
Abstract
Blending of two or more polymers generates a new material, which is more cost-effective than a newly synthesised material. Blending-type thermoplastic elastomer (TPE) is produced by melt-mixing of a thermoplastic with a rubber. These blends have high demands associated with excellent property combinations of the parent materials. Particulate fillers are used in the rubber and plastic industry for property modification and cost reduction. In this work, six particulate fillers, namely, calcium carbonate, barium sulphate (BaSO4), kaolin, talc, Snobrite clay and dolomite were used to develop natural rubber (NR)/high-density polyethylene (HDPE) TPE blends, and the most suitable filler for roofing application was identified. A series of NR/HDPE 20/80 blends were prepared by varying filler loading from 10 phr to 30 phr at 10 phr intervals using a Plasticorder. Mechanical properties, such as tensile strength, hardness, impact strength and tear strength, and gel content of the blends were investigated. The addition of talc, dolomite and kaolin to NR/HDPE blend showed reduced impact strength, which is the most important property for a roofing application. The other three fillers showed improved impact strength at specific loadings. The blend with 30 phr of BaSO4 was identified as the best blend, as per the overall performance.
Introduction
Polymer blending is the current trend of finding new composites with a combination of excellent physicochemical properties of parent materials. 1 It is a mixture of two or more polymers which concern much interest as an easy and also a cost-effective method than synthesising a new polymer that has versatility for commercial applications. 2 Proper selection of blend components and their compositions help to manipulate the properties of the blend when they are used in the end products. 3 The blending of any rubber with a thermoplastic evokes a thermoplastic elastomer (TPE) which has two-phase systems that possess the combined properties of hard thermoplastics and soft rubbers, and able to process as a thermoplastic at elevated temperatures. 4 The studies about various TPEs are extensively developed due to the high demand for usage in new applications. 5,6 Natural rubber (NR) and high-density polyethylene (HDPE) blend is a type of TPE and the properties of this type of materials vary as per the ratio of individual polymers. TPE, which contains a high ratio of rubber, has high flexibility and low strength, and vice versa. It is essential to balance the blend composition along with the required properties for the application. 7
Various industrial applications are incorporated with NR and HDPE, individually, with their inherent properties. 8 -10 Sometimes, it is necessary to catch the combined properties of these polymers. As an example, HDPE roofing materials are commercially available, but with some drawbacks such as low impact strength, lightweight, high rigidity and transparency. 11,12 NR, which is an amorphous polymer having high-energy absorption capacity, is heavier than semi-crystalline HDPE and is opaque. Therefore, the addition of NR to HDPE will minimise these drawbacks.
The addition of particulate fillers to the polymers is one of the critical actions of polymer processing. Fillers can be classified into two categories according to their performance. 13 The one type called extender fillers are mainly used for cost reduction of the products. 14 The functional fillers are the other type that is added to the polymers, not only for cost reduction but also to enhance product properties such as flame retardancy, thermal conductivity, electrical and magnetic properties and mechanical properties like impact strength, stiffness, tear resistance and tensile strength. 15,16 Particulate fillers like calcium carbonate (CaCO3), talc and kaolin are functioned as extender fillers while barium sulphate (BaSO4) and dolomite are performed as functional fillers. 13,17 However, some fillers that are functional in one polymer may merely act as extenders in another polymer. Extender fillers with surface treatment and/or particle size reduction will cause to act as functional fillers. Some surface treatments may be ended with changing the functional characteristics of functional fillers to extender fillers. 18
Earlier findings have identified 20/80 as the best combination of NR/HDPE blends for roofing application. 19 Property enhancement and cost management processings of such types of products cannot be implemented without adding other compounding ingredients. This article presents the variation of mechanical properties and cross-link densities of NR/HDPE blends prepared with six particulate fillers, and the most suitable type of filler which gives the best property enhancement for the NR/HDPE blend for roofing application.
Experimental
Materials
NR of Crepe grade and HDPE with a melt flow index of 0.2 g/min were used as the base polymers to prepare blends. BaSO4, Snobrite clay (SBC), CaCO3, kaolin, dolomite and talc were used as the particulate fillers. All these materials were of industrial-grade chemicals and were obtained from Samson Compounds (Pvt) Ltd (Sri Lanka).
Preparation of blends
NR/HDPE blends of 20/80 combination were prepared by melt-mixing in a Brabender Plasticorder (Brabender GmbH & Co. KG, Germany). The filler loading was varied from 10 to 30 parts per hundred parts of rubber (phr) at 10 phr intervals. The blend without filler was taken as the control. HDPE was first melted in the Plasticorder operated at a rotor speed of 30 r/min and a temperature of 145°C for 2 min. NR was cut into 5 mm pieces and then added into the molten HDPE and processed for another 3 min, at 60 r/min speed. Finally, the respective particulate filler was added to the Plasticorder and processed for another 10 min.
Preparation of moulded specimens
Test specimens for tensile test, tear test, hardness test and impact test were prepared from the blends according to ASTM standard D3182-85, using an electrically heated hydraulic press operated at 150
Determination of mechanical properties
Tensile properties and tear strength of the blends were determined, using a Hounsfield H10KT Universal tester (Tinius Olsen Ltd, UK), as per ASTM D638 and ASTM D1004, respectively. Dumbbell test specimens and angle test specimens were stamped from 2 mm thick moulded sheets using respective die cutters to determine tensile properties and tear strength. Both tests were performed at 28
Gel analysis
Toluene was taken as the solvent for Gel analysis. Specimens, with dimensions 15 mm × 15 mm × 2 mm were cut from the moulded sheets and weighed to record their initial weights. The specimens were immersed in toluene at 25°C for 72 h. After removal from the toluene, the specimens were wiped with a tissue to remove any excess solvent from the surface. The swollen specimens were dried at 70°C for 2 h using a vacuum oven and weighed again to obtain the final dry weight. Gel content was calculated using the following expressions:

where W1 and W2 are the initial weight and the final dry weight of the specimen, respectively.
Particle size analysis
Particle size analyses of fillers were performed using FRITSCH Analysette 22 analyser (FRITSCH GmbH, Germany). The measurable range of particle size was 0.08 to 2000 µm.
Scanning electron microscopy
Scanning electron microscopic (SEM) images of filler samples were taken using Hitachi SU6600 analytical variable pressure field-emission scanning electron microscope (Hitachi Group, Japan) at different magnifications.
Overall performance
The overall rating was calculated by referencing the control. Assuming a property of the control is 100%, properties of the blends with particulate fillers were rated using the following expression:
% Rating of the property,

where XTest and XControl are the results of filler blend and controller, respectively.
Then, the overall performance was described by taking overall rating, calculated as the following expression:

where RTensile, RTear, RImpact, RHardnes s and RGel are the ratings of each test concerning the blends of all the filler loadings.
Results and discussion
Characterisation of fillers
All particulate fillers used in this study are inorganic fillers, which may be acted as extenders or functional fillers. There is a more complex behaviour in a polymer blend/TPE with filler than a binary mixture of polymer and filler. 20 It is crucial to adhere filler/s with the TPE matrix to enhance properties. Without having high interaction between filler and the TPE matrix, properties of the TPE matrix could be dropped. Geometrical features, filler distribution, surface area, particle orientation and surface chemical composition are the main characteristics that influence the interaction between polymer and filler. 15,20 The surface area of filler depends on the particle size, and hence, larger particle size gives a lesser surface area than finer particles. Table 1 presents the particle sizes of fillers in 50% and 90% of the distribution. Out of all fillers studied, the finest particles are in BaSO4, while the largest particles are in dolomite. Particle sizes of SBC, CaCO3, kaolin and talc are in an intermediate range, however, those in SBC and CaCO3 are smaller than kaolin and talc. The difference between particle sizes of 50% and 90% distributions of dolomite is higher than those of the other fillers, showing that dolomite has the widest particle size distribution.
Particle sizes of fillers.

BaSO4: barium sulphate; SBC: Snobrite clay; CaCO3: calcium carbonate.
Figure 1 illustrates the SEM images of fillers exhibiting their particle shapes. SEM image for BaSO4 in 1K× magnification shows the uniform blocky shape of particles. Comparing other SEM images in the same magnification (1K×), dolomite shows larger particles with different shapes, while other fillers have moderate particle sizes and different shapes. In addition to BaSO4, CaCO3 has some finer particles compared to the other fillers.
Tensile strength, tear strength and hardness of blends
Table 2 shows the tensile strength, tear strength and hardness of the blends at different filler loadings. The tensile strengths of all blends at the filler loadings studied are higher than that of the control. This suggests that all the six fillers studied acted as reinforcing fillers to increase the tensile strength of NR/HDPE blends and it may be due to the formation of interactions between filler and the NR/HDPE blend. Amorphous NR is incompatible with semi-crystalline HDPE 21 and hence, the NR dispersed phase in the HDPE matrix should tend to aggregate after mixing. However, it was reported 22 that the particulate fillers can act as solid barriers around the rubber domains preventing them from coalescence and facilitate to retain the well-dispersed rubber domains in the plastic matrix. NR/HDPE blend with 30 phr of BaSO4, 10 phr of CaCO3 and 10 phr of kaolin showed higher tensile strengths. The addition of 30 phr of BaSO4 increases the tensile strength of the NR/HDPE blend due to the larger surface area and uniformity particle shapes of BaSO4 filler (Figure 1). However, the addition of higher loadings of kaolin and CaCO3 decreases the tensile strength of the NR/HDPE blend due to various shapes in filler particles that could interrupt the uniformity of the TPE matrix. Minimal acceptable tensile strength for a roofing material is 3 MPa. 23 Tensile strengths of the NR/HDPE blends prepared with the six fillers studied did not reduce up to this value, and therefore, all six fillers can be used for the roofing application. Tear strength of the control is 93.5 N/mm, and the blends with BaSO4 at 20 and 30 phr loadings give the highest positive deviation from this tear strength. Blends with 10 phr of SBC and 20 and 30 phr of talc give tear strengths similar to the control. Tear strengths of blends with dolomite show a higher reduction, compared to the control, while blends with CaCO3 and kaolin show a lower reduction. Higher particle size distribution and differences in particle shapes of dolomite may cause to minimise the interaction between filler and TPE matrix, giving decreased properties. According to the hardness variation given in Table 2, the blend at 30 phr of BaSO4 is 58 Shore D, which is the highest hardness. BaSO4 is a high-density material (about 4.0–4.5 g/cm3) and its addition makes polymer blend heavy. 16 The other fillers having density in a range 2.6–2.8 g/cm3 showed slightly varied hardness values from the control.

SEM images of particulate fillers. SEM: scanning electron microscopy.
Mechanical properties of the blends.

BaSO4: barium sulphate; SBC: Snobrite clay; CaCO3: calcium carbonate.
Impact strength of blends
Impact strength is the most critical parameter of the roofing material. It is essential to improve the impact strength of blends after the addition of fillers. Figure 2 illustrates the variation of impact strengths of the blends with fillers. Blends with BaSO4, SBC and CaCO3 have improved impact strength at some loadings. The addition of talc, dolomite and kaolin into the blends reduces the impact properties than the control. The impact strength of a thermoplastic increases by incorporating a rubber due to its high energy absorbing capacity. 20 The impact strength further improved with the addition of BaSO4, SBC and CaCO3, due to their smaller particle sizes compared to the other three fillers. As mentioned in tensile properties, some fillers would have acted as a solid barrier to the rubber domain and it toughened the polymer blend. Other than that, the addition of BaSO4, SBC and CaCO3 to the NR/HDPE blends causes increase in impact strength due to nucleation. BaSO4, CaCO3 and clay with finer particles can act as nucleating agents for HDPE. 20,24 Nucleation process directs to the local alignment of the molecular chains into thin lamellae that offer the crystalline structure in polymers, hence improve the strength. 24 Impact strength increases with an increase in the BaSO4 loading, however, in contrast, the impact strength decreases with the loading of SBC and CaCO3. The higher particle sizes and the different shapes of the particles will lead to losing the interaction between rubber–filler and filler–thermoplastic. Talc, dolomite and kaolin have larger particle sizes and different shapes that will affect to disturb the crystallinity of the thermoplastic matrix; hence, interactions inside the polymer matrix will weaken. Although it was recommended to use all fillers for roofing material based on tensile properties, only the BaSO4, SBC and CaCO3 could be used for a roofing material when considered the impact strength.

Impact strength of the blends.
Gel content of the blends
The gel content of a blend relates to its cross-link density or phase adhesion. Fillers are inactive material, and hence, no reactions would occur within the TPE matrix during mixing. Table 3 shows the variation of gel content of the blends with fillers and of the control. The gel content of the control having NR and HDPE alone is 97%. The blends with fillers show slightly reduced gel content compared to that of the control. Addition of filler interrupts the arrangement of NR/HDPE phases, and no chemical bonds form between filler-NR/HDPE phases. Therefore, the solvent can be dispersed through the interrupted polymer matrix; this may be the reason for the reduction of the gel content.
Gel content of the blends.

BaSO4: barium sulphate; SBC: Snobrite clay; CaCO3: calcium carbonate.
Overall performance
Overall performances were calculated only for the blends with BaSO4, SBC and CaCO3, and Table 4 presents the ratings. For a roofing application, it is required to select the filler and the composition that provides higher overall ratings than the control. Therefore, the blends with fillers having an overall rating above 500% were selected, and Figure 3 presents the variation of these blends. The overall rating is higher for blends with BaSO4. The blend with 30 phr of BaSO4 shows the drastic property enhancement.
Overall rating of the selected blends.
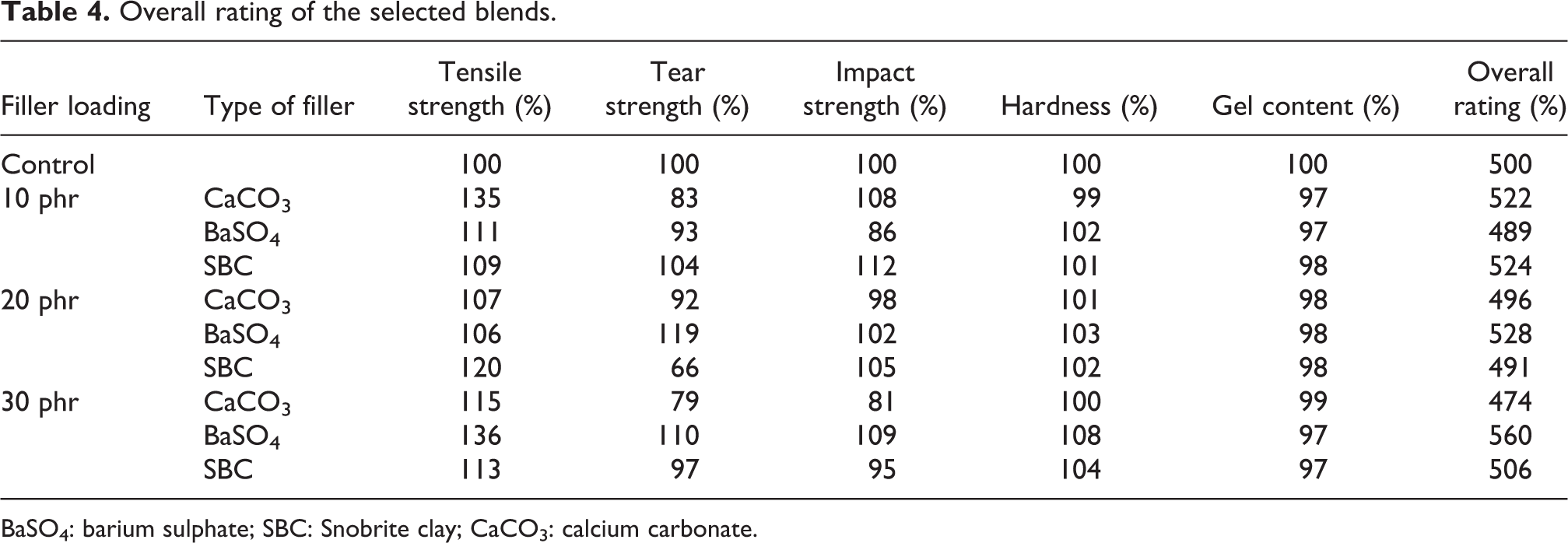
BaSO4: barium sulphate; SBC: Snobrite clay; CaCO3: calcium carbonate.

Variation of the positive deviated overall rating of the selected blends.
Conclusion
The tensile strengths of the blends with the fillers studied are higher than that of the control. The minimum acceptable tensile strength of 3 MPa for a roofing material can be achieved by incorporating any filler studied. However, the impact properties of the blends with talc, dolomite and kaolin have a reduction compared to the control. Impact strength, which is the energy-absorbing ability, is a crucial parameter for the roofing application; hence, it is more suitable to use CaCO3, BaSO4 or SBC for NR/HDPE blends for roofing applications.
Among the blends studied, the blends prepared with BaSO4 showed the highest overall performance. Within the range of filler loadings studied, 30 phr of BaSO4 was identified as the best loading. However, loadings of BaSO4 higher than 30 phr may give property enhancement. Therefore, it is suggested to investigate the properties of the blends with higher loadings and identify the optimum loading based on the properties and the cost.
Footnotes
Acknowledgements
The authors acknowledge the support of the technical staff of the Department of Chemical and Process Engineering and Department of Materials Science and Engineering, University of Moratuwa.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The National Research Council supports this research project under the Public-Private Partnership Programme (grant number PPP 14-08) between Chemical and Process Engineering Department, University of Moratuwa, and Samson Compounds (Pvt) Ltd.