
Abstract
This research is about manufacturing brake pads from a polymeric composite material composed of domestic materials, which are cheaper and available in the market. An unsaturated polyester is used as the basic material. Styrene–butadiene rubber and montmorillonite clay materials available in the market are used as the fillers. The Kevlar fibers, the nylon, and the steel fibers are used as reinforcing materials to improve the mechanical properties. The Shore hardness, compressibility, thermal conductivity, impact, and wear resistance tests have been implemented. The results show that the hardness, compressive, and impact resistance of the samples increase with the increase of the reinforcement ratio by Kevlar fibers, nylon fibers, and steel fibers. The rate of wear decreases with the increase of reinforcement ratio. The thermal conductivity decreases with an increase in the reinforcement ratio by Kevlar fibers and nylon fibers while the thermal conductivity increases with an increase in the reinforcement ratio by Kevlar fibers and steel fibers. Compared to the commercial brake pads, high strength, high wear resistance, high impact resistance, high hardness, high compressive strength, low thermal conductivity, and low-cost brake pads have been proposed.
Introduction
The ongoing industrial developments and rapid developments in technology, taking place in the world, have stimulated the researchers to find multiuse materials with high engineering and structural specifications according to the requirements of use due to the renewed human tendency toward a luxurious life. Since its appearance on earth, man has been interested in forming and modifying materials to obtain useful innovations. By studying the properties of engineering materials (metals, ceramics, and polymers) such as hardness, durability, thermal and electrical conductivity, corrosion resistance, and plasticity, the researchers have observed a difference in the properties of these materials. 1 For example, polymers are lightweight and resistant to oxidation and, they have transparency and the ability to manufacture complex shapes. Ceramic materials are characterized by high temperature, good thermal and electrical insulation, high hardness, and high compressibility, but they are also characterized by brittleness, spelling, fracture, and nonimpact shock and stress. 2 Metals are characterized by their high ability to withstand the loads, resistance, and durability, on the other hand, being oxidized nonresistant to weather conditions. 3
Therefore, these materials may be called as suitable for use in a particular field and unsuitable for use in another field. Many technological applications and modern industries require materials with a combination of unusual properties (high shock, lightweight, and resistance to different environmental conditions) so that they are economical and suitable for many industrial purposes and engineering applications and, this was a motive to find the so-called composite materials. 4 Since 1960, there has been an increase in the need for such materials that have high resistance, durability, and lightweight especially in the field of space and transportation. This requires an effort to research extensively in the field of composite materials by studying the properties of materials and knowledge and, their correlation with each other and their ratios. These studies, in turn, led to the emergence of new types of composite materials. 5,6 Composite polymers are the best types for their high mechanical properties relative to density as well as their ease of manufacture. The expansion of polymer-based composites is attributed to several reasons such as the possibility of its formation in different shapes and sizes, noncorrosive properties, good resistance to chemicals and moisture, lightweight and high durability, and good electrical insulation properties. 7,8
As for the reinforcement part of the composite materials, different forms, including particles, fillers, flakes, or fibers are used. The matrix is often reinforced by the fibers because the fibers have better properties than the other types. The composite materials have emerged as a result of industrial and technological developments to meet the increasing need for new materials with special specifications and alternative interference to other engineering materials. Thus, composite materials of various kinds have occupied an advanced position in industrial applications since their first appearance. As a major member of the composite materials group, the polymer basis is particularly important in many applications depending on the properties of the base polymer as well as the properties of the reinforcement part of the material. Polymer composite materials have been widely used in the manufacture of friction braking systems for many vehicles due to their superior properties such as good friction performance, long life, low braking noise, and lightweight.
Liu et al. 9 used rubber minutes to manufacture braking pads and tested the effect of using powder rubbers on friction properties. Styrene–butadiene rubber (SBR) has been used in the manufacture of the pads in various sizes. The uses of powder and rubber have improved the friction properties of the pads.
Shojaei et al. 10 studied the thermal conductivity of composite friction materials used in the manufacturing of the brake pads using several types of the fillers (Aluminum chips, aluminum oxide (Al2O3)) for vehicles. It is concluded that the thermal conductivity increases by increasing the number of the fillers and reaches a higher value when using Aluminum-chips as the filler.
Mimaroglu et al. 11 studied the friction performance and wear of pure polymer materials and fiber-glass-reinforced polymers. Polyamide (PA) and polyetherimide (PEI) were used as base materials and glass fiber (GF) as a reinforcing material and three mixtures PEI, PEI + 20%GF, and PA + 30%GF were tested. It was found that the material made up of PEI + 20%GF has a friction coefficient value of 0.13–0.74 and a wear rate of 1 × 10−8 to 1×10−6 mm3 N−1m−1. Then, it was concluded that PEI + 20%GF material has higher wear resistance.
Kim et al. 12 studied the effect of phenol on the topology properties of the brake friction material. It was found that the hardness, the compressibility, and the porosity change with the change in the amount of added phenol and that the hardness decreases linearly with compressibility and porosity. The friction coefficient at moderate temperatures (at 100°C) increases with increased phenol, while wear resistance increases with the increase in the amount of phenol added, and also while the noise produced during the braking process decreases with the increase of phenol.
Astotah and Adeleke 13 have developed asbestos-free brake pads using corn husks as alternative fillers to replace asbestos which has been known to be carcinogenic. Corn husks were sourced and milled before being saved into sieve grades of 100 and 200 μm. The varying proportions of the as-screened corn husk fibers and silicon carbide were mixed with the fixed proportions of graphite, steel dust, and resin to produce brake pads by using compression molding. Then, the hardness, compressive strength, density, flame resistance, wear rate, and porosity of the products were determined. The results obtained showed that the brake pad produced with the corn husk passing the finer 100 µm screen gave better compressive strength, higher hardness, lower porosity, and a lower rate of wear, depending on the finer distribution of the corn husk particles in the matrix. The results obtained for the brake pads were then compared with that of a commercial brake pad (asbestos-based). The results were found to be in close agreement suggesting that corn husk can be used in the production of asbestos-free brake pads.
Shinde and Mistry 14 studied on asbestos base and asbestos-free brake lining. The purpose of the study is to combine the demerits of asbestos-free and asbestos-based materials with comparable properties. Any organic waste from farms like banana peels and palm kernel shell were also tested for the replacement of asbestos and they found out that it is worth to compare these with each other. After testing, they found that all the materials other than asbestos have a higher coefficient of friction, which is desirable for a brake lining material. Also, other properties of non-asbestos materials are comparable to the asbestos-based brake lining material. Therefore, it is concluded that a composite material made up of non-asbestos materials can replace asbestos in the brake lining material.
Souza et al. 15 studied the tribological behavior of the polyester/glass fiber (P/GF) composite using the P/GF wastes as a filler and then filled them with calcium carbonate (CaCO3) as a filler. It was found that the integration of the composite with P/GF wastes is more useful than CaCO3 concerning friction and corrosion resistance.
Adeyemi et al. 16 studied the use of a mixture of mixed agricultural wastes (cocoa bean husks, corn husks, and palm kernel shells) as a filler with epoxy resins. After the production of the samples, they have tested them to determine their physical and mechanical properties. They have obtained positive results compared with the commercial braking pads where it was found that decreased corrosion resistance and friction while tensile strength and compressive strength are increasing.
Ramanathan et al. 17 have studied the use of lemon peel powder in asbestos-free braking pads. Lemon peel is dried by sunlight at 32°C for 240 h and then grind softly. Two samples were produced with different percentages of lemon peel, Al2O3 and iron oxide using hand molding technique. Epoxy resins were used as a base material and mixed with epoxy resin at the rate of 1:4. A 30 × 25 mm2 steel mold was used. After testing both samples, it was found that lemon peel powder can be used in the manufacture of braking pads effectively.
Elakhame et al. 18 have presented the asbestos-free automotive brake pad using periwinkle shell particles as the frictional filler material. This study has been held to exploit the characteristics of the periwinkle shell, which is largely deposited as a waste, in replacing carcinogenic asbestos. Five sets of brake pads with different sieve sizes (100–350 μm) of periwinkle shell particles with 13% resin were produced using compressive molding. The physical and mechanical properties of the periwinkle shell particle-based brake pads were evaluated and compared with the asbestos-based brake pads. The obtained results showed that the compressive strength, hardness, and density of the developed brake pad samples increased with decreasing the particle size of periwinkle shell from 350 µm to 100 μm, while the oil soak, water soak, and wear rate decreased with decreasing the particle size of the periwinkle shell. The results obtained at 100 µm of periwinkle shell particles compared favorably with that of a commercial brake pad. The results of this research indicate that periwinkle shell particles can be effectively used as a replacement for asbestos in brake pad manufacturing.
Erdogan et al. 19 have studied the friction and wear behavior of an epoxy composite filled with industrial waste. The epoxy has been reinforced by blast furnace slag, converter slag, ferrochromium slag, and Al2O3. Wear behavior of the samples was studied under different loads and it was found that adding these fillers to the epoxy leads to an increase in the resistance of the composite material to wear.
Balla et al. 20 have provided an overview of different types of natural fibers, their characteristics, and properties enabling them to be used as reinforcing agents in different kinds of polymers. Then they have discussed the unique requirement of fiber surface modification to achieve enhanced fiber–matrix bonding. They have mentioned that the polymeric composites reinforced with natural fibers have low heat resistance and low moisture resistance.
Suthan et al. 21 have studied the analysis of the wear of the polymeric composite materials which is reinforced with bio fillers, such as rice husk, shell powder, coconut shell powder, and hybrid filling while epoxy was used as a base material. After manufacturing of the samples and adding fillers by 20%, a wear test was performed, and it was found that the wear resistance increased by a high percentage in the case of reinforcing with hybrid fillings.
In this research, the brake pads will be manufactured from polymeric composite materials, using unsaturated polyester which is the base material and fibers are added such as Kevlar fibers, nylon fibers, and steel fibers for reinforcement, and the fillers such as the SBR and montmorillonite clay and the other fillers that are cheap and available in the market are added to prepare the samples. Tests such as Shore hardness tests, compression tests, impact resistance tests, wear rate tests, and thermal conductivity tests are then carried out on samples produced. The results of the samples are compared with the specifications of the commercial brake pads available in the local market and the most suitable samples for the manufacture of the brake pads have been defined.
Preparation of samples
The samples are prepared according to the weight percentages (wt%) as presented in Table 1. Aluminum particle, SBR rubber, and montmorillonite components defined in Table 1 are used as fillers because they are available in the market, cheap and lightweight. The graphite was used in the preparation of the samples as a lubricant due to its good lubrication property. Other component materials such as Iron Oxide (Fe2O3), Aluminum Oxide (Al2O3), Silicon Dioxide (SiO2), and Magnesum Oxide (MgO) are used as abrasive materials to increase the friction performance of braking pads. All these materials are defined as fillers while the P resin is defined as a matrix, and Kevlar and nylon 66 fibers are defined as fibers in Table 1.
The proportions of the contents of the samples.

P: polyester; SBR: styrene–butadiene rubber; Al2O3: aluminum oxide; Fe2O3: ferric oxide; SiO2: silica; MgO: magnesium oxide.
The polyester is mixed with other powders such as rubber, aluminum, graphite, and other constituents of the samples to be prepared and mixed well and added as the hardener for the polyester and cast in special molds by hand molding and left for a full day until hardening of the sample (Figure 1).

The manufactured samples.
After the preparation of samples 1, 2, 3, and 4 as given in Table 1, the Shore D hardness tests of the samples have been done. It is found that sample 2 is the hardest as seen from Table 2 with 77.2 hardness value, and then this sample is considered as the main component for the following samples. The reason that sample 2 has the highest hardness is due to the bonding strength between the components of the compound is greater than the rest of the samples. Therefore, sample 2 is reinforced by the different types of fibers as given in Tables 3, 4, and 5 to improve their mechanical properties.
The hardness test result for the first four samples.

The proportions of the contents of the samples.

The proportions of the contents of the samples.

The proportions of the contents of sample 11.

After considering the selected sample (sample 2) as the main component by 100%, this component has been added into both the Kevlar fibers and nylon fibers by different ratios in order to improve the other mechanical properties as presented in Table 3. In the last three rows of Table 3, weight percentages (wt%) of the matrix, filler, and overall fiber (including the fiber in sample 2) of the samples have been presented.
The components were then added in the same way to both the Kevlar fibers and the steel fibers in order to improve the mechanical properties with the different ratios as presented in Table 4. The last three rows of Table 4 show the wt% of the matrix, filler, and overall fiber of the samples.
The component was then added to the three types of fibers such as Kevlar fibers, nylon fibers, and the steel fibers as presented in Table 5. Table 5 also includes the wt% of the matrix, filler, and overall fiber of sample 11.
Seven specimens have been manufactured for each sample as defined in Tables 3, 4, and 5.
Tests
Hardness test
The Shore D instrument has been used to measure the hardness of polymeric materials. The above-mentioned samples were prepared and tested. The sample is placed on the machine’s table and pressed until the surface of the material touches the flat surface and then waited for 3 s.
Impact test
The impact is tested by impact resistance measurement device and impact resistance is calculated according to the following equation:

where IS is the impact resistance to the material (J m−2), U c is the impact energy (J), and A is the area of the cross-section of the sample (m2).
Compression test
The hydraulic press is used to calculate the maximum compressive resistance of the samples. The standard sample is installed between the piston discs. When pressed, the upper disc moves and the lower disc remains fixed. Thus, the sample is compressed until it fractures. To calculate the shortest length of the sample during the test, a digital Vernier with a sensitivity of 0.01 mm was used so that it could move with the upper disc. It was possible to draw a stress–strain curve for the samples. The load was gradually raised on the sample with the standard dimensions until the sample failed. Maximum load is the value of maximum compressive strength.
Wear test
The wear rate is calculated by a special device and according to the following equations:


where WR is the wear rate (g m−1), Δw is the difference in sample weight before and after the test (g) (W 1 − W 2), SD is the sliding distance (mm), r is the sliding radius (mm), n is the number of turns (r min−1), and t is the time in minute (min).
The weight of the sample has been measured by a sensitive device to get W 1. The sample is then placed in the machine by a holder so that the sample is in contact with a rotary disc at a constant speed of 950 r min−1, where the friction between the sample and the disc occurs and the process continues for 10 min. After the process, the sample weight has been measured to get W 2. Using the above equations, the wear rate on the samples has been calculated.
Thermal conductivity test
The thermal conductivity of the test specimens can be calculated using a Lee’s disc and the thermal conductivity measuring device used for that process is shown in Figure 2. The value of thermal conductivity K is calculated from the following equations:

Thermal conductivity measuring device.

where e represents the amount of thermal energy passing through the disc unit area per second (W m−2°C−1) and calculated from the following relationship:

where IV is the thermal energy passing through the heating coil per unit time (W); T A, T B, and T C represent the temperature of discs A, B, and C respectively (°C); d A is the thickness of disc A (mm); d B is the thickness of disc B (mm); d C is the thickness of disc C (mm); d S is the thickness of the sample (mm); r is the radius of the disc (mm); I is the current passing through (amp); and V is the voltage (volt).
Results
Hardness test results
The hardness increases with the increase of the reinforcement ratio of Kevlar fibers and nylon fibers for the samples 5, 6, and 7 due to the improvement of the mechanical properties through fiber reinforcement and fiber bearing on the bulk of the stresses placed on the samples.
In the case of reinforcement by Kevlar fibers and steel fibers, it is found that the values of Shore D hardness are increased for samples 8, 9, and 10. Figure 3 shows the Shore D hardness values of the samples which are reinforced by Kevlar fibers, nylon fibers, and steel fibers. Kevlar fiber reinforcement increases the mechanical properties of the material and Kevlar fiber takes a major role by increasing the mechanical properties of the material due to the bonding strength between the components. 22,23
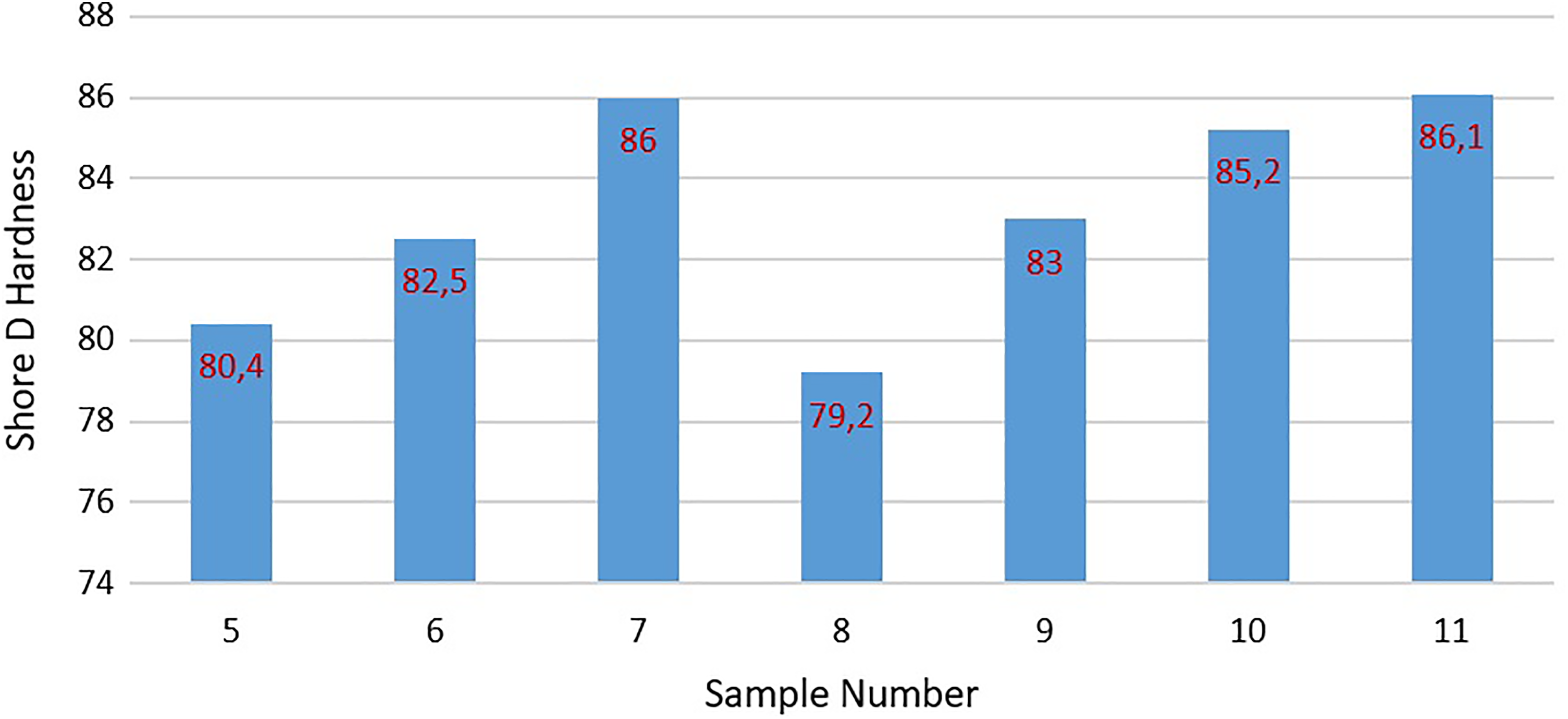
Shore D hardness values of the samples.
Impact test results
The resistance of the impact increases in samples 5, 6, and 7 by increasing the reinforcement of the Kevlar and nylon fibers. The bulk of the shock effort is mounted on the composite material. The reason for the increase in impact resistance when the reinforcement is increased is that the fibers bear the bulk of the impact stress.
In the case of reinforcement by Kevlar and steel fibers, impact resistance is increased due to the effective role played by Kevlar fibers and steel fibers in increasing mechanical properties for the samples 8, 9, and 10. The impact resistance of sample 11 is obtained as 12.4 kJ m−2. Figure 4 shows the variations of the impact resistance values of the samples.

Impact resistance values of the samples.
Wear test results
The wear rate is lower when the ratio of Kevlar fibers and nylon fibers increases for samples 5, 6, and 7. The reinforcement of the Kevlar fibers increases the wear resistance of the composite material. The nylon fibers have a capillary surface which has high adhesion to the base material that leads to increases in the wear resistance of the composite material. 22,24
In the case of reinforcement by Kevlar and steel fibers, such as for samples 8, 9, and 10, it is found that the wear rate decreases due to the high wear resistance of the Kevlar and steel fibers. The wear rate in sample 11 has been obtained as 0.16 × 10−6 g m−1. Figure 5 shows the wear rate variations for the samples.

Wear rate variations of the samples.
Compression test results
In the case of reinforcement by the Kevlar fibers and nylon fibers, it is found that the resistance of compression increases with the increase of the reinforcement ratio. This increase in compressive resistance stems from the strengthening of the base material in the fibers and the role played by these fibers. Fiber is to bear the bulk of the stress on the sample as well as by increasing the strength of cohesion of the fiber surface of the base material and forming a strong bond between the fiber and the base material. This phenomenon contributes to the improvement of the mechanical properties of the sample.
In the case of reinforcement of the fibers of the Kevlar and steel fibers, increased compressive resistance was observed with an increased reinforcement ratio. The increase in compressive resistance is largely caused by Kevlar fibers and steel fibers which play a major role in strengthening the base material and improving the mechanical properties. Figure 6 shows the compressive resistance variations of the samples which are reinforced by the Kevlar fibers, nylon fibers, and steel fibers. As for the sample 11 in the test of compressive resistance, it was found that the value of compressive resistance is 65 MPa.

Compression resistance values of the samples.
Thermal conductivity test results
The thermal conductivity decreases by increasing the reinforcement process with both the Kevlar fibers and the nylon fibers. Figure 7 shows the thermal conductivity coefficient K of the samples. The reason for the decrease in conductivity values for sample 6 is due to the insulator properties of the nylon fibers. 25 Therefore, the increase in the nylon fibers ratio turns out the decrease in the thermal conductivity coefficient.

Thermal conductivity values of the samples.
As for the reinforcement of the Kevlar fibers and steel fibers, the conductivity value was increased with the increase of the fiber reinforcement ratio. The relationship between the thermal conductivity coefficient K and the reinforcement ratio of the Kevlar fibers and steel fibers are also shown in Figure7. The steel wire is characterized by high thermal conductivity which contributes to the increased thermal conductivity of the composite material. The value of thermal conductivity constant K for sample 11 is found to be as 0.22 Wm−1 C−1.
Conclusions
After conducting this research and obtaining the above-mentioned results of the mechanical tests, the major conclusions reached are as follows:
By increasing the matrix composed of the polyester material to 65%, the Shore D hardness can be increased up to 77.2.
The increase in the reinforcement ratio of the samples of the Kevlar fibers and nylon fibers to 25% leads to an increase in the Shore D hardness up to 86. Furthermore increasing the reinforcement ratio by the Kevlar fibers and steel fibers leads to an increase in the Shore D hardness up to 85.2.
The increase in the reinforcement ratio of the samples of Kevlar fibers and Nylon fibers to 25% leads to an increase in the resistance of the impact from 7 kJ m−2 to 11 kJ m−2, and from 6 kJ m−2 to 10.4 kJ m−2 in the case of reinforcement by the Kevlar fibers and steel fibers.
The wear rate decreased from 0.41 × 10−6 g m−1 to 0.22 × 10−6 g m−1 with an increase in the reinforcement ratio by Kevlar fibers and nylon fibers, while wear rate decreased from 0.4 × 10−6 g m−1 to 0.28 × 10−6 g m−1 with an increase in the reinforcement ratio by Kevlar fibers and steel fibers.
The increase in the compressive strength from 22 MPa to 86 MPa has been obtained with an increase in the reinforcement by Kevlar fibers and nylon fibers from 10% to 25% while the increase in the compressive strength from 44 MPa to 83 MPa has been obtained with an increase the reinforcement ratio by the Kevlar fibers and steel fibers from 10% to 25%.
The thermal conductivity decreases from 0.266 W m−2°C−1 to 0.162 W m−2°C−1 with an increase in the reinforcement ratio by Kevlar fibers and nylon fibers to 25%, while the thermal conductivity increases from 0.235 W m−2°C−1 to 0.325 W m−2°C−1 with an increase in the reinforcement ratio by Kevlar fibers and steel fibers to 25%.
The above results show that the hardness, compression resistance, and impact resistance of the samples increase with the increase of reinforcement ratio by Kevlar fibers, nylon fibers, and steel fibers. The rate of wear decreases with the increase of reinforcement ratio. The thermal conductivity decreases with an increase in the reinforcement ratio by Kevlar fibers and nylon fibers while the thermal conductivity increases with an increase in the reinforcement ratio by Kevlar fibers and steel fibers. The samples numbered by 7, 9, 10, and 11 are more suitable for the design of brake pads. These samples are characterized by high wear resistance, high impact resistance, high hardness, high compressive strength, and low thermal conductivity compared to the commercial brake pads. Table 6 presents comparisons of the characteristics between the samples designed in this study and standard specifications for commercial brake pads. In addition to the specifications of the samples mentioned above, they have been made up of cost-effective materials available in domestic markets.
The properties of the samples designed and compared with the standard specifications of the commercial pads.
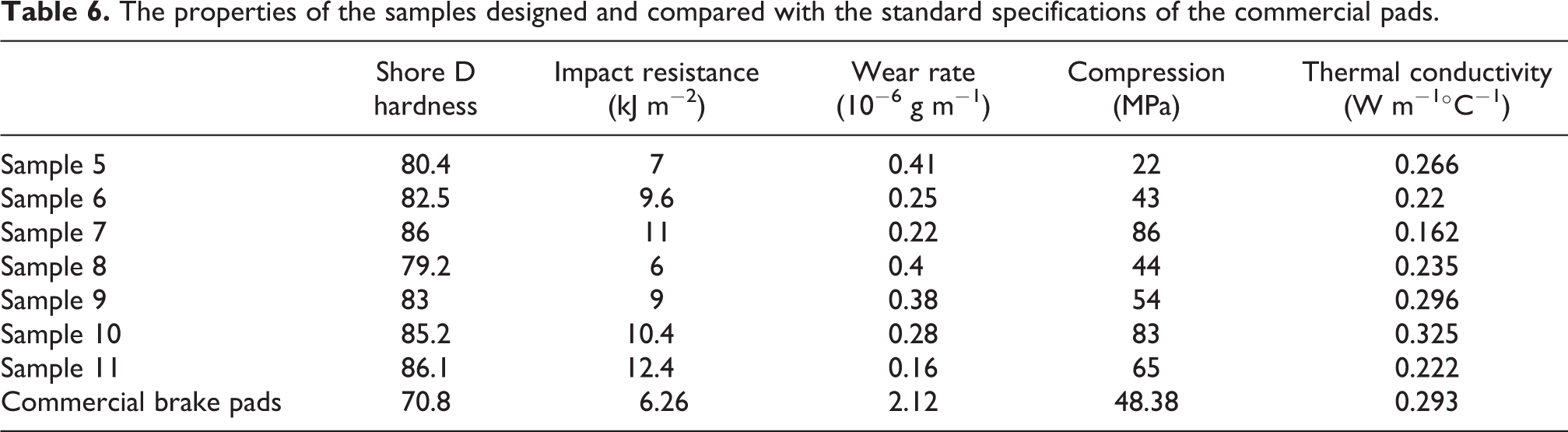
Therefore, after the above-specified tests and analysis, the following points depict the novelty of this research: The effect of many different new material compositions and fibers such as Kevlar fibers, nylon fibers, and steel fibers have been analyzed in detail for the possible usage in brake pads manufacturing. The samples numbered by 7, 9, 10, and 11 and the related material composition ratios are found to be more suitable for the manufacturing of brake pads compared to the commercial brake pads. Compared to the commercial brake pads, high strength, high wear resistance, high impact resistance, high hardness, high compressive strength, low thermal conductivity, and low-cost brake pads have been proposed. These polymer composites have the potential usage not only in commercial brakes, but also in the areas of aerospace applications such as military and commercial aircrafts, medical equipment and tools such as masks, marine application, and sports equipment and tools such as tennis rackets, golf clubs, and fishing rods.
Recommendations
The following are some recommendations for future studies: Study of wear and other mechanical properties under wet environmental conditions. The use of a scanning electron microscope to study the interfaces of composite materials. Study the reinforcement of composite materials by steel particles and compare the results of mechanical tests with the actual results. Investigate the effect of changing the ratio of hardener material added to the polyester on the mechanical properties of composite materials. The use of other types of fibers such as carbon fibers and Carbon nanotubes and investigate their effects on the mechanical properties. Study of other mechanical properties such as bending and tensile resistance. Study the effect of particle size on the mechanical and physical properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.