
Abstract
E-glass-reinforced composite pipes are being increasingly used in petrochemical facilities. After years of contact with the fluid being transported, the mechanical integrity of the pipes can be compromised, and their failure mode can be altered. This work analyzes the effect of temperature and pressure on the compressive behavior of an E-glass pipe after exposure to water. The results indicate that temperature causes more damage than pressure on the mechanical response of the composite. A macroscopic damage parameter quantified the effect on the mechanical behavior of the composite. Surface gloss changes were also correlated with the effects caused by aging.
Introduction
Composite pipes used to transport fluids are experiencing a growing demand in many industrial fields. 1 -3 Many of these pipes are often used buried, both for safety and for practical reasons. Clear examples are pipes used to carry sewage water and for gas distribution. 4 Depending on the place where the pipes are buried, they are usually submitted to overloads, for example, from heavy traffic. The pipes are, of course, designed to withstand such undesired but expected loads. However, if properties vary along time due to the deleterious action of the fluid transported, the initial safe use of composite pipes can raise issues. If mechanical properties decrease by the action of an aging medium, the pipe can fail even under the designed in-service stress level.
Failure of a pipe cannot be described only when a complete rupture occurs. The development of trespassing cracks also defines a failure, because these cracks lead to leakages, which can be a serious environmental problem. Worse, if gas is the fluid being transported, leakages can cause blasts or fires. When buried pipes fail because of overburden weights of collapsed buildings due to an earthquake, fires provoked by failed pipes can be as bad as the earthquake itself. 5 Thus, a buried composite pipe should have as main requisites: (i) To be neither affected, or to be minimally affected, by the fluid being transported nor by changes of the common operational variables of fluid transportation, such as temperature and pressure, and (ii) do not fail when submitted to an overload and to present as much as possible elastic recovery after release of the load.
This work deals with the analysis of a glass fiber composite pipe used to transport service waters, including cooling water of security emergency equipment. Since both pressure and temperature of the water under transport can be varied during in-service operations, the effect of these variables on the mechanical performance of the composite pipe under compression was also evaluated.
Materials and methods
An E-glass fiber-reinforced epoxy matrix tube manufactured by filament winding was used. The specifications of the manufacturing process and the resin matrix are proprietary, but the tube is designed to withstand 20 bar of pressure and can work at temperatures of up to 93°C. Its nominal external diameter is 2 inches and the wall thickness is about 2.3 mm. A strand of carbon fiber was incorporated during the filament winding process to conductive purposes. Figure 1(a) shows a cross section of the tube, where the inner dark grey area is not a resin-rich area but the strand of carbon fibers, as highlighted in Figure 1(b).

Microstructure of the cross section of the pipe under analysis: (a) Overall aspect and (b) carbon fiber-rich region (inset 1).
Specimens 30 mm long were machined along the tube’s length using a common band saw, and the sides of the specimens were then flattened using a planer. Three aging conditions were used, namely: tap water at room temperature (RT) (23°C ± 2°C) and atmospheric pressure, tap water at 60°C ± 1°C and at atmospheric pressure, and tap water at 60°C ± 1°C and 10 bar of pressure. Six specimens were used per aging condition. The pressure was applied using an autoclave with a logic controller to avoid temperature or pressure overcharges. All specimens were maintained immersed during an aging period of 4 months.
The mechanical performance of the as-machined and aged specimens was determined using the parallel-plate loading test, as per ASTM standard D 2412-08.
6
The schematic of the test procedure is depicted in Figure 2. The tests were performed using a test velocity of 10 mm/min and were not interrupted when the specimens’ deflection reached the value of 30%, as recommended by the standard. This was made because one of the objectives of the work was also to determine if the failure mode of the composite was affected by aging. Therefore, the specimens were tested until a sudden drop at the load–displacement curve had occurred. Besides visual inspection recommended by the standard to verify the presence of cracks at the tubes’ wall after the tests, the standard also defines a stiffness factor (SF), as per equation (1): Schematic configuration of the parallel-plate compression test.

where r is the pipes’ radius,
The variation of the visual aspect after aging was evaluated by measuring the gloss of the specimens. The test was performed using the recommendations of ASTM D 523 standard. 7 The measurements were made at the recommended angles of 20°, 60°, and 85° using a T&M 268 Tri-gloss Meter by T&M Instruments. A gloss value of 100 is assigned to a shiny polished black glass specimen with a refractive index of 1.567, while a perfect white diffuser will have a gloss value of 2.5 when measured at the 60° geometry. 7
The dynamic mechanical properties of the as-received and aged composites were measured using a DMA7 by PerkinElmer instrument. The tests were performed at a frequency of 1 Hz, from 30°C to 250°C at a heating rate of 3°C/min, using the 3-point bending mode with a span of 15 mm. This test was performed to determine possible variations of the glass transition temperature, Tg, of the composite caused by the aging media.
Experimental results and discussion
The aged specimens were submitted to visual inspection before the mechanical test, and the brightness of all specimens was measured using the gloss meter. The as-received specimens have a bright dark brown and uniform aspect. Whitening or any change of brightness, or in color, was not observed for all of the as-manufactured specimens. After aging, no macroscopic cracks were observed along the thickness of the specimens, but several differences in the visual aspects could be easily observed in Figure 3. Whitening, probably due to debonding between layers of fibers or at fiber/matrix interfaces, 8 is noted for all aged specimens (Figure 3(b) to (d)). The specimens aged at RT, however, did not show a large difference in their appearance in respect to their color or brightness. For the specimens aged at 60°C, both at atmospheric pressure and 10 bar of pressure, large changes of color and brightness were observed. The initial bright dark brown color faded to an opaque light brown color (Figure 3(c) and (d)). Variations of the brightness of the specimens are quantified in Table 1.

Macroscopic aspect of the specimens: (a) As-manufactured; (b) aged at RT; (c) aged at 60°C and at atmospheric pressure; and (d) aged at 60°C and at 10 bar.
Variation of the gloss as a function of the aging environment.

Although the values measured for all three incident angles are reported, the ASTM standard states that the measures at 85° must be used when the gloss value is smaller than 10. It can be seen a reduction of gloss for the specimens aged at 60°C in comparison to the as-manufactured samples, as well as in comparison to the samples aged at RT. Reduction of the gloss number as a function of weathering time was also reported when acrylate polymers were exposed to photodegradation and photooxidation. 9 The pigment activity upon stability of coatings was also inferred from gloss loss as a function of weathering time. 10 As reported at these works, reduction of gloss was related to the decrease of mechanical performance.
Figure 4 shows an example of the tan δ curves obtained by the dynamic mechanical analysis. The results indicate that aging caused variation of the mechanical performance of the composites. The values of Tg calculated at the peak of the tan δ curve and the height of the tan δ peak are listed in Table 2. One can observe that Tg was reduced for all aging media and that the tan δ peak height was increased. However, the variation of both parameters was independent of the aging media.
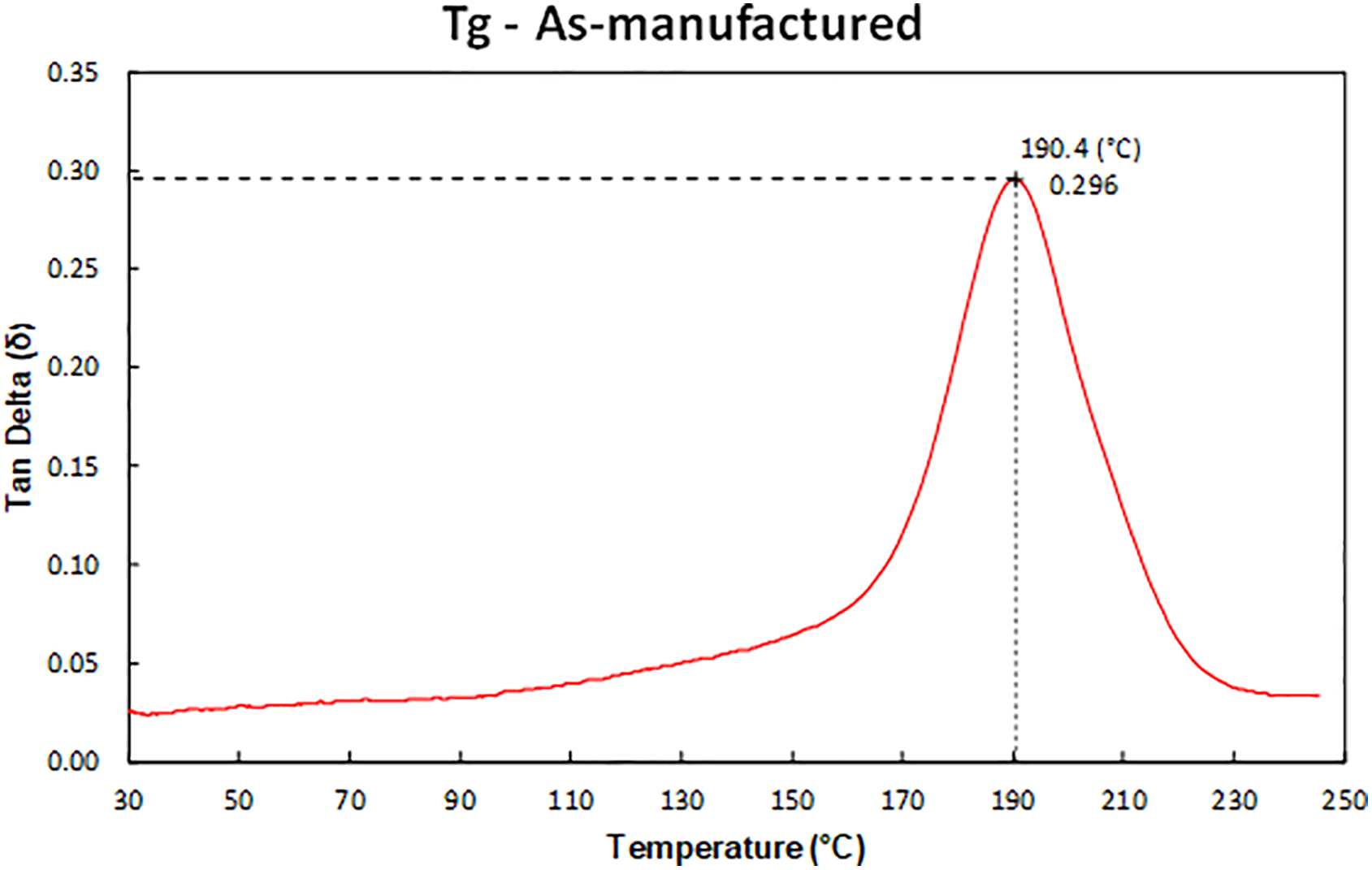
Tan δ curve for the as-manufactured composite.
Thermal mechanical parameters: Tg and tan δ peak height.

Tg: glass transition temperature.
These results are consistent with the probable effects caused by water absorption, namely plasticization of the resin matrix and debonding at the fiber/matrix interface. The damping behavior of a composite at the glass transition region is mainly due to the response of the fiber/matrix interface and to the contribution of the mechanical relaxation of the matrix. 11 Mechanical relaxation of the fibers and the length and fraction of the fibers can also contribute to the tan δ peak. However, these are less probable contributions at this work, because the length and volume fraction of the glass fibers was the same for all composites and, at the reported temperature of the tan δ peak, the fibers are expected to behave as rigid elements, without substantial relaxation because their softening temperature is much higher. 12 Since the height of the tan δ peak is associated to the amount of the energy absorbed, an increase in the tan δ peak height denotes that more energy is being dissipated. 13 Therefore, a material with debonding at the interface will have a higher tan δ peak than a material with a strong fiber/matrix interface, which is consistent with the results so far presented.
Figure 5 shows, as an example, the trace of the load–displacement curves obtained for all tested conditions. As already explained, all tests were carried out beyond 30% reduction of the pipes’ diameter, as required by the standard, to also evaluate the load at rupture. The load drop occurred when a sudden delamination propagated at the surfaces under tensile stress, as shown in Figure 6. The results obtained for the load at rupture and the SF at the deflections of 5%, 10%, and 30%, as recommended by the ASTM standard, are shown in Figure 7 and in Table 3, respectively.
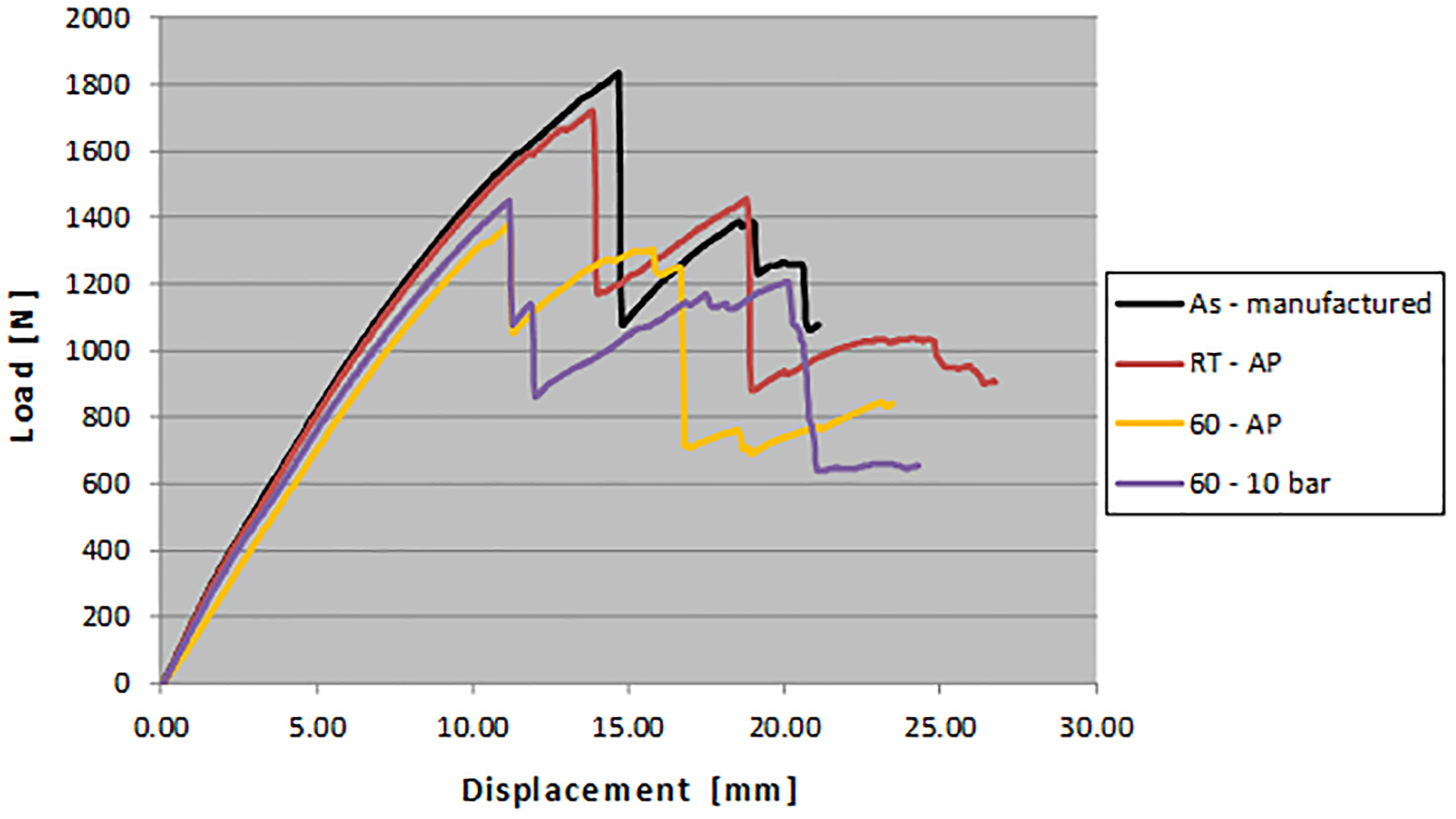
Typical load–displacement curve obtained at the parallel-plate test.

Failure by delamination of the composites, starting at the outer surface submitted to tensile stresses.

Comparison of the maximum load between the as-manufactured and aged specimens.
SF (m3·Pa) as a function of percent deformation.

SF: stiffness factor.
The data for the load at rupture, Figure 7, show that temperature affects more the behavior of the composite than pressure. A large reduction of the load at rupture is observed comparing the samples aged at RT/atmospheric pressure and those aged at 60°C. Comparing aging at 60°C/atmospheric pressure with aging at 60°C/10 bar, it can be observed that the specimens aged at atmospheric pressure were the most affected. It is worth noticing, too, that both aging conditions at 60°C were more detrimental than aging at RT/atmospheric pressure when all aged specimens are compared to the as-manufactured material.
The results obtained can be explained due to the combined effects of pressure and temperature. First, the increase of the temperature increases the free volume, which will favor the absorption of water. In contrast, the increase in pressure decreases the free volume and, therefore, hinders diffusion. 14 Thus, it is expected that the material aged at 60°C and at atmospheric pressure is the most severely affected, as observed in Figure 7.
The different effects caused by temperature and pressure are satisfactorily described using the SF defined by equation (1). As listed in Table 3, SF decreases with aging, indicating that the composite is becoming more compliant. Such behavior can be attributed to several microstructural events, such as fiber–matrix debonding or matrix plasticization and swelling due to water absorption. 8,15 Macroscopically, such behavior can be faced as indicative that damage is being developed inside the composite due to the absorption of water and the combined action of temperature and pressure. The SF values obtained are, in fact, an indirect measure of the collective effect of degradation due to aging, and can, therefore, be used to estimate a damage parameter, D, characterizing the actual integrity of the composite parts. Following the procedures of continuum damage mechanics D can be estimated as 16 :

where E* is the stiffness of the aged specimen and E is the stiffness of the as-received material. The limits of the damage parameter are, then, 0 for an undamaged material and 1 for a failed material. Here, for the sake of analysis, it was assumed that E = SF of the as-manufacture specimens, and that E* = SF of the aged specimens. Figure 8 shows that, indeed, the composite aged at 60°C and at atmospheric pressure was the most severely affected. The only exception to the observed trend occurred at the deflection of 30%. At this point, the composite aged at 60°C, but under 10 bar of pressure, was more affected.

Damage evaluation of the aged composites.
Conclusions
The results of this work indicate that temperature was the variable that most affected the mechanical performance of the composites after their immersion in water. In fact, from the visual inspection and the characterization of the variations of color and brightness of the samples, it is possible to observe, within the time scale used in this work, that areas of whitening occur only when the aging was done under a higher temperature than the ambient temperature.
Water absorption caused the expected plasticization of the composite reducing its stiffness and reducing the values of the Tg. When aging was performed under external pressure, however, the detrimental effect of water absorption was delayed. This effect was attributed to the decrease of the free volume of the polymeric matrix.
The damage generated at the composite due to the combined effects of temperature and pressure was satisfactorily described and quantified using the approach of damage mechanics. From the analysis of the damage parameter, it was verified that the composite exposed to hot water and atmospheric pressure was the most affected.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Brazilian Agency CNPq.