
Abstract
The reinforcing behaviors of siliceous earth (SE) nanoparticles and silica on natural rubber (NR) were compared. SE employed in this work was formed by volcanic eruptions 100 million years ago and mainly consists of SiO2 (∼80%), Al2O3 (∼14%), and K2O (∼4%) and is composed of low quartz and illite in crystal structure and with a special flaky and laminated morphology. The effects of SE slurry with different filler loading of 30, 40, 50 per hundred parts of rubber (phr), and 40 phr silica(S-40) were investigated. Mechanical properties were measured, and the results show that 300% modulus, elongation at break, tensile, and tear strength of SE/NR are all higher than those of S-40. Combination results of tensile properties and rubber process analyzer (RPA), the rubber–filler interaction parameter (I) was calculated and the results show the value of I increase slightly with SE loading, while obviously higher than that of S-40. But the results of dynamic mechanical analysis and bound rubber content show that S-40 has obviously lower tan δ and higher bound rubber content, which indicate that there exists stronger rubber–filler interaction between silica and NR. The seemingly conflicting results imply that the effect of the two fillers on the NR network structure should be different. The special morphology of SE can help them to distribute more evenly in the NR matrix, making it less likely to form particle networks and providing very strong filler–rubber interaction, while showing higher average rubber–filler interaction and results in better mechanical properties of SE/NR composites.
Introduction
Natural rubber (NR) is an outstanding material considered environmentally friendly because of its bio-based origin. Besides its impressive elasticity, NR possesses very good mechanical and rupture properties as well as low heat buildup that make it priceless in many demanding applications. In particular, NR is still used for the manufacturing of truck tires, despite the availability of synthetic polyisoprene. 1 The major drawback in NR vulcanizates is lower modulus; silica and carbon black are the most commonly used reinforcing fillers in NR compounds. 2 Silica is an excellent nonblack reinforcing filler widely used for producing colored rubber products because it provides excellent tear strength, high abrasion resistance, and low rolling resistance. 3 The demand for the development of ‘green tire’ with low rolling resistance is greatly pressing. 4 Silica is commonly used as the filler for green tire because it provides good mechanical strength and dynamic behavior for rubber composites. 5 In recent years, high-dispersion silica has become the preferred alternative to conventional carbon black fillers in tire tread NR compounds. 6 However, silica is more difficult to disperse into rubber than carbon black, and a coupling agent is often used to modify the interface; even with a use of coupling agent, the filler dispersion and distribution were not satisfactory, especially in wet process. 7
Since the Toyota group reported polyamide–clay nanocomposites, 8 many researchers shift their focus toward this field. 9 Today, polymer field research and industry really emphasize on polymer composites reinforced by nanoclay as they exhibited outstanding properties over conventional polymers. 10 Organically modified layered silicates or nanoclays have become an attractive class of organic–inorganic hybrid materials. These composites exhibit improved tensile strength and moduli, decreased thermal expansion coefficient, decreased gas permeability, enhanced ionic conductivity, and decreased flammability. 11 –16
Siliceous earth (SE) is formed by volcanic eruptions 100 million years ago; a deposit of more than 100 million tons was found in Fujian province (China) in recent years. It mainly consists of SiO2 (∼80%), Al2O3 (∼14%), K2O (∼4%), and the chemical formula can be expressed as Al2O3· SiO2·K2O·2H2O. The crystal structure of SE is a native mixture of low quartz and illite; the flaky silica and laminated illite buildup a unique distinctive conglomerate structure and can be easily processed into nanometer powder. The crystal structure and morphology of SE used in this work are different from Neuberg SE (Germany) and other districts. 17
The most important factor, which indicates the improvement properties of rubber by fillers, is the distribution in the rubber matrix. NR is incompatible with polar fillers, and the most common methods for the preparation of NR compounds are mechanical mixing method, solution blending melt mixing, in situ polymerization, and latex compounding. 3,18,19 Melt intercalation is a powerful approach to produce NR composites, and it is quite general and is broadly applicable to a range of commodity plastics from essentially nonpolar through weakly polar to strongly polar polymers. 20 Co-coagulation is a simple and promising method in the preparation of rubber–clay nanocomposites, starting from aqueous medium (latex), while latex-coagulation method is yet to be established and under attention. NR latex is a macroscopic dispersion of rubber particles in an aqueous medium. Fillers are suitable additives for latex, provided that they can form dispersions adequate for latex compounding. Rubber–clay composites prepared from latex by a coagulation method can be exfoliated and homogeneously dispersed in the polymer matrix at the nanolevel and an improvement in the mechanical properties. 21 –24
According to Stephen and Martin, the fine-grained minerals are generally stable at appropriate water contents and will harden when dried or fired. 25 To prevent the SE particles aggregating during drying process, the SE slurry that remains some amounts of water after ball-milling process without drying was directly used as the filler in this work. And the different behavior of SE from silica as filler in NR was analyzed. The dispersion and influence on physicomechanical properties of NR composites were discussed. Latex process was employed to prepare NR/SE compounds. The effect of SE with different filler loading 30–50 per hundred parts of rubber (phr) was studied and was contrasted with silica.
Experimental section
Materials
High ammoniated NR centrifuged latex with total solid content of 60 wt% was kindly supplied by Agricultural Products Processing Research Institute, Chinese Academy of Tropical Agricultural Sciences. SE slurry (0800, 36.7% solid content, BET 34.2 m2 g−1) was supplied in kind by Wantar Minerals Products Co. Ltd (Fujian, China). Silica (Zeosil 1165MP, BET 160 m2 g−1), bis[3-(tri-ethoxysilyl) propyl] tetra-sulfide (Si69). All mixing ingredients were used as received.
Methods and instruments
The particle size of SE suspension was observed by Mastersizer 2000 (Malvern Instruments Ltd, Malvern, UK). The data for particle size distribution were presented by the cumulative distribution as a function of particle size. The d 50 value, or the mean particle diameter, was taken as the 50% cumulative passing size. The width of the particle size distribution was measured by the span factor. The span factor can be calculated by using following equation 26 :

where d 90 is the particle diameter at 90% cumulative size, d 10 is the particle diameter at 10% cumulative size, and d 50 is the particle diameter at 50% cumulative size.
The SE and fracture surfaces of NR composites were observed with a Hitachi (Hitachi, Japan) S-4800 field-emission scanning electron microscope (FESEM) after coated with platinum–palladium. Cure characteristics of all NR compounds were measured at 150 °C using a Monsanto moving die rheometer (MDR 2000; Alpha, Akron, USA). Scorch time (ts 2), cure time (t c90), and minimum torque (ML) were determined from the cure curve following the definitions described in ISO 6502 standard. Also, cure rate index (CRI) was determined by following equation:

The Payne effect on uncured and cured SE-filled compounds based on the different loading of SE was determined on RPA 2000 rubber processing analyzer (RPA 2000 rheometer, Alpha Technologies, Germany). The storage shear moduli (G′) of the compounds were measured under shear deformation. A strain sweep test was carried out in the range of 0.28–100% strain at 0.5 Hz and 100°C.
The tensile properties of the NR vulcanizates were measured with dumbbell-shaped specimens (6 mm wide in cross section) according to ASTM D 412. These tests were carried out at room temperature on a universal testing machine (Instron 3365, Boston, Massachusetts, USA). The tensile specimens for each composition were tested and the stress at break and strain at break were determined with a crosshead speed of 500 mm min−1. The value for each sample was taken as the median value of five specimens. The tear properties of the NR vulcanizates were measured according to ASTM D624–9. Crescent-shaped samples type die B were stamp from the molded sheets; a nick (0.50 ± 0.05 mm) in depth was produced by using a sharp razor blade. Tear strength was determined on Insron 3365 (Bason, USA) with the crosshead speed of 500 mm min−1. The value for each sample was taken as the median value of five specimens. Hardness was measured using a Wallace Shore A durometer (model H17A, Taizhong, Taiwan), in accordance with ASTM D2240-2004.
Dynamic mechanical analysis (DMA) was conducted in tension mode using NETZSCH DMA 242 (NETZSCH Instruments, Freistaat Bayern, Germany) in the temperature range from −120°C to 100°C at a frequency of 5 Hz and amplitude of 50 μm.
Preparation of NR masterbatches
For preparing NR masterbatches, the NR latex was mixed with the compounding ingredients according to the formulation given in Table 1.
Recipe for NR masterbatches.

phr: per hundred rubber by weight; NR: natural rubber; SE: siliceous earth.
The SE slurry was dispersed into water to decrease solid content from 36.7% to 10%; KOH solution (0.2 mol L−1) was added to keep pH to be nearly 9, and some amount of Si69 (3wt%) was added as the modifier. The suspension was stirred vigorously and then added to the NR latex, kept stirring in 300 r min−1 for 2.0 h. The mixture of latex was co-coagulated using 2% (wt%) CaCl2. Next, the NR/SE coagulum was pressed into sheet of 2–4 mm with a self-made simple device and washed with water. Finally, the SE/NR sheets were dried at room temperature overnight before further drying in an oven at 50°C for 48 h. These dried SE/NR sheets were used as masterbatches for compounding in the next step. Silica/NR masterbatches prepared with the same procedure, except the first step. Silica modified with Si69 (3 wt%) was dispersed as 10% wt/wt aqueous suspension by using colloid mill (JMF-100; Shanghai Laoke Machine and Equipment, China); the silica suspension was circulated in colloid mill for 1.0 h.
Preparation of NR compounds and vulcanized
All NR compounds were prepared using the formulations given in Table 2. To prepare the NR compound, NR masterbatches was separately mixed with other rubber chemicals on a two-roll mill machine at 70 °C, the temperature of the two roller was controlled by the flow of water pipe into the machine. The process of milling was operated according to GB/T 15340-2008 (China National Standard). About 250 ± 5 g masterbatch was weighted, and the spacing of two rollers was adjusted to 1.3 ± 0.15 mm. The feeding sequence was NR masterbatches, stearic acid, zinc oxide, accelerator, antioxidant, and sulfur. The mixture passes through the two rollers by 10 times. Then, the compound was stored at room temperature for 24 h before determining the cure characteristics. Later, the NR compounds were cured at 150 °C by compression molding in a hydraulic press according to their optimum cure time (Tc 90) to produce the vulcanized sheets and test pieces. The vulcanized samples were stored at room temperature for at least 24 h before testing.
Vulcanization recipe for the NR composites.

phr: per hundred rubber by weight; NR: natural rubber; TBBS: N-tert-butylbenzothiazole-2-sulfonamide; DM: 2,2′-dibenzothiazoledisulfde.
aMixture of styrenated diphenylamine.
Measurements of bound rubber content
Swelling and extraction experiments were performed on samples to evaluate the amount of chains trapped within the filler (bound rubber). Samples of uncured rubber (2 × ∼0.5 g per compound) were immersed in close vessels filled with 50 mL of toluene at 25 °C for 7 days in the dark to avoid photo degradation reactions. Toluene swells the composites and extracts the polymer chains not bound to SE or not cross-linked. The solvent was replaced daily by fresh solvent to remove extractable matter. Finally, the swollen mass was weighted and dried to a constant mass under vacuum at 70°C for 12 h. Under the same conditions, uncured neat NR completely dissolved in toluene. These extraction experiments were used to determine the fraction of bound rubber (Br) calculated according to the following equation 27 :

where m 0 and md are the mass of the NR composites specimen before and after swelling/extraction experiments, respectively. mf and mr are mass fraction of filler and NR in the compounds.
Results and discussion
Properties of SE
The morphology of SE is shown in Figure 1. SE is with a special morphology combined with flaky SiO2 and laminated illite.
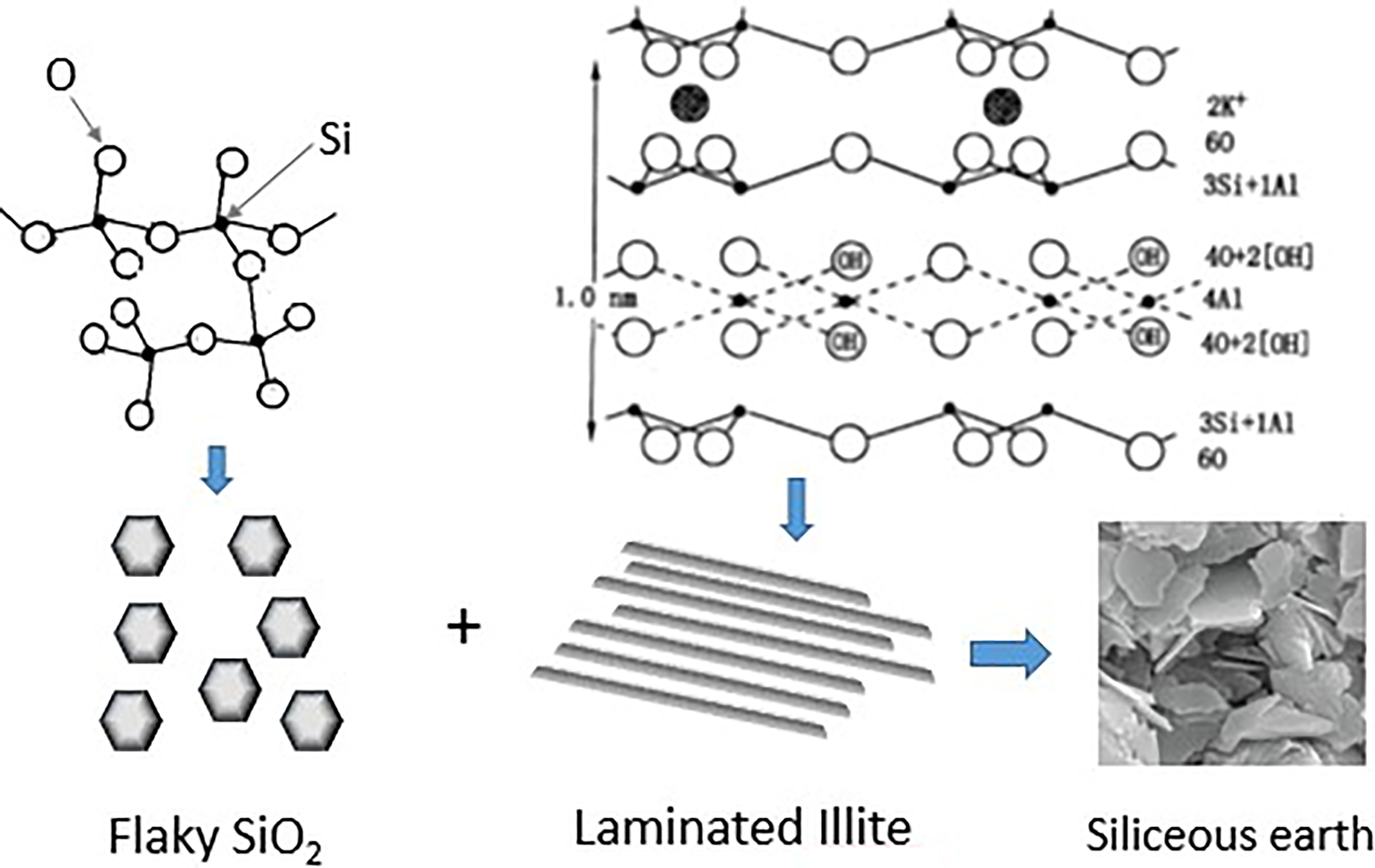
Morphology of SE.
The particle size distribution of SE is shown in Figure 2. Particle size distribution range of SE used in this work is mainly in the range of 40–700 nm. Particle size analysis parameters d 10, d 50, and d 90 were determined from particle size analysis. These parameters represent, respectively, the particle sizes that correspond to 10%, 50%, and 90% of the material passing. The results showed that the SE had particle sizes of 0.079, 0.161, and 0.723 μm, respectively.

Particle-size distribution of SE.
Equation (1) shows that the SE slurry had a span factor of 2.0, which is relatively small value and proves that the SE exhibited a relatively narrow and uniform particle size distribution.
Cure characteristics
Cure curves of NR compounds filled with different amount of SE are shown in Figure 3. The cure characteristics, scorch time (t s2), cure time (t c90), cure rate index (CRI), maximum torque (MH), and minimum torque (ML) of all compounds are also summarized in Table 3.
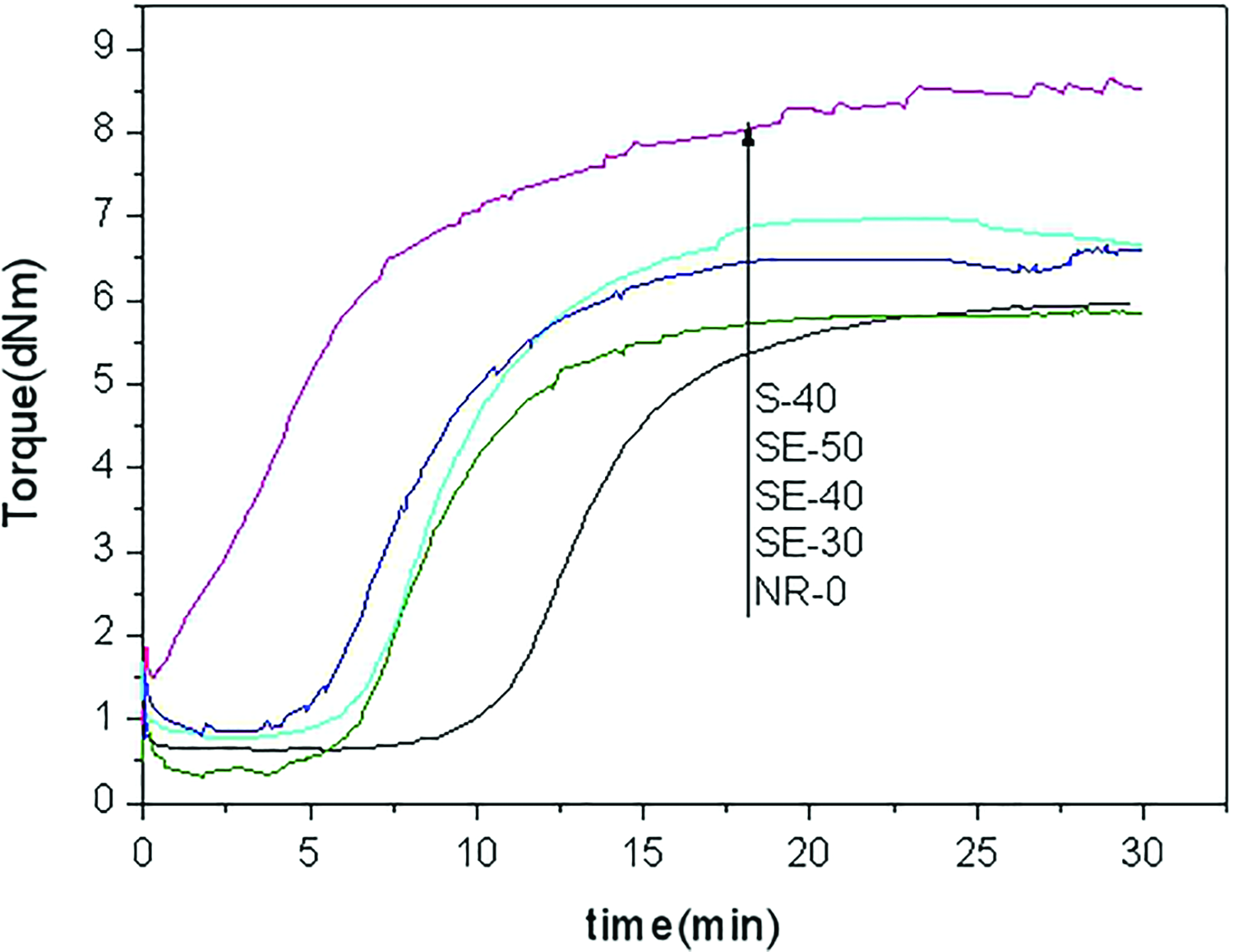
Vulcanization curves of NR compounds.
Cure characteristics of the NR compounds.

NR: natural rubber; ML: minimum torque; CRI: cure rate index; MH: maximum torque.
ML is a measure of effective viscosity of uncured mixture, and it increases slightly with filler loading. With the increment of SE content, the increasing adsorption of polymer molecular chains on the filler surface may reduce the mobility of the polymer segments and result in a rubber shell on the filler surface in which the polymer viscosity is increased. When contrasted to S-40, silica shows a higher viscosity than SE, which would be caused by obviously larger specific surface area of silica. The torque maximum (MH) is correlated with modulus and hardness; it increases with SE loading. With the same reason elaborated earlier, silica/NR shows obviously higher MH than SE/NR, because more rubber can be closely combined on surface of silica than SE. Torque difference (MH − ML, ΔM), which indicates the extent of cross-linking, shows a similar trend to the MH. ΔM is a measure of the dynamic shear modulus and directly relates to the cross-link density of the NR composites. It can be explained on the grounds that silanol groups on the surface of the SE particles, which induce strong filler–filler interaction, leading to a tendency to filler agglomeration in the rubber matrix when loading is higher than 40 phr. As shown in Table 3, the curing time was not affected too much with amount of SE and this is also true for the cure rate index. When contrasted to silica, SE shows obviously accelerating effect on vulcanization. Generally, the surface of silica or SE particles contain silanol groups, which are acidic and can quickly react with the basic accelerator or activator (curing agents) and so reduce the efficiency of the curing agent leading to an increased curing time. 28 Silica has larger specific surface area and absorbs more activator and accelerator, and consequently, reduces the number of active sulfurizing agents that are necessary for sulfur vulcanization.
Mechanical properties
The effects of the SE loading on the tensile properties of NR composites are shown in Figure 4 and Table 4. The results show that tensile strength increases with SE loading. The SE possesses a special structure and act as reinforcing elements, assuming a good filler–rubber interaction. The resulting intercalation/exfoliation should improve the interfacial bonding between the rubber and SE and, therefore, improved mechanical properties. And the filler content reaches 50 phr, SE can be still dispersed well in NR matrix. The behavior is obviously different from clay reported by Teh et al., 29 when the clay content reaches 8 phr and above, the filler tends to agglomerate. It is interesting to note that the elongation at break still remains relatively high even at 50 phr filler content.

Strain-Stress curves of NR compounds.
Mechanical properties of NR composites.

NR: natural rubber; SE: siliceous earth.
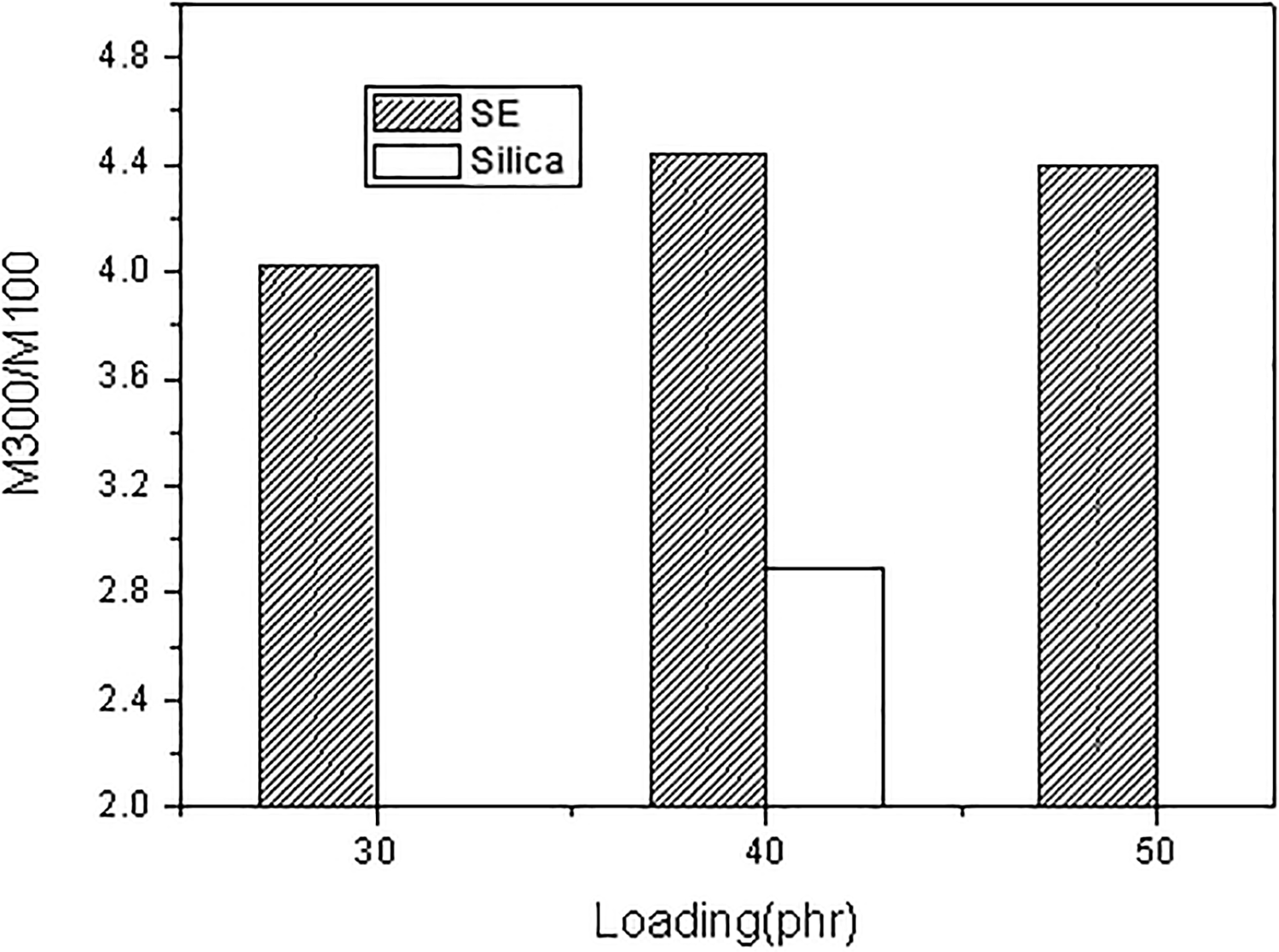
The effect of SE loading on the tensile moduli M100 and M300 are shown in Figure 5. Strain–stress curves of NR compounds (moduli at 100% and 300% elongations, respectively), which is a measure of stiffness of rubber composites. SE loading has similar effect on M100 and M300 whereby both parameters increase with filler content. It is worth mentioning that increasing the modulus of NR composites, which appears to be more obvious at higher strain levels (M300) than lower levels (M100), for the strains become larger, the presence of SE could affect changes in the molecular configuration, thereby restricting the number of possible configurations. M300 is the main index to evaluate the reinforcing property of filler on polymer, and its value of SE-40 is dramatically larger than S-40.

Modulus at 100 and 300% elongations.
As shown in Figure 6, when comparing the reinforcing indices with SE we see that SE-40 attains the largest reinforcing index. When loading of SE extends to 50 phr, the index decreases slightly. It can be concluded that when loading exceeds 40 phr, the SE tends to aggregation. And when contrast silica to SE at same loading, SE shows superior reinforcing property on NR, there would attribute to special crystal structure and morphology of SE and easy to disperse into NR latex. The surprising reinforcement of SE is probably attributed to the formation of oriented region of rubber molecules between well-dispersed particles during stretching, which may facilitate strain-induced crystallization. 30,31
Reinforcing indexes of NR compounds.
The effects of SE loading on tear strength and hardness of NR composites are presented in Table 4. The tear strength increases gradually with increment of SE loading. It indicates that even loading at level of 50 phr, the filler can be dispersed well in the rubber matrix. Regarding tensile property, SE composites have larger tear strength in contrast to silica. The hardness of the SE/NR vulcanizates increase with SE levels, which may be attributed to the increase in the rigid phase of the rubbery matrix. The hardness of the SE-filled NR vulcanizates are all lower than that of the silica-filled ones, which reflects that the silica particles contain a higher level of filler–filler networks.
Bound rubber content
The dominant theory of polymer reinforcement is based on the concept of strong interactions at the filler–polymer interface, which then has effects on the mechanical behavior of the composites system. The concept of ‘bound rubber’ at the particle–elastomer interface has been put forth to describe such a strong interaction. The motion of macromolecular chains within the bound rubber phase is restricted by interaction with the filler particle surfaces, which would correlate with increased resistance to mechanical deformation of the bound rubber layer as compared to the ‘free rubber’ far from the particle interface. As this interfacial region is of presumed finite width and distinct properties, the bound rubber can be considered as an interphase. 32 This filler–matrix interaction reflects macroscopically in the formation of bound rubber, which involves physical adsorption, chemisorption, and mechanical interaction. 33 There is now general agreement that bound rubber is an important factor in reinforcement. This is clear from its dependence on surface area, structure or morphology, surface activity of fillers, and the possibility that it is present as a separate phase in the vulcanizates. 34 The bound rubber content results show that in all NR/SE compounds, NR nearly dissolve completely in toluene and show nearly no bound rubber content. It suggests that even in 50 phr SE, the filler network cannot be formed in NR/SE compounds. While the bound rubber in the S-40 compounds is higher as 1.25 g/(g silica) at room temperature, which show the strong filler–rubber interaction between NR and silica.
Payne effect by RPA
The strength of the filler network and the filler–polymer interaction is investigated using uncured and cured NR composites with RPA. The effect of the dynamic strain amplitude on the storage modulus (G′) at different SE loading is shown in Figure 7.

Strain dependence of G′ at for NR compounds with different SE loading (a) uncured compounds and (b) cured compounds. NR: natural rubber;
The degree of filler network formation in the SE-filled compounds can be characterized by the Payne effect, which refers to the difference in moduli at small and large deformations and can reflect the filler–filler and filler–polymer interaction in compounds. The contributions of the fillers to the modulus of rubber can be divided into two: strain-dependent and strain-independent parts. Filler–filler interaction contributes to the strain dependence of the modulus. Modulus decreases with increasing strain, the so-called “Payne effect,” which is due to a partially reversible break down of the filler network. 35 In fact, the reinforcement due to filler–rubber interaction is almost independent of the strain amplitude. On the other hand, the filler–filler interaction enhances the modulus at low strain but breakdowns at high strain.
When the dynamic tests were run on uncured compounds, the storage modulus is determined by polymer-to-filler interactions, hydrodynamic reinforcement, and filler secondary structures. 36 The G′ is at the highest at small amplitude (denoted as G′0) and gradually decreases to a lower value (denoted as G′ ∞). In this case, we take G′ at strain of 2.59% as G′0 to contrast Payne effect and the results are shown in Table 5. The magnitude of the Payne effect (G′2.59%–G′100%)is slightly increased with increasing SE content, whereas silica shows more dramatically Payne effect because of high surface energy and action of silica, such as hydrogen bond. 37
Payne effect of NR compounds.

NR: natural rubber.
As shown in Figure 7(b), in cured compounds, the values of G′ are significantly higher than that of uncured material, which is due to the formation of filler networks and the cross-linked NR networks after curing process and the networks restricting the mobility of rubber chains. 38 The storage modulus at low strain is strongly affected by the filler–filler interaction, while at high strain amplitude after the breakdown of filler–filler network, such properties are affected by filler–rubber interaction, the filler volume fraction, and rubber network in the sample. 39,40 In a filled system, it gives a direct measure of dispersion and interaction. For a filled compound, there is always a difference in the surface energy between the filler and the polymer, so that even for a system in which the filler is well or uniformly dispersed in the polymer matrix, the filler aggregates will inexorably tend to flocculate during storage and vulcanization of the compound forming a filler network. The control of both filler–filler and filler–rubber interactions plays a key role in determining the filler-reinforcing action. It is the good dispersion of the inorganic filler in the rubber composites that is important for improving the material’s mechanical and dynamic properties because of the enhancement of filler–rubber interaction. 41 Four different types of structures, such as intercalated, completely exfoliated, partially exfoliated, and “separated structure” are present in clay–polymer composites. In separated structure, rubber molecules penetrate through clay stacks to form exfoliated structures without the formation of intercalated structures. Of the four, the completely exfoliated structure is the most desired structure for effective reinforcement. 42 SE can be regarded as the combination of silica (flaky) and clay (illite); the part of layered silicates (illite) is easily dispersed in water as water acts as a swelling agent because of the hydration of the intergallery cations usually Na+ or K+. Meanwhile, the two parts could be separated when added to NR latex during stirring process, molecular chain of NR can intercalate into the layer of flaky silica–flaky silica, flaky silica–illite, and illite–illite.
Networking factor and interaction parameter
The variation of storage modulus with strain of filled vulcanizates has been related to the networking factor and interaction parameter of the filled samples. Ayala et al. proposed a rubber–filler interaction parameter, which is defined as 43

where σ is the slope of the stress–strain curve in the relatively linear region of low elongation (approximately 100–200%) and η is the filler–filler networking factor, calculated from the ratio of storage modulus at low (G′1%) and high strain (G′25%). The variation of the networking factor as a function of SE loading is shown in Figure 8(a). It is evident that the influence of SE loading on η is not obvious, and it also indicates that SE is easy to disperse, even in higher loading. However, silica shows much higher value of η than that of SE. Silica usually has a very active surface, and this is exhibited by the fact that when dry rubber is mixed with silica and left at room temperature, the stiffness of the uncured rubber increases significantly, this is known as crepe hardening. The variation of polymer–filler interaction parameter I as a function of the loading is shown in Figure 8(b). It is observed that value of I increases with SE loading and dramatically higher than S-40. The results seem conflict with results of bound rubber content shown above, and silica shows dramatically higher bound rubber content than SE, which perhaps caused by the special morphology of SE, which can help them distributing more evenly in the NR matrix, making it less likely to form particle networks and can balance the interaction between filler–filler and rubber–filler. In other words, silica show partly stronger rubber–filler interaction, while SE has higher average rubber–filler interaction, which results in better mechanical properties of SE/NR composites.

(a) Variation of networking factor as a function of loading; (b) variation of interaction parameter I as a function of SE loading.
Dynamic mechanical properties by DMA
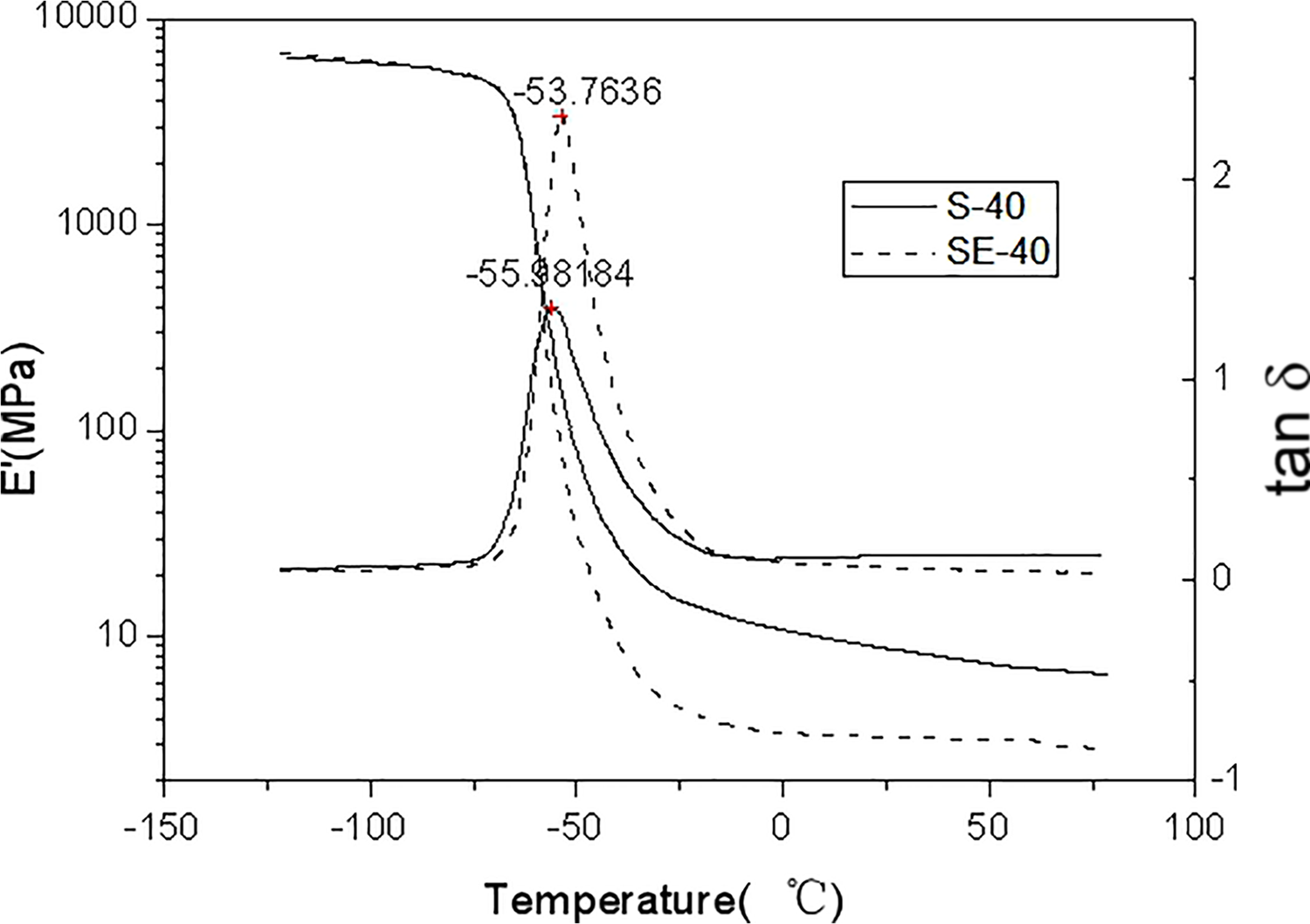
The variations in storage modulus and loss factor (tan δ) versus temperature of SE-40 and S-40 are presented in Figure 9. The dynamic storage modulus (E′) is a measure of the energy (elastic) stored and recovered in cyclic deformation; therefore, in a filled system, it gives a direct measure of dispersion and interaction. The storage modulus of samples was decreased by three orders of magnitude with increasing temperature, which is associated with the glass–rubber transition. The storage modulus values show a sharp decrease around −55°C, which happens to be the glass transition temperature (T g) of NR in the composites. The storage modulus values are constant before the glass transition. The storage moduli of the two samples showed a similar, overlapping trend in the glassy region, but in the rubbery region SE-40 has the lower storage modulus, while the storage modulus of S-40 shows an improvement in the rubbery region, which is due to the reinforcement effect of the silica and stronger polymer–filler interaction.
Elastic modulus and tan δ versus temperature for the NR composites.
The temperature of the maximum tan δ is taken as the T g. The results indicate that S-40 has a slight shift in T g to lower temperatures when contrasted to SE-40. While in reference to the silica/NR compound, the shift in the transition region toward higher temperature and the raising of the plateau region is consistent with what is observed when crosslink density is increased. Increase in cross-link density can result in increasing the T g; therefore, tan δ peak of S-40 should move a little to the right of the peak observed for the compound designated SE-40. It may be explained as that during the milling process the NR mix containing silica was inadvertently subjected to substantially higher shear forces leading to a reduction in molecular mass for S-40 has obviously higher bound rubber. A reduction in molecular mass could lead to a proportion of the rubber molecules that are below the critical length required for cross-linking. Such short-length rubber molecules would probably not be incorporated in the cross-linked network and could contribute considerably to hysteresis. The short-length or low-molecular-mass rubber molecules would not influence the modulus in the transition region because this region is dominated by large-scale molecular motion. However, they would certainly affect tan δ. It is generally known that low-molecular-mass fraction can act as a plasticizer and thus lower the T g.
The maximum tan δ values decrease with respect to good filler–matrix interaction, a strong interaction between the rubber molecules with surface of filler can restrict the movement of the chains and can decrease the peak height. 44 The results of DMA show that S-40 has obviously lower tan δ and combined bound rubber content results, which indicate that there exist stronger rubber–filler interaction between silica and NR molecular chain. While the results of rubber–filler interaction parameter I calculated above show SE has obviously higher rubber–filler interaction than silica. The seemingly conflicting results imply that the effect of the two fillers on the NR network structure should be different. The special morphology of SE may assist in producing a more even distribution of filler particles in NR matrix, less likely form filler networks and very strong filler–rubber interaction (no bound rubber), perhaps can balance interaction between filler–filler and rubber–filler, results in better mechanical properties of SE/NR composites.
An ideal material that is able to meet the requirements of a high-performance tire should give a low tan δ value at a temperature of 50–80°C in order to reduce rolling resistance and save energy. The ideal material should also demonstrate high hysteresis at lower temperatures, for example, from −20°C to 0°C to obtain high skid resistance and wet grip. However, the factors involved in skid resistance are recognized to be more complex than a single compound property. Generally, tan δ values at 0°C and 60°C are used to evaluate wet skidding resistance and rolling resistance, respectively. Therefore, the lower tan δ value of the SE-40 sample than S-40 at approximately 50–60 °C indicates the better rolling resistance.
SEM of SE and NR/SE composites
SE and the tensile fracture surface of NR compounds are observed by SEM and the results are shown in Figure 10. It seems that the rougher the fracture surface is the better the mechanical properties of the related NR composite. A smooth fracture surface usually indicates for low compatibility accompanied with premature, rather brittle type fracture. 40 It should be noted that the sample of NR/SE composite show much rugged fracture surfaces (Figure 10(b) and (c)), indicating that the filler networks can bear external force when an exerted stress is applied to the matrix, the presence of the SE as a reinforcement and interaction at the polymer–filler interfaces. The uniformly dispersed SE layers and particles in the matrix alter the crack path along their length depending on the orientation of SE layers. This leads to more resistance for crack propagation and hence higher tensile strength.

SEM images (a) SE and (b) SE-40 (×1000, tensile fracture surface); (c) SE-40 (×50000, tensile fracture surface).
Conclusions
When SE slurry was taken as filler in NR masterbatches, it is easy to disperse into NR matrix and not easy to form filler networks even if the loading ratio extends to 50 phr. About 300% modulus, elongation at break, tensile strength, tear strength, rolling resistance of SE/NR compounds are all higher or better than that of 40 phr silica-filled NR. While hardness of NR vulcanizations is lower than that of silica. Combination results of tensile properties and RPA analysis, the value of rubber–filler interaction parameter (I) was calculated, and the results show that it slightly increases with increment of SE loading and is obviously higher than that of silica. Scanning electron microscopy and the Payne effect results showed that the SE were less likely to form particle networks and show improved filler–rubber interaction. The special morphology of SE can help them to distribute more evenly in the NR matrix, making it less likely to form particle networks and providing very strong filler–rubber interaction, while showing higher average rubber–filler interaction and results in better mechanical properties of SE/NR composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported financially by Key programs of Lingnan Normal University (LZL1807); Natural Science Foundation of Guangdong Province (2016A030307020); Characteristic Innovation Project of Innovation and strengthening of Higher Education Guangdong (2016KTSCX080). Project of Key Laboratory of tropical crop products processing, Ministry of agriculture and rural affairs (KFKT201801). Research group of rare earth resource exploiting and luminescent materials (2017KCXTD022).