
Abstract
The use of natural fibres as composite reinforcements is inevitable in view of developing a sustainable environment. When a natural fibre is extracted from a plant or ground or animal, they are prone to contain impurities and other unwanted substances. By removing these unwanted substances and by enhancing the strengths of the fibres, the reinforcements become predominant to carry the loads in a composite material and thus help the composite to acquire major mechanical properties. Hence, pretreatment methods are adopted for green fibres and it includes a series of chemical treatment, drying, heating in a furnace, and so on. These treatments help to enhance the surface roughness of the fibre, and thus, it increases the bonding strength with the surrounding matrix. The present study gives a clear picture of various pretreatment methods made in different research and their effect on the properties of the composite materials.
Introduction
A green fibre-based composite material is developed by reinforcing natural fibres in a synthetic or natural resin in required shapes. The characteristics of such new materials depend on several factors. The reinforcement properties and resin properties are a major concern, which decide the characteristics of the composite material.1-3 Apart from this, the operating conditions during fabrication and pretreatment methods adopted also play a vital role in fixing the composite properties. The various factors that affect the characteristics of a green fibre-based composite are shown in Figure 1. Natural fibres are extracted from various sources like plants, animals and minerals. Among the three types, plant- and mineral-based fibres are mainly focussed upon by the researchers in the last decade due to their availability and processing capability.

Factors influencing the properties of green composites.
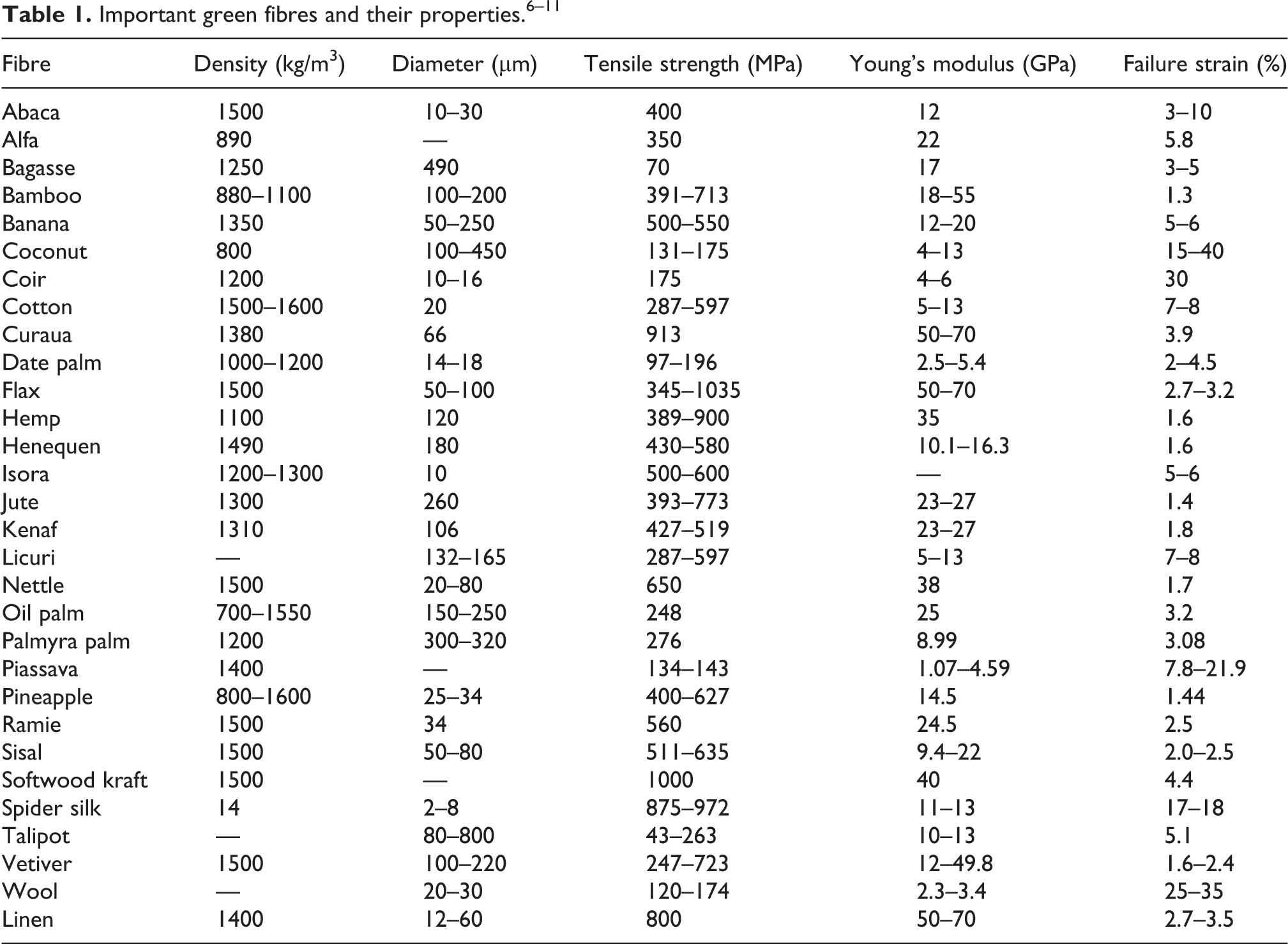
Plant-based fibres are derived from various parts of a plant like leaves, stems, fruits, grains and roots, whereas mineral fibres are derived from the underground and certain rocks.4,5 Several natural fibres have been extracted and they are subjected to severe pretreatments before usage as a proper reinforcement in a composite material. Some important natural fibres and their characteristics are presented in Table 1.6-11 On the other hand, the chemical composition of natural fibres has a dominant influence on the fibre characteristics. Cellulose is a semicrystalline substance with many hydroxyl groups giving hydrophilic properties to the surrounding matrix when a green fibre is reinforced in polymeric composites. 12 On the other hand, hemicellulose has an open structure with several hydroxyl and acetyl groups making it soluble in water and hygroscopic by nature. This causes the matrix to absorb moisture from atmospheric air. 13 Lignin is amorphous and contains phenylpropane elements in its chemical structure. This provides it to gain a small resistance against water absorption among other constituents. 14 The major chemical compositions of some important natural fibres are presented in Table 2.15-17

Among the chemical contents, celluloses add almost all characteristics to the fibre except water resistance, whereas hemicelluloses, lignin, wax and ash alleviate the properties of green fibre. Hence, chemical pretreatment is vital for all green fibres to remove unwanted substances. Alkali treatment is on such treatment, which removes the unwanted substances and adds the properties to green fibres. 18 Apart from enhancing the properties of the fibre, the pretreatment also improves the machinability of green fabric composites to a notable extent.19,20 The pretreatments, on the other hand, elevate the surface roughness of the fibre and make it more suitable to bond with the surrounding resin causing a strong bond between the fibre and the matrix. 21 On the other hand, physical treatments are also used with the help of gases like argon and plasma as mediums. Plasma treatment raises the mechanical properties like tensile strength, flexural strength and interlaminar shear strength of flax-reinforced composites to a considerable extent. 22 Several chemicals have been utilized for treating green fibres, and mostly, these treatments made a positive sign on the characteristics of green fibres. The present study gives a detailed picture of various chemical treatment methods and their effect on the characteristics of the fibre.
Alkali treatment
Compounds with hydroxide groups, such as sodium hydroxide (NaOH), potassium hydroxide, and so on, are commonly called alkali, and the treatment is said to be alkalination.23,24 Several research works have focussed on the influence of NaOH treatment on the mechanical strengths and other properties of the natural fibre composites. All these have proved that alkalination is one of the common methods of pretreatment and may be applicable for all-natural fibres. Alkali treatment has been given to jute fibre, and then, it is reinforced in the natural rubber matrix in the form of composite plates. Mechanical characteristics have been evaluated, and it is revealed that the interfacial bonding between the natural rubber matrix and the jute fibre is enhanced to a maximum extent with the help of alkali treatment. This improves the stress transfer mechanism effectively and thus increases the composite characteristics, such as tensile strength, tensile modulus and hardness. 25 During the alkali treatment, the OH present in the green fibre OH of the alkali forms H2O, O and Na ions, as shown in Figure 2. Alkali treatment has been given to vetiver fibres and the pretreated fibre is utilized as reinforcements in a polyester matrix to fabricate composite samples and reported that, alkali enhances the adhesive bonding between the matrix and the fibre. 26 In addition to the qualities discussed earlier, alkali treatment also reduces the spiral angle and raises the molecular orientation of the green fabrics. 27

Reaction of alkali with green fibre.
Alkali treatment has been done on three different green fibres, namely, flax, linen and bamboo, before reinforcing in the epoxy matrix. A characteristic analysis revealed that alkali alleviated the tensile strength and tensile modulus of all the three green fibre yarns. At the same time, it is observed that the tensile strength and bending strength of composites are improved by 22% and 16%, respectively, in comparison to the untreated samples. Also, it is reported that alkali treatment notably enhanced the adhesive strength between the fibre and the matrix. 28 Alkali treatment of flax and linen, on the other hand, improved the compressive strength, compressive modulus, shear strength and shear modulus of the composites but reduced the impact strength and damping ratio of the composites. The decrease in the impact strength and damping ratio is due to the alleviated interfacial adhesion between the fibre and the matrix during alkali treatment. 29 Several works have been done to study the influence of alkali treatment on different green fibre composites. Some of them and their effects are given in Table 3.
Influence of alkali treatment of green fibres on composite properties.
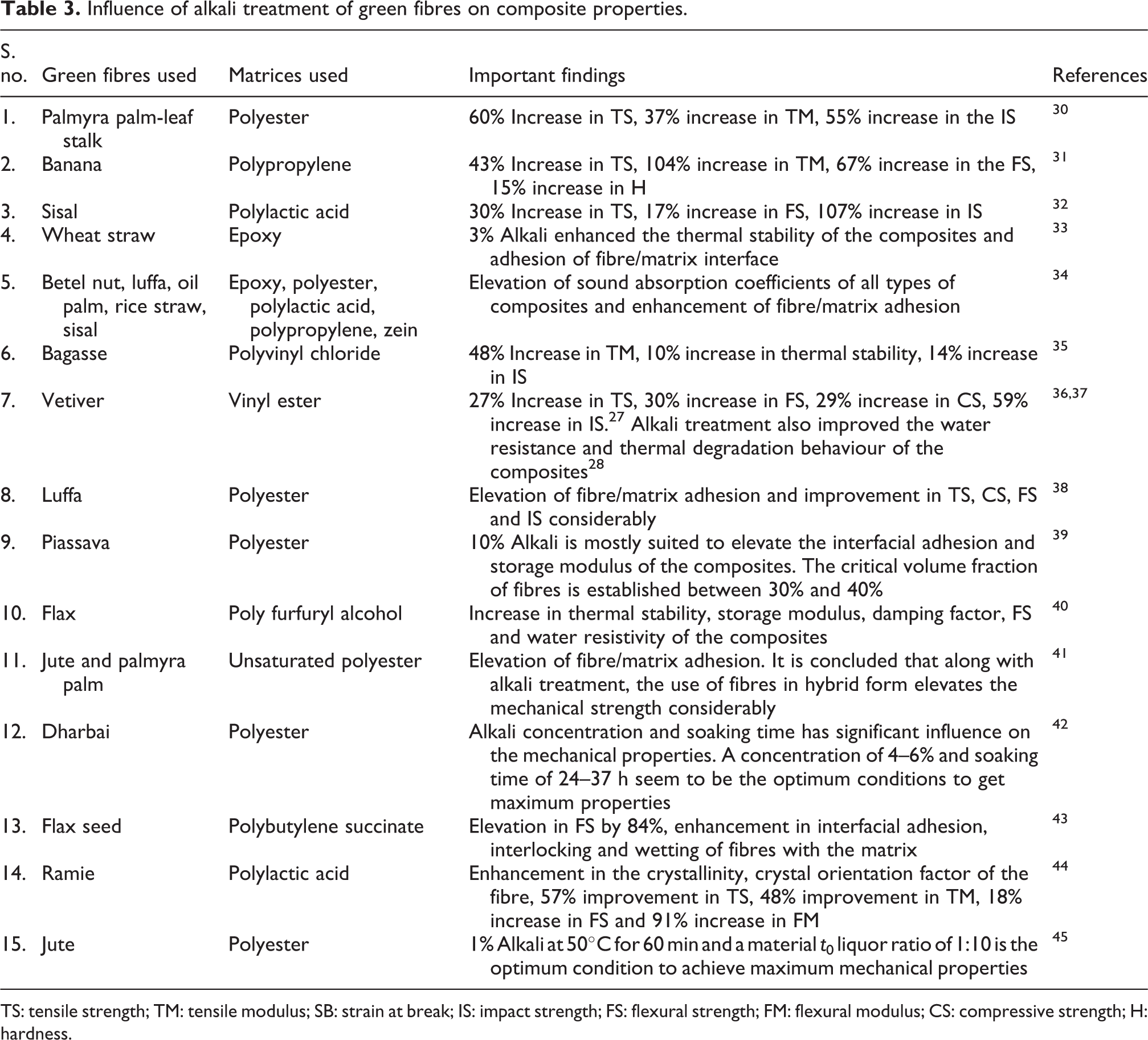
TS: tensile strength; TM: tensile modulus; SB: strain at break; IS: impact strength; FS: flexural strength; FM: flexural modulus; CS: compressive strength; H: hardness.
Acryl treatments
Acrylation is followed after the alkali treatment as a sequential procedure and is done with the help of acrylic acid (C3H4O2). Acrylation helps to reduce the hydrophilic nature of the fibre, thereby improving the strengths of the fibre. Studies on the influence of acrylation of sisal-reinforced phenolic plastics proved that acrylation enhanced two important properties, namely tensile and flexural strengths by 34% and 37%, respectively. In addition, acrylation also helped to improve the electrical strength and volume resistance of the composites by 37% and 43%, respectively. The water uptake ability of the composite is also found to diminish because of the replacement of the hydrophilic vinyl ester molecules present in the structure. 46 Acrylic acid has been used for pretreating banana fibres and is reinforced in the unsaturated polyester matrix to form composites. Mechanical and physical properties of the developed composites have been studied and showed that acrylic acid treatment enhanced the flexural strength, flexural modulus, impact strength and water resistivity of the composites to a notable extent in comparison to alkali-treated composites. Hence, acrylic acid treatment is superior to alkali treatment for enhancing the mechanical and physical properties of the composites. 47
Acrylonitrile (C3H3N) has been used as an agent for pretreating bamboo fabric mat and is reinforced in epoxy and polyester resins during composite preparation. A characteristic analysis of the prepared materials showed an elevation in the tensile strength and tensile modulus for both the resins. Also, acrylonitrile treatment of bamboo fabric drastically reduced the water-absorbing capacity of the composite from 75% to 14%. 48 A research study on the effect of acrylic acid treatment given to abaca fibre is made to study the mechanical properties. It is revealed that acrylic acid treatment enhanced the tensile strength and flexural strength of the composites to a maximum extent as compared to alkali and permanganate treatment. It is also reported that further elevation in the strength could be achieved by treating the abaca fabrics with benzendiazonium. 49 The effect on acrylonitrile grafting of Saccharum ciliare fibre is studied in another research and reported that the degree of chemical modification plays a vital role in deciding the properties, namely water resistance, chemical resistance and swelling behaviour. 50 In another research, bleached jute fabrics is surface modified by graft copolymerization using acrylonitrile and observed that the modification improved the thermal stability, breaking strength and dyeability of fabric to a maximum extent. 51 The length of fibre also plays a dominant role in deciding the strengths of the composite. A comparison between 3, 5, 7 and 9 mm length hemp fibres when treated with acrylonitrile showed the highest tensile strength with 5 mm fibre-reinforced samples. It is also suggested that 3 mm length is not sufficient to achieve maximum strengths of the composites. 52
Peroxidation
Peroxide contains the group O–O in the form ROOR. Hydrogen peroxide (H2O2) is used for treating vetiver roots before reinforcing it in the polyester matrix. Peroxidation is given to green fibres after alkali treatment. During the treatment, HOOH decomposes into HO′ radicals; HO′ then reacts with the H group of the green fibre, as shown in Figure 3. 26 Property analysis on the fabricated composites concluded that peroxide treatment enhanced all the mechanical properties, as compared to the alkali-treated sample and, in particular, it is reported that peroxide can improve the bending strength and elongation capacity of the composite to a notable extent.

Reaction of peroxide with green fibre.
Sisal fibres have been pretreated with alkali and then followed by H2O2. The treated fibres have been reinforced in polylactic acid matrix to form composite samples and an analysis of the mechanical characters is done. The results concluded that peroxidation enhanced the tensile strength, flexural strength and impact strength of the composites. It is also inferred that the water absorption of the treated fibre composite is much lower than that of the untreated fibre composites, and a witness on the enhanced thermal resistivity is observed with the treated fibre composites. 32 Peroxidation is given to oil palm mesocarp fibre and reinforced in polybutylene succinate matrix in the form of plates. The plates are then tested and seen that there is a 54% increase in the tensile strength, 830% hike in the tensile modulus and 43% hike in the strain at break as a result of peroxidation. 53 The rate at which a green fibre absorbs water increases with the number of days exposed. Peroxidized coconut husk-reinforced composites are generally stable against water absorption as a result of the removal of hemicellulose and lignin from the green fibre. 54 Peroxide treatment is one of the vital treatment methods in eliminating the lignin content from the green fibre. As a result, when the peroxidized green fibres are used as reinforcements in composites, it elevates its tensile and thermal properties. 55 A more or less similar result has been recorded during testing of peroxidized oil palm fibre-reinforced materials. 56
Benzoylation
Benzoylation is aimed to enhance all the important characteristics of the green fibre and is done using benzoyl chloride solution (C6H5C=OCl). Before benzoylation, the green fibre is treated with NaOH and then immersed in benzoyl chloride solution for several hours. Then, the fibres are washed in distilled water and dried in an oven. The chemical reaction between benzoyl chloride and the fibre is shown in Figure 4. A comparative analysis among three different chemical treatments, namely alkylation, peroxidation and benzoylation of vetiver-reinforced laminates revealed that benzoylation is superior in enhancing almost all the mechanical strengths of the composite. 26

Benzoylation of green fibres.
Influence of benzoylation of palmyra palm leaf-reinforced polyester laminates on the characteristics has been studied in a research and reported that benzoylation has a similar effect like the mercerization in enhancing the tensile strength and tensile modulus of the composites. Also, benzoylation alleviates the hydrophilic nature of the green fibre to a maximum extent and thus reduces the water-absorbing nature of the composites to a greater extent, as compared to mercerized green fibre composites. 30 When a green fibre is immersed in chemicals, in addition to the removal of unwanted substances, it is prone to change the dimensions. Many chemicals reduce the diameter of the green fibre as a result of the removal of unwanted substances and some may also reduce the length of the green fibre. Most of the chemicals are good in improving the surface roughness of the green fibre and especially benzoyl chloride is superior in doing that as compared to other chemicals. It has been proved that during benzoyl chloride treatment of sisal fibres, the crystallinity and surface roughness is elevated to a notable extent and thus makes the green fibre to effectively bond with the surrounding resin. This makes the composite to increase its thermal stability and mechanical strengths of the composites. 57
The properties of a green fibre could be elevated in several ways. Apart from the chemical pretreatment, there are also several other methods like hydrothermal treatment, microwave treatment, and so on. The effectiveness of these treatments is different for different green fibres. A comparison between hydrothermal treatment, microwave treatment, alkali treatment and benzoylation treatment of rice husk fibres revealed that, benzoylation is superior among the treatments in raising the physical and mechanical properties of the composites. Alkali treatment, hydrothermal treatment and microwave treatment, respectively, follow the benzoylation. 58 In another experimental study with jute fabrics, the effect of benzoylation has been compared with different chemicals, namely NaOH, NaClO2, acrylonitrile, acetic anhydride, potassium permanganate (KMnO4) and diphenylmethane diisocyanate. The results showed that benzoylation is most effective in elevating the mechanical properties and offers the highest resistance to water absorption. It is finally concluded that the enhancements in the characteristics are happened due to the proper interfacial adhesion at the fibre and matrix junction. 59 Characteristic investigations on benzoylated jute-reinforced epoxy laminates proved that benzoylation is on par with the silane treatment to elevate the storage modulus mechanical strengths and thermal stability of the composites. 60
Acetyl treatments
Acetylation is done using acetic anhydride ((CH3CO)2O) and acetic acid (CH3COOH). Before this chemical treatment, the green fibres are treated with alkali and is then followed by acetylation. During the acetylation process, acetic anhydride reacts with the OH group of the green fibre and forms acetic acid, as shown in Figure 5. Piassava fibres are pretreated with acetic anhydride and subjected to mechanical characterization. The results showed that the chemical treatment has a predominant influence on the storage modulus of the composites. Thee fibre/matrix adhesion is superior below the glass transition temperature of the composites. Above the glass transition temperature, the storage modulus is not influenced by the chemical treatment but primarily on the fibre volume fraction. 39 Investigations on the influence of acetic acid treatment to jute fibres reported that chemical pretreatment using acetic acid elevated the thermal stability and tensile strength of the composites. Also, it is observed that adding 2–4% nanoclay along with acetic acid treatment elevated the decomposition temperature of the composite by alleviating the coefficient of thermal expansion by 19%. The interlaminar shear stress is observed to increase by 20% compared to the untreated composite, and the storage modulus of the composite is also found to increase to a considerable extent.60,61

Acetylation of green fibres.
Acetylation of flax fibres has been done with acetic anhydride and then reinforced in the polypropylene matrix during composite synthesis. A water absorption study has been performed on the fabricated materials and showed that there is a 50% increase in the resistance to water absorption and the thermal stability is hiked to a notable extent due to the acetylation process. It is noted that the degree of acetylation plays a dominant role in deciding the mechanical strengths and an 18% acetylation is suggested to acquire a maximum of 25% elevation in the tensile and flexural strength of the composites. 62 A similar trend has been reported in another research on the banana empty fruit bunch fibre-reinforced polypropylene materials. It is witnessed that acetylation is better than alkali treatment in elevating the interfacial shear strength and mechanical properties, such as tensile strength, tensile modulus and impact strength. It is also noted that the acetylation process helped in uniform dispersion of fibres in the matrix that avoids defects like voids, microholes, and so on. 63 The behaviour of materials will change due to its age and due to the type of atmosphere it is used. Hence, hydrothermal ageing is an important phenomenon as several materials are subjected to thermal and moisture-filled atmospheres. The influence of hydrothermal ageing on the mechanical properties has been studied on the alfa fibre-reinforced polypropylene materials and found that at the beginning, the acetylated materials showed an elevation of 36% in the young’s modulus. After ageing, it is found that acetylated materials are far better in maintaining the properties, as compared to that of the untreated materials. 64 Several research have been done to study the influence of acetylation on different green fibre composites. Some of them and their effects are given in Table 4.
Influence of acetylation of green fibres on composite properties.

Permanganate treatment
During permanganate treatment, the green fibres are initially treated with an alkali and are followed by immersion of fibres in KMnO4/acetone solution. The fibres are then washed in distilled water and dried in an oven. During the permanganate treatment, the double bond between the oxygen and manganese of the permanganate breaks and the OH group of green fibre combines with the oxygen of permanganate, as shown in Figure 6. Permanganate treatment has been given to palmyra palm leaves fibre and then reinforced into polyester matrix during composite fabrication. Mechanical properties have been analyzed on the prepared materials and concluded that the permanganate treatment enhanced the flexural strength, flexural modulus and impact strength of the composites by 70%, 110% and 42%, respectively, in comparison to the untreated laminates. 30 Abaca fibres are pretreated with a 6% alkali solution for about 30 min and then washed in distilled water. The alkali-treated fibres are then immersed in 0.5% KMnO4 in acetone solution for 2 min. Then, the fibres are washed and heated in a furnace to remove moisture. The treated fibres are reinforced in the epoxy matrix to fabricate the composites and a property analysis is done. The results revealed that permanganate treatment is superior to alkali treatment in elevating the tensile strength and flexural strength of the composites. It is suggested that the strengths may be further elevated by treating the fibre with other chemicals like acrylic acid and benzene diazonium. 49

Permanganate treatment of green fibres.
Characteristic studies on the influence of KMnO4-treated Sansevieria ehrenbergii fibre composites reported that KMnO4 is the best treatment procedure for enhancing the tensile strength of the composites. It is also witnessed that the tensile strength drops with elevation in the water absorption period and the water absorption increases with the elevation in the water absorption period. It is suggested that the chemically treated composites are more suitable for body panels, bumpers, and interior parts of automobiles. 75 KMnO4 is used along with acetone for solid-to-liquid conversion and the liquid KMnO4 is used for pretreating the jute fibres. The pretreated jute fabric is reinforced in the epoxy matrix during composite preparation and a study on the characteristics is done. It is observed that the chemical treatment removed some portions of hemicellulose, lignin, pectin, wax and other covering materials, as a result, a strong bonding has been achieved between the fibre and the matrix resulting in the elevation of stress transfer capacity of the fibre. Moreover, it is noted that the hydrophilic nature of the composites is alleviated to a considerable extent. 76
Enzymatic treatments
Enzymes are one of the proteins available in living beings. Enzymes are secreted by the source and act as a catalyst during biochemical reactions to enhance the rate of reaction without any changes to themselves. Lipase, maltase, lactase, helicase, laccase, xylanase, trypsin, amylase, and so on are some examples of enzymes present in living beings. Enzymatic treatments help to improve the characteristics of green fibres to a notable extent. Banana fibres are treated with two types of enzymes, namely laccase and xylanase, at different concentrations and reinforced in polypropylene matrix during composite preparation. Mechanical strengths analysis of the developed materials revealed that a 20% concentration of xylanase provided a maximum increase of 21% for hardness, 69% for tensile strength, 189% for tensile modulus, 103% for flexural strength and 121% for impact strength of the composites. 32 Enzymes are very effective in destroying the pectin, hemicelluloses and lignin present in the green fibres, therefore, it alleviates the fibre diameter and elevates the fibre aspect ratio. Hence, enzymatic treatments create a high fibre/matrix interface area resulting in better adhesion between the fibre and the matrix. An elevated adhesion produces improved mechanical properties in a composite material. 77
Enzymes also make the green fibre to easily spun and weave during fabric preparation. The conditions under which enzymes are involved also decide the property of a composite material. Optimum conditions have been arrived for enzymatic treatment of banana fibres and are found to be at a temperature of 45°C, pH of 4.5 and for a time of 6 h. 78 Laccase is an effective enzyme to modify jute fabrics before reinforcement. Laccase acts as a mediator while grafting octadecylamine on to the jute surface and elevates the hydrophobicity of jute fibres. When the laccase-treated jute is reinforced into the polypropylene matrix, it enhances the tensile strength, tensile modulus strain at break and bonding of jute with the polypropylene effectively. 79 Enzymatic treatments alleviate the diameter of the green fibre. This is identified while testing flaxseed fibres after it is subjected to pectinase enzyme treatment. Pectinase enzyme removes pectin from the fibre that develops smooth fibres. Wax present in the green fibre is also removed during enzyme treatment and its rate depends on the time of exposure. Prolonged enzymatic treatment is necessary to achieve a better tensile and impact properties, hence, pectinase is more suitable for the treatment of flaxseed fibres. 80 Enzyme treatment increases the surface area of flax fibres, which is exposed to the surrounding matrix and enhances the thermal stability, crystallinity index and water resistivity. 81
Effect of coupling agents
Like the various chemical pretreatments, coupling agents also help to achieve a superior bonding between the fibre and the matrix, which in turn enhances the characteristics of the composites. Among the several coupling agents, maleic anhydride-modified polypropylene (MAP) and polybutadiene isocyanate (PBI) are used to modify aspen wood fibre composites. A comparison among pure polypropylene, untreated fibre composite and treated fibre composites has been done and shown that untreated fibre composites were poor in all aspects when compared to virgin polypropylene, thus, the effect of reinforcements is not achieved. However, the addition of 3% MAP and 5% PBI enhances the interfacial adhesion between the fibre and the matrix to a greater extent and thus elevates the tensile and impact properties of the composites. Thus, it is concluded that PBI is an effective coupling agent for aspen wood-reinforced polypropylene composites. 82 Investigation on the influence of succinic anhydride grafted oil palm fibre-reinforced composites proved that a 40% fibre loading is most suited to achieve a maximum tensile strength. It is also observed that the thermal stability of composites is increased due to the chemical treatment. 83
Silanes (SiH4) are also used as coupling agents for green fibres. Silane treatment decreases the number of cellulose hydroxyl groups present in the interface of fibre and matrix. The hydrolysable alkoxy group of silanes reacts with the moisture and forms silanols. Silanols then react with OH group of the green fibre and forms invariable covalent bonds with the cell walls, which are then chemically adsorbed to the surface of the fibre.84,85 The chemical reactions are shown in Figure 7.

Reaction of silanes with green fibres.
Bamboo fibres have been treated with six types of silanes, namely, γ-aminopropyltriethoxysilane (S1), 2-methoxyethoxy silane (S2), 3-aminopropyltrimethoxysilane (S3), N-octyltrimethoxysilane (S4), bistetrasulfide (S5), 3-trimethoxysilyl-propyl-methacrylate (S6), alkali and a combination of alkali and silanes before reinforcement in the matrix. A comparative property analysis among the developed composites revealed that the tensile modulus of silane-treated samples is inferior to that of the untreated samples. At the same time, the tensile strength of the alkali treated sample is 55% higher than that of the untreated sample. Also, it is observed that the fibres treated with both alkali and silane are superior in properties as compared to that of only silane-treated samples. Hence, it is concluded that alkali treatment is an important procedure before providing the green fibres with silane coupling. 86 Oligomeric siloxane is another coupling agent, which has a high capacity to enhance the characteristics of green fabrics. Jute fibres are initially treated with alkali and then followed by oligomeric siloxane before reinforcement in high-density polyethylene. Mechanical properties on the treated bamboo fibre composites have been analyzed and reported that there seems to be a 34% hike in the tensile strength, a 49% increase in the flexural strength and a 169% hike in the interlaminar shear strength as a result of chemical modification. 87 Hence, coupling agents are well proven to be the best way of modifying the green fabrics. Several works have been done to study the influence of coupling agents on different green fibres. Some of them and their effects are given in Table 5.
Influence of coupling agents of green fibres on composite properties.
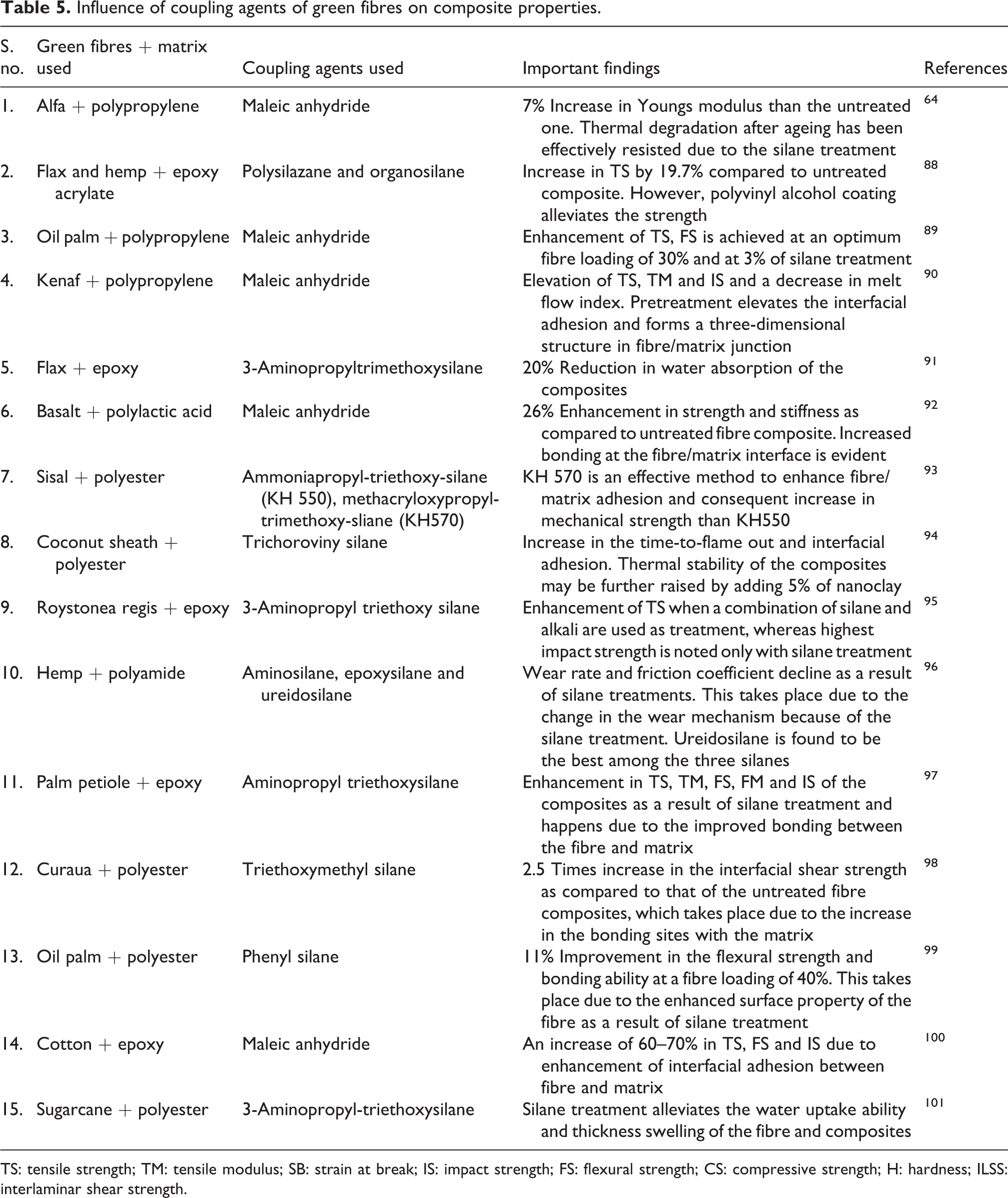
TS: tensile strength; TM: tensile modulus; SB: strain at break; IS: impact strength; FS: flexural strength; CS: compressive strength; H: hardness; ILSS: interlaminar shear strength.
Other chemical treatments
Dimethylacetamide treatment
Apart from the discussed treatment methods, there are several other chemicals that are occasionally used in research. One among those is the N, N-dimethylacetamide (DMA), which has been used to treat jute fabrics before reinforcement in styrene-co-acrylonitrile resin. Composites have been formed in the form of panels and subjected to strength assessment. It is observed that DMA treatment to jute fabrics produced an impact strength of 20 KJ/m2, a flexural strength of 42 MPa and a compressive strength of 61 MPa, which are the highest among the fabricated samples. It is also noted that there is an enhanced interfacial bonding of jute with the matrix and offered a maximum resistance to moisture absorption. 102
Polyhydroxybutyrate treatment
Polyhydroxybutyrate (PHB) is a synthetic polymer used mainly as a matrix during composite preparation. It is also used as an agent for treating green fabrics to enhance the properties. Jute fabric is treated with NaOH and PHB before incorporating it into the vinyl ester matrix and an investigation on the characteristics is done. It is observed that the chemical treatments do not have any influence on the flexural strength and flexural modulus when the composites are in a state of dry condition but the impact strength is found to be higher as compared to the untreated fibre composites. The water resistance behaviour is found to be more with the PHB-treated composite as compared to alkali-treated and untreated composites. The impact energy of the composite seems to increase drastically due to the PHB treatment as this occurs due to the formation of ductile PHB layer around the fibre, which elevates the energy during fracture. 103
Chromium sulfate and sodium bicarbonate treatments
Fibres extracted from ladies finger plant are subjected to alkali treatment, chromium sulfate treatment and a combination of chromium sulfate and sodium bicarbonate treatment. A comparison among the three revealed that alkali treatment has elevated the surface roughness by eliminating the hydrophilic hemicellulose present in the fibre, whereas the remaining treatments alleviate the surface roughness by forming a thin layer on the fibre and an improved chemical bonding with cellulose of the fibre. It is also noted that the tensile strength and tensile modulus of the fibre have been increased due to the surface treatments. As the span length goes up, there is a drop in the tensile strength and Young’s modulus, whereas there is no significant improvement in the thermal stability. The overall performance of double stage chemical treatment is found most satisfactory as compared to the alkali and single-stage treatments. 104
Stearic acid treatment
A 1% of stearic acid is liquified in ethyl alcohol and used as an agent to treat Phoenix pusilla fibres. The fibre is then dried and reinforced in the polymer matrix in the required shapes for mechanical testing. It is revealed that the stearic acid treatment increased the roughness of the fibre, which happened due to the removal of hemicellulose, oil and wax present in the fibre. Moreover, the surface treatment reduced the amorphous nature of the fibre by elevating the crystallinity index. This made the fibre to be more stable against an elevated atmosphere and it is confirmed that the tensile properties are substantially improved due to the stearic acid treatment. 105 In another research, stearic acid is used as an agent for the treatment of banana fabric-reinforced polyethylene composites, and it is recognized that stearic acid helped the banana fibres to improve its elastic modulus and the bonding capacity with surrounding resin. 106
Fire-retardant treatments
Some chemicals are specifically used to elevate some properties of the green fibre with a sacrifice in common properties. Ammonium phosphate and aluminum hydroxide are well-known fire retardants and are primarily intended to hike the fire resistance of the green fibres. The fire resistance of the green fibre goes up with an elevation in the fire-retardant composition. For flax fibres, a fire-retardant content of 20–30% would be an optimum amount for enhancing the fire resistance. On the other hand, the fire-retardant treatment reduces some other properties like tensile strength and tensile modulus of the composites to a notable extent. 107 Thus, depending on the application where a composite material is used, fire retardants could be used as surface modifiers at the loss of some common mechanical properties.
Hydrochloric acid treatment
Hydrochloric acid (HCl) is another chemical used for the pretreatment of green fibres and is done by immersing the green fibres in the aqueous solution of HCl for about 2 h. After the treatment, the green fibres are washed several times and heated in a furnace to remove the moisture. HCl-treated oil palm fibres show a low degree of swelling in moisture and happen due to the improvement in the cross-linking density between the fibre and polymer. Due to this fibre–polymer interaction, the other properties, such as load-bearing capacity, dynamic mechanical properties and ageing resistance of the composites, also increase and this could be evidenced by an elevated storage modulus and an alleviated mechanical loss factor. Hence, HCl is an effective agent to hike the characteristics of oil palm fibre-reinforced materials. 108 On the other hand, HCl in comparison with NaOH does not enhance the interlaminar shear strength of kenaf fibres when tested for single fibre pull-out test. The fibre experiences brittle and ductile failure during the test as a result of HCL treatment. 109
Sodium chlorite treatment
Sodium chlorite (NaClO2) is mainly intended to bleach the green fibres in an acid solution. During the treatment, NaClO2 forms chlorine dioxide. Chlorine dioxide then reacts with the lignin and hydrophilic hemicellulose present in the green fibre and removes off the lignin from the fibre. Finally, the hydrophilic property of the fibre is changed and the fibre becomes hydrophobic. Also, the delignification of the green fibre makes it more flexible and reduces the stiffness. 84 Apart from the enhancement in the hydrophobic nature, NaClO2 along with alkali improves the tensile strength and makes the material more suitable to work under moisture.110,111
Comparison between treated and untreated green fibre composites
A comparative analysis has been done between treated green fibre composites and untreated green fibre composites to justify the significance of chemical pretreatments. A summary of the analysis is presented in Table 6.
Comparison between treated and untreated green fibre composites.
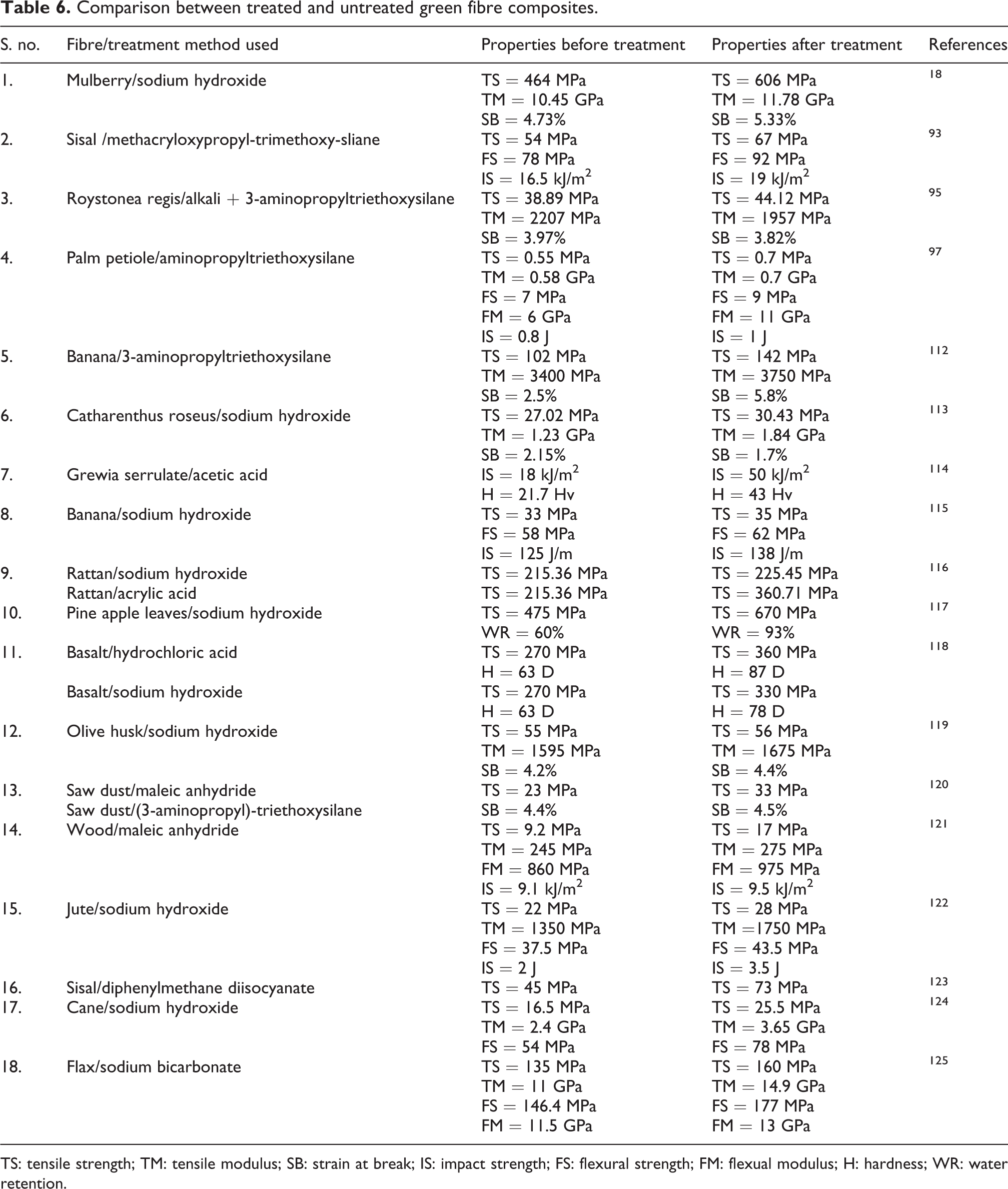
TS: tensile strength; TM: tensile modulus; SB: strain at break; IS: impact strength; FS: flexural strength; FM: flexual modulus; H: hardness; WR: water retention.
Conclusions
To make the green fibres more suitable for reinforcing in polymer-based materials, the basic nature of the fibre is to be modified. The surface modification of fibre could be done by several chemicals and these have a specific effect on the fibre. The important properties may include mechanical strengths, moduli, interlaminar shear strength, bonding ability, water and chemical retention, flammability, thermal strengths, and so on. Among the different chemicals, NaOH is proven to be the best in elevating the majority of the characteristics of the fibre. This is revealed by research works done on many fibres, such as banana, sisal, bagasse, vetiver, luffa, flax, jute, and so on. It has been proved that NaOH is effective in enhancing the interfacial adhesion between the fibre and matrix and thus elevates the composite tensile properties up to 60%, impact properties up to 107% and flexural properties up to 91%. In addition, NaOH elevates the interlocking and wetting of fibres with the matrix, thermal stability and storage modulus of the composites. On the other hand, silanes and other chemicals, such as acrylic acid, acetic acid and other coupling agents, are also effective in enhancing some of the surface properties of green fibres. Each chemical has a significant effect on improving a property of the fibre. Hence, the selection of chemicals depends on the typical application of the green fibre materials. Sometimes, depending on the type of atmosphere where the fibre is utilized, two or more chemical treatments are necessary to make it suitable for usage. The working conditions, such as the concentration of chemicals, temperature involved, duration, and so on, are to be seriously taken during the treatments as they have a direct impact on the characteristics of the fibre. Hence, a chemical treatment with a proper operating condition becomes more important for green fibres before composite fabrication.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.