
Abstract
In this work, we consider low-cost carbon fiber produced with a textile-grade precursor. The objective of the study is to investigate textile-grade carbon-fiber-reinforced-polypropylene composites (TCF-PP) from compounded pellets for mechanical and thermal characterization. Four sets of pellets with 1%, 5%, 10%, and 15% reinforcement were manufactured using textile-grade carbon fiber (TCF) and polypropylene (PP) by twin-screw compounding. The addition of TCFs through gravimetric feeder directly in the extruder resulted in lower fiber content; however, side feeder has shown good potential. The pellets were further processed in extrusion compression molding to manufacture plaques. An increase in fiber loading has a negligible effect on fiber attrition as fiber length distribution variation between 1% and 15% reinforced pellets was very small. The addition of TCFs in PP showed a significant improvement in mechanical properties. The tensile strength and modulus of the composite were 26% and 161%, respectively, improved by the addition of 10 wt% TCF. Similar results were observed in the flexure test. However, the impact properties were reduced by 25.54% by the addition of 15% TCF.
Keywords
Introduction
Carbon fibers (CFs) have been used since the 1870s, where Thomas Edison conducted an experiment to produce the first light bulb using cellulose (bamboo or cotton) based precursor. These fibers showed that they could withstand elevated temperatures. Research has been conducted over the years to improve the properties of CFs, and at present, CF is one of the most widely used material in aerospace, military, automotive, biomedical, and sporting goods applications. CFs are produced using polyacrylonitrile (PAN), mesophase pitch, rayon, graphene, lignin, and polyolefin precursors. 1 -3 Commercially available CFs have high tensile strength (2–7 GPa), high stiffness (200–900 GPa), low thermal expansion coefficient (<10−5 K−1), 4 and high compressive strength (up to 3 GPa). 1 However, the high cost of the precursors and their associated processing costs limit CFs use to aerospace, sports, and high-end automotive industries, where weight saving is the driver than cost.
The current developments in the automotive sector are driven to increase fuel economy. One way to improve the fuel economy is by reducing the weight of components in the vehicle. The Corporate Average Fuel Economy standards mandate the average fuel economy in automobile vehicles to increase to 54.5 mpg by 2025 from 35.5 mpg in 2017. 2 Therefore, the demand for lightweight CF (density 1760 kg m−3) 5 in vehicles is increasing. The efficiency of the wind power system can also be improved using light, stiff CF in turbine blades. 6 Researchers at the Oak Ridge National Laboratory (ORNL) has developed and commercialized technology for low-cost textile-grade standard and intermediate modulus CF. The 51% of the total cost required to manufacture PAN (most commonly used precursor) based CF is based on the cost of the precursor. 2 ORNL researchers were able to produce textile-grade acrylic precursors having similar chemistry as specialty PAN at a reduced price. The CF produced using a textile-grade precursor has 2800 MPa strength, 275 GPa modulus, and 1% failure strain. 7
Short-fiber-reinforced polymer (SFRP) composites are growing rapidly in industrial applications. Due to the ease of manufacturing, economies of scale, and ability to bridge the gap between continuous fiber laminates and unreinforced polymer properties. 8 -10 The properties of short-fiber composites can be improved by uniform dispersion and distribution of fibers in the matrix. 11,12 Injection molding and extrusion compounding are frequently employed processes to manufacture SFRP composites. 13 -15 The higher fiber content in SFRPs is of particular interest as they offer higher mechanical properties; however, increased fiber content increases fiber–fiber, fiber–equipment interaction, which compromises fiber aspect ratio and ultimately mechanical properties. 16,17
In this study, textile-grade carbon-fiber-reinforced-polypropylene (TCF-PP) pellets were produced using a twin-screw compounder. PP was chosen since it is a commodity polymer with good mechanical and insulation properties and thermal/chemical stability. 18 Pellets were further processed to composite plaques using extrusion compression molding (ECM) operation for mechanical and thermal characterization. Test coupons were prepared for tensile, flexure, impact, and dynamic mechanical analysis (DMA), according to respective ASTM standards. Fiber length distribution (FLD) was carried out to investigate the fiber attrition after pelletizing. Microscopic characterization was performed to investigate the fiber/polymer interfacial bonding, imperfections, and failure modes of the test specimens. Thermogravimetric analysis (TGA) was conducted for thermal evaluation.
Materials and sample preparation
TCF (6.35 mm long) (Carbon Fiber Technology Facility, Oak Ridge National Laboratory) and PP (ExxonMobilTM PP3155 homopolymer, North America) were used. The density and melting point of PP are 900 kg m−3 and 170°C, respectively. Gala line twin-screw compounder (model # 6-8.1) (Gala Industries, Eagle Rock, Virginia, USA) at the Fibers and Composites Manufacturing Facility, the University of Tennessee, Knoxville (UTK), was used to prepare 1, 5, 10, and 15 wt% carbon-PP compounded pellets. The twin-screw extruder has nine heating zones to melt the polymer and produce fiber-reinforced pellets using strand die assembly. Two gravimetric feeders, first, at zone 1 to introduce polymer, while second, at zone 5 to add reinforcements (TCF) directly in the extruder, were used. TCFs were introduced at zone 5 to ensure proper fiber mixing and also to reduce fiber attrition. The processing parameters for extruder are die temperature (232°C), screw speed (250 r min−1), mass flow rate (120 g min−1), pellet chopper speed (700 r min−1), and zone temperatures (80°C, 140°C, 165°C, 165°C, 190°C, 180°C, 180°C, 180°C, and 180°C). The fiber-reinforced PP strands (3 mm in diameter) then entered in the water bath and pelletizer to produce approximately 3-mm long pellets.
The pellets were dried at 70°C for 8 h before ECM. The single-screw extruder (Impco B20 blow molding machine which was retrofitted by retaining only its reciprocating screw to obtain a low shear extrusion plasticator with 50.8 mm (2”) barrel diameter and 304.8 mm (12”) shot size) was used to produce molten, compact charges, and then charges were placed in a Beckwood hydraulic compression press (Beckwood Corporation [Fenton, MO, USA]) to consolidate a panel. The four heating zones of plasticator were set at 196°C, 204°C, 227°C, and 227°C), and 50.8 mm (2″) diameter and 152.4 mm (6″) charge length were maintained. A flat panel of 279.4 × 279.4 mm2 (11″ × 11″) was prepared with tool temperature at 27°C and pressure at 2.3 MPa (330 psi). The pressure was applied for 5 min to avoid the warpage. According to ASTM standards, samples from each plaque were cut for mechanical and thermal characterization. From here on, all the samples are denoted as PP, 1TCF-PP, 10TCF-PP, and 15TCF-PP read as 15 wt% TCF-PP.
Thermal and mechanical characterization
TGA was conducted on each set of composite samples to understand thermal stability and degradation behavior due to the change in fiber content. TGA test was conducted in the inert atmosphere at the heating rate of 10°C min−1, using Mettler 840 TGA (Columbus, OH, USA). DMA C2-800 was used to perform DMA. The samples with dimensions 60 × 15 × 4.1 mm3 were cut and tested in bending mode at 1 Hz. Samples were heated from −50°C to 100°C at a 5°C min−1 heating rate.
The fiber length measurement was carried out on 1TCF-PP and 15TCF-PP pellets. Three random pellets were selected from each set and were subjected to burn-off at 450°C for 240 min (4 h) in a muffle furnace. 19 FLD was calculated using ImageJ software (Version 1.52a, bundled with Java 1.8.0_112). 20
Tensile and flexure tests were performed on a Test Resource frame at Fibers and Composites Manufacturing Facility, UTK with a 50-kN load cell. Five samples were prepared for tensile and flexure tests according to ASTM D3039 and ASTM D790, respectively. Tensile samples (256.2 × 22.5 × 4.1 mm3) were tabbed using woven glass/vinyl ester composite. Samples were pulled at 2 mm min−1 loading rate, and the strain was monitored using an extensometer. Flexure samples (80 × 12.7 × 4.1 mm3) were loaded at 1.7 mm min−1. Interfacial bonding and porosity of fractured tensile and flexure samples were studied using Leo 1525 scanning electron microscope (SEM) (LEO Electron Microscopy Inc., Thornwood, NY, USA). Izod impact test was conducted on 64 × 12 × 4.1 mm3 specimens from each plaque. The test was carried out according to ASTM D256.
Results and discussion
The thermal degradation of PP and CF composites is important to determine the end-use application. In this study, the effect of TCF content (1%, 5%, 10%, and 15% wt% fraction) on the degradation of PP was analyzed. TGA results of PP and PP composite show single step degradation, as shown in Figure 1. A sudden mass drop in the temperature range from 335°C to 480°C was due to the thermal degradation of the material. All composites have a higher degradation temperature as compared to pure PP because the heat absorption capacity of CF is higher than PP. 10 At 700°C, complete degradation of PP was observed while composites had residual mass. Upon further analysis of the data, the actual TCF content in the 1TCF-PP, 5TCF-PP, 10TCF-PP, and 15TCF-PP composite was 0.67%, 2.71%, 7.60%, and 11.05%, respectively. The addition of TCF in the twin-screw extruder through gravimetric feeder was difficult due to the low density of CF (1760 kg m−3), 5 hence, the lower fiber content than the target. This issue can be resolved by the introduction of TCF through the side feeder, and it is explained later in this article.

TGA curves of PP and TCF-PP samples representing weight loss as a function of temperature at a heating rate of 10°C min−1.
Mechanical stress with respect to the deformation was characterized by DMA testing. Storage modulus, E′, is the amount of elastic energy stored, which is reversible. E′ variation with respect to temperature for PP and its TCF-reinforced composites are shown in Figure 2(a). The relaxation of the amorphous phase of PP takes place in the range from −10°C to 20°C. 21 At −50°C, E′ for 1TCF-PP and 5TCF-PP was lower while 10TCF-PP and 15TCF-PP were higher than PP. The gradual decrease in the stiffness was observed with the rise in temperature, and a sudden drop was noted at a glass transition temperature (Tg 0–25°C), indicating phase change from rigid glassy state to a more flexible rubbery state. As the temperature increased, the composites with higher TCF content had more stiffness, and at 61°C, the stiffness of the samples was in the 15TCF-PP > 10TCF-PP > 5TCF-PP > 1TCF-PP > PP sequence. The substantial effect was not observed on storage modulus by the addition of 1%, 5%, 10%, and 15% short TCF in the PP. Similar results were observed in the literature, 10 which showed that the addition of 10% short CF in PP did not have a significant effect on the E′.
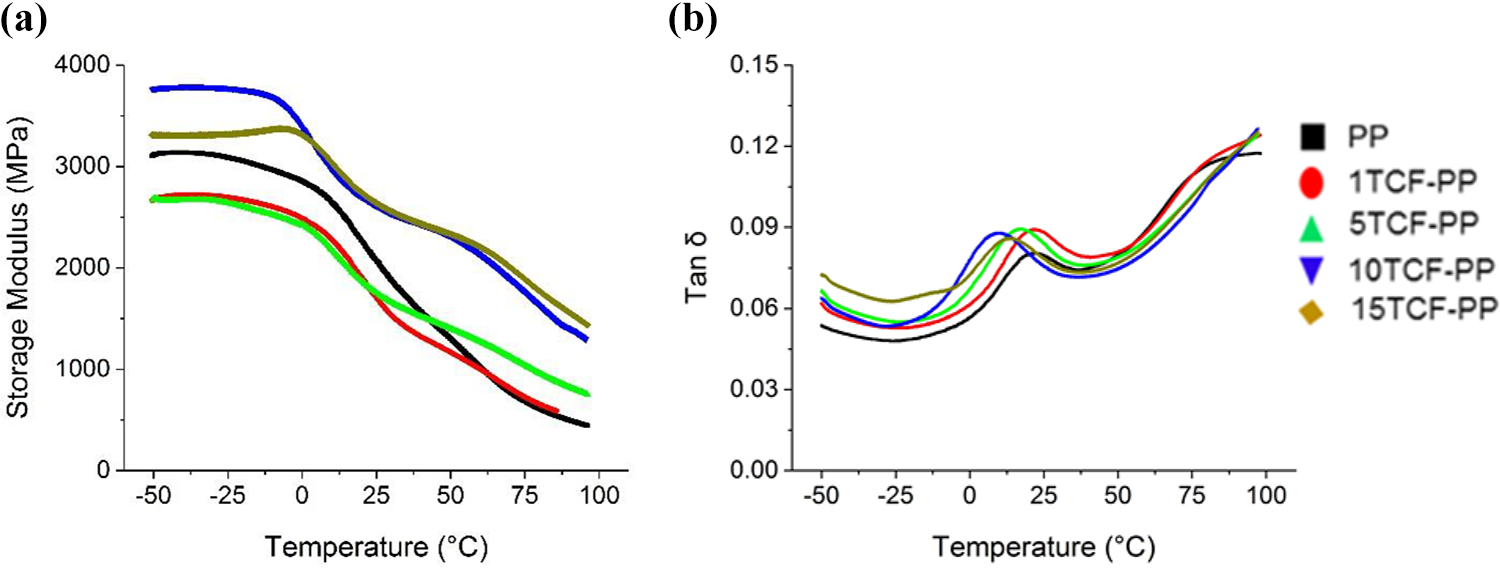
DMA data for PP and TCF-PP composites: (a) variation of storage modulus as a function of temperature and (b) variation of tan δ as a function of temperature.
The damping factor (tan δ) is the ratio of the loss modulus to the storage modulus. Tan δ curves for PP and TCF composites are shown in Figure 2(b). The curves were scattered within the temperature from −25°C to 50°C. Since tan δ curves were scattered rather than preciously defined, detailed quantitative analysis of peaks with respect to fiber content was not performed. From Figure 2(b), it can be shown that composites have more damping than PP. The higher damping was due to the dissipation of viscoelastic energy due to fiber–fiber and fiber–PP friction. 22 The peak height of tan δ for PP was increased by incorporating fibers. When damping curves reach the maximum, it indicates the Tg. The Tg for PP, 1TCF-PP, 5TCF-PP, 10TCF-PP, and 15TCF-PP was 23.11°C, 20.98°C, 16.12°C, 8.44°C, and 11.74°C, respectively. The reduction of Tg was may be due to the shearing of the fibers during compounding and plasticating. The increase in the Tg for 15TCF-PP was minimal. Above Tg, composites and PP showed insignificant variation in tan δ.
In the twin-screw extruder, 6-mm-long TCFs were added to the PP. Fiber attrition takes place as the material passes through the screw due to multiple flow restrictions. 19 This fiber degradation was statistical in nature, which results in FLD for a given sample. Therefore, more than 3500 fibers were measured to obtain reliable data. FLD measurement of 1TCF-PP and 15TCF-PP pellets were carried out. An average of 0.18- and 0.19-mm fiber length was observed in the 1TCF-PP and 15TCF-PP pellets, respectively, as shown in Figure 3. Fiber length in the lowest and highest fiber content pellets was almost the same. The pellets were further processed with low shear extrusion plasticator. Due to low shear extrusion, it was assumed that the fibers did not undergo further attrition, and composite plaque retains the pellet fiber length. Since fiber length was almost the same in all panels, variation in mechanical properties was deduced to occur mainly due to fiber content.

Fiber length distribution for different loading percentages of TCF.
Mechanical properties are given in Table 1. Figure 4(a) shows the effect of fiber loading on the tensile properties of PP. SEM images of fractured tensile samples are shown in Figure 4(b). It can be noted from the SEM images that TCFs were well distributed. The fractured surface of the tensile sample shows the breakage of fiber rather than pull out, indicating good bonding between fiber and PP. The results indicate that tensile strength and modulus of PP increase with the addition of 1%, 5%, and 10% TCF. When a composite sample was subjected to tensile loading, the load was transferred from matrix to fiber, and the load-bearing by the fiber results in uniform stress distribution in composites. 23 Therefore, the tensile properties of composites increase with an increase in fiber content, which results in 26.02 % and 161.6% increase in strength and modulus, respectively, for 10TCF-PP, as compared to PP. With further increase in reinforcement, there is a stage, where fillers will not disperse evenly and start agglomerating. This results in incomplete wetting of fibers. Therefore, the properties of composites start decreasing 24 as strength and modulus of 15TCF-PP were 8.3% and 5.5%, respectively, lower than 10TCF-PP. Similar results were observed by Yunus et al. 25 for the effect of CF content on two commercially available PP having different melt flow index.
Mechanical properties of PP and TCF-PP composite samples.
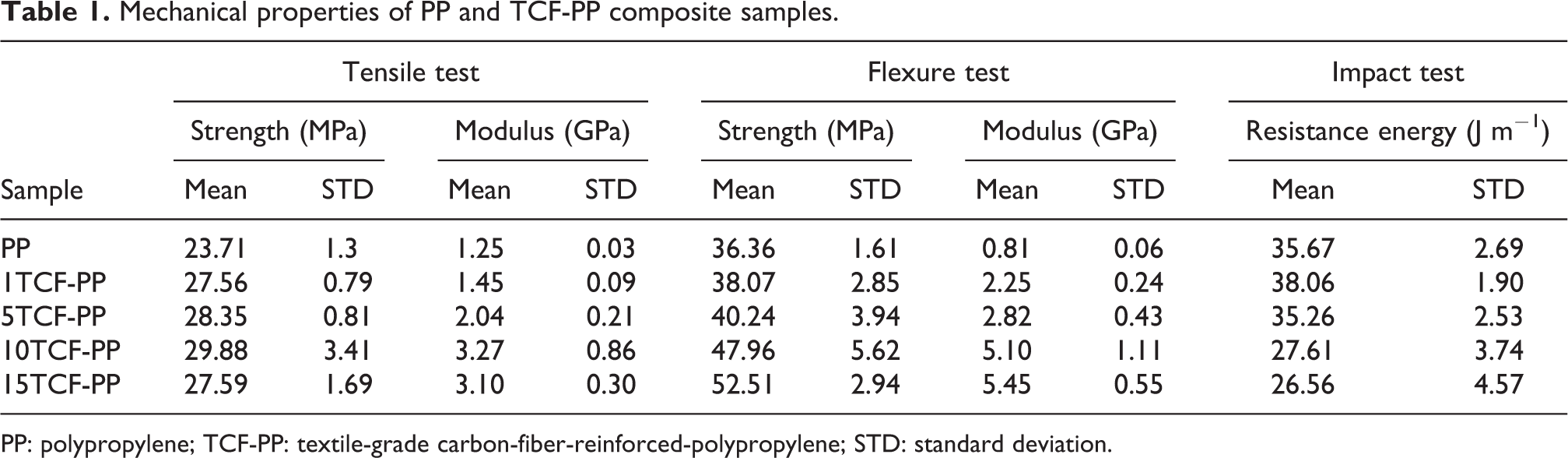
PP: polypropylene; TCF-PP: textile-grade carbon-fiber-reinforced-polypropylene; STD: standard deviation.
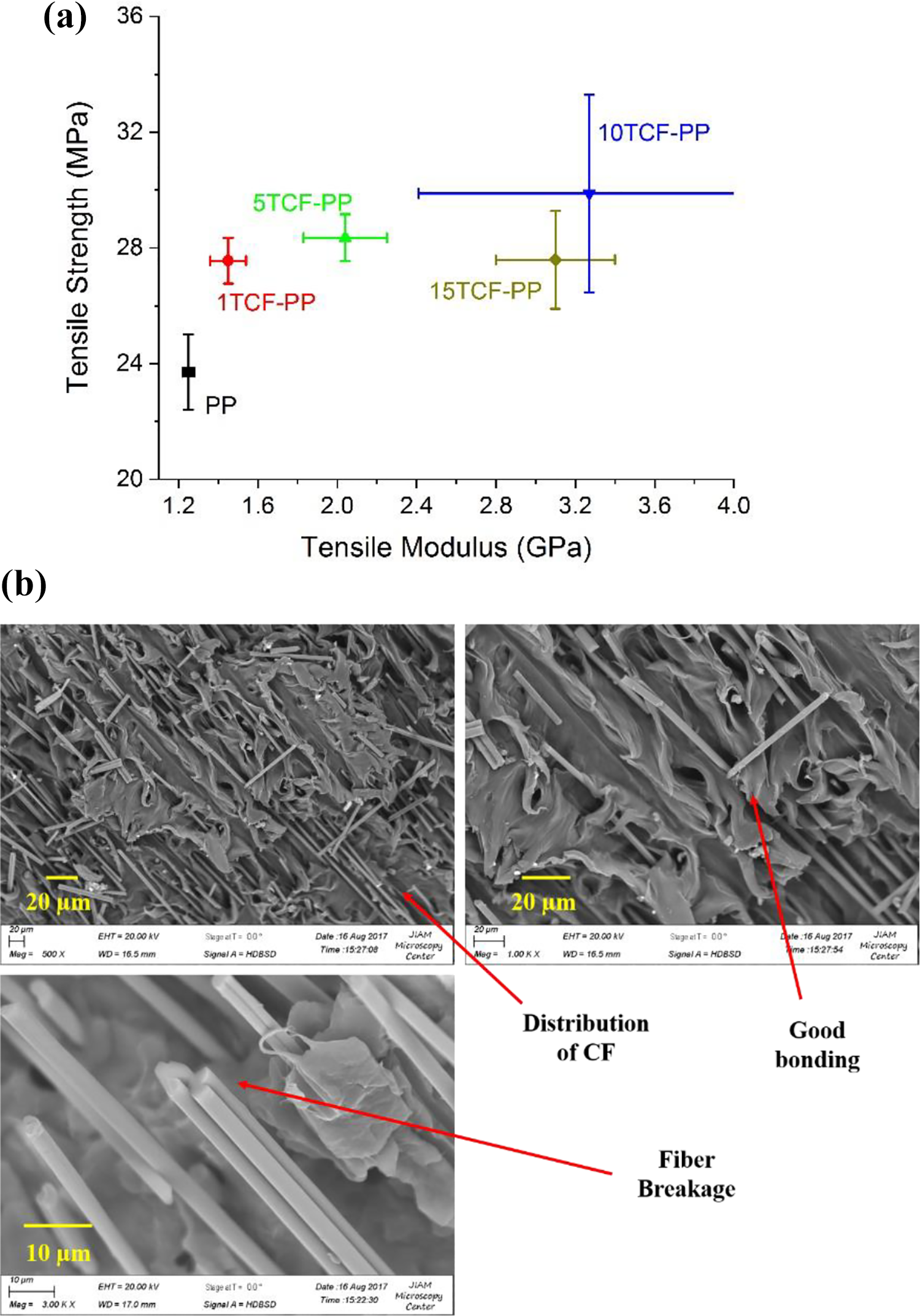
(a) Tensile properties of PP and TCF-PP composites. (b) SEM images of fracture tensile samples.
Flexural properties are shown in Figure 5. The general trend for the flexure test and the properties (strength and modulus) was increased with increasing fiber content. Flexure strength of 15TCF-PP was 52.51 MPa, and an increase of 44.42% was noted as compared to PP. The improved properties were simply due to the proper bonding and uniform stress transfer between matrix and fiber, as shown in Figure 4(b). Figure 5 shows that the flexure modulus increased significantly by reinforcement. Flexure modulus of PP was 0.81 GPa and 15TCF-PP was 5.45 GPa; 573% increment was observed. This enhancement in flexure modulus was due to TCF stiffness, which offered more resistance upon compression load. 25

Flexure properties of PP and TCF-PP composites.
Izod impact testing results are shown in Figure 6. PP has 35.67 J m−1 impact energy. For 1TCF-PP, the impact energy slightly increased to 38.06 J m−1. Increasing TCF content leads to many fiber ends in the sample, which could be the crack initiation regions, and hence, reduce the energy absorption capacity of the composite. Also, the risk of fiber agglomeration was more with more fibers, which could create stress concentration regions, 26 reported similar results as the impact strength of PP was decreased with a higher content of short jute fibers.

Impact properties of TCF-PP with varying TCF percentage.
As shown previously, the introduction of TCF through gravimetric feeder results in lower content due to the lower density of TCF; however, this can be resolved by adding TCF through side feeder. To verify this assumption, new 10 TCF-PP pellets were prepared, where TCFs were introduced to zone 5 using a side feeder. TGA was performed on the pellets and observed 10% of TCF; however, last time, it showed only 7.6%. The increase in TCF content can also be verified by observing an increase in flexural strength from 48.0 MPa by the gravimetric feeder to 51.5 MPa for side feeder, as shown in Figure 7(b).

Effect of addition of TCF through side feeder (a) TGA curve and (b) flexural strength.
Rezaei et al. 27 have studied the effect of CF (Torayca T700S 12K, Toray Co., Japan) length and content when reinforced with PP. In this research, CF-PP pellets were prepared using Haake PolyDrive R600/610 extruder, and panels were manufactured using hot pressing. From here on, these samples will be referred as Toray CF-PP. In Table 2, properties of 0.5-mm fiber length with 7% reinforcement in PP and 10TCF-PP samples are given. Properties of 10TCF-PP were compared because the actual content of CF in these samples was 7.60%. The tensile modulus of CF in 10TCF-PP was 275 GPa, 7 while Toray CF-PP was 230 GPa. 27 As a consequence, the tensile strength and modulus of Toray CF-PP (21 MPa and 2.75 GPa, respectively) were lower than 10TCF-PP (29.88 MPa and 3.27 GPa).
Mechanical properties of 10CF-PP and Toray CF-PP.

TCF-PP: textile-grade carbon-fiber-reinforced-polypropylene; STD: standard deviation.
Flexure properties of Toray CF-PP (strength: 64.8 MPa and modulus: 6.8 GPa) were higher than 10TCF-PP (strength: 47.96 MPa and modulus: 5.1 GPa). Similar results were observed in izod impact test as resistance energy for Toray CF-PP was 35.5 J m−1 while 10TCF-PP was 27.61 J m−1. The higher flexure and impact properties of Toray CF-PP were attributed to higher CF length (0.5 mm), as compared to 10TCF-PP (approximately 0.18–0.19 mm).
Conclusions
Significant fiber length degradation was observed after twin-screw compounding as only 0.18 mm FLD was noted in the 1TCF-PP pellet. The tensile and flexure properties were improved tremendously with the addition of TCF as tensile, and flexure modulus at 161% and 530% improved, respectively, due to the high stiffness of TCF. SEM images of fractured samples revealed even distribution of TCF and good bonding with the resin. Tg was reduced with the addition of TCFs. Tensile properties of 10TCF-PP were higher than Toray CF-PP, but flexure and impact results are higher for Toray CF-PP.
In summary, the suitable properties of TCF will accelerate the adoption of CF in high-volume industrial applications. The introduction of fibers through side feeder has shown good potential for higher reinforcement. In the future, authors would like to work on to improve fiber loading using side feeder and fiber–polymer bonding by surface treatment.
Footnotes
Acknowledgements
The authors would like to thank Carbon Fiber Technology Facility (CFTF), Oak Ridge National Laboratory (ORNL), for providing textile grade carbon fibers. Support from the Department of Energy (DOE), Institute for Advanced Composites Manufacturing Innovation (IACMI), The Composites Institute, is gratefully acknowledged. The information, data, and work presented herein was funded in part by the US Department of Energy, Office of Energy Efficiency and Renewable Energy under Award Number DE-EE0006926.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.