
Abstract
This research presents an analysis of castor oil-based polymer nanocomposites that can be used for numerous commercial applications. Due to the versatile chemical structure of castor oil, it can replace the petrochemical products and hence can be optimized as nontoxic bioresource for the production of nanocomposites with the incorporation of nanofillers in small quantities. It can be directly used as polyol resource without any chemical alteration for synthesis of polyurethane (PU) nanocomposites. The prepared PU nanocomposites were characterized by scanning electron microscopy (SEM), Fourier transform infrared (FTIR) spectroscopy, wide angle X-ray diffraction, transmission electron microscopy (TEM), and mechanical properties. The compositional and structural studies indicate the formation of PU linkages and well dispersion of clay and multiwalled carbon nanotubes between the polymer–nanofiller phase, as shown by the morphological analysis using TEM. Also, there is an increase in the tensile strength and Young’s modulus values with the increase in the filler content.
Introduction
Polyurethanes (PUs) are polymeric materials consisting of several interconnected urethane groups forming a larger polymer of numerous commercial applications among which the most remarkable is their use as flame-retardant material, 1 surface coating, 2 and adhesives. 3 Conventionally, PU materials are synthesized using petroleum-based polyols that outrageously contributing to the global greenhouse effect. 4 But, with the rise of environmental concerns, the modern concept of integrating green technology with the other emerging technologies is encouraged overwhelmingly. The strategy results in the development of polymeric materials with complete nontoxic and biodegradable nature. However, the main efforts are on producing end materials with enormous commercial demand compared to petro-based PU. 5 Therefore, with the practice of green carbon technology and nanotechnology, many novel polyol-based systems are under development using renewable resources such as vegetable oils like castor oil is under extensive investigation for this purpose. 6 It ultimately produces PU with mixed or complete biodegradable characteristics that reduce naturally into the environment without leaving any toxic material into the environment. 7,8 High thermal stability and thermal degradation begin at processing temperatures above 180ºC, 9 making PU polymer a highly thermally stable fire-resistant that can possess potential applications under ordinary to exigent conditions. However, it has been observed that the flame-retardant PU that they generally degrade into toxic compounds and their key toxicants can combine with the groundwater or soil that may cause adverse effects on the environment and health of the population residing in the vicinity. 10
In the light of the abovementioned environmental issue, castor oil becomes a viable candidate as sustainable resource for the synthesis of PU nanocomposites. Castor oil contains a reactive hydroxyl (–OH) functional group in its structure that can be used as a polyol and so it is widely used in many chemical industries, especially in the production of PUs by reacting with different diisocyanates. 11 Due to its low cost, low toxicity, and easy availability, castor oil is a promising raw material. The structure of castor oil has a variety of commercial uses and has the main constituent as hydroxyl group containing ricinoleic acid. Hence, castor oil is used as a trifunctional polyol without any chemical alteration for the synthesis of PUs. 10 Castor oil gains considerable attention as raw material because of its vast importance over other vegetable oils available 5 and materials like lignin and cellulose. Being renewable, nontoxic, low cost, and not edible, the food supply has not been compromised. 12
The natural oil-based PU materials can considerably expand their mechanical and thermal applications with the incorporation of fillers like organoclays and carbon nanotubes (CNTs). 13 The chief advantages of using clay mineral in PU polymer nanocomposites remain their lightweight, high modulus and strength, low gas permeability, corrosion and solvent resistance and above all superior thermal stability, and flame-retardant characteristics. 14 Further, depending upon the level of incorporation, a small quantity of CNTs in a PU/clay nanocomposite system may further enhance the mechanical, thermal, and structural performances of the resultant nanocomposites. The recent studies on CNTs endorse it as the only potential candidate that can supersede flame-resistant characteristics of nanoclay-based polymer nanocomposites if incorporated in the main system in small proportion along with clay fillers. Therefore, the new approach of impregnation of CNTs into pristine PUs may result in the formation of an excellent network profile yielding a highly stable protective layer that provides a highly effective heat shielding against fire. 15 Meanwhile, the new development approach for manufacturing nanocomposites can produce potentially promising mixed or complete biodegradable material having innocuous effects on the environment and surrounding inhabitable area. 16
In the present work, therefore efforts have been made to develop hybrid PU nanocomposites using clay and multiwalled CNTs (MWCNTs) as nanofillers, using less expensive, more controlled methods for their synthesis. By adding these two fillers, the thermal and mechanical properties of PU matrix are expected to improve. The hybrid nanocomposite developed in this way may find numerous applications such as in fire-retardant coatings, foams, insulation and automobiles, and so on. 17
Materials and methods
Materials used
Modified montmorillonite clay cloisite 30B supplied by Southern Clay Products, 1,4-butanediol (BDO) as chain extender was procured from Himedia (Mumbai, Maharashtra, India). 4,4-Diphenylmethane diisocyanate (MDI) and MWCNTs were kindly supplied by Shivadhin (Baddi, Solan, Himachal Pradesh, India). Castor oil of commercial grade was purchased and dehydrated at 105ºC under nitrogen atmosphere and characterized for hydroxyl value (144) using acid value (2) according to ASTM D 1957-86 (2001)
Covalent functionalization of MWCNTs
Covalent functionalization of MWNTs was carried out by refluxing MWCNTs with concentrated nitric acid and sulfuric acid in the ratio of 3:2, for acid treatment at different time intervals. The product obtained was washed with distilled water and centrifuged frequently to eliminate traces of acid. This yielding MWCNTs were used as surface functionalized with –OH and –COOH groups as reported in the literature. 18
Synthesis of hybrid PU nanocomposites
Nanocomposites were synthesized by in situ polymerization in the presence of clay and MWCNT. Clay was first dispersed in dehydrated castor oil using magnetic stirring followed by ultrasonication for 4–5 h. Then, the calculated amount of covalent functionalized MWCNTs was added and dispersed using mechanical stirring followed by ultrasonication for 3–4 h. The mixture was then reacted with MDI with continuous stirring in the glass reactor under nitrogen atmosphere. The prepolymer so obtained was reacted with BDO. The amount of castor oil, MDI, and BDO was so adjusted to keep NCO: OH ratio 1:1. When the mixture becomes viscous it was poured in Petri dish to complete reaction.
Characterization methods
Wide angle X-ray diffraction (WAXRD) of nanocomposites was conducted to probe the structure of silicates in samples by subjecting them to X-ray radiation of copper Kα (λ = 1.54060 Å) with 40-kV voltage and 40-mA intensity at room temperature, using a Philips X’Pert Pro X-ray diffractometer system.
Fourier transform infrared (FTIR) analysis of hybrid nanocomposites was done on PerkinElmer RX infrared spectrophotometer. FTIR spectra were recorded in a spectral range of 4000–500 cm−1 with a resolution of 2 cm−1 for each sample.
The dispersion of MWCNTs and clay was determined using transmission electron microscopy (TEM) model Hitachi-2100. Images were taken at 80-kV accelerating voltage. Samples for TEM were prepared by drying diluted drop of a dilute suspension of clay in prepolymer matrix suspension on a gold grid plated with a thin layer of carbon.
Scanning electron microscopy (SEM) is done on LEO 435 VP model. Studies like surface morphology, particle size analysis and distribution, grain boundary and micro-crack location, and so on are done using SEM.
Tensile testing for various samples was carried out on the Instron machine at room temperature following ASTM D 638. The crosshead was set to 2 mm min−1. Samples were cut in a dumbbell shape with an ASTN D 638 (type V). Three specimens for each sample were tested and their average value was taken.
Results and discussion
The prepared hybrid PU nanocomposites with different compositions of clay and nanotubes were studied using FTIR analysis. Figure 1 shows the FTIR spectra for different compositions having clay percentage varied from 1% to 5% (with sample identity as S1 to S5) and MWCNTs being 0.2 wt%. The characteristic peaks of cloisite clay and MWCNTs visible in the spectra are in agreement with those reported in the literature. 19 -21 The spectra presented the existence of basic functional groups of PU, including the peaks at 2920 and 2852 cm−1 due to the alkane–CH stretching vibrations and C=O stretching peaks at 1650–1712 cm−1. The urethane groups showed the N–H stretching vibration peak at 3300–3600 cm−1, which is very sensitive to hydrogen bonding. The spectra show the C–N stretching at 1109 cm−1, –C–H bending at 1380 cm−1, C=C stretching at 1460 cm−1, and C=O stretching at 1724 cm−1. Meanwhile, a strong interaction between PU and nanofillers was expected to take place in the presence of polar groups, such as urethane and carboxyl in the backbone of PU chains. MWCNTs were functionalized to maintain good dispersion and interfacial interactions with PU polymer. Therefore, the occurrence of such interactions as confirmed using FTIR spectroscopy revealed the complete formation of the nanocomposites. 22 -25
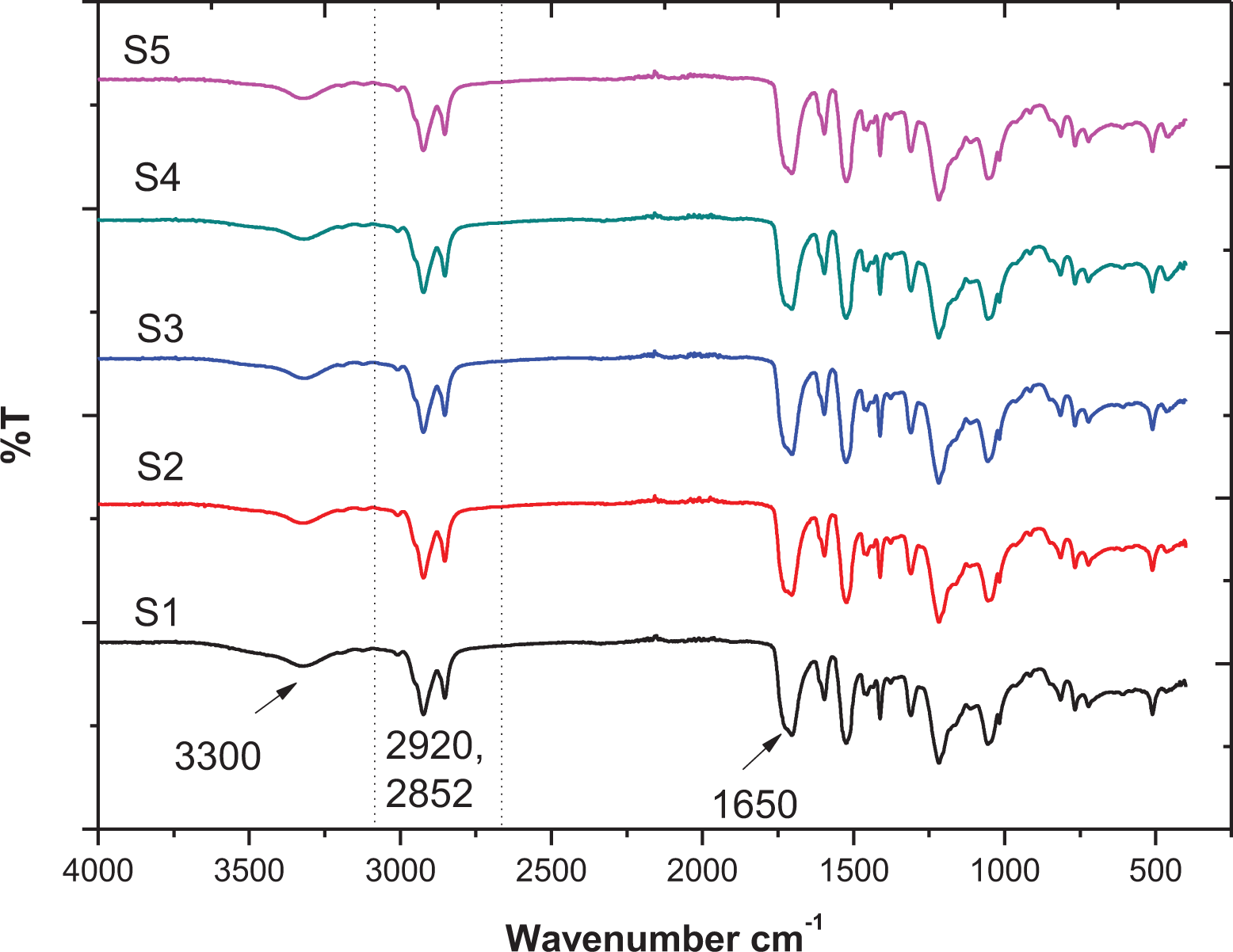
FTIR spectra for different compositions of nanocomposite. FTIR: Fourier transform infrared.
Better interaction between polymer and filler phase was further confirmed through structural analysis of the nanocomposites using WAXRD technique as shown in Figure 2. Intercalation between the polymer and the nanofiller like clays results in the disappearance of the characteristic peak for the cloisite clay while a broad peak near 20º is seen that indicates the low crystallinity of PU nanocomposites. 26 This happens because of the expansion of the basal spacing as silicate layers in nanoclay stacks in an ordered structure. But exfoliation between the two phases (matrix and filler) results in complete disappearance of the characteristic peak that is observed in the XRD pattern of polymer nanocomposites. 27 This happens due to the total loss of the structural registry of the layers. Figure 2 shows the XRD pattern of chain-extended PU and its PU/clay nanocomposites. For cloisite 30B, the diffraction peak is visible at 4.85º, while there is a complete absence of this peak for nanocomposite samples. This disappearance could be explained either by the exfoliation of the silicate or by a high disorder of the clays. 28 -30
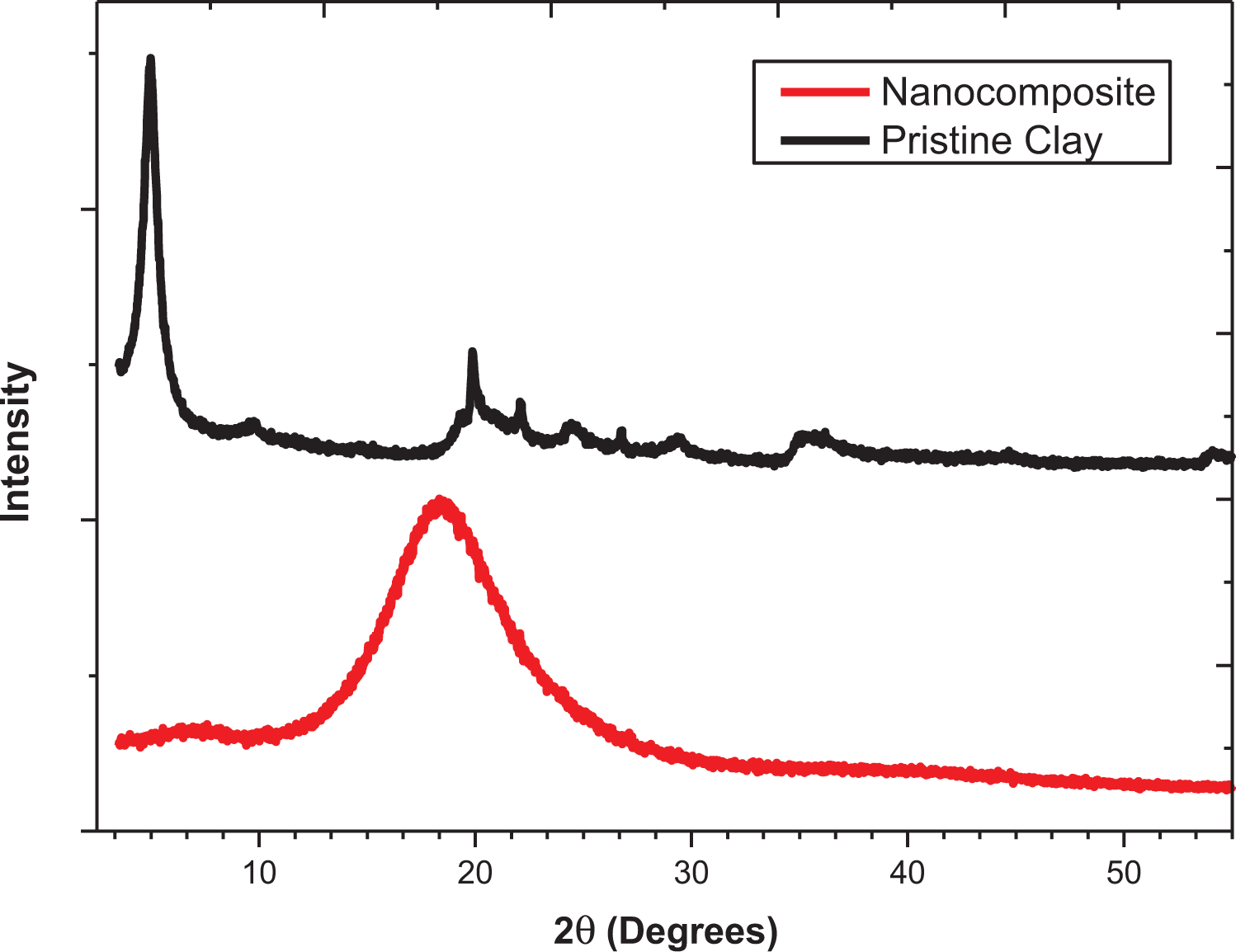
XRD image comparing pristine clay with the nanocomposite. XRD: X-ray diffraction.
TEM images for nanocomposites are shown in Figure 3(a) and (b), which indicate the exfoliated clay layers and the walled structure of MWCNTs. After covalent modification, the MWCNTs got detangled. 30,31 MWCNTs are incorporated into the polymer matrix to prepare high-performance composites. They are most capable of reinforcing fillers having high strength, lightweight, low density, high aspect ratio, and exceptional mechanical properties. The images indicate the surface as well as the cross-sectional part of the nanocomposite. MWCNTs can be used to improve the thermal stability and conductivity of PU nanocomposites. The results clearly show the existence of detangled MWCNTs in the PU matrix. The MWCNTs were dispersed through the matrix lead to improved thermal properties of the nanocomposite. They act as a sealing agent that can connect with clay layers and reduce surface cracks of chars, and they work as a barrier to retard the evolution of flammables volatiles in the condensed phase. 32

Transmission electron microscopic image for nanocomposite: (a) surface and (b) cross section. MWCNTs: multiwalled carbon nanotubes.
Morphological studies by SEM analysis for pure PU sample as well as nanocomposite samples were done to check the dispersion of fillers into the polymer matrix. The smooth regions indicate the bulk in the PU nanocomposite, while the spots show the distribution of fillers into the nanocomposite. The SEM studies were unable to define the exfoliation or agglomeration of the clay/MWCNTs into the nanocomposites. Whereas the exfoliation, as well as well dispersion of the clay/MWCNTs, was well-defined by the XRD and TEM images.
The pure PU illustrates a very smooth surface in the fracture direction without any pores or irregularities due to the absence of any filler content. Whereas the incorporation of clay into the polymer resulted in the formation of many irregular protuberances evenly distributed on the fracture surface as shown in Figure 4. This indicates the chemical interactions between the clay/MWCNT with the polymer matrix. The polar clay and functionalized MWCNTs got well dispersed into the nanocomposite. Also, no large aggregates were observed in the SEM studies of polymer samples. 33

Scanning electron microscopic images showing (a) pure PU and (b and c) PU nanocomposite. PU: polyurethane.
We can assume that there is a uniform dispersion of clay/MWCNTs in the matrix without an apparent sign of aggregation or debonding between them. This observation indicates that adequate interfacial bonding existed between clay/MWCNTs and PU matrix. This effect can be attributed to functional groups added to the MWCNTs to facilitate hydrogen bonds with the hybrid PU nanocomposite and thus better phase adhesion was achieved. 34,35
The tensile strength of the PU hybrid matrix with varying clay content is shown in Figure 5. The concentration of clay is varied from 1% to 5% while MWCNT is kept constant to 0.2 wt%. The graph indicates that the tensile strength is improved with the addition of fillers. Both clay and MWCNTs are responsible for the increase in the tensile strength. The maximum stress rises from 0.1 MPa to 0.67 MPa for 0.2-wt% MWCNTs. There is well dispersion of clay as well as MWCNTs in the PU nanocomposite, which leads to increase in the maximum stress values. 16 Fine dispersion of nanofillers is also provided by the TEM (Figure 3) images. This fine dispersion leads to strong bonding between the nanofillers and the PU matrix. Also, strong N–H and urethane bonding are evident in the FTIR curves (Figure 1). When we compare the tensile strength for all the compositions prepared, the composition with the highest concentration of MWCNTs, that is, 0.2 wt% shows the maximum strength. Hence, there is a rise in stress value with the increasing concentration of clay/MWCNTs into the PU matrix. 36
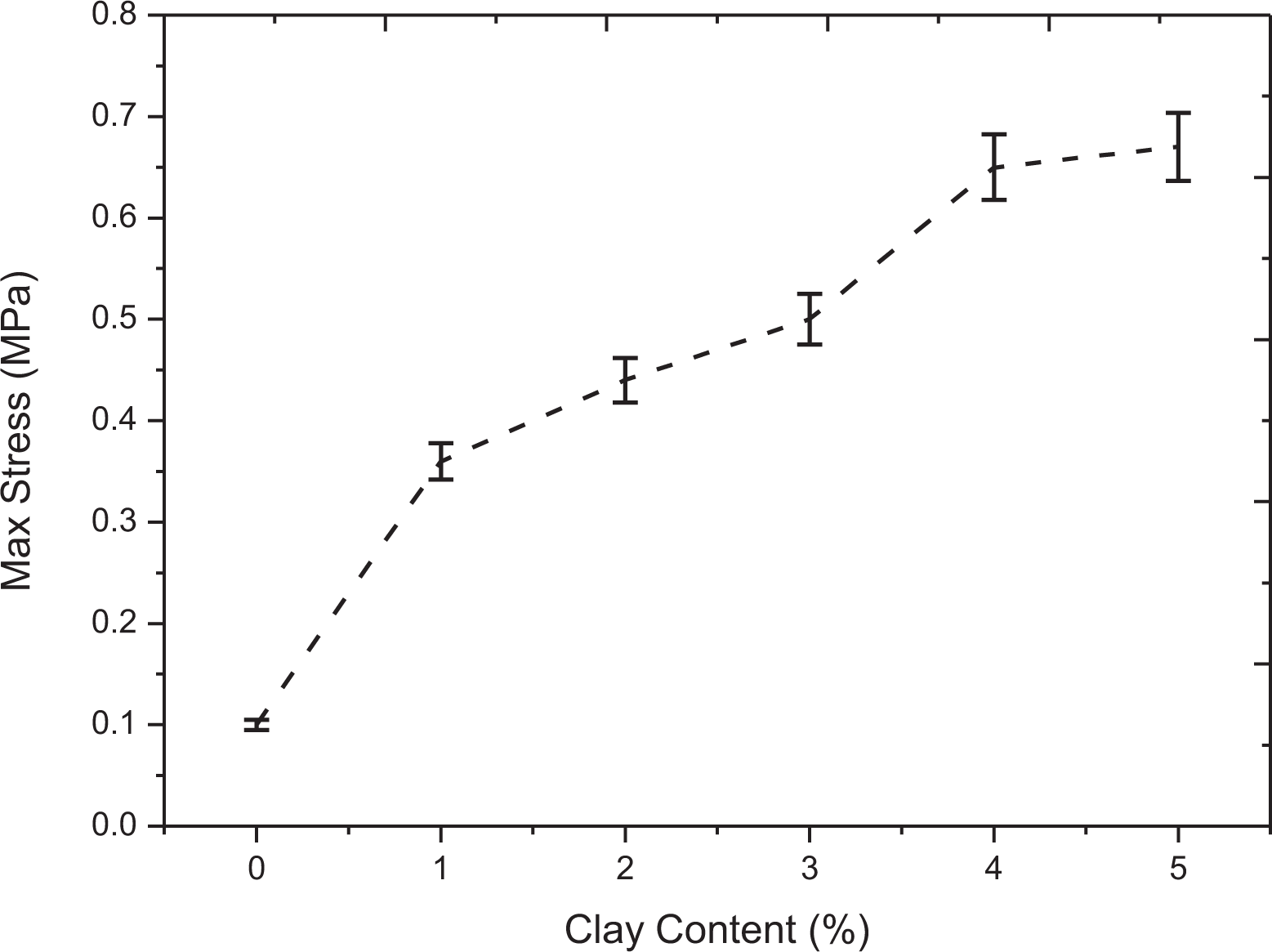
Maximum stress curves for PU with MWCNTs (0.2 wt%)/clay (1–5 wt%) nanocomposites. PU: polyurethane; MWCNTs: multiwalled carbon nanotubes.
As we increase the clay/MWCNTs concentration up to 4-wt% loading of clay, the value increases continuously, but after 4-wt% loading, there is a slight increase in strength value. As the improvement in tensile strength value is always accompanied by deterioration in the toughness.
Figure 6 shows the effect of filler content on the percent elongation as well as Young’s modulus for various nanocomposites and their respective values were given in Table 1. The results obtained feature that the value of percentage elongation increases gradually up to 3 wt% addition of cloisite clay. But the value got almost constant for the above percentages of clay. As the concentration of fillers increases, the stiffness of sample increases and elasticity of nanocomposite decreases. As the value of Young’s modulus increases with the increased filler content, while the elongation decreases after 3 wt% of clay incorporation due to increased stiffness in the nanocomposite samples.
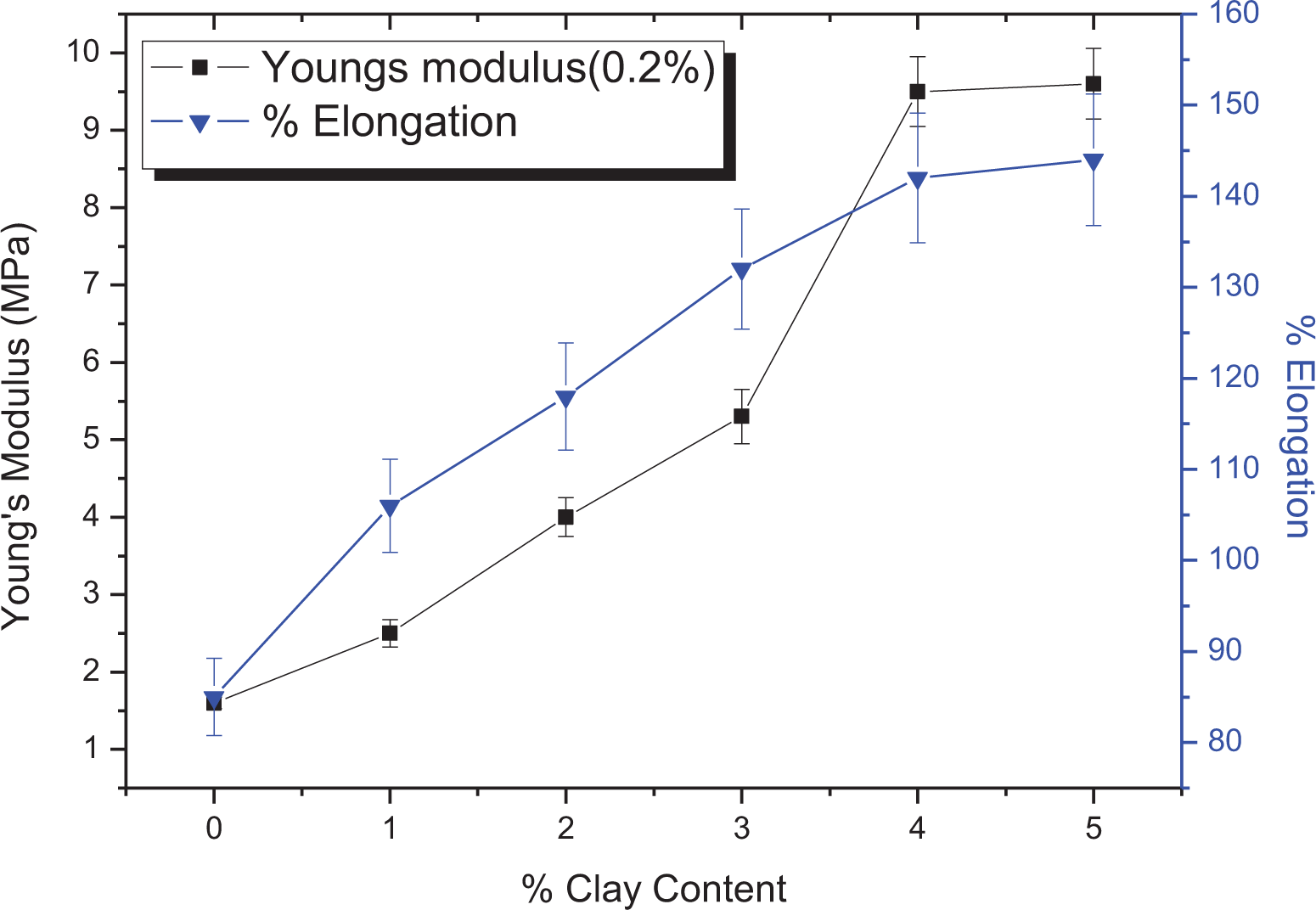
Percentage elongation and Young’s modulus for nanocomposites.
Values for strength, Young’s modulus, and % elongation at break for nanocomposite samples.
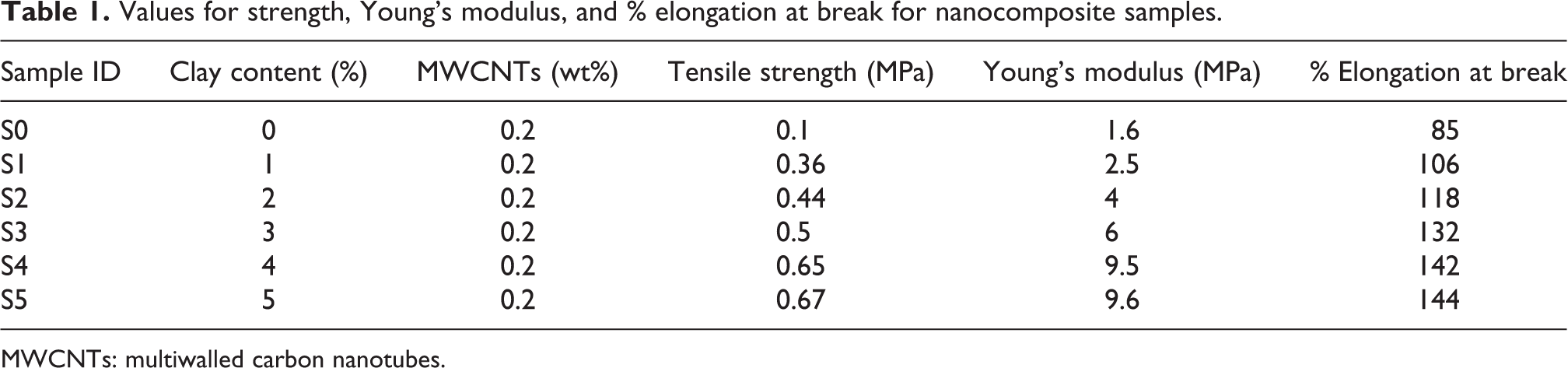
MWCNTs: multiwalled carbon nanotubes.
Conclusions
Castor oil was used as a renewable novel raw material for the preparation of nanocomposites. Also, it can be used to replace the petrochemical-based polyols. It is a useful and cheap bioresource for green synthesis of the nanocomposite. Further, the addition of fillers in small quantities can improve the polymer nanocomposite properties to a large extent. Structural studies like TEM provide the evidence of good dispersion of nanofillers in the polymeric nanocomposite. Also, XRD analysis provides the complete loss of peak in the nanocomposite sample and indicates well dispersion of clay into the polymer matrix. Tensile results observe the rise in Young’s modulus values compared to pure or low filler content nanocomposite. Hence, we are able to achieve the nanocomposites with superior properties as compared to the pure PU.
Future scope
The prepared nanocomposites were further investigated for flame retardancy application using cone calorimetry and thermal stability using Dynamic Mechanical Thermal Analysis.
Footnotes
Acknowledgement
The authors gratefully acknowledge the University Grant Commission (UGC) for the financial support and the Institute Instrumentation Centre (IIC) IIT Roorkee for their research support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author get RGNF (Rajiv gandhi national fellowship), RGNF-2013-14-SC-PUN-53089 from University grant commision (UGC-India).