
Abstract
Polymer blends lead to producing a new class of plastics, which may have better properties than being individual. In this study, the ternary blends of natural rubber (NR)/styrene-butadiene rubber (SBR)/nitrile rubber (NBR) were prepared via melt compounding, and then the physicomechanical properties of ternary NR/SBR/NBR blends were investigated. NR content was kept constant at 30 phr, while SBR and NBR fractions were varied simultaneously. The effect of the addition of 3 phr of ultrablend 4000 as compatibilizer on the compatibility of the rubber blends was studied. The results revealed that the use of the compatibilizer has significantly resulted in the clear stability of the scorch time and the optimum cure time of the blends. Tensile strength; stress at 100%, 200%, and 300% elongations; elongation at break %; compression strength; and compression set increase with the NBR content. There was a dramatic rise in the value of swelling ratio with the decrease of NBR. Moreover, the dynamic mechanical analysis showed some shifts in glass transition temperatures for blends to higher and lower temperatures as a function of the composition, which indicates the partial miscibility between the contributing components. Scanning electron microscopy of the tear fracture surfaces indicated that incorporation of NBR in the blends resulted in better adhesion of ternary blends and improved the tensile properties of ternary blends.
Introduction
Elastomers are a class of polymers where they are essential in many industries such as automotive and building and construction. Currently, much attention is focused on developing a straightforward route to combine different polymers to obtain tailored properties. Blending elastomers is a well-known approach in the rubber industry to create rubber compound with specific properties for a particular application. 1 -4 There are key parameters that have significant influences on the final properties of a compound such as individual properties of each rubber constituent, blend ratio, dispersion of each component and its molecular interaction with the other constituent, mixing method, and processing condition. 1,5,6
Styrene-butadiene rubber (SBR) is a common type of elastomers in the industry due to its features including affordability, high elongation at break (EB), high weather resistance, high tear strength, and wet grip. It is mainly used to manufacture tires, conveyors, dampers, wire, and cable applications. Despite SBR’s advantages, it has low Young’s modulus and durability; in addition, it inherited a lack of thermal and electrical conductivity. 7
Nitrile rubber (NBR) is a copolymer of acrylonitrile and butadiene possessing high resistance to hydrocarbon oils where it is ideal elastomer for fuel and oil handling hoses, seals, grommets, and self-sealing fuel tanks in the automotive and aeronautical industry. NBR is disadvantaged by being relatively expensive and the absence of strain-induced crystallization phenomena leading to low mechanical performance. 8 Therefore, NBR is reinforced with a filler or blending with other rubber to improve its mechanical properties. 9
In contrast, natural rubber (NR) is a nonpolar elastomer featuring high mechanical characteristics, high flexibility, and low heat buildup. 3,8 Notwithstanding, NR is poor in many important properties such as compression set, gas permeability, oil and ozone resistance, and thermal aging resistance. 6,10 NR is inexpensive compared to NBR making a blend of NBR with NR an option to reduce the cost of the rubber products where NBR’s properties are needed. 11
In this course, compatibility between constituents is a crucial property for deciding the practical utility of each type in the blend. If two rubbers in a blend are incompatible, phase separation will be obtained resulting in a compound of low mechanical performance. 6,11,12 However, if two rubbers own different polarities, a compatibilizer is added during mixing to obtain a miscible blend that will improve its physical stability.
Compounding two or more elastomers together at the gum stage is gaining decent attention by researchers. 8,13 -15 El-Sabbagh and Yehia 9 have compared the cross-link densities for NR/SBR or NR/NBR blends. They revealed that the stress at 100% (M100) or 200% (M200) elongations and Young’s modulus are increased by increasing NBR or SBR in the blend, while tensile strength (TS), strain at break, and fatigue life are decreased.
Darwish et al. 16 have studied the effect of the addition of 5 phr of polyacrylonitrile as a compatibilizer on the compatibility of SBR/NBR blends. The results revealed that the use of the compatibilizer has significantly resulted in the clear stability of the cure rate index (CRI) of the blends and that the TS was improved.
Nik Yahya et al. 4,15,17 have investigated the curing characteristics, swelling test, tensile properties, and morphology of NR/SBR/recycled nitrile glove (rNBRg) ternary blends. Results indicated that the scorch time (t s2) and maximum torque (M H) of the NR/SBR/rNBRg blends decreased with increasing rNBRg content. The minimum torque (M L) of the blends increased as rNBRg content increased. The increment in rNBRg content decreased the cross-link density of NR/SBR/rNBRg blends. The result indicates that the NR/SBR/rNBRg ternary blends exhibited a decrease in tensile properties as the rNBRg content increased.
There are few published works related to NR/SBR/rNBRg ternary blends, while no recent research has focused on NR/SBR/NBR ternary blends. The published works mainly focused on investing curing, tensile, and hardness properties, while the dynamic mechanical properties for ternary blends have not been investigated. It is expected that significant enhancements in mechanical performance, environmental resistance, cost-effective material, high thermal and aging characteristics, and long service life could be achieved by deeply investigating the effect of blend ratios. This study may explore promising applications in the automotive and aeronautical industries.
In the current study, NR, SBR, and NBR are mixed together via an industry-attractive approach, melt compounding. The effect of the NR/SBR/NBR blend ratio in the presence of ultrablend 4000 (UB4000; compatibilizer) on rheometric and the physicomechanical properties of ternary blends were investigated.
Experimental
Materials
All rubber gums and curing chemicals employed in the current study were kindly provided by Nasr Company for Rubber Products (Tanta Factory), Cairo, Egypt. All materials were used as received. Characteristics and properties of each material are described as follows: NR, standard Malaysian rubber 20, specific gravity 1.1, Mooney viscosity ML (1+4) at 100°C 78. SBR (SBR-1502) contains styrene of 22.5–24.5%, specific gravity 0.94, Mooney viscosity ML (1+4) at 100°C 46–58. NBR with an acrylonitrile content of 33 ± 1.0%, specific gravity 0.97, Mooney viscosity ML (1+4) at 100°C 45 ± 5. 2-2′-Dithiobis (benzothiazole) (MBTS) was used as an accelerator. Diphenyl guanidine (DPG) was a secondary vulcanization accelerator. UB4000 with specific gravity 1.06, softening point 105°C was used as the homogenizing agent (compatibilizer).
Preparation of NR/SBR/NBR blends
The overall ternary blends fabrication process is shown in Figure 1. Ingredients of each ternary rubber compound are presented in Table 1. They were prepared on a two-roll mill of 200 mm diameter, 360 mm length at speed of 12 r/min, and friction ratio of 1:1.17. The ingredients were added according to ASTM D 3184-89. 18 NR was first introduced into the two-roll mill and masticated for 5 min. Then, SBR and NBR were then incorporated and mixed for 10 min. Zinc oxide, stearic acid, UB4000, and process oil were subsequently added and mixed for 10 min. MBTS, DPG, and sulfur were added at the final stage to the compounds.

Schematic illustration of the fabrication procedure of ternary rubber composites via the two-roll mill method.
Compounding formulations for NR/SBR/NBR blends.a
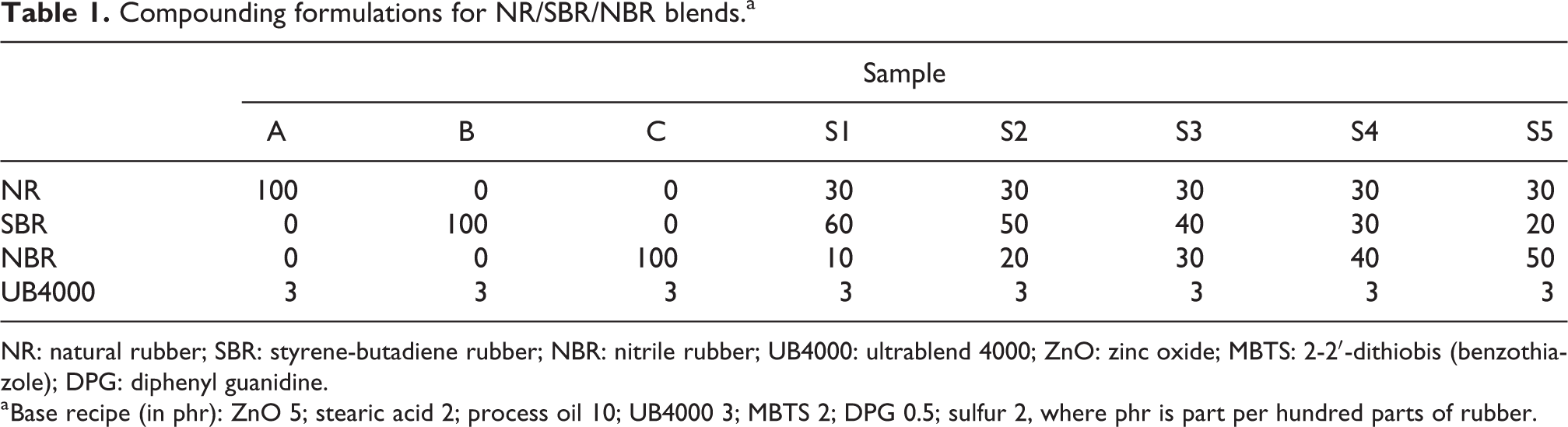
NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; UB4000: ultrablend 4000; ZnO: zinc oxide; MBTS: 2-2′-dithiobis (benzothiazole); DPG: diphenyl guanidine.
a Base recipe (in phr): ZnO 5; stearic acid 2; process oil 10; UB4000 3; MBTS 2; DPG 0.5; sulfur 2, where phr is part per hundred parts of rubber.
Vulcanization
The vulcanization was carried out in a heated stainless steel mold at 150°C according to a particular cure time (optimum cure time, t c90) under pressure of 125 bar.
Cure characteristics
The M L, M H, t c90, t s2, and CRI were studied using a Monsanto R100 Oscillating Disc rheometer (Monsanto Company, USA) (MDR 100) according to ASTM D 2084-01 19 at 150°C.
Physical testing
The mechanical performance of the cured samples in Table 1 was conducted on a universal tensile testing machine (Shimadzu Autograph, AG-100 KN—X plus, Nishinokyo Kuwabara-cho, Nakagyo-ku, Kyoto 604-8511, Japan). Dumb-bell samples cut from a compression-molding vulcanized lap sheet were used for tensile testing according to ASTM D 412-16. 20 Young’s modulus determined from the initial slope of the stress–strain curve. Tear strength was determined using non-nicked samples following ASTM D 624-00. 21 Both tension and tear tests were run at a crosshead speed of 500 mm/min at room temperature.
The compression test was carried out on cylindrical samples of 12 mm diameter and 25 mm height according to ASTM D 695-15. 22 The sample was compressed to a maximum strain of 25% of the original height at a crosshead speed of 12 mm/min. In all tests, the presented data are the average of five replicates. The compression set of an elastomer is a measure of the residual decrease in its thickness after 22 h of testing. It indicates the capability of rubber compounds to keep elastic properties after prolonged action of compressive loads. The compression set is determined as a percentage of the original thickness as follows:

where C A is the compression set and t o and t i are the original and final thicknesses, respectively. From ASTM D 395-14, 23 the specimen of 29 mm diameter and 12.5 mm thickness is placed between two plates of a compression device with spacers on each side. The compression action goes up to 25% of the original thickness.
Swelling test
Swelling tests were carried out in toluene following ASTM D471-15. 24 Cured pieces of dimension 20 × 20 × 2 mm3 were weighed using an electronic digital balance at the accuracy of 0.0001 g and soaked into toluene for 72 h at room temperature. After 72 h, the pieces were removed from toluene, wiped, and left to reach equilibrium weight, then weighed. The swelling ratio is determined as follows:

where ζ is the swelling ratio and W 1 and W 2 are the specimen’s weights before and after soaking into toluene, respectively. The cross-link density (υe) is calculated using the Flory–Rehner equation 25 :

where V s is the molar volume of the solvent (toluene) and χ is the Flory/Huggins interaction parameter between toluene and rubber. The rubber volume fraction V r was calculated according to the following equation:

where η is the density ratio of rubber to toluene.
The molecular weight between cross-links (M c) is calculated using the Flory–Rehner equation 25 :

where ρ p is the density of the rubbers. It is noteworthy to mention that we used the simple mixing formula to calculate the aforementioned parameters in equations (3) and (4) using the following constants of each rubber: ρ (NR) 1.1 g/cm3, ρ (SBR) 0.94 g/cm3, ρ (NBR) 0.97 g/cm3, χ (NR) 0.393, χ (SBR) 0.446, χ (NBR) 0.390, and V s (toluene) 106.35 cm3/mol.
Morphological study
Scanning electron microscopy (SEM) was used to further investigate the internal surfaces of the compounds. The fractured surface of tear testing examined using SEM (JEOL JSM-6010LV, Akishima, Tokyo, Japan) to obtain information regarding the rubber interfaces and detect the possible presence of micro defects. The fractured surfaces were first coated with a layer of platinum to have a conductive surface and eliminate electrostatic charges builtup on the surface.
Results and discussions
Curing characteristics
Curing parameters, for example, M L, M H, t s2, t c90, and CRI change notably with blend ratios, were given in Table 2. M L is a measure of rigidity and viscosity of an unvulcanized elastomer and an indicator for its processability. M H is the maximum torque reached in the curing test; it is directly related to the modulus of the compound; thus, it measures the stiffness of the compound. It was observed that the value of M L of SBR is higher than those of NR and NBR. This may be attributed to the high viscoelastic plasticity behavior of SBR. So, when the SBR content decreased in the ternary blend, the M L decreased. On the other hand, the M H of the ternary blends decreases with the increasing of the NBR content in the blend. This is due to the increase of the polar nature of the blend, thus reducing the M H value. ΔM is the difference between M H and M L (equation (6)) and generally used to estimate the cross-link density of the blends. 9,14 t c90 is the time elapsed to reach 90% of the M H. t s2 is the time taken for the M L to increase by two units and it indicates how fast the material starts to be vulcanized.
Rheological characteristics of the rubber compounds at different ratios.

M L: minimum torque; M H: maximum torque; ΔM: difference between M H and M L; t s2: scorch time; t c90: optimum cure time; CRI: cure rate index.

From Table 2, it observed ΔM, t s2, and t c90 for the blends in the same level up to 20 phr of NBR and with the further addition of NBR, there is an increase in the value of t c90 and t s2 and a decrease in ΔM. The increased value of t s2 indicates higher scorch safety of the ternary rubber blends at ratios 30/40/30 and 30/30/40 of the NR/SBR/NBR blends. Also, as the NBR content increases in the blend, it is likely that a polar accelerator like DPG migrates more toward the NBR phase, resulting in a low extent of cross-linking in the NR and SBR phases, the t c90 decreases regardless of the presence of UB4000 compatibilizer as well as composition. On the other hand, on the addition of 3 phr of UB4000 as a compatibilizer, it was observed higher interaction of NR, SBR, and NBR occurs during the UB4000 unit and this is dense for 30/40/30 and 30/30/40 of the NR/SBR/NBR blends. Acting as a compatibilizer, UB4000 reduces the interfacial tension giving increased interfacial cross-linking due to more homogenous mixing of the ternary rubbers. The decrease in curing properties such as t s2 and t c90 with the addition of UB4000 compatibilizer is due to unequal distribution of curatives through the NR/SBR/NBR blends components are reduced resulting in an enhanced cross-linking of the blend.

CRI defines the rate of vulcanization process and is determined from equation (7). It is obvious from Table 2, CRI increases at the ratio NR/SBR/NBR: 30/30/40 blends. This may be due to the presence of UB4000 compatibilizer which decreases the interfacial tension and increases the interaction between rubber blends, leading to a compatible blend. These results agree with many authors. 16,26,27
Tensile properties
The mechanical properties of neat vulcanized and the NR/SBR/NBR ternary blends were presented in Table 3 and shown in Figures 2 and 3, respectively. From Table 3, it can be seen that TS, E, and EB% of NR are higher than that of SBR and NBR, this increase in TS is attributed to the crystallization of NR rubber on straining. 28,29 Moreover, the EB also increased. This may be attributed to the high viscoelastic plasticity behavior of NR than NBR and SBR. Figure 2 represents the relation between TS and E of NR/SBR/NBR ternary rubber blends with different blending ratios, it is observed TS and E increased with increasing the ratio of NBR in the ternary blends up to the maximum level at NR/SBR/NBR: 30/30/40 sample (S4) and then decreased with further increases in the NBR content. The presence of UB4000 (compatibilizer) in ternary rubber blends improves the TS due to a better distribution of NBR in the NR/SBR matrix as shown in Figure 2 and presented in Table 4. It improves the interfacial adhesion of NR/SBR/NBR blends by reducing the interfacial energy between phases so that it can be a good compatibilizer. 10,30 It may be concluded that the decreased in TS and E upon adding the NBR phase can be attributed to the scattered NBR which does not adhere to the surrounding matrix (NR/SBR) at this ratio NR/SBR/NBR: 30/20/50 blends.
Mechanical properties of NR, SBR, and NBR rubber vulcanizates.

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; TS: tensile strength; EB: elongation at break; M100: stress at 100% elongation; M200: stress at 200% elongation; M300: stress at 300% elongation.

The TS and Young’s modulus of NR/SBR/NBR ternary blend for different blending ratios.

The strain at break of NR/SBR/NBR ternary blends for different blending ratios.
Mechanical properties for NR/SBR/NBR blends without compatibilizer (UB4000).

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; UB4000: ultrablend 4000; TS: tensile strength; EB: elongation at break.
Generally, the addition of NBR content into the ternary blends had increased the tensile properties. The increment in tensile properties of NR/SBR/NBR ternary blends was due to increase in the compatibility of NR, SBR, and NBR, especially with compatibilizer. The enhancement in tensile properties of ternary rubber with up to S4 (30/30/40) is attributed to a better degree of NBR dispersion or wetting in the NR and SBR phases. Similar results were obtained in a study conducted by Tawfik et al., 26 and they found that in the presence of compatibilizer, the mechanical properties of the blends were improved with the increase of NBR content in the blends.
The same trend is observed in Figure 3. It can be seen that the EB increases with NBR content. When more NBR were incorporated into the NR/SBR/NBR blends, the elasticity of the rubber chain reduced which caused a decrease in EB and more rigid rubber. 31 Similar results agree with Darwish et al. 16 remarks. Increased in cross-link density and non-crystallizable property of NBR has contributed to the decrease in EB value. 32,33
EB reaches its maximum 968% at a blend ratio of NR/SBR/NBR: 30/40/30 phr compared to 693% at a blend ratio of NR/SBR/NBR: 30/60/10. It was reported that EB observed for NR/NBR blend was higher compared to NR/SBR blend. 9
Stresses were determined at different elongations to understand the evolution of deformation resistance of ternary blends upon loading. Table 5 shows the M100, M200, and stress at 300% (M300) over different blending ratios of NR/SBR/NBR blend. It is obviously seen that by increasing the NBR content in the blend, the modulus was markedly increased up to NR/SBR/NBR: 30/30/40 and then decreased as shown in Table 5. This increase may be attributed to the reinforcing effect of the NBR domains in the NBR/SBR matrix. Also, it could be due to the increase in the cross-link density in the blends. On the other hand, incorporation of NBR into the rubber matrix increased the stiffness of the vulcanizates because modulus represents the material stiffness. 34
The M100, M200, and M300 of NR/SBR/NBR ternary blends for different blending ratios.

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; M100: stress at 100% elongation; M200: stress at 200% elongation; M300: stress at 300% elongation.
Tear strength
The tear strength of rubber material is a measure of how well a material can resist the effects of tearing when it is subjected to extended stretching. Tear strength is a strong indication of endurance and toughness. Elastomers of high tear strength lead to longer service life since it measures the resistance to crack propagation. 35 Table 6 demonstrates that the use of 3 phr compatibilizer has significantly resulted in the clear stability of the tear strength of the NR/SBR/NBR ternary blends, it recorded the maximum value of 14.45 N/mm at 30/20/50 blend ratio. At the other ratios, tear strength fluctuated between 11.12 N/mm and 12.67 N/mm.
The tear strength of NR/SBR/NBR ternary rubber blends for different blending ratios with compatibilizer (UB4000).
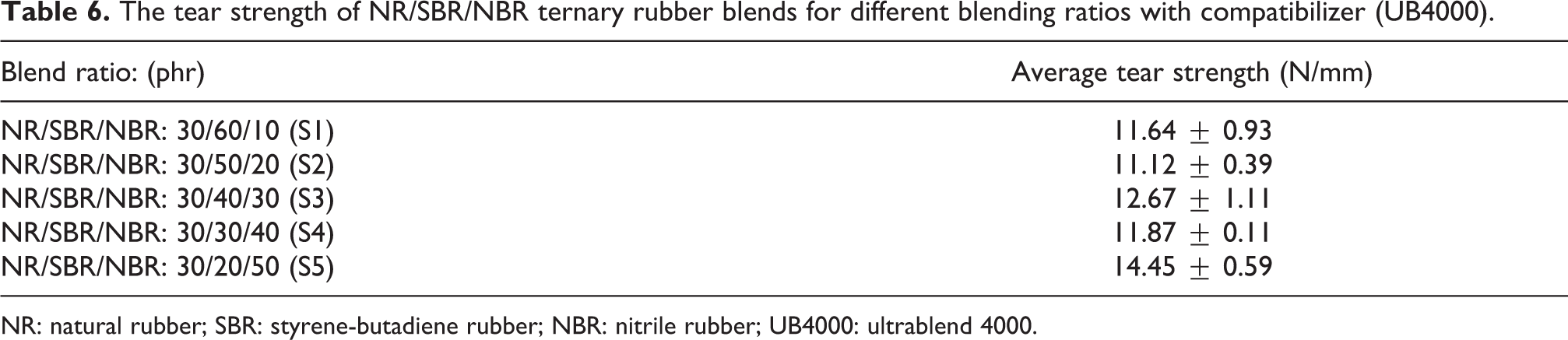
NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; UB4000: ultrablend 4000.
Compression properties
There are many rubber parts such as dampers and seals where they are subject to compressive loads; hence, the relationship between compressive loads and deflection can be vital in such applications. On this occasion, the compression test and compression set are two tests that are usually performed. The compression test is used to determine the behavior of the elastomer blend under a compressive load giving information about the integrity and safety of the rubber products. This would help manufacturers to decide whether their finished products are fit-for-purpose and safe to use or not.
The compression set test is to determine the ability of a rubber sample to retain its elastic properties after prolonged compressive loads at elevated temperatures. Its results are fruitful to know when the rubber material is under a compressed state and exposed to elevated temperatures for a long time. Small compression set value refers to the ability of the specimen to maintain original thickness and low damping properties while large compression set indicates higher damping properties. 36
Figure 4 illustrates the compression stress of ternary blends; NR/SBR/NBR at different ratios. The compression stress shows a plateau between S1, S2, and S3. Then, it increased to 0.67 MPa at a blend ratio of NR/SBR/NBR: 30/30/40. The compression set follows more or less a similar trend noticed in compression stress as shown in Figure 4. It reaches its peak of 27.3% at a blend ratio of NR/SBR/NBR: 30/30/40. By involving more NBR with keeping NR at 30 wt%, we increase the compression set of the blend.
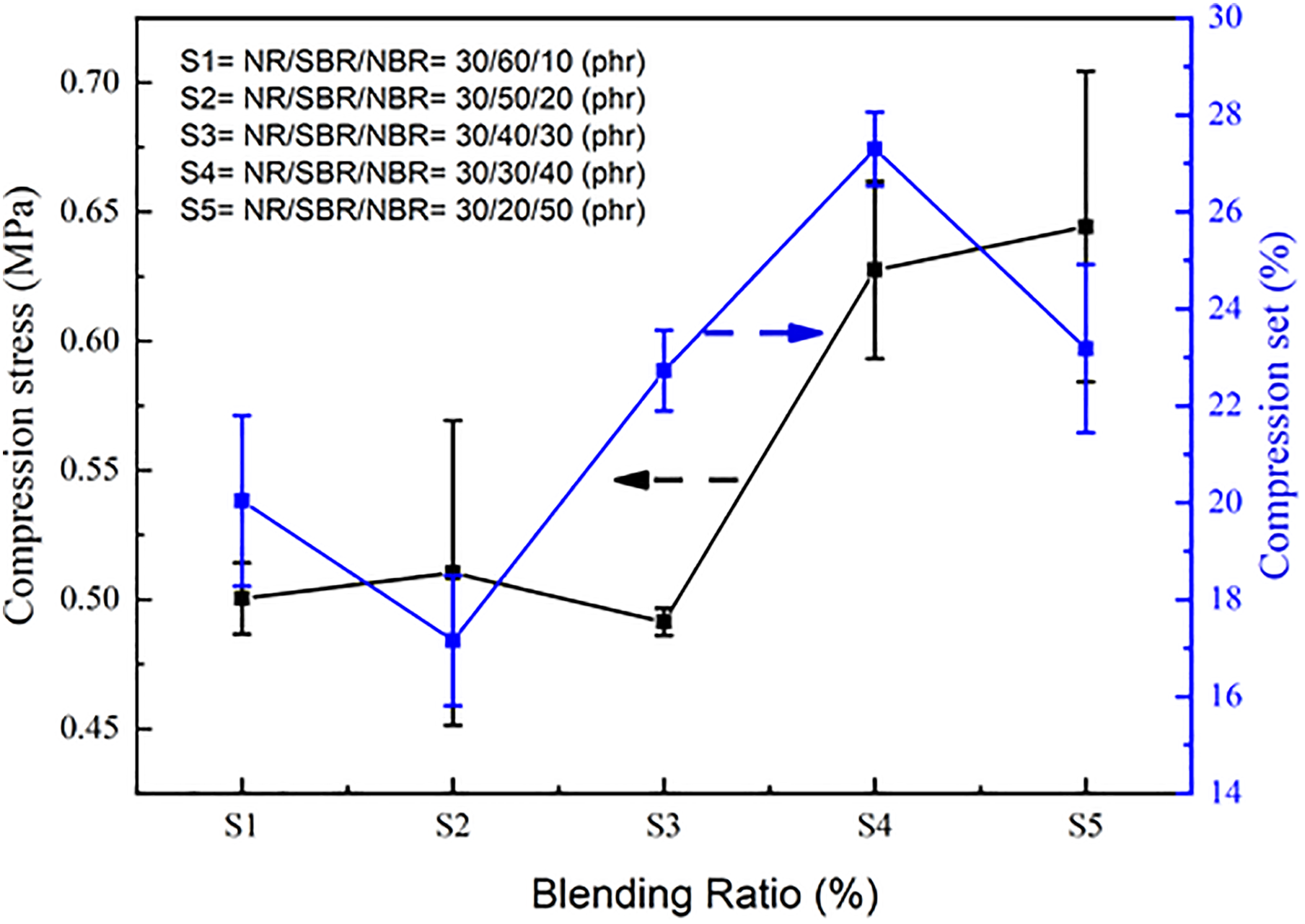
The compression stress and compression set of NR/SBR/NBR ternary blend for different blending ratios.
Also, Figure 4 shows the variation of the percentage of compression set (C%) against the NR/SBR/NBR blends ratio. With increasing the NBR loading, the compression set of NR/SBR/NBR blends compounds increases. The higher compression set value (27.3%) was due to the higher cross-linking density of the NR/SBR/NBR blends. 37 The presence of UB4000 in ternary rubber blends improves the compression stress due to a better distribution of NBR in the NR/SBR matrix. It improves the interfacial adhesion of NR/SBR/NBR blends by reducing the interfacial energy between phases so that it can be a good compatibilizer. 10,30 However, the compression set to increases with increasing NBR content, because both NR and NBR have a high compression set.
Swelling tests
The interaction between elastomers and oil poses crucial problems in some application such as fuel hoses. NBR features high oil and chemical resistance. On the other hand, NR and SBR are nonpolar rubbers and have low oil resistance that are easily dissolved in oil or nonpolar solvents as given in Table 7. The swelling ratio and cross-link density of NR/SBR/NBR blends with compatibilizer were measured by soaking into toluene following the procedures described in the “Experimental” section. They were determined using equations (2) to (4) and shown in Figure 5.
Swelling characteristics of NR, SBR, and NBR rubber vulcanizates.

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; ζ: swelling ratio; υe: cross-link density.

The cross-link density and swelling ratio of NR/SBR/NBR ternary blends for different blending ratios.
From Figure 5, it can be seen that the swelling ratio of the blends decreases with increasing NBR content and the presence of compatibilizer. The low equilibrium swelling of ternary rubber blends was lower than those for the neat rubber as given in Table 7 and Figure 5. Hence the higher reinforcement of NBR in the NR/SBR matrix traps the extensibility of the rubber chains resulted in swelling. This makes it difficult for the toluene to penetrate into the gaps between the rubber molecules (NR/SBR/NBR) and therefore decrease in the swelling percentage occurs. 38,39 Additionally, the swelling characteristics of ternary rubber blends improved by incorporation of compatibilizer (UB4000) as present in Table 8 and Figure 5. In practice, the cross-link density increases with the NBR content in rubber compound increases drastically with increasing NBR content, resulting in the rise of neatwork elasticity contributions. The increase in the cross-linking υe leads to a decrease in the molecular movement of the rubbers as given in Table 9. In general, the swelling ratio is inversely correlated to the cross-link density of a neatwork chain. 27
Swelling properties for NR/SBR/NBR blends without compatibilizer (UB4000).

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; UB4000: ultrablend 4000; ζ: swelling ratio; υe: cross-link density.
The M cof NR/SBR/NBR ternary rubber blends for different blending ratios with compatibilizer (UB4000).

NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber; UB4000: ultrablend 4000; M c: molecular weight between cross-links.
Dynamic mechanical analysis
The dynamic mechanical analysis (DMA) is conducted to investigate rubber miscibility in the blends and measure the glass transition temperatures (T g), storage modulus, and damping behavior of the blend.
The effects of temperature and blend ratio of ternary rubber system on the storage modulus (E′) and damping behavior (tan δ) at a frequency of 1 Hz are shown in Figures 6 and 7, respectively. In DMA test, there are three regions in the aforementioned figures: (i) glassy region: this region exists before the T g where the polymer is frozen and behaves as brittle material due to the restrained mobility of rubber molecules; (ii) rubbery region which is beyond the T g and the polymer shows viscoelastic behavior; and (iii) transition zone where it defines the glassy region from rubbery region with a sudden change in E′ or tan δ. The T g of a polymer is recorded at the sudden change (transition zone) occurring during the DMA test as depicted in Figures 6 and 7. At extremely low temperatures, the storage modulus of the ternary blends is high while it drops dramatically to low values in the rubbery region owing to the free movement of rubber chains at high temperatures.

Storage modulus as a function of temperature for NR/SBR/NBR ternary blends at different blending ratios.

Tan δ as a function of temperature for NR/SBR/NBR ternary blends for different blending ratios.
Figure 7 shows the variation of loss factor (tan δ) with temperature for NR/SBR/NBR ternary blends. In Figure 7, three peaks are observed that are assigned to the T g’s of NR, SBR, and NBR. Shifts in the T g’s for blends to higher or lower temperatures as a function of composition indicate partial miscibility between the contributing components 39,40 as shown in Table 10. From the thermodynamics point of view, complete compatibility is not a common feature in polymer blending due to the entropy gain by mixing different types of chains owning dissimilar molecular weights. However, a certain degree of mixing could produce a semi-compatible blend. 41,42 Figure 8 illustrates three evident features 42 :
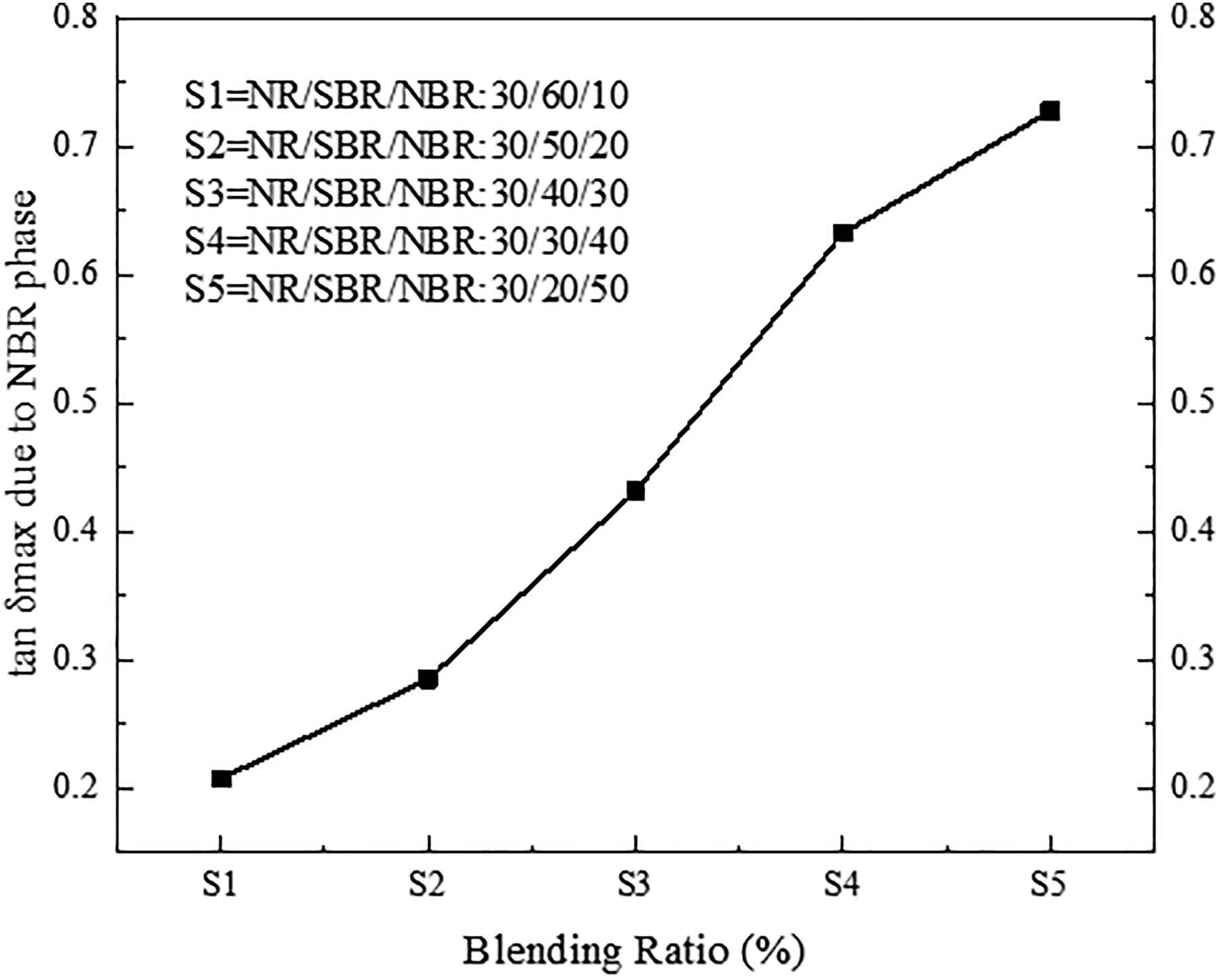
Variation of tan δ max as a function of temperature for NR/SBR/NBR ternary blends for different blending ratios.
T g values for NR/SBR/NBR ternary blends for different blending ratios from the tan δ curve.

T g: glass transition temperature; NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile rubber.
The SBR peak height rises with the increase of SBR in the blend and NBR peak height rises with the increase of NBR. The peak height is known to be dependent on the number of relaxing elements in the sample. Furthermore, the segmental micro-Brownian motion of the polymer backbone exists equally in SBR and NBR during the glassy–rubbery transition. Moreover, the relaxing dipoles of the acrylonitrile in NBR contribute to the relaxation peak.
The peak shifts to higher values when increasing SBR, but to lower values when increasing NBR. The polar nature in NBR restricts the segmental motion of the molecule backbone due to the dipole–dipole interaction between neighboring molecules; hence, the long-range cooperative motion is needed to perform the segmental micro-Brownian motion. Thus, higher activation energy is required for the motion of the backbone and consequently, the transition occurs at temperatures higher than those of pure SBR.
The peak width increases in the blends with the increase of the NBR and SBR contents. For an incompatible system, the tan δ versus temperature curve shows two damping peaks corresponding to the glass transition temperatures of individual polymers. 39,43 However, compatibility of blend components has a single peak which is found for the combined processes. 44 An intermediate situation arises when broadening of transition peaks occurs in the case of partially compatible systems, accompanied by a shift in dynamic T g to higher or lower temperatures depending on the composition.
The variation of tan δ max of the blend as a function of NBR content measured at 1 Hz is shown in Figure 8. The compression set of NBR vulcanizates is higher than that of SBR this led to increased damping properties of the blend with increase the content of NBR. The high concentration of NBR shows a high value of tan δ indicating its excellent damping behavior.
Morphology
Morphological investigation delivers essential information about the compatibility of the rubber blend. An SEM was used to investigate the surface morphology of the blends. Rubber blends are miscible when their components form a single homogeneous phase and immiscible when they show several distinct phases. Figure 9(a) to (e) shows SEM micrographs of the tear fractured surfaces of ternary blends. From Figure 9(b) to (e), it can be seen that NR/SBR/NBR blends have rougher surface and many matrix tear lines with branching compared with Figure 9(a), which displayed a broader tearing line. This pattern indicates the higher TS of the NR/SBR/NBR blends. Many tearing lines on the failure surface show that the rubber can receive a large amount of deformation before it breaks. 34

The SEM micrograph of (a) NR/SBR/NBR: 30/60/10, (b) NR/SBR/NBR: 30/50/20, (c) NR/SBR/NBR: 30/40/30, (d) NR/SBR/NBR: 30/30/40, and (e) NR/SBR/NBR: 30/20/50.
The presence of more tear lines on the fracture surface indicated the effect of increased interaction between phases, thus improving the compatibility and enhancing the TS. More matrix tearing was observed which is exhibited the interaction between phases is better compared with Figure 9(a).
The NBR pullout clearly provides evidence for the high TS when more NBR was used. The surface of Figure 9(d) displays better adhesion between NR/SBR/NBR. The NBR is well bonded with the NR/SBR, meaning that strong interfacial adhesion in the NR/SBR/NBR blends.
In NR/SBR/NBR: 30/40/30 and NR/SBR/NBR: 30/30/40 blends—Figure 9(c) and (d), the fractured surfaces illustrate ductile behavior during rupture also tears in the matrix are observed. On the other hand, a brittle fracture behavior with tearing line especially in NR/SBR/NBR: 30/20/50 and NR/SBR/NBR: 30/60/10 blends are observed in Figure 9(a) and (e).
Conclusions
The addition of 3 phr of UB4000 compatibilizer enhances the compatibility of NR/NBR/SBR blends based on the following measured properties: Increasing the proportion of NBR in the NR/SBR/NBR blends reduced the M
L and M
H of the blends. There was a slight decline in the cure time (t
c90) of the NR/SBR/NBR blends with respect to decreasing the NBR amount. TS increased up to 2.86 MPa at blend ratio NR/SBR/NBR: 30/30/40 phr compared to 1.62 MPa at blend ratio NR/SBR/NBR: 30/60/10. The value of the tear strength declined slightly with the change in the amount of NBR. Compression stress and compression set were increasing with the rise in the amount of NBR. The swelling ratio decreased from 374.55% to 245.65% for NR/SBR/NBR: 30/60/10 and NR/SBR/NBR: 30/30/40, respectively. DMA showed some shifts in the T
g’s for blends to higher or lower temperatures as a function of composition indicating the partial miscibility between the contributing components. SEM of the tear fracture surfaces indicated that incorporation of NBR in the blends resulted in better adhesion of ternary blends and improved the tensile properties of ternary blends.
Footnotes
Acknowledgements
The authors would like to thank Nasr Company (Tanta factory), Cairo, Egypt, for providing us with rubber products. Also, the authors thank the Ministry of Higher Education (MOHE) in Egypt and Japan International Cooperation Agency (JICA) for the financial support to achieve the current research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.