
Abstract
New eco-friendly composites consisting of castor oil-based polyurethane (PU) resin, wood sawdust, and rubber tire powder were produced, and the morphological, physical, and flexural properties were investigated. The composites were composed of varying the concentration of the PU matrix (30, 40, and 50 m%) and the wood-to-rubber ratio of the disperse phase (100/0, 90/10, 80/20, 70/30, 60/40, and 50/50 m%/m% wood/rubber, respectively). The morphology of the composites was studied by optical microscopy and scanning electron microscopy, and the flexural properties, water absorption (WA), and thickness swelling (TS) were also investigated. The analysis of variance was used to study the effect of each factor (PU content and wood/rubber ratio) on the characteristics of the composites. PU/wood/rubber composites were successfully molded and their characteristics are promising for commercial use. According to the results, the composites presenting higher wood content (high wood/rubber ratio) showed higher modulus of rupture and modulus of elasticity values, although the addition and the increase of rubber content decreased these properties. Moreover, increasing PU or reducing the wood/rubber ratio significantly reduced the WA and TS, improving dimensional stability.
Keywords
Introduction
Environmental concerns have been stimulating the manufacture of products using recycled or recovered materials, resulting in the development of more environmentally friendly materials and products. Recycling and reutilization of materials after their end-of-life have been investigated in several studies, aiming to identify the best destination of different residues.
Additionally to their ecological advantages, recycling and reutilization are also attractive considering the possibility of cost reduction. 1 In this context, some residues, for example, wood sawdust and rubber tire powder, have enormous potential for the production of new and less expensive polymer matrix composites.
Some advantages of using wood in the manufacture of composites are the relatively low density of this material, its low cost, the development of more resistant composites than the original wood itself, and the possibility of creating different sizes and shapes for the new products. 2 Wood has high performance and processing capability, as well as a porous structure, which provides excellent bonding ability with different types of polymers. 3 Despite its advantages, wood particles are highly hygroscopic. Moisture can cause swelling or decreasing in cell walls while wood absorbs and loses water, respectively, causing dimensional changes. 1 In addition to being dimensionally unstable, wood is easily attacked by fungi and insects, limiting its application. 2
In the last decades, the rubber industry is undergoing a huge challenge to find viable ways of recycling the increasing amount of discarded rubber. 4 According to Yang et al., 5 it is possible to use tire rubber in practically all environmental conditions, because of its ability to withstand hot and cold climates. Tire rubber is also widely modifiable and is inexpensive.
The tire residue is an interesting material for use in polymer matrix composites aiming to obtain new properties, cost reduction, reduce environmental impact, and a nonexhaustive polymer product market. 6 Composites containing waste tire rubber are promising as they are lightweight, present high elasticity, energy absorption, acoustic, electrical and thermal insulation properties, durability, and abrasion resistance.1,3,7 In addition, rubber tire particles are almost completely hydrophobic and, hence, minimally affected by moisture. 1
Former studies concerning the manufacture of polymer matrix composites containing rubber and wood have been conducted using different polymer matrices. Among them, the most common ones are based on urea-formaldehyde, melamine-formaldehyde, urea-melamine-formaldehyde, and phenol-formaldehyde. These materials exhibit serious health and environmental problems due to the release of formaldehyde,8,9 and their use is restricted in countries with strict environmental controls. 10 To replace these formaldehyde-based polymers, some studies were carried out with polyurethanes (PUs). PU is formed by two main components, a long-chain polyol and a diisocyanate, which react forming a urethane group. 11 PU has developed a high reputation due to its reliability and high performance in the production of composites. 8 PUs are more compatible with vegetable fibers than other resins as a result of the possible reaction between hydroxyl groups present in cellulose fibers with isocyanate groups. 12 For the manufacture of polymer matrix composites, PU also presents advantages compared to polyesters and vinyl-ester resins, such as fast cycle times, high toughness, and absence of styrene emission during the curing process. 13 Castor oil, a renewable vegetable oil possessing hydroxyl groups, is a promising raw material for the manufacture of castor oil-based polyurethane resins (COPRs).11,14,15 These resins are partially derived from a natural and renewable source and are classified as impermeable and nonenvironmentally aggressive.10,16,17
The manufacture of polymer matrix composites containing wood or rubber tire particles has been studied. Ayrilmis et al. 1 investigated the influence of the addition of waste tire rubber in particleboards and observed that wood particles and recycled tire rubber can be successfully combined in the manufacture of these products. Two types of resin, melamine-urea-formaldehyde and polyisocyanate, were used as matrix. The ratio of tire rubber to wood particles and the type of resin significantly affected the properties. In addition, the rubber particles improved the water absorption (WA) resistance of the boards produced due to their hydrophobic properties, although the modulus of elasticity (MOE) and the modulus of rupture (MOR) decreased.
Jun et al. 18 investigated the viability of producing composites containing wood and rubber using a combination of urea-formaldehyde and polymeric methylene diphenyl diisocyanate (PMDI). This study showed that the temperature, pressure, and time significantly impact the MOR. Moreover, the density of the panels affected the MOR, MOE, and internal bond strength. Another study investigated the acoustic properties of composites based on wood and tire rubber, also using urea-formaldehyde and polymeric PMDI, and it was observed that increasing the amount of both rubber and PMDI improved the acoustic insulation characteristics of the composites. 19
Song and Hwang 3 investigated compression molded composites consisting of wood fiber, recycled tire rubber and methylene diphenyl diisocyanate (MDI), and observed that the impact strength significantly increased with the addition of rubber. In contrast, higher values of MOR, bending modulus, tensile strength, and MOE were observed with the increase in the wood-to-rubber ratio and MDI content.
De Campos et al. 10 used COPR in the manufacture of medium-density fiberboard (MDF) panels containing Pinus fiber, and the samples obtained showed higher property values than those recommended by European standards, indicating that COPR can be used as a substitute for toxic adhesives. The manufacture of COPR particleboards containing Tauari wood waste was also investigated, and the authors observed that the physical and mechanical properties of the composites were compatible with those required to commercial and industrial use. 20
Silva et al. 21 developed COPR composites reinforced with sisal and coconut fibers to evaluate fracture toughness. The obtained results report that the sisal fiber obtained superior performance to the coconut fiber.
Fiorelli et al. 22 developed composites reinforced with coconut fibers using COPR or urea-formaldehyde as a matrix phase. The panels produced presented sufficient mechanical properties for their use in civil construction and agricultural purposes. In addition, the composites of COPR presented better results compared to those from urea-formaldehyde resin. Furthermore, the microscopic analysis indicated that the COPR was located in the spaces between the particles, contributing to the improvement of the physical and mechanical properties.
The influences of surface treatment, the length, and the mass content of banana fibers on COPR composites were investigated by Merlini et al. 23 The results demonstrated that the treatment with a sodium hydroxide solution, as well as the increase in fibers content, led to an increase in tensile strength and shear interfacial stress.
Considering the sustainable appeal of the modern world and the opportunities which the reuse of materials provides to the industry, to obtain subsidies for the conception of new products that meet the pillars of sustainable development (environmentally friendly, socially just and economically viable), the possibility of combining residues to obtain new composites, using nontoxic and eco-friendly polymers, is very important.
Differing to previous studies in the literature, here, the minimum COPR content was defined as 30 m% for a simple and better homogenization of the particles during the mixing, allowing an efficient forming process to achieve noble properties, qualifying the developed composites for applications with greater demands, justifying costs increase with COPR against inexpensive values of tire powder and sawdust.
Therefore, this research presents the development and characterization of new castor oil-based PU composites containing eucalyptus sawdust and rubber tire powder. The influence of PU content and wood-to-rubber ratio on the morphological, physical, and flexural properties of the composites was investigated using the analysis of variance (ANOVA), leading to solid conclusions.
Experimental
Materials
The wood sawdust (a mixture of Eucalyptus saligna, Eucalyptus microcorys, and Corymbia citriodora) was obtained from Madeireira São Luiz (Tupandi, Rio Grande do Sul, Brazil). The wood sawdust was sieved, and the particles which passed the 12 mesh (1.680 mm) and retained in the 20 mesh (0.841 mm) sieves were used for the production of the composites.
The tire rubber powder was supplied by Usina da Borracha Ltda (Novo Hamburgo, Rio Grande do Sul, Brazil). The powder was sieved and the particles which passed the 40 mesh (0.420 mm) sieves were used for the manufacture of the composites. Approximately 48 m% of the rubber powder used presented particle size between 0.297 mm and 0.420 mm, and the remaining part of the rubber (52 m%) exhibited particle size smaller than 0.297 mm.
The COPR used was the IMPERVEG® AGT 1315, purchased from Imperveg Polímeros Ltda (Aguaí, São Paulo, Brazil). It is a system consisting of a prepolymer and a polyol. According to the manufacturer, this resin presents low viscosity at room temperature, exhibiting a pot life of approximately 15 min, and it is free of solvents and does not release volatile organic compounds.
Preparation of the composites
The composites were prepared using the COPR matrix in the proportion provided by the manufacturer, using one part of prepolymer to 1.5 parts of polyol (1:1.5 by volume).
The rubber tire powder was added to the wood sawdust, obtaining the following wood/rubber ratios, respectively: 100/0, 90/10, 80/20, 70/30, 60/40, and 50/50 m%/m%. The resin concentrations studied were 30, 40, and 50 m% of COPR, considering the total mass of the composites. All the composites were prepared to reach a nominal density of 860 kg·m−3. The materials were mixed manually in a plastic recipient with a glass rod for 1 min. The preparation of PU composites by manual mixing of the compounds was previously employed by other authors. For example, Wechsler et al. 24 manually mixed 20 m% of PU with 80 m% ground macadamia nutshells. The homogeneity of the composites obtained in the present study was confirmed by microscopy analysis, as described below. After homogenization, the blends were placed in a steel mold having dimensions of 108 × 108 × 5 mm3, lined with a polyethylene film as a release agent, and compressed in a hydraulic press heated at 100°C under 2.45 MPa of pressure for 5 min.
Composites containing different COPR contents (30–50 m%) and wood-to-rubber ratios (100/0 to 50/50 m%/m% wood/rubber, respectively) were molded. All the formulations showed homogenous impregnation of the wood and rubber particles by the COPR. The minimum COPR content was defined as 30 m% since the manual homogenization of the particles during the mixture was difficult using lower COPR contents. Table 1 presents the compositions of all the samples studied. Three replications of each sample were obtained.
Compositions of the COPR/wood/rubber tire composites studied.

COPR: castor oil-based polyurethane resin.
Characterization methods
The morphology of the wood sawdust, rubber tire particles, and the composites was investigated by optical microscopy (OM) and scanning electron microscopy (SEM). OM micrographs were obtained using a trinocular DI-106 T stereoscope (Digilab, Piracicaba, SP, Brazil). The samples were observed after sandpapered using the following grit size sequence: 100, 200, 400, 600, 1000, and 1200.
SEM micrographs were obtained from the fractured surface of the composites. The composites were fractured after immersion in liquid nitrogen for approximately 1 min. Subsequently, all samples were dried in an air circulation oven at 80°C for 20 h and kept in a desiccator until the analysis. The micrographs were obtained in a Phenom G1 microscope (FEI Company, Hillsboro, OR, USA), using an electron acceleration voltage of 5 kV.
Differential scanning calorimetry (DSC) and thermogravimetric (TG) analysis were conducted in a simultaneous thermal analyzer STA 449 F3 Jupiter (Netzsch, Selb, Germany) for evaluating the thermal properties of the wood sawdust and the tire rubber. The samples were investigated from 30°C to 900°C at a heating rate of 10°C·min−1 under nitrogen atmosphere (50 mL·min−1), using platinum–rhodium crucibles.
For the verification of the density, the dimensions and the mass of the composites prepared were measured after the compression molding process.
From the composite boards produced, test specimens were machined using a straight end mill corn teeth style with a rotation of 13,000 r·min−1, a depth of 0.75 mm, and a cutting rate of 0.7 m·min−1.
For the characterization of the flexural properties, which determines the MOR and MOE, test specimens with dimensions of 100 × 5 × 5 mm3 were used based on ASTM D790 (procedure A). 25 The test was performed on a DL2000 (EMIC, São José dos Pinhais, PR, Brazil) equipment using a rate of crosshead motion of 2.1 mm·min−1.
It was also possible to determine the modulus of flexural toughness (Utf) through the results obtained from the flexural tests using equation (1):

where Pmax is the maximum load (rupture) reached in the test, υmax corresponds to the maximum deformation reached at the maximum load, S is the cross-sectional area, and L is the length of the specimen.
Thickness swelling (TS) and WA tests were performed using test specimens with dimensions of 20 × 20 × 5 mm3. Six specimens, two for each replicate, were analyzed based on the ASTM D1037 standard. 26 The test specimens were placed in an oven at 60°C for 24 h for conditioning and cooled to room temperature for 24 h. After the measurement of the mass and thickness, the specimens were submerged in distilled water for 24 h, and then, the mass and thickness were measured again.
Statistical analysis
Three replications were randomly performed for each of the 18 different formulations (see Table 1) to determine the mechanical properties of MOE, MOR, and Utf . For WA and TS tests, three replications were performed and, for each replication, a repetition of the measurement was also conducted.
The ANOVA, considering a 99% confidence level, was used to analyze the effects of the main factors (resin concentration and the wood-to-rubber ratio) as well as the interaction between the factors on the MOR, MOE, Utf, WA, and TS properties. After the ANOVA, Tukey’s test was also performed with a 99% confidence level to identify the difference or the equivalence between the average results of the pairs of treatments. 27
Results and discussion
Characterization of the wood sawdust and rubber tire rubber
Figure 1 shows the SEM micrographs of the rubber tire particles and the wood sawdust (Figure 1(a) and (b), respectively). One can observe that the rubber particles presented surfaces varying from planar to irregular. The wood sawdust particles were bigger than the rubber ones and presented voids inside irregular fiber-like particles (Figure 1(b)).

SEM micrographs of the particles: (a) rubber tire and (b) wood sawdust.
Figure 2(a) and (b) shows the TG and the first derivative of mass loss (DTG) results, respectively. From the DTG data, the overlapped peaks were decomposed applying the Gaussian deconvolution method for clarification of the mass loss events; the determination coefficients (R2) obtained for the deconvolution fits were higher than 0.97. The TG results (Figure 2(a)) show that the wood sample has approximately 10 m% of water (mass loss started below 100°C) and presented the smallest residual mass (12.4 m%). From the DTG results (Figure 2(b)), it was observed that the thermal decomposition of wood presented three overlapped peaks (ranging from 200°C to 500°C); the first peak is associated to hemicellulose, the second peak to cellulose, and the third decomposition, observed in the range of 400°C to 500°C, is related to lignin.28,29

Thermal analysis results of wood, rubber, and sample 16 (30 m% of COPR and 50/50 wood/rubber ratio): (a) TG results and (b) DTG results.
Figure 2(a) and (b) also shows that the rubber does not present significant mass variation up to approximately 200°C; between 200°C and 300°C, there is a reduction in the mass of the rubber sample, associated with the loss of additives, such as extender oils; the residual mass of rubber was 35.3 m%, probably related with the presence of fillers (such as carbon black and mineral fillers). 30 From the DTG curve (Figure 2(b)) of the rubber, three mass loss events are observed: the loss of additives (starting at ca. 200°C), degradation of natural rubber (300–450°C) and degradation of synthetic rubbers, such as styrene–butadiene rubber (SBR, 400–500°C).30,31
The TG and DTG results for sample 16 are also shown in Figure 2. Sample 16, which has 30 m% COPR, and 50/50 wood/rubber ratio presented intermediate TG and DTG results, compared to those of the wood and the rubber, as expected. One can observe a mass loss starting below 100°C (ca. 3.5 m%) due to water present in the wood fraction, and a residual mass of 24.6 m%. Zhang et al. 32 observed initial degradation temperatures (loss of 5 m%) above 300°C, independent of the molar ratio of castor oil polyols.
From the DSC results (Figure 3), endothermic peaks are observed for the wood and sample 16, which are associated with water loss. From the DSC curve of the rubber, no significant event was observed; this behavior was expected since its glass transition temperature is predicted to be found in lower temperatures than those investigated.
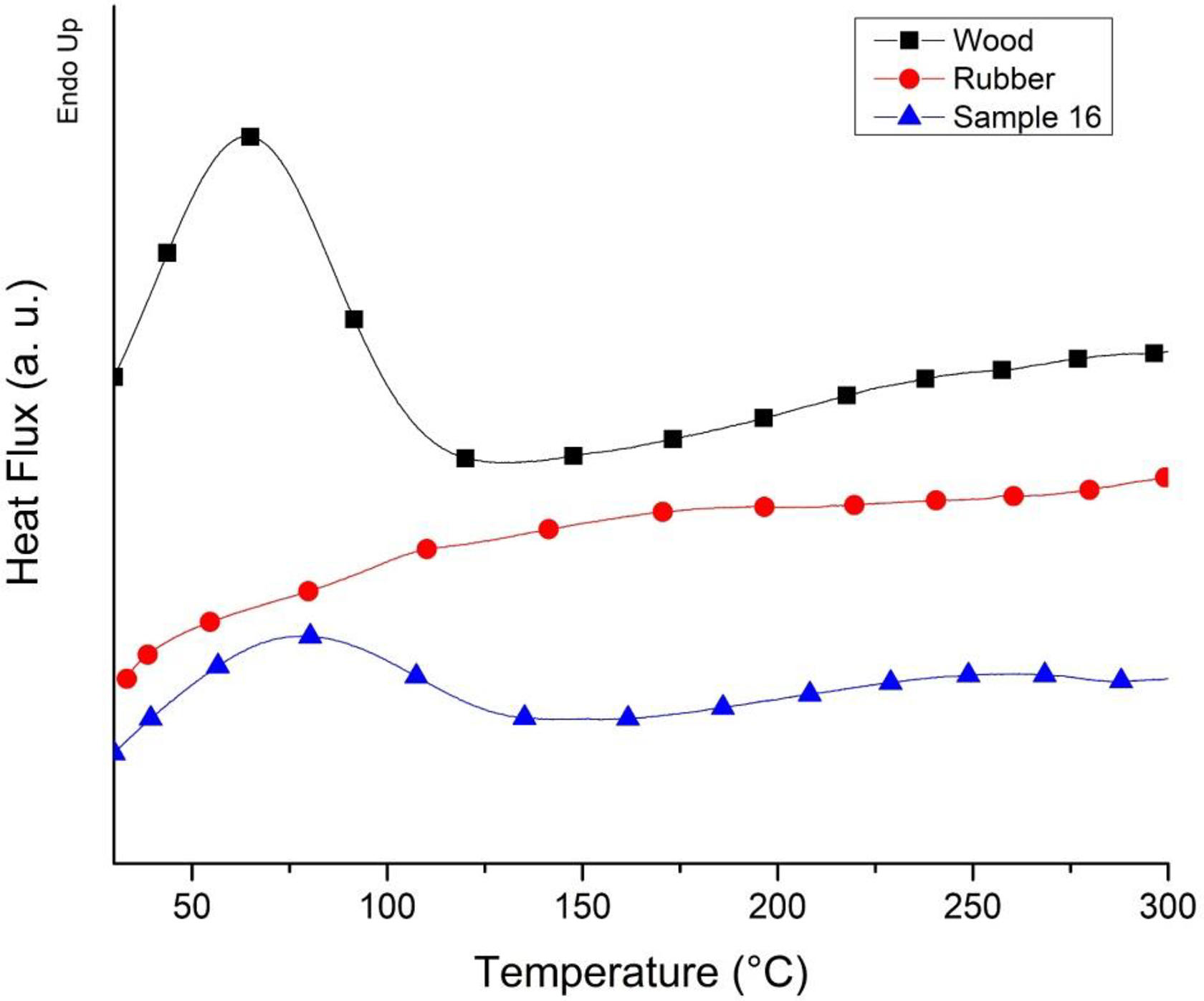
DSC results of wood, rubber, and sample 16 (30 m% of COPR and 50/50 wood/rubber ratio).
Morphology of the composites
Figure 4 shows the OM and SEM micrographs of the composites: (a) OM and (b) SEM of sample 1, containing 30 m% of COPR and 100/0 wood/rubber ratio; (c) OM and (d) SEM of sample 16, containing 30 m% of COPR and 50/50 wood/rubber ratio; (e) OM and (f) SEM of sample 18, containing 50 m% of COPR and 50/50 wood/rubber ratio. OM images show well dispersed, randomly oriented particles. SEM images emphasize the disperse phase–matrix interface.

Morphology of the samples: (a) OM and (b) SEM micrographs of sample 1 (30 m% COPR and 100/0 wood/rubber ratio); (c) OM and (d) SEM micrographs of sample 16 (30 m% COPR and 50/50 wood/rubber ratio); (e) OM and (f) SEM micrographs of sample 18 (50 m% COPR and 50/50 wood/rubber ratio).
From the OM images (Figure 4(a), (c), and (e)), it is possible to observe that the wood particles are randomly distributed in all formulations analyzed and there is a clear distinction of the interface between COPR-wood and COPR-rubber. From the OM micrographs, it is also possible to identify light areas in images, which apparently consists of COPR-rich phases segregated from the particles.
From the SEM images (Figure 4(b), (d), and (f)), it is possible to identify some gaps at the interface between the wood surface and the matrix (clearly seen in Figure 4(b)). These gaps were not distinctly identified in the COPR-rubber interface, indicating an apparently better interface for the COPR-rubber than that observed for the PU matrix and wood sawdust. The nature of the wood particles can be responsible for the morphology observed since the sawdust particles are irregular and intrinsically present a rough surface and internal porosity, as observed in Figure 4(b), (d), and (f).
Some voids (hollow areas) in the COPR matrix were also observed in the micrographs, evidenced in the SEM images (Figure 4(b), (d), and (f)), which are attributed to the released carbon dioxide (CO2) resulting from the reaction of isocyanate with water during COPR polymerization. 33
Mechanical properties
Figure 5(a) and (b) shows the MOR and MOE of the composites studied, respectively. According to Figure 5(a), the resin concentration factor has a marginal effect on the MOR. However, the wood-to-rubber ratio affects this property, increasing the rubber content tends to reduce the MOR values. According to Hein and Brancheriau, 34 the MOR value of eucalyptus wood is ca. 76 MPa, much higher than the MOR values observed in this study. Therefore, it is expected that an increase in the wood content leads to an increase in the MOR. Moreover, the MOE, as observed in Figure 5(b), is remarkably influenced by the wood-to-rubber ratio, in which an increase in the rubber fraction decreases the MOE. The effect of COPR concentration on the MOE is also evident for the samples without rubber (100/0 wood/rubber ratio). The observed behavior can be associated with the differences in the elastic modulus of the individual components of the composites, as the wood shows much higher stiffness than COPR and rubber. 3 Previous studies identified elastic modulus of ca. 160 MPa for a COPR, 12 ca. 12,500 MPa for eucalyptus wood, 34 and 9–17.6 MPa for SBR containing carbon black. 35
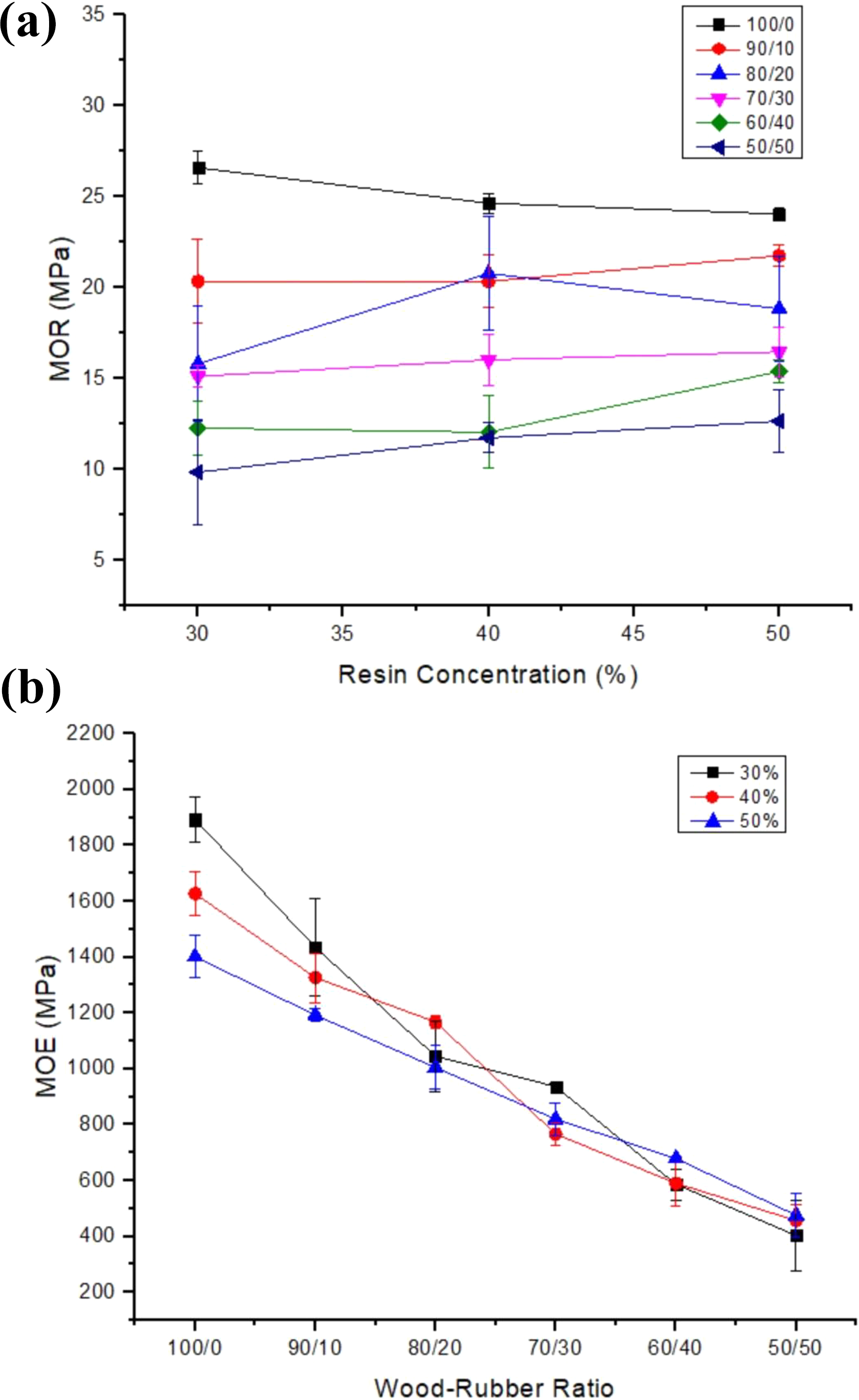
Mechanical properties of the composites: (a) Effect of resin concentration on the MOR and (b) effect of wood-to-rubber ratio on the MOE.
As shown in Figure 5(a) and (b) and also observed by Ayrilmis et al. 1 and Song and Hwang, 3 increasing the wood-to-rubber ratio in the composites, both MOR and MOE values increase. The results of MOR and MOE observed in the present study were similar to those observed by Ayrilmis et al., 1 besides these authors used a smaller amount of resin (10 m% polyisocyanate resin based on the mass of dried wood) as well as the density of the particleboards obtained was lower (ca. 650 kg·m−3) than those of the composites studied in this work (as described below). Song and Hwang 3 observed higher values of MOR and MOE than the results we found in this study; however, the previous study investigated composites with a higher density (ca. 1000 kg·m−3) and lower level of resin (5–20 m% of MDI).
The wood-to-rubber ratio is a critical factor that influences the mechanical properties of the composites. Wood shows high strength and elastic modulus but low resistance to water. As an elastomer, rubber particles have a lower elastic modulus but higher elasticity than wood.
Physical properties
The density results observed for the composites studied are presented in Table 2. It can be observed that the average density values are between 816 kg·m−3 and 836 kg·m−3, slightly lower than the desired density (860 kg·m−3). Moreover, it was also observed that the average density values tend to decrease with the increase in COPR concentration. These results are related to the expansion of the PU resin due to the reaction of isocyanate with water, generating CO2 and decreasing the apparent density. 33
Density results for the composites studied.

Figure 6(a) shows the effects of the wood-to-rubber ratio on the WA, while Figure 6(b) shows the effects of resin concentration on the TS. For both WA and TS, as the rubber and the resin concentrations increase, these properties decrease.

Physical properties of the composites: (a) Effect of wood-to-rubber ratio on the WA and (b) effect of resin concentration on the TS.
The values of WA and TS found in the present study were lower than those found in previous works, in which the authors used lower resin contents. De Campos et al. 10 obtained 12 m% for TS and 30.7 m% for WA for MDFs consisting of Pinus caribaea var. hondurensis and COPR. For composites consisting of coconut fibers and COPR, values of TS between 15.30 m% and 16.67 m% and WA values between 22.38 m% and 36.59 m% were observed. 22 The results of WA and TS for Tauari wood particulate/COPR composite panels were between 19.87 m% and >30 m% for WA and between ca. 13 m% and 15 m% for TS. 20 Thus, the wood is the compound that absorbs the higher amount of water and, consequently, increasing the wood content promotes an increase in both WA and TS of the composites.
Statistical analysis
The ANOVA results for the MOR, MOE, Utf, TS, and WA, considering a 99% confidence level, are presented in Table 3.
ANOVA results for the MOR, MOE, Utf, TS, and WA.

ANOVA: analysis of variance; MOR: modulus of rupture; MOE: modulus of elasticity; WA: water absorption; TS: thickness swelling; Utf: modulus of flexural toughness.
According to Table 3, the wood/rubber ratio was the most significant factor for the properties investigated, significantly affecting the MOR, MOE, WA, and TS (p < 0.0001). For Utf, the wood/rubber ratio factor can also be significant if one considers a slightly different significance level (0.016 instead of 0.01). The resin concentration did not influence the MOR but significantly affected the MOE, WA, and TS. The interaction between the two factors (resin concentration and wood/rubber ratio) had a significant effect only on MOE.
Table 4 presents the results of the Tukey’s test for the resin concentration factor. Groups with the same letters in each column indicate that there is no statistical difference among the samples considering a 99% confidence level. From Table 4, it was observed that increasing the resin concentration, MOE, WA, and TS values effectively decrease, while MOR and Utf are not influenced, as expected (see Table 3). Consequently, considering the resin concentration factor, all treatments are (i) statistically equal for MOR and Utf and (ii) statistically different for WA and TS. It was also observed that the samples containing 30 and 40 m% and 40 and 50 m% of resin concentration show MOE values statistically equivalent.
Tukey’s test results for the effect of resin concentration on the studied properties.a

MOR: modulus of rupture; MOE: modulus of elasticity; WA: water absorption; TS: thickness swelling; Utf: modulus of flexural toughness.
a Groups with the same letters in each column indicate that there is no statistical difference among the samples.
In Table 5, the results of the Tukey’s test for the wood-to-rubber ratio are presented. One can observe that the MOE is the most dependent property on the wood-to-rubber ratio, and all the samples presented statistically different results. Hence, increasing the rubber concentration promotes a decrease in MOE values. This modification is expected since the rubber has high elasticity and relatively low elastic modulus compared to the wood. Utf values remain statistically equal for all treatments, as expected from the ANOVA results. The effect of the wood-to-rubber ratio on MOR, WA, and TS indicated that increasing the rubber content (and, hence, decreasing the wood content) led to a gradual decrease in the values of all these properties.
Tukey’s test results for the effect of the wood-to-rubber ratio on the studied properties.a

MOR: modulus of rupture; MOE: modulus of elasticity; WA: water absorption; TS: thickness swelling; Utf: modulus of flexural toughness.
a Groups with the same letters in each column indicate that there is no statistical difference among the samples.
Overall analysis
Table 6 summarizes the effects of the increase of each factor (COPR concentration and wood/rubber ratio) on the properties of the composites developed in this work. The Utf did not exhibit dependence of the composition since an increase in the maximum load (Pmax) due to a modification of the formulation was followed by a decrease in the maximum deformation reached at the maximum load (υmax); as the other parameters in equation (1) (cross-sectional area, S; and length of the specimens, L) were similar, the final results did not change significantly.
Summary of the effects of increasing each studied factor on the properties of the composites.a

MOR: modulus of rupture; MOE: modulus of elasticity; WA: water absorption; TS: thickness swelling; Utf: modulus of flexural toughness.
a The symbols “=,” “−,” and “+” represent that results are invariable, reduces, or rises, respectively.
Moreover, Table 6 clearly indicates that the increase in wood content led to an increase in mechanical properties (MOR and MOE). However, increasing the wood-to-rubber ratio also promoted an increase in WA and TS, which are usually considered as negative effects. In this sense, reducing the wood-to-rubber ratio (in other terms, increasing the rubber content) increases the dimensional stability of the composites without affecting the toughness.
However, when the rubber content increases, the MOR and the MOE decreased. Increasing the PU and the rubber contents (hence, decreasing the amount of wood) led to a reduction of MOE, WA, and TS values. As both COPR and rubber present higher elasticity and lower elastic modulus than wood, increasing the wood content promoted an increase in strength and stiffness of the composite. The morphological analysis showed a good interface between the COPR matrix and the particles (Figure 4), indicating that mechanical loads applied to the composites can be transmitted from the matrix to the wood particles, increasing the mechanical strength.
Conclusions
Residues of wood and rubber tire can be used in the manufacture of compression-molded castor oil-based PU matrix composites.
The novel eco-friendly, castor oil-based PU composites obtained showed promising characteristics, presenting a wide range of mechanical and physical properties, reaching pronounced strength and stiffness by the increase of wood sawdust, and low elastic modulus and improved water resistance with the addition of rubber tire powder.
Increasing the PU concentration reduced the stiffness, the WA, and the TS. The addition and the increase of rubber significantly increase the water resistance and the dimensional stability of the material, reducing both the water absorbance and the TS. The MOR and the MOE were substantially reduced by the addition and increase of rubber content. Nevertheless, changing the formulation of the composites did not modify the modulus of flexural toughness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.