
Abstract
In this work, polypropylene (PP)–clay nanocomposites obtained by melt blending were investigated. Different commercial montmorillonites (MMTs), such as unmodified MMT, octadecyl ammonium-modified MMT, and dimethyl dialkyl ammonium-modified MMT, have been used. Maleic anhydride–polypropylene (MAPP) copolymer has been used as a coupling agent, and the effect of clay modification as well as MMT: MAPP ratio on final nanocomposites performance was studied. The transmission electron microscopy was used to evaluate the incorporation of clays into the PP matrix. The isothermal crystallization behavior of neat PP and different nanocomposites was studied by differential scanning calorimetry and polarized optical microscopy. Only nanocomposites based on organically modified MMT showed mechanical performance improvements. Nanocomposite reinforced with 5 wt% of organically modified MMT without MAPP showed modulus and strength values of 871 and 29.3 MPa, respectively, these values being higher, around 23% and 4.6%, respectively, than modulus and strength values of neat PP. The incorporation of MMT into the PP matrix produced an increment on the crystallinity rate with respect to neat PP. The half crystallization time of nanocomposites without MAPP was, at least, two times faster than for a neat PP system.
Introduction
In recent years, nanocomposites based on organic polymers and inorganic clay minerals have attracted great interest because they exhibit improved properties with low clay loading. 1 -9 One of the most widely used clay is montmorillonite (MMT), which is a silicate that has a 2:1 layered structure. Its crystal structure consists of layers made of two silica tetrahedra fused to an edge-shared octahedral sheet. Stacking of the layers leads to irregular Van der Waals spacing between the layers, termed interlayer or gallery.
On the other hand, polypropylene (PP) is one of the most widely used polymers for many applications due to its low cost, low density, high thermal stability and resistance to corrosion. 10 These facts have made that PP/clay nanocomposites have attracted great research interest. 4,8,9,11,12 However, it is difficult to disperse the hydrophilic silicate layers at the nanometer scale in a nonpolar PP matrix. 13,14 The degree of dispersion and the compatibility of the clays with the polymer matrix are important factors, which result in remarkable changes in properties. 15 Compatibility is normally improved by ion exchange of the sodium cation with an organophilic “onium” ion or by complexation of the metal ion in the gallery space with organic compounds. 16 -19 So that, clay surface cation exchange is required to provide organophilic cations capable of interacting with the polymer matrix. 20
In the case of PP, it is frequently necessary to use a compatibilizer, such as maleic anhydride-modified polypropylene (MAPP) copolymer 2,21 because of the difficulty for nonpolar PP macromolecules to access between silicate layers, since the process is thermodynamically unfavorable. Therefore, the compatibilizer MAPP has been used to enhance intercalation between MMT and PP. MAPP could enter into the silicate layer first due to interactions between the alkylammonium salt and maleic anhydride groups, which could expand the silicate layers and, consequently, PP macromolecule could enter more easily during shear inside the expanded layer. 21 Polymer melt intercalation has a lot of commercial interests 3 because it is a promising approach to compound polymer/clay nanocomposites using conventional polymer processing techniques. 22 In the literature, there are articles that report the mechanical, thermal, and morphological characteristics of nanocomposites based on PP, maleic anhydride-grafted PP and MMT. 23 -28 However, it is difficult to compare the reported results between them because in each study, maleic anhydride-grafted PP with different maleic acid content and molecular weight was used or different organically modified MMT was used.
Therefore, mechanical properties of nanocomposites based on MMT have been studied and compared in this work. As reinforcements, three commercially available MMTs have been used, two MMTs were organically modified, whereas the last one was unmodified MMT. As coupling agent, MAPP with a molecular weight Mn = 3900 g mol−1 and acid number of 45 was used, and the effect of MMT modifications on composite final performance was investigated using different MMT: MAPP ratios. On the other hand, the crystallization of neat PP and different PP/MMT nanocomposites under quiescent state was analyzed using differential scanning calorimetry (DSC) and polarized optical microscopy (POM) techniques. Finally, the transmission electron microscopy (TEM) was used to evaluate the incorporation of clays into the PP matrix.
Experimental
Materials
A commercially available homopolymer PP “Domolen 1100L” produced by Domo® (Rozenburg, The Netherlands) with a melt flow index (MFI) of 6 g/10 min (at 230°C and 2.16 kg) and a density value of 0.91 g cm−3 was used as polymeric matrix, whereas three types of clays were used as reinforcement. As unmodified MMT clay, Cloisite Na+ supplied by Southern Clay Products (Texas, USA) was used. According to the supplier, Cloisite Na+ has a cation exchange capacity of 92 meq/100 g. In addition, as modified MMT clay, Nanomer® I.30P, natural MMT organically modified with octadecyl ammonium, and Nanomer I.44P, organically modified with dimethyl dialkyl ammonium, purchased from Nanocor (Arlington Heights, Illinois, USA), were used. MAPP copolymer, Epolene E43, kindly supplied by Eastman Chemical (Kingsport, Tennessee, USA) was used as a coupling agent. Epolene E43 has a low molecular weight (Mn = 3900, Mw = 9100), 0.934 g mL−1 density, and acid number of 45. 29
Preparation of PP-clay nanocomposites
The composition of each nanocomposite was calculated from the amount of clay and polymer charged to the extruder and the compositions of prepared nanocomposites are given in Table 1. Prior to mixing, clays were dried in a vacuum oven at 100°C for 12 h. Compounding of the nanocomposites was carried out using a Haake Rheomex CTW100 twin-screw extruder (Thermo Fisher Scientific, Karlsruhe, Germany). The compounding was carried out in two steps: first, at a screw speed of 50 r min−1, PP and MMT were extruded and the obtained mixture was pelletized, and in the second step, the pelletized mixture was extruded at a screw speed of 175 r min−1 to optimize the extent of exfoliation/intercalation. Extruder temperatures were set at 180°C (zone 1), 182°C (zone 2), 184°C (zone 3), and 185°C (die). When the coupling agent was used, the MAPP was fed in the extruder at the same time with PP and MMT. After obtaining all mixtures, they were cooled down until room temperature and pelletized through a sieve of 4 mm using cutting mill SM200. All pelletized samples were kept in an oven at 90°C for 12 h prior to obtaining tensile test specimens (ASTM-D638-10, type I) in a Battenfeld Plus 250 injection molding machine (Wittmann Battenfeld, Kottingbrunn, Austria). The selected injection and mold temperature were 185°C and 25°C, respectively, whereas the molding pressure was set up at 900 bar for 5 s.
The compositions of prepared nanocomposites.
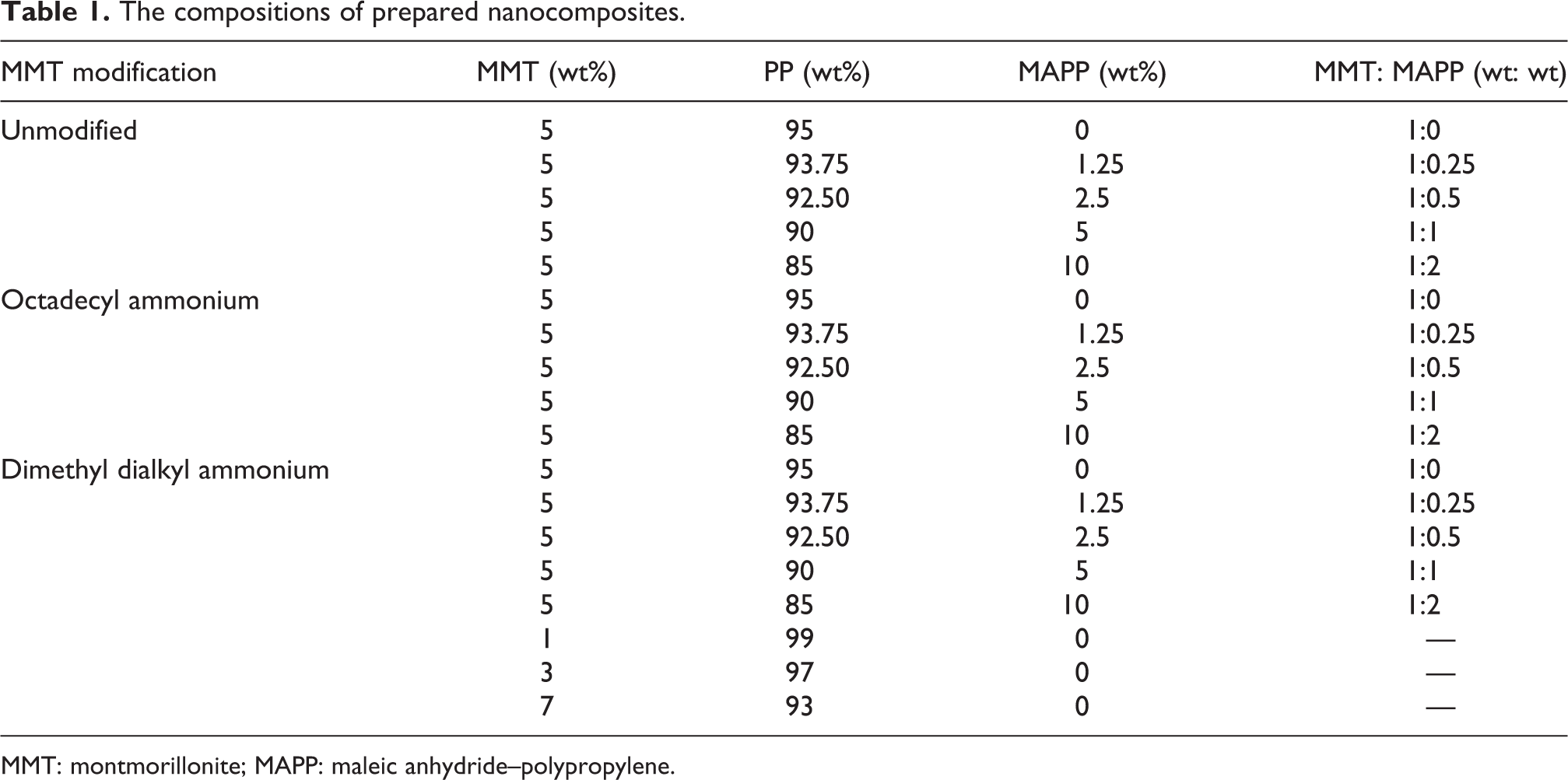
MMT: montmorillonite; MAPP: maleic anhydride–polypropylene.
Characterization techniques
Fourier transform infrared spectroscopy
Fourier transform infrared (FTIR) spectroscopy analysis of clays was performed on a Perkin-Elmer 16 PC spectrometer (Waltham, Massachusetts, USA). Pure powdered potassium bromide (KBr) was used as a reference substance. Small quantities of samples were dispersed in dry KBr and further ground to a fine mixture in a mortar, before pressing to form KBr pellets for analysis. Single-beam spectra of the samples were obtained after averaging 32 scans in the range from 4000 cm−1 to 400 cm−1 with a resolution of 4 cm−1.
Tensile properties characterization
Tensile tests were carried out using a universal mechanical testing machine, Instron (Norwood, Massachusetts, USA), model 4206, with a load cell of 5 kN at 5 mm min−1, and the gauge length used for tensile test was 115 mm. A minimum of six specimens was tested for each system and the mean values were reported.
DSC analysis
DSC measurements were performed using a Mettler Toledo DSC 822e calorimeter (Columbus, Ohio, USA) equipped with an intracooler. Temperature calibration and determination of the constant time of the instrument were performed using the standards of indium (In) and zinc, and the heat flow calibration was completed with In. Isothermal and dynamic scans were carried out under nitrogen atmosphere. In isothermal measurements, the sample between 5 mg and 10 mg was heated to 200°C and the melt was held 5 min to erase the thermal history of the polymer. Then, the sample was cooled at 10°C min−1 of cooling rate to a given crystallization temperature (Tc). Isothermal crystallization was carried out at three different temperatures (125°C, 130°C and 135°C) to analyze the effect on the crystallization kinetics, and the obtained results were analyzed using Avrami.
On the other hand, in dynamical measurements, previously, isothermally obtained sample was used, which was heated from 25°C to 200°C at a rate of 10°C min−1. The degree of crystallinity, X, of samples was calculated using equation (1) 30,31 :

where
Polarized optical microscopy
Nucleation studies were carried out using a Nikon Eclipse E600 W POM (Nikon, Tokyo, Japan) equipped with a Mettler Toledo FP90 central processor and FP82HT hot stage. Photomicrographs of growing spherulites were taken to evaluate the growth of spherulites. PP/MMT nanocomposite film samples were prepared by melting the nanocomposite at 200°C and covering it with a coverslip. The system was heated above the melting temperature of PP and maintained at 200°C for 5 min to erase the previous thermal history. Then, samples were cooled at a rate of 10°C min−1 to three different crystallization temperatures (125°C, 130°C, and 135°C).
Determination of MFI
SWO Polymertechnik MeltflixerLt (SWO Polymertechnik GmbH, Dahlerdyk, Germany) was used to determine the MFI value of nanocomposites. All experiments were conducted under a constant temperature of 230°C and an invariably imposed weight of 2.16 kg. The melt fluid indexes were gained after averaging at least 15 values.
Transmission electron microscopy
TEM observations were carried out to evaluate the incorporation of clays into the PP matrix. Thick sections of 50–100 nm were prepared using Leica EM UC6 ultramicrotome (Leica Microsystems, Vienna, Austria) equipped with a diamond knife. The thin slices were put on 300-mesh copper grids and then submitted to TEM observation on a Tecnai G2 20 TWIN microscopy (FEI company, Hillsboro, Oregon, USA) under an acceleration voltage of 200 kV.
Results and discussion
Mechanical properties of the PP/clay nanocomposites
Effect of MAPP/clay ratio on tensile properties of nanocomposites
Figure 1 shows the FTIR spectra of unmodified and organically modified MMTs. As can be observed, organically modified MMTs showed two prominent bands at 2923 and 2851 cm−1 related to the aliphatic C–H stretching of organically modified clays, which was in agreement with similar spectra obtained in the literature for different organically modified MMTs. 10,33 These organic modifications were used to improve the compatibility between PP matrix and MMTs. 21,34

FTIR spectra of unmodified MMT and organically modified MMTs.
Figure 2(a) and (b) shows the effect of the MMT modification and MMT/MAPP ratio on tensile properties of nanocomposites based on 5 wt% of MMTs. Regarding the tensile modulus values, it was observed that modulus values were nearly irrespective to MMT/MAPP ratio used for all nanocomposites. In general, the nanocomposites based on dimethyl dialkyl ammonium-modified MMT clay showed the highest modulus values, followed by octadecyl ammonium-modified MMT nanocomposites and nanocomposites based on unmodified MMT, respectively. Nanocomposite reinforced with 5 wt% of dialkyl ammonium-modified MMT and without MAPP showed modulus and strength values of 871 and 29.3 MPa, respectively, whereas octadecyl ammonium-modified MMT nanocomposites showed modulus and strength values of 730 and 28.6 MPa, respectively. Nanocomposites reinforced with unmodified MMT and without MAPP showed modulus and strength values of 750 and 27.7 MPa, respectively. The modulus and strength values of neat PP were 708 and 28.0 MPa, respectively, consequently, the incorporation of 5 wt% of dialkyl ammonium-modified MMT improved modulus and strength values around 23% and 4.6% with respect to neat PP. García-López et al. 13 found that organically modified MMT/PP composites showed higher modulus value than that of unmodified bentonite/PP ones.

The effect of the MMT modification and MMT: MAPP ratio on tensile properties of nanocomposites with 5 wt% of MMT: (a) modulus and (b) strength.
On the other hand, it was observed in Figure 2(b) that the tensile strength values of composites increased after the addition of 5 wt% organically modified MMT. This enhancement in the properties can be attributed to better exfoliation/intercalation of clay platelets in the polymer matrix and similar results were obtained in the literature. 21,35
The relationship between sample intercalation/exfoliation degree and tensile strength values of nanocomposites with different clay modification can be observed in TEM micrographs of nanocomposites (Figure 3(a) to (d)). In unmodified system, aggregates were visible and intercalated/exfoliated clays were not evident. On the other hand, in organically modified systems, although clay agglomerations were visible, some degree of intercalation/exfoliation can be appreciated. It seemed that the dispersibility of organophilic MMT in the PP matrix was better than in the system based on unmodified clay, which was in agreement with obtained mechanical results. System based on unmodified clay showed more clay aggregates than those systems based on organically modified clays and, consequently, lowest tensile strength values were obtained. Comparing systems based on organically modified clays, dimethyl dialkyl ammonium-modified system showed a higher degree of intercalation/exfoliation than octadecyl ammonium system resulting in slightly higher tensile strength values. It should be mentioned that when MAPP coupling agent was added, the size of aggregates was smaller than that of systems without coupling agent, probably because MAPP coupling agent improved the compatibility between the PP matrix and organically modified MMTs. Furthermore, higher degree of intercalation/exfoliation seemed to be obtained after the addition of MAPP. However, obtained tensile strength values (Figure 2(b)) were similar to systems based on organically modified clay but without MAPP. This fact could be due to two opposing effects: the addition of MAPP seemed to improve the degree of intercalation/exfoliation and also reduce the tensile strength due to the incorporation of lower molecular weight compound than the PP matrix. 2 The combination of both effects resulted in nanocomposites with tensile strength value similar to organically modified clay systems without MAPP.

TEM micrographs of nanocomposites based on MMTs: (a) unmodified, (b) octadecyl ammonium, (c) dimethyl dialkyl ammonium, (d) dimethyl dialkyl ammonium + MAPP.
In Figure 2(b), by increasing the MAPP content, it should be mentioned that for organically modified nanocomposites, the tensile strength values reduced until MMT/MAPP ratio of 1:0.5 and further increasing the MAPP content, the tensile strength started to increase. Moreover, it was observed that irrespective to MAPP content used, the tensile strength values obtained for nanocomposites based on dimethyl dialkyl-modified MMT were generally higher than nanocomposites based on octadecyl-ammonium MMT. In the range of MMT/MAPP ratios studied, tensile strength improvements were not observed with respect to nanocomposites without MAPP. Therefore, results clearly showed that the use of MAPP was not necessary when the clay was quite compatible with PP and nanocomposites with improved mechanical properties can be prepared by direct blending of molten polymer and the organically modified clay, which is in agreement with other results obtained in the literature. 36 For nanocomposites based on unmodified MMT, it was observed that after adding unmodified MMT to the PP matrix, the tensile strength decreased probably because clay cannot be intercalated/exfoliated by hydrophobic PP matrix. Increasing MAPP content, the tensile strength further decreased, suggesting that the addition of MAPP coupling agent was not enough to create some degree of exfoliation/intercalation of clay platelets in the polymer matrix. For nonpolar PP macromolecules, it would probably be difficult to enter between silicate layers, and the decrease of tensile strength could be attributed to the addition of low molecular MAPP compound. Chow et al. 37 suggested that the addition of 10 wt% MAPP decreased slightly the yield stress of polyamide/PP/organically modified MMT composites due to the plasticization effect of low molecular weight MAPP compound. Furthermore, Wang et al. 38 found that the addition of MAPP decreased internal mixer torque and the shear viscosity values of PP/MMT nanocomposites with increasing MAPP content. Low values of torque would lead a poor dispersion of clay layers in the matrix and low degree of exfoliation/intercalation. 38 Table 2 reports the obtained MFI values of nanocomposites. The system modified with MAPP showed markedly the highest MFI value, indicating that the addition of MAPP decreased considerably the viscosity of nanocomposite.
The MFI values of nanocomposites measured with the weight of 2.16 kg at 230°C.

MFI: melt flow index; MAPP: maleic anhydride–polypropylene.
It should be highlighted that samples containing organically modified clays showed better tensile properties than systems based on unmodified clay in all range of MMT/MAPP ratio used showing how important is the clay modification. Among all samples, nanocomposites based on dimethyl dialkyl ammonium-modified MMT showed the best mechanical performance and it was observed that the addition of MAPP did not improve tensile properties. Therefore, the results shown below correspond to nanocomposites based on dimethyl dialkyl ammonium-modified MMT without MAPP.
Effect of clay loading
Figure 4(a) and (b) shows tensile properties of nanocomposites as a function of clay loading. It was observed that both tensile modulus and strength increased after clay incorporation. According to the literature, the nanometric dispersion of silicate layers in the polymer matrix led to improve modulus and strength values. 13,39 After adding 1 wt% organically modified MMT, the tensile modulus increased by about 4.8%, whereas the increase in the strength values was around 4.0%. The best tensile properties were obtained for 5 wt% clay loading, and it was observed that the modulus and strength values improved around 23% and 4.6%, respectively. Similar improvements were obtained by Kodgire et al. 35 for 4 wt% organically modified MMT/PP nanocomposites. They observed that tensile modulus and strength improved around 35% and 10%, respectively. Zhang et al. 40 found that the yield stress of neat PP improved from 35 MPa to 37–38 MPa after adding organically modified MMT. For nanocomposites modified with MAPP based on organically modified MMT and PP matrix, López-Quintanilla et al. 41 observed that tensile modulus and strength improved around 17% and 3%, respectively.

The effect of dimethyl dialkyl ammonium-modified MMT content on tensile properties of nanocomposites: (a) modulus and (b) strength.
Until 5 wt% of clay contents, the tensile strength of organically modified/PP nanocomposites was essentially similar with different clay loadings, which was in agreement with results obtained by other authors in the literature. 21,42 Above 5 wt% of MMT, tensile strength decreased because at high clay loadings, more aggregates can be formed and, consequently, intercalation of the molten polymer became more difficult, 21 thus decreasing tensile strength values of nanocomposites. Liu and Wu 39 observed for organically modified MMT/PP nanocomposites that above 5 wt% clay loading, the stiffness of the nanocomposite decreased because of the inevitable aggregation of the layers.
DSC measurements
Isothermal DSC measurements of neat PP and PP/MMT composites were carried out to determine the effect of clay incorporation on the crystallization behavior. The effect of MMT modification and the use of compatibilizer agent, MAPP, on the total crystallization time at Tc of 135°C, is shown in Figure 5. Except for MAPP-modified nanocomposites, PP/MMT composites exhibited narrower isothermal crystallization peak than that of neat PP, which was in agreement with results obtained by Ma et al. 1 The crystallization process of PP was accelerated in the presence of clay platelets, probably because clay acted as an efficient nucleating agent for the crystallization of PP and, consequently, the crystallization rate of PP was increased. 12

DSC thermograms at the crystallization temperature of 135°C for different systems.
Figure 6 shows Avrami experimental and theoretical values of relative crystallinity upon time for different systems at Tc =135°C. A good agreement between experimental and theoretical values was observed for all systems. Table 3 reports the obtained Avrami parameters, n, the kinetic constants, k, and half crystallization times values, t1/2, for different crystallization temperatures. Crystallization rates of all systems were strongly influenced by temperature, as increasing Tc involved a decrease in the crystallization rate. 43 It was observed that the fastest system was nanocomposites based on unmodified MMT, followed by dimethyl dialkyl ammonium-modified clay and octadecyl ammonium-modified clay systems, respectively. The half crystallization time of nanocomposites without MAPP was, at least, two times faster than for a neat PP system, indicating that nanoclay acted as efficient nucleating sites for the crystallization of the PP matrix. However, nanocomposite modified with MAPP showed the slowest crystallization rate. Irrespective of the Tc selected, the presence of MAPP seemed to hinder the nucleation of the PP matrix, and consequently, the crystallization rate was reduced considerably after the incorporation of MAPP.
Avrami parameters under different crystallization temperatures measured by DSC for neat PP and different nanocomposites.

MAPP: maleic anhydride–polypropylene; PP: polypropylene; DSC: differential scanning calorimetry.

Extent of relative crystallization of samples under the crystallization temperatures of 135°C obtained by DSC, experimental values (open symbols) and theoretical values (line).
The observed values of Avrami exponent for PP varied from 2.1 to 2.4, being in the range of those reported in the literature. 32,43 -45 For PP/MMT nanocomposites, the Avrami exponent values varied from 2.2 to 3.1. Ma et al. 1 found for PP/MMT nanocomposites that Avrami exponent values obtained by DSC data varied between 2.7 and 3.4 being similar to those obtained in this study. The crystallization kinetic constant, k, of neat PP and all nanocomposite systems decreased with the increasing Tc, which meant a decrease in the nucleation rate constant and in the growth constant. 1
Figure 7 shows DSC heating scans of the unmodified PP/MMT nanocomposite system after isothermal crystallization process. These curves showed a single fusion endotherm with different shoulders. Thermal parameters as melting temperature (Tm), enthalpy of fusion (▵Hm), and percentage of crystallinity (X), determined from the fusion run after isothermal crystallization process, are summarized in Table 4. The values of Tm and ▵Hm were obtained from the maxima and the area of the melting peaks, respectively. 46
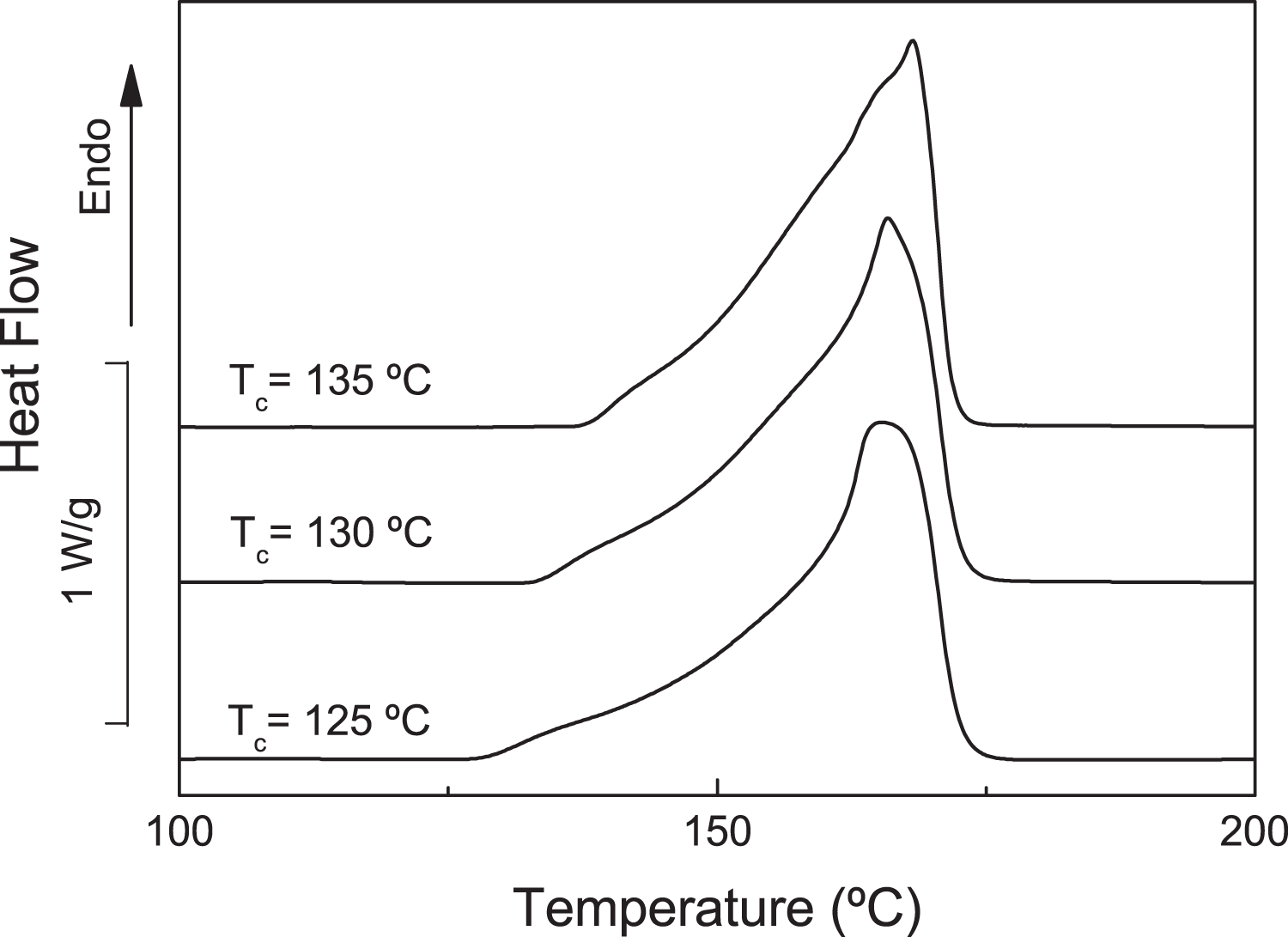
DSC heating scans of nanocomposites based on unmodified MMT after the crystallization step at different temperatures. DSC: differential scanning calorimetry; MMT: montmorillonite.
Thermal parameters calculated from the fusion run after isothermal crystallization at several temperatures for neat PP and different nanocomposites.

MAPP: maleic anhydride–polypropylene; PP: polypropylene.
The crystallinity degree of all studied materials ranged between 0.47 and 0.53. The melting point of the nanocomposites was almost unaffected by the addition of clays and the addition of MAPP. Besides, for the same system, the crystallinity degree was irrespective of the Tc in the studied temperature range. Nanocomposites modified with MAPP showed a slightly lower degree of crystallinity than nanocomposites without MAPP. This crystallinity reduction could be one possible reason for obtaining nanocomposites with lower mechanical properties than non-MAPP containing counterpart nanocomposites.
Polarized optical microscopy
To study the morphology, all samples were analyzed by POM. Figure 8(a) to (e) shows POM micrographs of neat PP and nanocomposites at 135°C after 15 min. PP exhibited a well-defined spherulitic morphology when crystallized from the molten state. 35 Figure 8(a) shows the characteristic “Maltese cross” morphology produced by spherulites. After 15 min at 135°C, nanocomposite based on unmodified MMT (Figure 8(b)) showed the highest crystallinity degree while MAPP-modified nanocomposites (Figure 8(e)) showed the lowest one. Comparing to light microscope micrographs of each nanocomposite, the nucleation density order changed as follows: unmodified MMT/PP nanocomposite showed the highest nucleation density followed by organically modified MMT/PP nanocomposites and neat PP matrix, respectively. Moreover, it was observed that MAPP-modified nanocomposite showed the lowest nucleation density. Except for MAPP-modified system, the surface of clay layers seemed to act as a nucleating agent promoting the crystallization of PP, which was in agreement with the results obtained by Kodgire et al. 35 However, anhydride maleic groups of the coupling agent seemed to limit the nucleating effect of the clay particles, 31,47 as can be observed in Figure 8(d). PP/MMT nanocomposites without MAPP had more crystallization nuclei than neat PP, so the crystallization kinetics of these nanocomposites was less temperature dependent in the nucleus formation stage of crystallization. 1 It was observed in the literature 12,31 that the average size of the spherulites reduced drastically after adding organically modified MMT into the PP matrix.
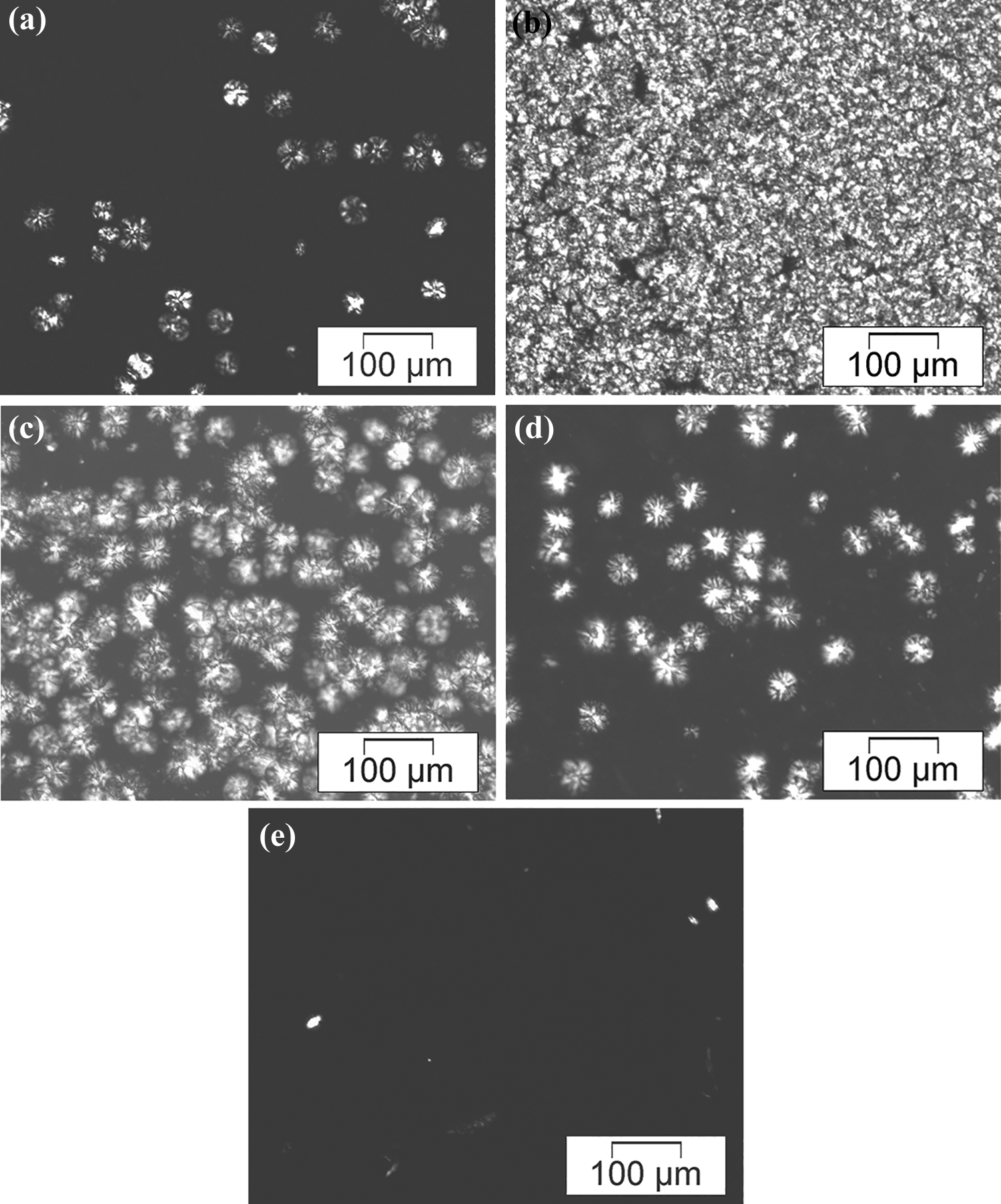
Polarized optical micrographs of crystal growth of different samples after 15 min at 135°C: (a) neat PP, (b) unmodified + PP, (c) octadecyl-ammonium + PP, (d) dimethyl dialkyl ammonium + PP, and (e) dimethyl dialkyl ammonium + MAPP + PP.
In the literature, it was observed that the effect of MAPP addition can either decrease or increase the Tc of the PP matrix. 48 -50 Lee et al. 48 observed that the Tc of PP was 108.7°C, and the addition of clay (1 phr) and MAPP (3 phr) increased the Tc to 111.9°C. They suggested that clay and MAPP act as nucleating agents and consequently increased the Tc of the PP matrix. On the other hand, Aziz et al. 49 compounded glass fiber-reinforced PP composites compatibilized with MAPP. They observed by means of the DSC technique that the incorporation of the MAPP led to a reduction in Tc. Huang et al. 50 studied the effect of maleated PP on the nonisothermal crystallization kinetics of wood fiber-reinforced PP composites using the DSC technique. They concluded that the addition of different MAPP concentrations can affect the crystallization behavior of the PP by either improving or hindering crystal growth, leading to competition between heterogeneous nucleation and crystal growth in the restricted interspaces between the wood fibres and MAPP.
In the current work, when MAPP was added, the crystallization rate and the density of nucleation sites were reduced considerably with respect to neat PP. A possible reason for these facts could be that the amount of MAPP used in the current study probably reduced the Tc of the matrix.
Conclusions
In this work, PP/MMT nanocomposites were successfully prepared by melt blending using a twin-screw extrusion process. Only nanocomposites based on organically modified MMT showed mechanical performance improvements because the dispersion of clays in the PP matrix was better than for unmodified MMT/PP composites and some degree of intercalation/exfoliation was observed in TEM micrographs. In the studied range, the addition of MAPP did not improve mechanical properties with respect to systems without coupling agent. Nanocomposite reinforced with 5 wt% of dialkyl ammonium-modified MMT and without MAPP showed modulus and strength values of 871 and 29.3 MPa, respectively, whereas the modulus and strength values of neat PP were 708 and 28.0 MPa, respectively. The incorporation of 5 wt% of dialkyl ammonium-modified MMT improved modulus and strength values around 23% and 4.6% with respect to neat PP.
After the incorporation of MMT into the PP matrix, the crystallinity rate increased drastically since MMT acted as a nucleating agent, which was confirmed by POM photographs. However, the addition of MAPP decreased the density of nucleation sites and reduced the crystallinity rate of PP/MMT nanocomposites. The amount of MAPP used in the current work limited the nucleating effect of the clay and decreased slightly the crystallinity degree of nanocomposites.
Footnotes
Acknowledgements
The authors thank for technical and human support provided by SGIker of UPV/EHU and European funding (ERDF and ESF).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.