
Abstract
In the present study, the vibration analysis of a multiwalled carbon nanotubes (MWCNTs)-reinforced composite shell is performed to investigate the enhancement in natural frequencies and damping of polymer composite structure. Initially, the material characterization of MWCNT-reinforced polymer resin was performed using scanning electron microscope, transmission electron microscope, and energy-dispersive X-ray analysis to identify the bonding behavior of MWCNT with resin, structure of MWCNTs, structural integrity, and chemical purity of MWCNT. The mechanical characterization of MWCNT-reinforced polymer composites was performed using universal testing machine to identify the enhancement in tensile properties of the composites with MWCNT reinforcement. Laminated composite shell samples were then fabricated with the different weight fraction of the MWCNT to study the effect of weight percentage of MWCNT on the composite shells on enhancement of natural frequencies and damping. Significant increase in tensile characteristics of the composites could also be identified with the addition of MWCNT in polymer composites. It was also observed that the fundamental natural frequency and damping factor of the hybrid composite could be increased by 20% and 7%, respectively, with 1 wt% reinforcement of MWCNT in the polymer resin.
Introduction
Laminated composite structures have been used in the wide range of applications, such as in marine, automobiles, and aerospace, because of their high stiffness and strength to a low weight ratio. Particularly, in aerospace and military applications, the composite shell structures have been employed because of effective material properties. In this type of applications, the composites shell structure experiences a sudden/continuous load, it induces to a structural damage. Nowadays, the structural damages are controlled by adding the micro- and nanofillers in the composites structure. Micro- and nanofillers enhance the better strength, damping, and stiffness to the composite structures. Based on these advantages, it has been attracted by most of the researchers and several studies were carried out by embedding the various micro-fillers in the polymer composites. 1 -3 Iijima 4 explored the preparation of new type of carbon nanotubes (CNTs) using an arc-discharge evaporation method. The effectiveness of the CNT (nanofiller) on the composite structures was achieved in terms of increase in strength, stiffness, and damping. Based on the effective material properties, extensive research work has been carried out to characterize the influence of CNT on composite structures. Ma et al. 5 presented a review article on dispersion and functionalization of CNT for polymer-based composite and they concluded that effective dispersion for nanotubes is achieved in ultrasonication technique because the better dispersion enhances the good mechanical properties. The interrelationship among the dispersion, functionalization, and reagglomeration tendency behavior of the CNT/epoxy was studied by Ma et al. 6 Warrier et al. 7 studied the influence of CNT in glass epoxy laminate on the fiber sizing formulation or in the matrix or in both and they observed effective outcomes showed at 0.5 wt% of CNT. Kim et al. 8 presented a comparison study between acid- and saline-treated CNT based on the mechanical properties of carbon fiber-reinforced polymer (CFRP)/CNT composite and they explored that better results (flexural strength and modulus) at saline-treated samples compared to acid-treated sample with 2 wt% of CNT. The effect of CNT (nonfunctionalized CNT and functionalized CNT-NH2) in mechanical properties of the CFRP laminate on various percentage of CNT was studied by Sanchez et al. 9 and they reported that better flexural modulus and strength were achieved at functionalized CNT. Garg et al. 10 reviewed the effect of dispersion of MWCNT in the mechanical properties of composites on various dispersion approaches and they concluded that the greater flexural strength obtained at 0.3 wt% of MWCNT. The effective results are obtained when the solvent (acetone) is being used for dispersion of MWCNT. Zhou et al. 11 presented the mechanical and thermomechanical properties of MWCNT-reinforced epoxy composite on various weight percentage of MWCNT and they found that flexural modulus has been increased up to 0.3 wt% of MWCNT. The dynamic characterization study among the treated and untreated MWCNT was performed by Montazeri et al. 12 The Young’s modulus of treated and untreated CNT composites has been increased by increasing the weight percentage of MWCNT. In untreated sample, the tensile strength has been increased up to 2 wt% of MWCNT, but for the treated sample, it has been increased with increasing the weight percentage of MWCNT. Ayatollahi et al. 13 demonstrated the impact of aspect ratio (length to diameter) of MWCNT-reinforced epoxy composites on the mechanical and electrical properties. Samples were fabricated with 0.5 wt% of epoxy with various aspect ratio of MWCNT and they concluded that the Young’s modulus and tensile strength have been increased with increase in aspect ratio of MWCNT. Montazeri et al. 14 also examined the effect of MWCNT-reinforced epoxy at various weight percentage of MWCNT (0.1, 0.5, 1, and 2 wt%). Based on the examination, it was concluded that tensile strength and modulus have been increased with increasing the MWCNT and they also found that the effective material behavior achieved at 0.5 wt% of MWCNT-reinforced epoxy. The influence of functionalized MWCNT (MWCNT-COOH and MWCNT-F) on the mechanical properties and curing behavior of the composite structure was studied by Theodore et al. 15 Cui et al. 16 studied the mechanical behavior of the various functionalized MWCNT groups (pristine, COOH, and amino) and they observed that the increase in tensile strength of the composite with respect to the weight percentage of MWCNT and they found that the pristine MWCNT group shows the effective results. The influence of sonication parameters on dispersion and mechanical properties of the MWCNT-reinforced composites was investigated by Montazeri et al. 17 From the exploration, they noticed that the better dispersion and entanglement of MWCNT achieved when the sonication time increases. Benyahia et al. 18 elaborated the damage behavior and crack propagation of the MWCNT-reinforced composite structure using Taylor impact test and they stated that the better impact resistance found at 0.5 wt% of the MWCNT-reinforced structure. Yang et al. 19 also studied the influence of MWCNT on the mechanical behavior of the composite structure. The mechanical behavior of the MWCNT-reinforced carbon/epoxy composite laminate was studied by Zhou et al. 20 with the various mechanical test and they explored that better strength achieved at 0.3 wt% of MWCNT. Chandrasekaran et al. 21 experimentally reported the influence of MWCNT on glass fiber composites and they found that good results with the addition of 0.5 wt% of MWCNT. The agglomeration effect of CNTs in the functionalization behavior of the laminated composite structure was elaborated by Yip et al. 22 and they found an increase in interlaminar shear strength and flexural strength of 15.7% and 9.2% at 0.75 percent hundred resin (phr). Rahman et al. 23 experimentally investigated the flexural properties of the glass epoxy composites and the dispersion of MWCNT in epoxy was made through calendaring and sonication technique. They achieved that 20% enhancement of strength at 0.3 wt% of MWCNT. The investigation on the influence of MWCNT in the damping performance was also studied and its effectiveness paved the attention of the researchers toward this field. Khan et al. 24 experimentally reviewed the effect of MWCNT in the damping ratio of the carbon fiber-reinforced composites, and from the study, they proved that the damping ratio was increased with increasing the CNT content. The influence of CNT on the woven carbon fiber epoxy composite was studied by Kim et al., 25 they concluded that the damping ratio was increased with increasing the CNT content but the impact on the strength and natural frequency was not been observed. Alva and Raja 26 identified the effect of MWCNT in the frequency and damping ratio with respect to the span length of the composite structure and they found that damping and frequency were decreased with increasing the span length and it also concluded that damping was increased with increasing the weight percentage of MWCNT. The analytical study in damping of the laminated hybrid composite shell was presented by Kundalwal and Meguid 27 with respect to the CNT waviness. Swain et al. 28 presented the mathematical framework to evaluate the damping of the laminated hybrid composite shell structure under the influence of the randomly oriented MWCNT. Swain et al. 29 also developed the finite element model to study the effect of CNT in CFRP composites shell on the damping and viscoelastic behavior and they also concluded that damping was improved with increasing the CNT content. From the literature, it has been observed that experimental study on free vibration analysis of the MWCNT-reinforced laminated composite shell was not yet been explored.
In the present study, the vibration analysis of the laminated composite shell is performed on various weight percentage of the multiwalled carbon nanotubes (MWCNTs) reinforcement. The material characterization of MWCNTs-reinforced polymer resin was performed using scanning electron microscope (SEM), transmission electron microscope (TEM), and energy-dispersive X-ray analysis (EDAX) to identify the bonding behavior of MWCNT with resin, structure of MWCNTs, structural integrity, and chemical purity of MWCNTs. In addition, the tensile properties of the MWCNTs-reinforced composite are evaluated by the universal testing machine, and further, free vibration analysis was performed to study the influence of the MWCNTs on the natural frequencies and damping factor of the hybrid laminated composite shell structure.
Materials and methods
The matrix of Part A—Bisphenol A diglycidyl ether (LY556 resin) with Part B hardener (HY951) and the unidirectional E-glass fiber of 220 g/m2 were purchased from SM Composites, Chennai, Tamil Nadu, India. The carboxylic acid functionalized group multi-walled carbon nanotube (MWCNT-COOH) with the purity of 97% was supplied by Bottom Up Technologies®, Bangalore, Karnataka, India. The average diameter and length of the multi-walled carbon nanotube (MWCNT) were around 30 nm and 10 µm. This material was used for this investigation and the impact of the MWCNT in the composite structures was explored by varying the wt.% of MWCNT. Further, the nanoparticle dispersion, structural integrity, and chemical purity index were evaluated by using SEM, TEM, and EDAX analysis, respectively.
For the mechanical characterization study, test samples were fabricated with the various weight percentage of MWCNT. In hybrid composite structure fabrication, MWCNT/epoxy preparation plays a vital role because the better dispersion of MWCNT will enhance the good mechanical properties and the relation of dispersion rate with the mechanical properties was also discussed in the existing works. Based on the literature, sonication technique was adopted for blending MWCNT with epoxy. Procedure followed during sonication process was described in detail and it is also presented in Figure 1 for better interpretation. Initially, MWCNT was mixed with solvent/blending agent (extra pure acetone) and it was sonicated for 1 h at the pulse on-off time of 3 s, where the amplitude was retained with the gain of 80%. At that time, the polymer matrix (LY556) was maintained at the temperature of 75°C for 1 h and because of heating the viscosity of the polymer matrix will reduce, then it gains an advantage for better dispersion. The MWCNT acetone mixture was added with polymer matrix (LY556) and again sonicated for 2 h at the same pulse rate. Once the sonication process is being finished, then MWCNT-epoxy mixture was kept in the hot plate machine to excavate the extra pure acetone. The hot plate machine was maintained at the stirring rate of 400 r/min in the temperature of 75 C and it was retained in the same environment condition until the coupling agent (acetone) evaporates completely. The same procedure is being followed for all the weight percentage of MWCNT/epoxy resin preparation (0.5, 1, 1.5, and 2 wt% of MWCNT).

Scheme for matrix preparation by reinforcing the MWCNT.
Composite specimens were fabricated by varying the weight percentage of the MWCNT, the tensile characteristics are evaluated by using the ASTM D3039, and the structural response behavior of the laminated composite shell was studied through free vibration.
Material characterization
Scanning electron microscope
The microstructure of the MWCNT nanoparticle was observed through the SEM in the magnification of 2 and 30 KX at the scaling rate of 1–20 µm. In raw MWCNT, the clusters and entanglement of the CNTs over one other are high due to the van der Waals force, as shown in Figure 2.

SEM image of raw MWCNT: (a) Cluster of CNTs and (b) entanglement of CNTs over one another.
The clusters and entanglement of the CNTs reduce the structural property of laminated composites to integrate the strength and stiffness of the MWCNT-reinforced composite structure. MWCNTs were dispersed with the polymer through the ultrasonication technique. In this technique, it produces the high-frequency shock waves, where it leads to the deagglomerations and disentanglement of the CNTs over one other, and furthermore, the bonding interfaces relationship among the fiber and MWCNT/epoxy mixture were also studied on the fracture surface of the laminated composite structure. From Figure 3(a) and (b), it was noticed that there was a good interface bonding between the fiber and the MWCNT matrix reinforcement at 1 wt% of MWCNT, where it affords the better strength and damping properties for the laminated composite shell structures.

SEM images of (a) MWCNT-reinforced hybrid laminated composite and (b) dispersion of MWCNT in hybrid laminated composite.
Transmission electron microscope
Morphology study of MWCNT nanoparticle powdered was also studied with high-resolution TEM facility (FEI-TECNAI G2-20 TWIN) in VIT at scaling level of 10 nm with the magnification of 200 KX. The structural homogeneity of the MWCNT nanoparticles sample on before and after sonication was observed through the TEM and it is presented in Figure 4(a) and (b). On after sonication, CNT nanoparticles are separated from the CNT bundles without damaging the integrity of the structure and from the representation it was noticed that there was no impairment in structural integrity of the MWCNT on and after sonication, so it provides a better bonding between nanoparticle and resin. The structural reliability of MWCNT on after the sonication process was seen to ensure the effectiveness of the solution preparation technique because the impairment in MWCNT structure will reduce the mechanical properties of the composite structure.

TEM image of the MWCNT nanoparticle on (a) before sonication and (b) after sonication.
The average outer diameter of the MWCNT (30 nm) was also been explored in TEM and it was presented in Figure 4(a) and (b). The proper distribution and disentanglement of MWCNT provide a better strength, stiffness, and damping of the structure.
Energy-dispersive X-ray analysis
Chemical purity index of the carboxylic acid functionalized group multi-walled carbon nanotube was observed in TEM machine through EDAX technique. From this exploration, the chemical purity of MWCNT was ensured on before and after sonication. The chemical composition of the MWCNT samples was noticed from Figure 5 and it was found that percentage content of carbon was maximum than the other elements (copper, oxygen, etc.) in MWCNT and it also remains same after the sonication process. The purity level confirmed the effectiveness of the MWCNT in terms of mechanical properties of the composite structures.
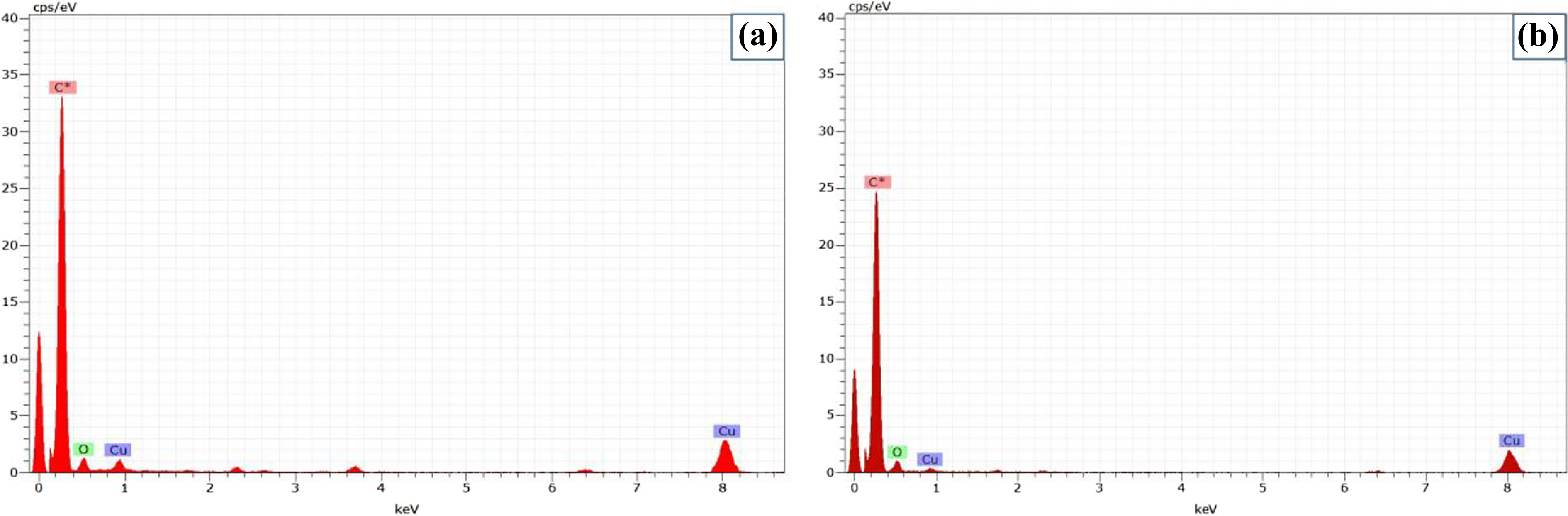
EDAX image of MWCNT samples on (a) before sonication and (b) after sonication.
The chemical component oxygen (O) was noticed because it was a carboxylate-functionalized group of MWCNT and also chemical constituent copper (Cu) was observed, where it was utilized as a catalyst on time of processing the MWCNT. Functionalized MWCNT of oxidized group provides the better interaction with polymer matrix and it affords the effective structural integrity for the polymer-based laminated composite structure.
Material characterization study such as SEM, TEM, and E-DAX were performed to ensure the bonding relation and interaction behavior of the MWCNT with epoxy and composite laminate structure.
Mechanical characterization
The tensile characteristics of the hybrid laminated composite structure are evaluated with the ASTM D3039, and the influence of various weight percentage of MWCNT on strength and load-carrying capability of the laminated composite structures was investigated through the mechanical testing.
Influence of MWCNT on the tensile characteristics of the composite laminate
The influence of MWCNT on the tensile characteristics (Young’s modulus and ultimate tensile strength) of the laminated composite structure was investigated experimentally by varying the weight percentage of MWCNT, and the ASTM D3039 30 was tailed for determining the tensile characteristics of the MWCNT-reinforced composite laminate, and according to that standard, a set of five samples were fabricated for each weight percentage of MWCNT (0, 0.5, 1, 1.5, and 2 wt%).
Samples were prepared as per the standard dimensions of 250 × 15 × 1 mm3 and the tensile tests were performed in the INSTRON 5567 machine at the cross-head strain rate of 1 mm/min. The tensile tests were performed for all the samples, then an average value of Young’s modulus and ultimate tensile strength was taken for each weight percentage of MWCNT and the results are presented in Figure 6 with the standard deviation. From the results, it has been noticed that the tensile characteristics of the laminated composite samples have been increased up to 1 wt% of MWCNT, and after that the tensile characteristics of the laminated composite structure were decreased with increasing the weight percentage of MWCNT, where the stick-slip mechanism 26 of the MWCNT-reinforced matrix and fiber and among the CNTs plays a major role in the strength, stiffness, and damping of the composite structure.

Young’s modulus and ultimate tensile strength of the laminated composite structures on various weight percentage of MWCNT.
The impact of the MWCNT on the Young’s modulus and ultimate tensile strength was not observed on after 1 wt% of MWCNT because the increase in the viscosity of the matrix was noticed on above the 1 wt% of the MWCNT, where it inhibits the proper dispersion and reduction in the specific surface area of MWCNT, so it paves the way to the agglomeration of MWCNT over one another. The agglomeration of MWCNT in the structure will initiate the crack more easily due to the fact the tensile characteristics of the hybrid laminated composite structure were decreased with increasing the weight percentage of the MWCNT.
From the results, it has been noticed that the significant influence of MWCNT on the tensile characteristics (Young’s modulus and ultimate tensile strength) was achieved at 1 wt% of MWCNT, and the Young’s modulus and ultimate tensile strength were increased to 9% and 37% with respect to the 0 wt% of MWCNT. After 1 wt% of MWCNT, the tensile characteristics were decreased consistently with increasing the weight percentage of MWCNT.
At 1.5 wt% of MWCNT reinforcement, the fracture surface of the hybrid laminated composite sample was seen through SEM. The agglomeration of MWCNT in the composite laminate was observed and it was presented in Figure 7. It is the fact for the decrease in the strength (tensile characteristics) of the MWCNT-reinforced laminated composite structure.

Agglomerated image of the MWCNT-reinforced laminated composite structure.
Structural analysis of the MWCNT-reinforced laminated composite shell structure
The structural integrity of the hybrid laminated composite cylindrical shell panel was studied by varying the weight percentage of MWCNT, and the influence of MWCNT on the natural frequencies and damping factor of the laminated composite shell is studied through free vibration.
Fabrication of MWCNT-reinforced hybrid laminated composite shell
The laminated composite cylindrical shell structure samples were fabricated by adopting traditional hand layup method with vacuum bagging. For the composite sample fabrication, there are many methods available in real-time practice such as compression molding methods, filament winding, and resin transfer infusion system, and for the curved laminated structure preparation, the traditional hand layup technique was the well-opted method for manufacturing and it was also economic while comparing to the other techniques.
The conventional hand layup method with vacuum bagging was adopted for fabricating the specimens. Mold for the laminated composite shell panel was fabricated with the radius of curvature of 0.72 m and this mold was used for the composite shell fabrication. Initially, the mold surface was cleaned with the acetone to remove the dust/foreign particles and the releasing agent was applied over the mold for the easy removal of the laminated composite shell structure, then the unidirectional E-glass fiber was laid on the mold and the matrix was applied over the fiber. In matrix, the epoxy (LY556) and hardener (HY951) were mixed in the ratio of 10:1, and the glass fibers were organized as per the stacking sequence order [0°/90°/0°/90°/0°] of the laminated composite shell. After that, porus film and air breather were placed above the laminated composite shell with the releasing agent. Then, it was kept in the vacuum bagging chamber for 30 min with the optimum suction pressure, where the excess resin are absorbed by the air breather during vacuum bagging process, and after completion of the vacuum bagging, the porus film and air breather were taken away from the specimen and it was kept for curing in the room temperature for 1 day. Similarly, the laminated composite shell samples were prepared for the various weight percentage of MWCNT (0, 0.5, 1, 1.5, and 2 wt% of MWCNT) and all the samples were fabricated with the same weight (w = 160 g), thickness (t = 1.55 mm), and weight fraction of fiber (w f = 0.6211), and the laminated composite shell images were shown in Figure 8.
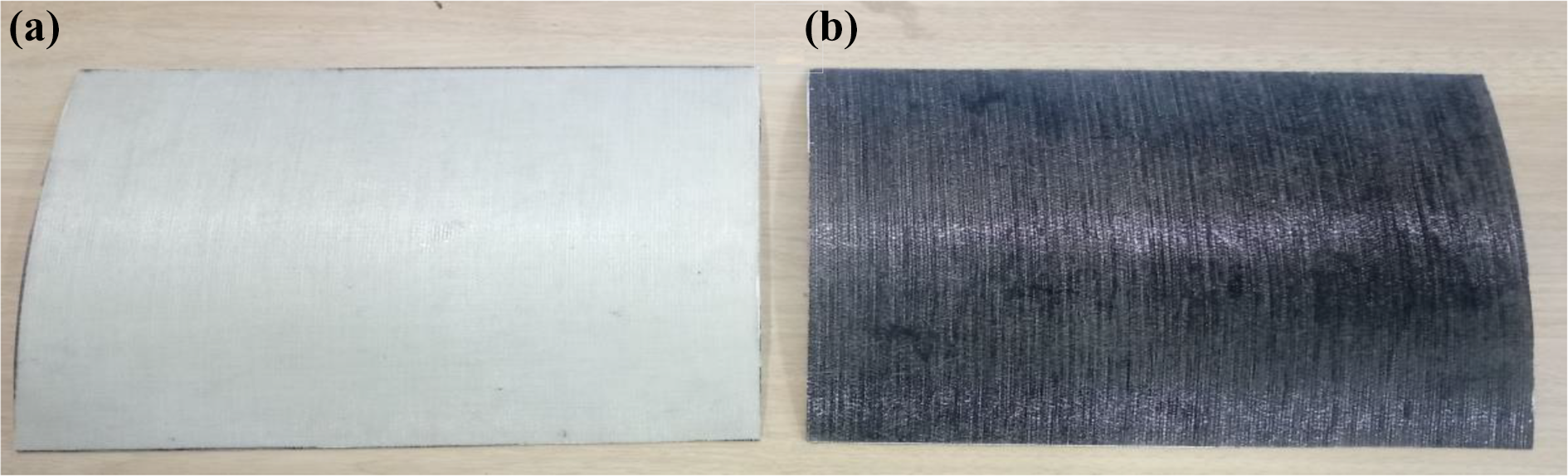
(a) Pure epoxy laminated composite shell image and (b) MWCNT-reinforced epoxy laminated composite shell image. MWCNT: multiwalled carbon nanotube.
The mechanical properties and vibration behavior of the laminated composite shell structure were strongly influenced by the MWCNT, and the experimental investigation was performed to study the effect of weight percentage of MWCNT in terms of the strength, stiffness, and damping factor. The influence of the MWCNT on the Young’s modulus of the laminated composite samples was investigated through tensile test based on the ASTM (D3039), and the influence of MWCNT in terms of the natural frequencies and damping of the structure was studied through the free vibration analysis with the Free–Free–Free–Free (FFFF) end condition.
Experimental setup for free vibration
Free vibration analysis for the laminated composite shell was performed experimentally under the FFFF end condition as presented in Figure 9. For testing, all the specimens were maintained in the dimensions of 300 × 300 mm2 (arc length × breadth), and the roving hammer (sensitivity: 2.25 N) technique was used to excite the laminated composite shell, where the vibration response signals were collected by the accelerometer (sensitivity: 105.08 mv/g) which was mounted on the laminated composite shell. The excited response signals were gathered in the form of voltage; with the support of the data acquisition system, it was converted into the frequency response function (FRF). From the respective resonance peaks of FRF, the natural frequencies and damping factor are determined with the assistance of the DEWESoft 7.1.1® software.
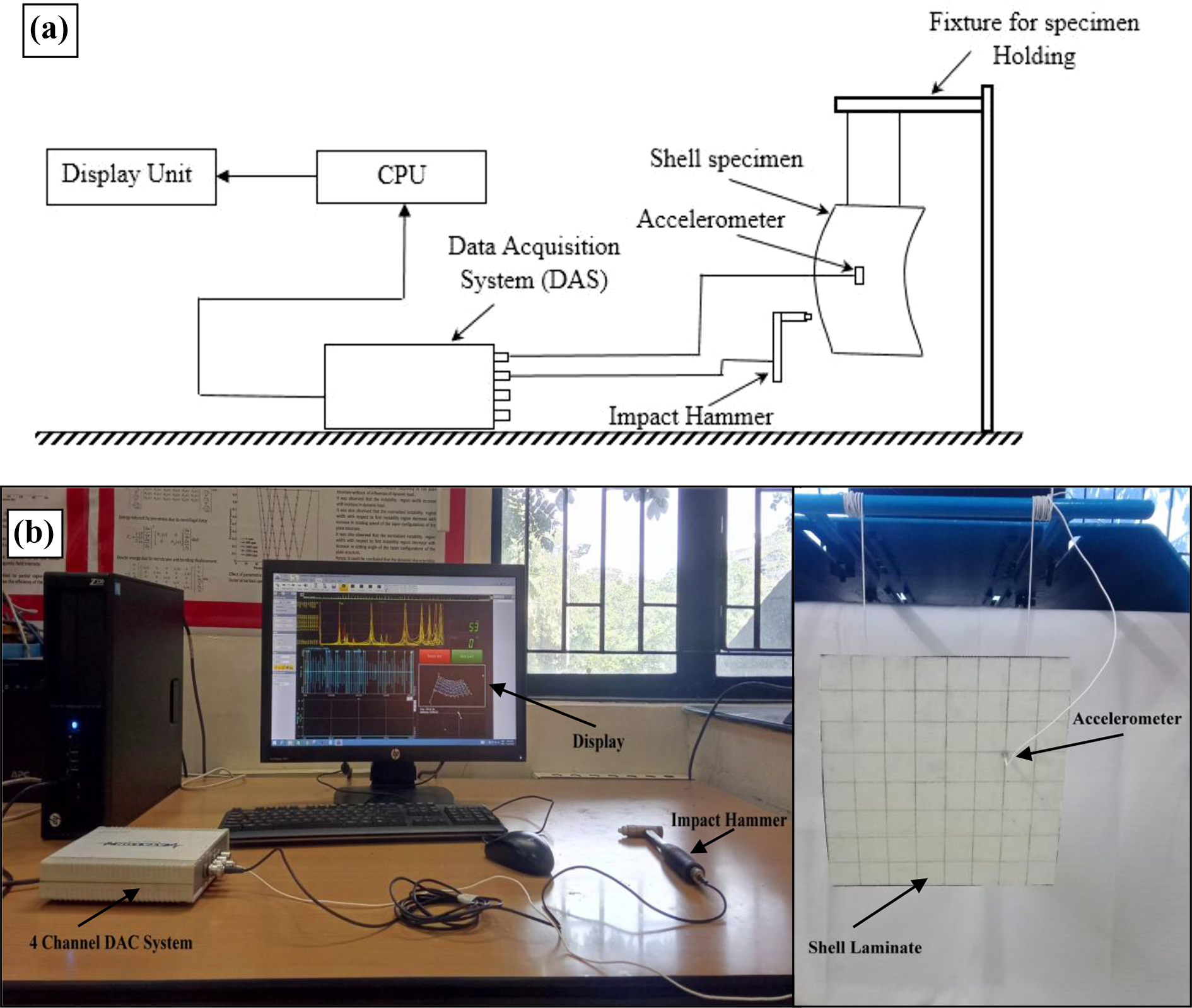
(a) Schematic diagram and (b) experimental setup photo for free vibration analysis of laminated composite shell structure.
Influence of MWCNT on natural frequencies and damping factor of the laminated composite shell structure
Laminated composite shells were fabricated with the various weight percentage of MWCNT reinforcement on the above-mentioned geometrical dimensions and sequence order. The experiments on the free vibrations of laminated composite shells were performed under the FFFF end condition. The influence of the MWCNT on the natural frequencies of laminated composite shell was studied and the results are presented in Table 1. The change in fundamental frequency was observed with respect to the weight percentage of MWCNT and the natural frequencies of the laminated composite shell structure reaches its maximum value at 1 wt% of MWCNT/epoxy reinforcement, where the fundamental frequency has been increased to 20% when compared with 0 wt% of MWCNT laminated composite shell. On beyond 1 wt% of MWCNT laminated composite shell, the natural frequencies start decreasing due to agglomerations. At lower weight percentage of MWCNT, the bonding interference among the MWCNT-reinforced epoxy and fiber was good and it exhibits the better load transfer properties of the laminated composite shell structure and this result provides the increase in stiffness and natural frequency of the shell structure.
Natural frequencies and damping ratio of the MWCNT-reinforced shell laminate on various weight percentage of MWCNT.

MWCNT: multiwalled carbon nanotube.
The damping of the laminated composite structure was expected to arise due to interfacial slippage among the MWCNT/epoxy and fiber. 26 The dispersion of MWCNT in epoxy is uniform at the lower weight percentage of MWCNT. When the dispersion is good, then a proper adhesion was observed between the MWCNT/epoxy matrix and fiber. The greater strength of the laminated composite shell was achieved at lesser interfacial slippage. At the greater weight percentage of MWCNT, the viscosity of the MWCNT/epoxy is high and it leads to improper dispersion and agglomerations of MWCNT in matrix; due to that reason, the strength of the laminated composite structure was reduced, but it contributes a greater interfacial surface friction between MWCNTs and the MWCNT/epoxy with fibers and it provides the damping in the laminated composite shell structure. In this study, damping of the laminated composite shell structure was increased with increasing the weight percentage of the MWCNT with respect to the mode shapes and a steady improvement in damping was observed. From Table 1, the greater damping values were noticed at 2 wt% of the MWCNT-reinforced laminated composite shell. The damping capability of the laminated composite shell was increased to 33% and 26% at 2 wt% of MWCNT reinforcement. From the result, it was also been observed that the natural frequency was increased up to 1 wt% of MWCNT and then it was decreased but the damping was increased continuously by increasing the weight percentage of MWCNT. Similar trend was observed in the literature. 26,27 In this study, it was concluded that the damping of the laminated composite shell structure was influenced by the MWCNT.
Conclusions
The material characterization and vibration analysis of the laminated composite shell structure were investigated under the influence of MWCNTs. To analyze the mechanical properties and structural response of polymer composite, laminated composite shell samples were fabricated with the various weight percentage of the MWCNT (0, 0.5, 1, 1.5, and 2 wt%) and the ultrasonication method was deployed for the proper dispersion of MWCNT in the matrix phase. In the material characterization study, the structural homogeneity with the chemical purity index of the MWCNT was observed in TEM and SEM on before and after sonication, and the bonding relation of the MWCNT-reinforced laminated composite shell structure was seen in SEM, where it shows the good bonding of the nanoparticle with the laminated composite shell structure. The tensile test was performed to evaluate the tensile characteristics of the MWCNT-reinforced laminated composite, where the higher Young’s modulus and ultimate tensile strength were obtained at 1 wt% of the MWCNT-reinforced laminated composite. Also, the free vibration analysis of the laminated composite shell structure was performed under FFFF condition and the influence of MWCNT in the shell structure was studied in terms of the natural frequencies and damping. The results showed that the fundamental natural frequencies of the laminated composite shell structure were increased by 20% at 1 wt% of the MWCNT and the damping characteristics of the laminated composite shell structures were increased with increasing the weight percentage of the MWCNT and the maximum damping factor value of 33% attained at 2 wt% of MWCNT reinforcement. From this study, it was concluded that damping of the laminated composite shells was enhanced by the reinforcement of MWCNT.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.