 4 illustrates the ANOVA results for wear of epoxy (N1). The most influencing parameter affecting the wear behaviour of neat cured epoxy is sliding distance, D (C = 48.49%) while load, F (C = 30.93%) and sliding velocity, V (C = 14.53%) also has significant effect. Also, interaction of sliding velocity and load (C = 4.19%) has small influence but other interactions, load-sliding distance and sliding distance-sliding velocity does not have much influence on wear of the composite. An error of 1.2% is associated in the ANOVA table.
It is clear from the results that, dry sliding wear rate increases with rise in load and sliding distance. This is because as we increase the load, the surface friction between disk and specimen increases. Also, there is a rise in temperature at the area in contact, due to friction as a result of increase in sliding velocity. Due to the softening of matrix material, an increase in contact region occurs and hence more weight loss.
Table 5 represents results of ANOVA for SGM-epoxy composite (N2). It is clear from the table that load (C = 37.57%), sliding distance (C = 31.56%) and sliding velocity (C = 22.13%) has considerable influence on the response (wear). Also the load/sliding velocity interaction has a contribution of 4.17% while remaining interactions are neglected as they have negligible contribution towards the wear performance of the composite. Further it was observed that wear rate decreases on addition of glass particles in the resin. This is because of the brittle nature of the glass particles and also due to their self-lubricating property.
In the same manner it was observed from Table 6 for SGM/boron carbide-epoxy hybrid composite (N3), that the major contributing factor towards wear performance is the sliding distance (C = 38.86%) followed by load (C = 36.53%) and sliding velocity (C = 19.70%). On the other hand all the interactions have negligible effect on the wear performance of the composites and hence are neglected. Boron carbide is one of the hardest materials and therefore its addition in the composite results in reduction in wear rate compared to other composites under study. Researchers 8 have predicted that wear resistance of the polymer composites increases on inclusion of similar fillers such as silicon carbide.
It is clear from the ANOVA results for all the composites that wear loss rises with increase in sliding distance and applied load. But when compared to neat epoxy (N1), wear of the composite N2 (SGM/Epoxy) is less, since glass is hard and brittle materials. Due to further increase in the hardness and brittleness of the materials, on addition of boron carbide, the rate of wear of the hybrid composite (N3) further reduces.
Linear regression analysis
To establish a relation between the wear loss of the composites under dry sliding condition, and the process parameters, linear regression technique was applied. The generalized linear regression equation representing the factorial DOE and the response variable values for each experiment can be written as,

Where, W is weight loss due to wear and independent variables z1, z2 and z3 represents the parameters F, V and D respectively.18,19 Further, k1, k2, k3 are coefficients of the variables z1, z2, z3 respectively and k4, k5, k6, k7 are the interaction coefficients between z1 z2, z2 z3, z1 z3 and z1 z2 z3 respectively, for the chosen levels of the variables.
After evaluating all the coefficients of eq. 2, the regression equations for wear rate of the composites N1, N2 and N3 can be expressed as follows:
(a) Regression Eq. for N1 (Epoxy) is

(b) Regression Eq. for N2 (SGM-Epoxy) composite is

(c) Regression Eq. for N3 (SGM/B4C-Epoxy) composite is

Worn surface morphology
To understand the mechanism responsible for wear of the composites, SEM of the worn-out surfaces were obtained. From Figure 7, it is clear that under high loads, filler particles tend to disengage from the polymer matrix and results in abrasion among the two sliding surfaces. These detached particles change the mechanism to three-body abrasion from the earlier two-body abrasion, and protects the matrix material resulting in reduction of the rate of wear. 23
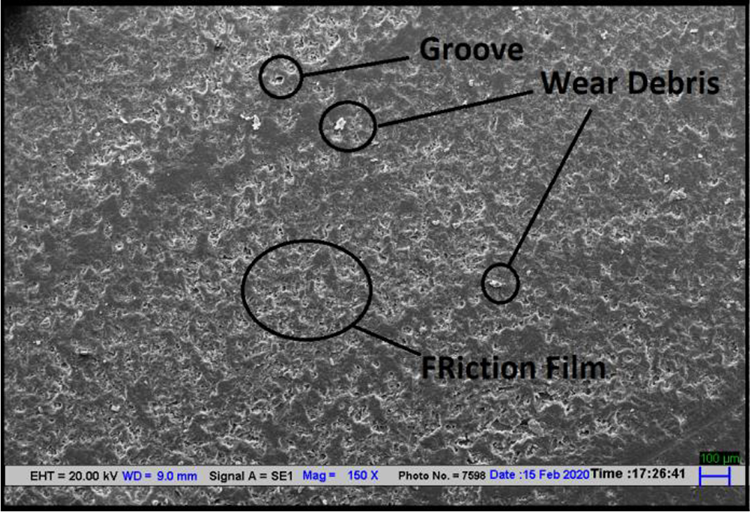
SEM of worn surface of N3 (40 N, 3 m/s, 4000 m).
Further, when hard fillers are added, the polymer (softer material) is subjected to lower load since the load is shared by the fillers, thereby reducing the damage of the epoxy sliding surface. These micro-fillers also help in the deposition of transfer film between the two sliding surface, which endorses the sliding of the surface of the epoxy polymer against its own transfer film, reducing the wear rate. The type of transfer film and its thickness, depending upon the type of filler and its content, may have significant effect on the change in wear rate.
Conclusions
Dry sliding wear of the particulate filled polymer-matrix-composites fabricated by mechanical stirring, was successfully analysed using Taguchi’s method. Addition of fillers improved the wear resistance of the polymers especially on addition of hard fillers such as boron carbide. ANOVA and regression analysis were used to study the influence of the processing parameters on the wear behaviour of the composites. Sliding distance and load were found to be the major influencing factors for wear of all the composites while sliding velocity has little influence. Worn-out surface features revealed abrasion, microploughing and adhesion as leading wear mechanisms in epoxy composites.
Footnotes
Acknowledgements
The authors wish to thank Prof. Lalit Thakur, NIT Kurukshetra, for the permission and help rendered in conducting the experiments.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.