
Abstract
The present article focused on the residual strains and deformation of the laminates fabricated by rapid hot press process using prepreg. Strain gauges and laser tracker were utilized to measure the residual strains and deformation of the laminates. By studying the effects of curing time and de-molding temperature on residual strains and deformation of composite laminates, the efficient curing conditions were proposed and good processing quality was ensured. The results indicate that the laminates with low curing degree incline to generate high residual stresses during curing and cooling processes. The effects of cure duration and de-molding temperature on the deformation degree and type of laminates are significant. In order to ensure both curing efficiency and low deformation, the curing time of the resin and de-molding temperature should be designed cautiously. The experimental results suggest that the curing duration longer than 12 min is needed, and the de-molding temperature should be no less than 40°C lower than glass transition temperature of the cured matrix.
Introduction
Due to excellent mechanical properties, corrosion resistance, and fatigue performance, fiber-reinforced plastic (FRP) composites have now widely been used in a variety of structural applications, including leaf spring, petrochemical tube, and wind turbine blade. 1 –4 Recently, they are believed to be an ideal selection for lightweight parts of automotive. Considering large-scale production, fabrication efficiency is a key issue for utilization of FRP composites in auto industry. Because of competitive processing efficiency and moderate manufacturing cost, hot press molding process is widely used in fabrication of FRP composites. 5 –7 Continuous fiber-reinforced thermoset composites using prepreg can be utilized as structural parts of auto, such as leaf spring and body frame. However, typical cycle time of hot press molding process usually runs several hours, and it needs to be further improved before accepted by auto industry.
Generally, hot press manufacturing steps using prepreg include cutting prepreg plies, laying up plies onto a mold, closing the mold, curing under high temperature and pressure, and de-molding after cooling the mold to proper temperature. In order to shorten curing time, rapid curing resin matrix and high curing temperature are employed. 8 –11 Shortening cooling time by means of high cooling rate and de-molding temperature is another way to reduce cycle time of the hot press molding process. However, these methods relate to the generation of internal residual stresses between the layers of the composite laminates. 12 –15
Residual stresses are detrimental to mechanical properties and geometrical dimensions. 16,17 It is clear that residual stresses generated during composite fabrication process are directly related to the processing parameters, such as curing temperature and time, cooling rate, and de-molding temperature. 18 –21 Hence, curing and cooling process in rapid hot press process should be designed carefully, and the effects of rapid processing conditions on the properties of composites need to be understood before rapid processing could be practically used in automobile industry. However, less works addressed the residual strains development during rapid curing and cooling process.
In the present article, based on a rapid curing epoxy resin system, which exhibits less than 15 min curing time at 120°C, 22 a rapid hot press process was developed to fabricate unidirectional glass fiber/epoxy resin composite laminates. Considering that cure duration and de-molding temperature are related to both cycle time and deformation of the composite laminates, the effects of cure duration and de-molding temperature on the deformation degree of the laminates were studied. Laser tracker was used to measure the deformation of the laminates. Meanwhile, in order to study the release of residual strains during post cure process, strain gauges were utilized to monitor the residual strains of composite laminates. The relationships of curing time with curing degree and glass transition temperature (T g) were analyzed. Furthermore, the mechanism of deformation of the composite laminates fabricated by the rapid hot press process with different processing conditions was discussed.
Experimental
Fabrication of composite laminates
The glass fiber used in this study was E-glass rovings of 300 tex (g km−1) supplied by Taishan Fiberglass Inc., China. Epoxy resin was DGEBA E51 supplied by Blue star New Chemical Materials Co. Ltd, China. The epoxide number of the epoxy resin was 0.51, and the viscosity of the epoxy resin was 800 mPa·s at 25°C. The curing agent was modified methyltetrahydrophthalic anhydride supplied by Chang Shu Jia Fa Chemical Materials Co. Ltd, China. The viscosity of the curing agent was 40 mPa·s at 25°C, and the weight content of anhydride was 41%. The acetone was purchased from Tianjin Fengchuan Chemical Reagent Technologies Co., Ltd (China).
The prepreg was made by means of wet method on a TPJ-2 prepreg arrangement machine. We first mixed the epoxy resin with modified methyltetrahydrophthalic anhydride and acetone. The weight ratio of epoxy resin/curing agent/acetone was 100:83:300, and the density of the mixture was 1.02 g cm−3. During the process of prepreg arrangement, the separation distance of the glass fiber yarn was 1.25 mm, and a linear rotation speed of 5 r min−1 was utilized. The thickness of the prepreg is 0.15 mm, the area density is 243.0 g m−2, and the resin weight fraction is 48.6%.
The molding process of rapid hot press is shown in Figure 1. As shown in Figure 1, the process was divided into four individual processing stages: prepreg stack, preheating, hot press (curing stage), and cooling stage. The stack of prepreg was done by hand in room temperature, and 15 layers of unidirectional prepreg (125 × 75 mm2) were stacked to obtain 2-mm thickness of laminates. In order to shorten temperature elevating time during hot press process, prepreg preform was put into an oven to preheat to 100°C and maintained for 15 min. Following the preheating process, the preheated prepreg preform was quickly put into a mold which had been elevated to 100°C by a molding machine, and then 0.2 MPa pressure was applied to the mold. Meanwhile, the preform was heated to 120°C by the molding machine where heating rate was 10°C min−1. The preheating step is helpful to shorten heating time during hot press stage, and hence reduces holding time of mold and compress machine. When the prepreg preform was heated to 120°C, the pressure was elevated to 0.6 MPa and maintained until the curing process was completed. Finally, during the cooling stage, the mold was taken out from the molding machine, and then cooled with a powerful fan, where cooling rate was about 3.5°C min−1.
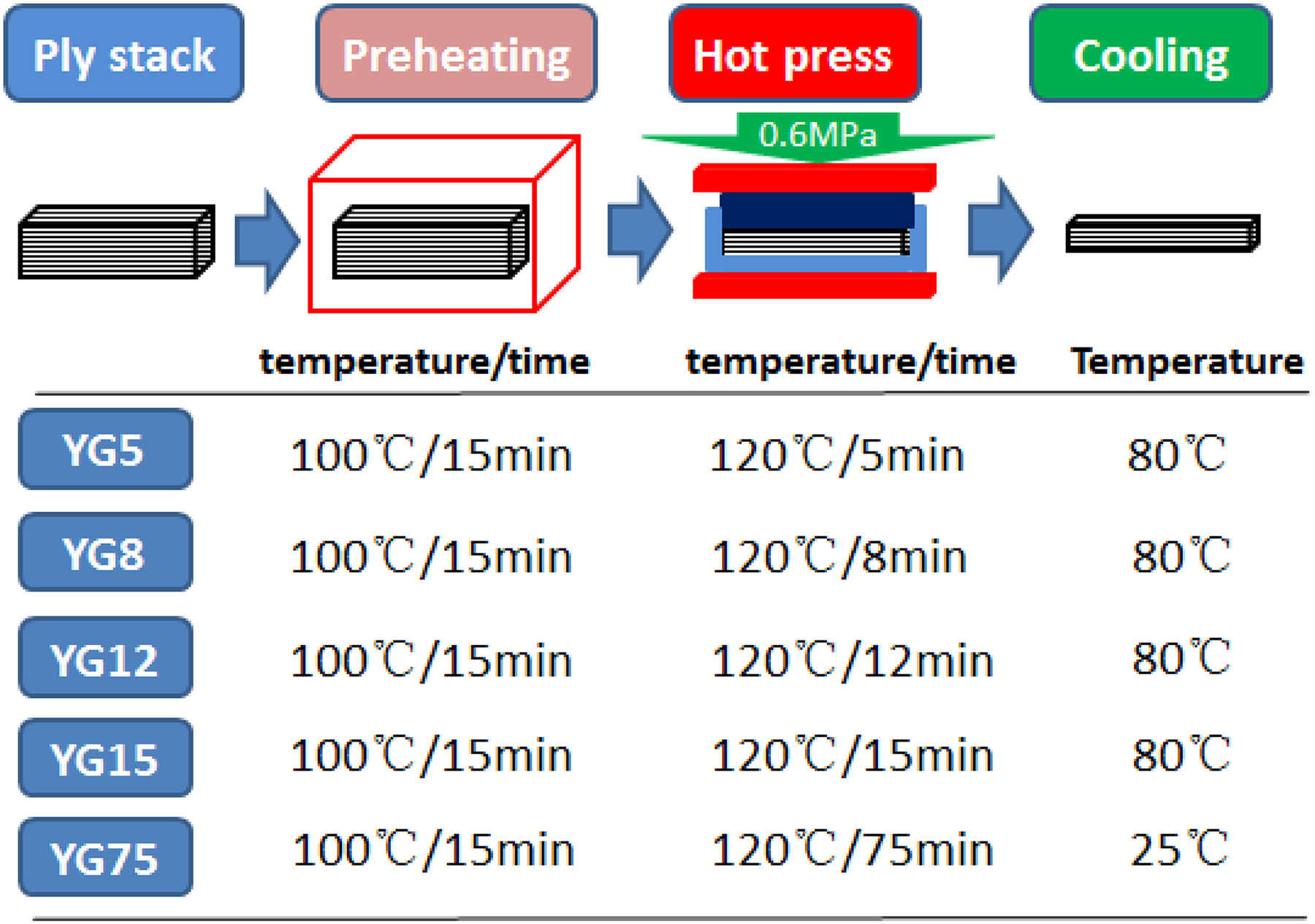
Rapid hot press and processing parameters of unidirectional Glass fiber reinforced plastic (GFRP) composite laminates.
In order to investigate the effects of curing time on residual strains and deformation of composites, five unidirectional laminates with 2-mm thickness and 65% fiber volume fraction were produced using hot press molding process with different curing times. The curing temperature was 120°C, and the curing time of the laminates named YG5, YG8, YG12, and YG15 was 5, 8, 12, and 15 min, respectively. After curing stage, the mold was cooled to 80°C rapidly by forced air within 10 min, and then de-molded. As a comparative specimen, the laminate named YG75 was cured at 120°C for 75 min to ensure complete and uniform cure of the resin. Then, it was cooled to 25°C naturally at room temperature, ensuring negligible residual stresses and deformation.
Additionally, in order to study the effect of de-molding temperature on the deformation of laminates, five laminates with different de-molding temperatures named YG12-90, YG12-80, YG12-70, YG12-60, and YG12-50 were fabricated, whose de-molding temperature was 90°C, 80°C, 70°C, 60°C, and 50°C, respectively. The other processing conditions for the laminates were the same as those of the specimen YG12 mentioned above. The curing time and de-molding temperature of different laminates are shown in Table 1.
The curing time and de-molding temperature of different composite laminates.

Testing method
The deformation of the laminates after de-molding was determined using a laser tracker (API T3, Automated Precision INC), and the measurement method is illustrated in Figure 2. The laminates were fastened on a working plate, and then the switch of the laser tracker was opened on working mode. A target ball was moved on the surface of the laminates according to the preset orbit, as shown in Figure 2(b), and the location of the target ball was recorded by the laser tracker through the laser signal transmitted from the target ball with a precision of 0.0001 mm. More than 160 sets of location data of the sample points captured from the orbit were recorded. Finally, the location data of the target ball were transferred to a computer, in which a theoretical laminate which represents an ideal plane was predesigned. Based on the monitored location data, a fitting surface could be obtained utilizing least squares approach. 23 In Cartesian coordinates, the difference of the space coordinate between the ideal plane and the practical fitting surface was utilized to characterize the deformation of the composite laminates. The deformation can be characterized as positive value and negative value. The positive deformation suggests the laminate deflects to the surface where the target ball is located, and the negative deformation indicates the laminate deflects to the opposite direction.

Testing deformation of cured laminates using laser tracker: (a) sketch map of testing principle of laser tracker and (b) orbit of the target ball.
Residual strains released during post cure process of the composite laminates can be monitored by strain gauges. 24 At the temperatures above the T g of the laminates, a part of the residual stresses in the laminates might be released, which results in the deformation of the laminates. The released residual strains are proportional to the deformation in the laminates; the larger the residual stresses, the higher the deformation. Therefore, the deformation of the laminates monitored during post cure process can be utilized to characterize the level of residual strains in the laminates.
In this article, foil electrical resistance strain gauges (BA120-3AA; Hanzhong Jingce sensor Ltd, China) were utilized to monitor the strains released during annealing process. The cured laminates were put into an oven at 120°C to complete the post cure process. The measuring range and sensitivity ratio of the electrical resistance strain gauges are −15,000 µ to +15,000 µ and 2.03%, respectively. The working temperature of the strain gauges ranges from −30°C to 150°C, ensuring that it worked well during the post cure process. Dimension of the basal film of the strain gauges is 5 × 4 × 0.1 mm3, and the working region of the strain gauges is 3.5 × 2 mm2. The residual strains monitored by the strain gauges were the average residual strains of the working region, which is a present value of the residual strains of the laminates. A single component room temperature curing adhesive (operational temperature from −196°C to +130°C) was used to adhere strain gauges on the surface of the laminates. The laminate with strain gauges and the strain tester are shown in Figure 3(a). As shown in Figure 3(b), two strain gauges were adhered on different locations of the laminates; the average value of the two residual strains monitored by the two strain gauges was utilized to represent the residual strain of the laminates. Both residual strains longitudinal and vertical to the fiber direction were tested. Additionally, in order to monitor the temperature of the laminates during the cure process, five K-type thermocouples were embedded in the laminates, as shown in Figure 4. The temperature of the laminates during the post cure process was also monitored.
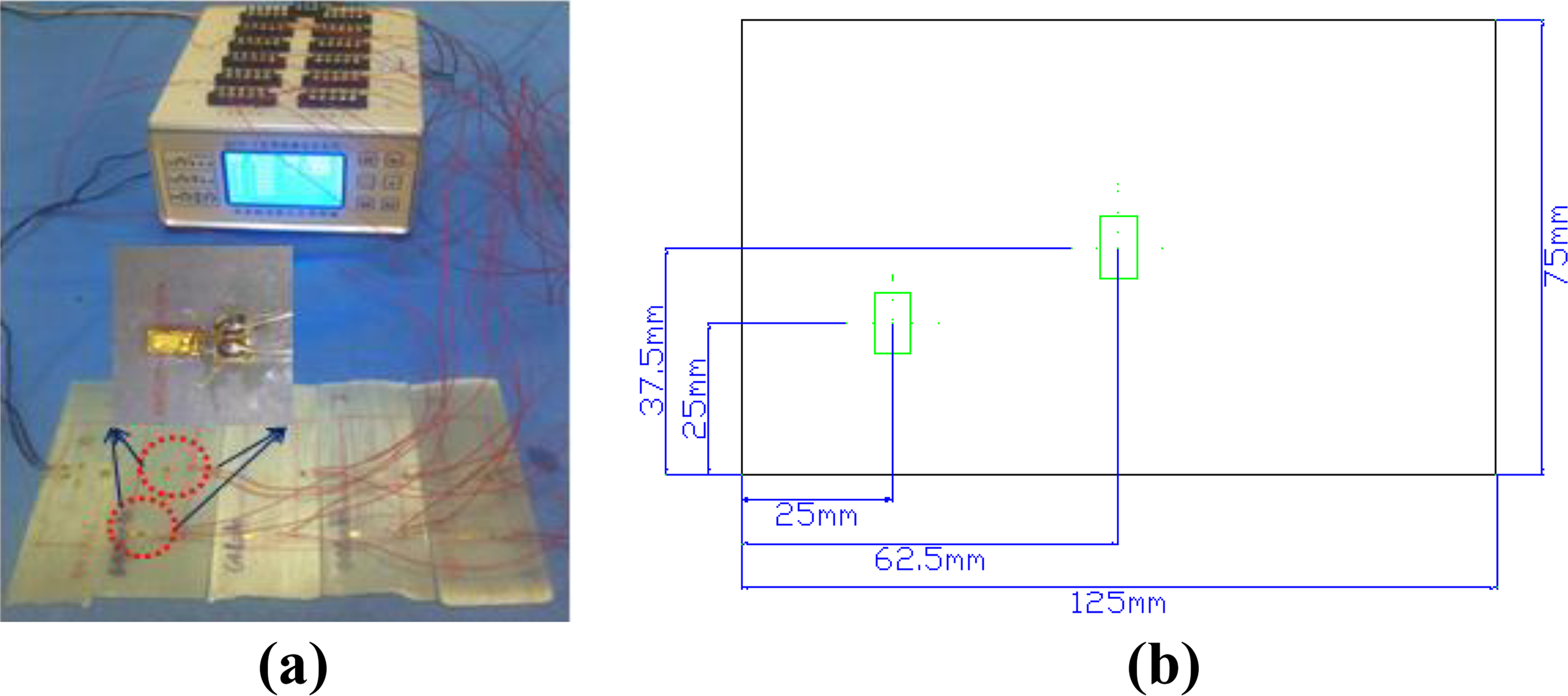
(a) The laminates with strain gauges and the strain tester and (b) location of the strain gauges.

Locations of the thermocouples on the laminates during curing and post cure processes: (a) vertical view and (b) front view.
Differential scanning calorimetry was performed on a thermal analyzer (Mettler Toledo, Zurich, Switzerland) to obtain curing degree and T g of cured laminates. Firstly, the uncured epoxy resin mixed with the curing agent was subjected to a scanning rate of 10°C min−1 from 25°C to 200°C to calculate the total heat of reaction of the resin system (H T). The residual reaction heat (H r) of the resin cut from the cured composite laminates was obtained with a scanning rate of 10°C min−1 from 25°C to 200°C, and then the curing degree of the matrix was calculated as follows:

The T g of the samples was determined according to ISO 11357-2:1999.
Results and discussion
Effect of curing time on curing degree of laminate
The curing degree of the matrix fabricated by different curing processes at 120°C is presented in Figure 5. It can be seen that the curing degree increases as the increase of curing duration. For the laminate YG15 with 15-min curing time, the curing degree is 96.0%, which is close to that of YG75, suggesting rapid curing property of the resin system.

Curing degree of the resin with different curing times.
As shown in Figure 6, the T g of samples YG5, YG8, and YG12 increases as the curing time extends. However, the T g is almost unchanged when the curing time is longer than 12 min at 120°C. Thus, the curing conditions of YG12 are thought to be efficient. Considering the reduction of cooling time, higher T g is beneficial for utilizing higher de-molding temperature, hence shortening the cooling time.
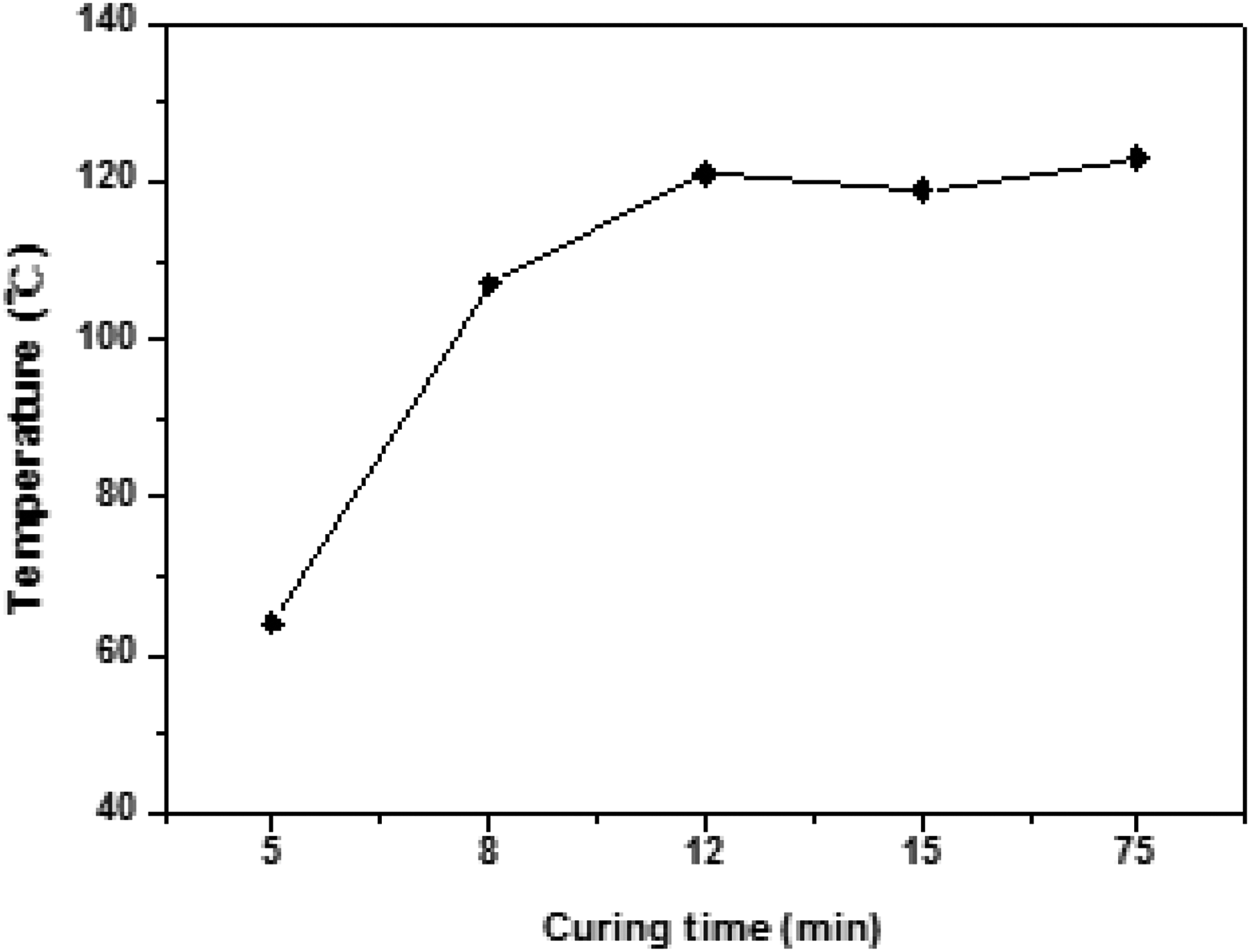
T g of the laminates cured by different curing times. T g: glass transition temperature.
Effect of curing time on the deformation of laminate
Figure 7 shows the deformation along the normal line direction of the surface of laminates cured with different curing times. Figure 8 shows the deformation of laminates after post cure at 120°C for 1 h. As shown in Figure 7(a), the maximum positive deformation and negative deformation of the laminate YG75 are 0.039 and −0.039 mm, respectively. As a comparison sample, the deformation of YG75 is used as baseline for all samples. That is to say, the absolute deformation values lower than 0.039 mm were not shown by arrow labels, and those absolute deformation values higher than 0.039 mm were labeled by red and blue arrows. Red and blue arrows represent positive and negative deformation, respectively. The length of the arrow represents the absolute value of deformation. In order to gain a better understanding, both vertical view and upward view of the deformation obtained by laser tracker are shown in Figures 7 and 8, respectively. The column in the right of the picture explains the percentage and the absolute value of three kinds of deformations. Tables 2 and 3 show the percentage of the three kinds of deformations, that is, [x] represents the percentage of the deformations that the absolute value is between −0.039 mm and 0.039 mm, [x]+ represents the percentage of deformations that the value is higher than 0.039 mm, and [x]− represents the percentage of deformations that the value is lower than −0.039 mm. The values of [x], [x]+, and [x]− represent the percentage of the deformation part of the laminates. Higher [x] and lower [x]+ or [x]− suggest slight deformation of the laminates, while higher [x]+ or [x]− and lower [x] suggest serious deformation of the laminates. The calculation of [x], [x]+, and [x]− can be written as follows:



where n is the number of the points which deformation values locate at −0.390 to 0.390 mm; n− is the number of the points which deformation values are lower than −0.0390 mm; n + is the number of the points which deformation values are higher than 0.0390 mm; and N is the total number of tested points during laser tracker testing.

Deformation of laminates cured by different curing time: (a) YG75, (b) YG5, (c) YG8, (d) YG12, and (e) YG15. Unit: millimeter.

Deformation of laminates cured by different curing time and post cured under 120°C for 1 h: (a) YG5, (b) YG8, (c) YG12, and (d) YG15. Unit: millimeter.
Percent of the deformation located at different range of the laminates.

Percent of the deformation located at different range of the laminates after post cured under 120°C for 1 h.

From the results of Figures 7 and 8, it can be concluded that the deformation of samples YG5 and YG8 is distortion type, and the deformation of samples YG12 and YG15 is similar to the shape of a saddle. The distortion of the samples YG5 and YG8 may be attributed to the lower curing degree of the epoxy resin. The lower the curing degree, the lower the modulus of the laminates; lower modulus of the laminates may be the reason for distorting under the external load during de-molding process. Meanwhile, the release of the residual stresses during the de-molding process may also result in deformation of the laminates. In addition, for the samples YG5 and YG8, the deformation type after post curing is changed, and it was similar to that of YG12 and YG15, showing saddle-like warpage.
As shown in Table 2, the value of [x] seems to increase and the values of [x]+ and [x]− decrease as the curing time extends. It indicates that higher curing degree of the matrix is helpful to reduce the deformation of the laminates during de-molding process. As shown in Table 3, the value of [x] increases obviously compared with those in Table 2, and the values of [x]+ and [x]− decrease simultaneously. It can be concluded that post cure process decreases the deformation of the laminates obviously in present article.
Figure 9 shows the maximum deformation value of the laminates cured by different curing time. The red and blue columns, respectively, represent the maximum positive deformation and negative deformation of the laminates without post cure, while the green and pale green columns, respectively, represent the maximum positive deformation and negative deformation of the laminates with post cure. The length of the column represents the absolute value of the deformation. The result suggests that the deformation of the laminates decreases as the curing time increases. The deformation of composite laminate is the result of release of internal stresses that generated during curing and cooling processes. A kind of mechanism of internal stress release is relaxation of chain segment of the matrix. The samples with long curing time have high curing degree and T g, which hinder the rearrangement of chain segment during de-molding and cooling process, resulting in low deformation of laminates. Additionally, as shown in Figure 9, post cure is useful to alleviate the deformation of the laminate, especially for the laminates with shorter cure duration, which is in accordance with the results from Kim et al. 25
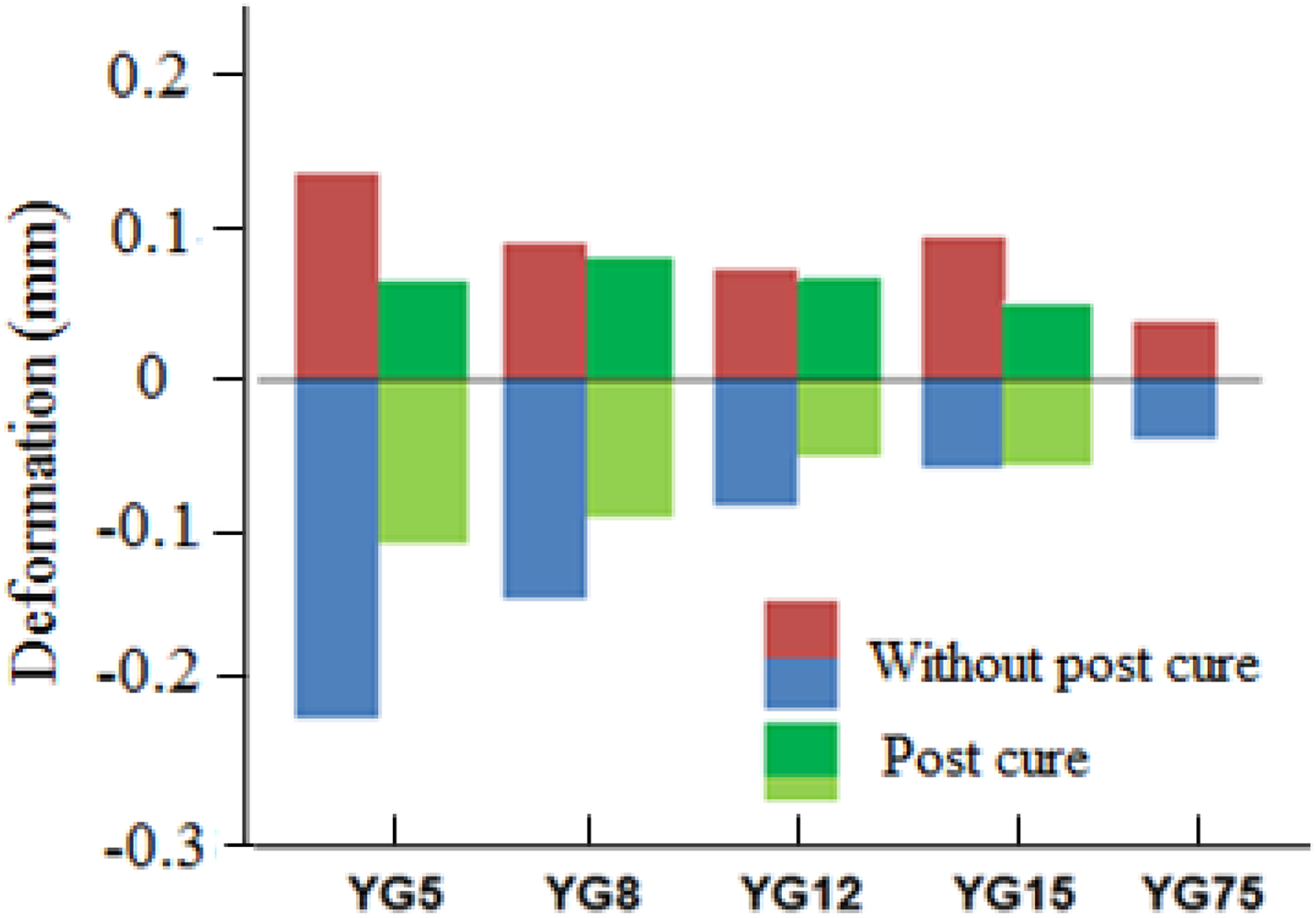
Maximum deformation value of the laminates cured by different curing time.
Effect of curing time on the releasing evolution of residual strain in laminate during post cure processes
Residual stresses are generally set up during curing and cooling processes of the composites. 13,15,19 These residual stresses could be partially released during de-molding process and lead to unintended deformation of the composite laminates. In this section, the residual strains of the laminates released during post cure process at 120°C were monitored utilizing strain gauges. As shown in Figure 6, the post cure temperature is higher than or equal to the T g of different laminates. Figure 10 shows the temperatures of the laminates at different locations during post cure process. As shown in Figure 10, the temperature profiles at different locations are almost identical, indicating that the temperature gradient of the laminates during post cure process can be neglected.

Temperature profiles of the laminates during post curing process.
As shown in Figure 11(a), along fiber direction, compression residual strains were released firstly for the laminates YG5 and YG8, and then transform to tensile strains. For the laminates YG12 and YG15, tensile residual strains were monitored, and the strains increased gradually with annealing time until stable values. The monitored residual strains should be attributed to the release of residual stresses and the chemical shrinkage of resin during post cure process. As shown in Figure 6, the curing degree of the resin of laminates YG5 and YG8 is lower than 90%, thus higher chemical shrinkage of the resin during post cure process should be the reason for compression residual strains monitored at the initial stage of the post cure process. For laminates of YG12 and YG15, the curing degree of the resin is more than 90%, the chemical shrinkage of the resin was negligible, and the compression residual strains could be neglected. Moreover, the stable strain values of YG5 and YG8 along fiber direction are 760 and 510 μ∊, respectively. They are obviously higher than those of YG12 and YG15, which are 127 and 120μ∊, respectively. It is believed that high stable residual strains come from the release of large residual stresses, so the laminates with lower curing degree incline to generate higher residual stresses during curing and cooling processes.
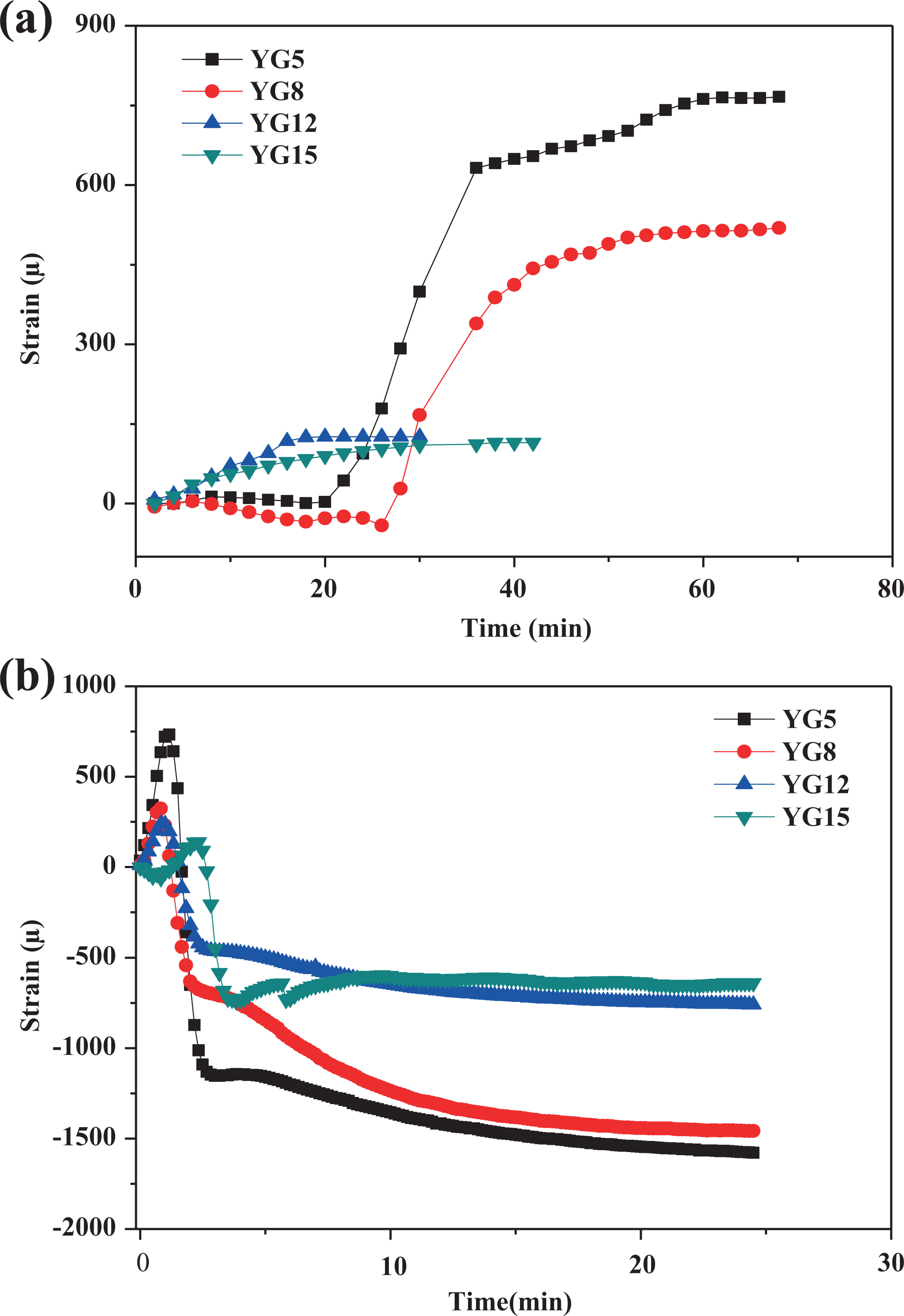
Residual strains of the laminates during post curing process: (a) longitudinal direction and (b) vertical to fiber direction.
In vertical to fiber direction, as shown in Figure 11(b), the profiles of the residual strains are significantly different from those along fiber direction. In general, the residual strains are tensile firstly and transform to compressive strains sharply. In the transverse direction, the composites have lower modulus and higher thermal expansion coefficient compared to those of along fiber direction, 14 and the expansion of laminates especially for laminate YG5 should be generated during temperature elevating stage, resulting in the tensile residual strains. The matrix with lower curing degree possesses higher expansion coefficient, thus the tensile residual strains of YG5 at the beginning of annealing process are highest. On the other hand, the compressive residual strains following the tensile strains should be attributed to post cure shrinkage and the release of residual stresses of the laminates, so the compressive strains of YG12 and YG15 with higher curing degree are lower than those of YG5 and YG8.
Effect of de-molding temperature on the deformation of laminate
De-molding temperature is another parameter that directly affects the deformation of laminate. Figure 12 shows the deformation of YG12 laminates with different de-molding temperatures. Figure 13 shows the deformation of YG12 laminates after post cure process at 120°C for 1 h. Similar to those shown in Figures 7 and 8, the deformation of YG75 is used as baseline in Figures 12 and 13. It can be seen that the deformation type of laminate YG12-90 is distortion. The deformation type of samples YG12-80, YG12-70, and YG12-60 seems to be not regular, and most of the deformation is generated near to the edge of the laminates. After post cure at 120°C for 1 h, the deformation type of YG12-90 was changed from distortion to not regular, which is similar to those of YG12-80, YG12-70, and YG12-60. The sample YG12-90 has higher de-molding temperature (90°C), which is 30°C less than its T g. It seems that composite laminates such as YG12-90 with good molecular chain segment mobility and low tensile modulus incline to engender distortion under the external load during de-molding process.

Deformation of laminates with different de-molding temperature:(a)YG12-90,(b)YG12-80,(c)YG12-70, and(d)YG12-60.

Deformation of the laminates with different de-molding temperature after post cured under 120°C for 1 h: (a) YG12-90, (b) YG12-80, (c) YG12-70, and (d) YG12-60.
Figure 14 shows the maximum deformation values of the samples with and without post cure process. As shown in Figure 14, the maximum deformation of YG12-90 is much higher than those of YG12-80, YG12-70, and YG12-60. The maximum deformation values of YG12-80, YG12-70, and YG12-60 are close to each other, suggesting that 80°C should be a suitable de-molding temperature with both short cooling time and low deformation. In addition, the post cure process is helpful to diminish the deformation of laminates, especially for YG12-90.

Maximum deformation of the laminates with different de-molding temperature.
Tables 4 and 5 show the effect of de-molding temperature and post cure process on the percentage of the three kinds of deformations of the laminates. It is clear that the percentage of [x] increases as the de-molding temperature decreases. Meanwhile, the percentage of [x]+ and [x]− decreases as the de-molding temperature decreases. Similar to the results in Figure 8, post cure process also increases the percentage of [x] and decreases the percentage of [x]+ and [x]−. The results suggest that low de-molding temperature and post cure process are useful to eliminate deformation of the rapid cured composite laminates.
Percent of the deformation at different range of the laminates de-molded at different temperature.

Percent of the deformation at different range of the laminates de-molded at different temperature after post cured at 120°C for 1 h.

Conclusion
In the present article, the efficient curing and cooling conditions for the rapid hot press process developed in the present paper were proposed. In order to both enhance the efficiency of hot press process and maintain lower deformation of the composite laminates, the curing time and de-molding temperature are two key processing factors. Higher T g and lower de-molding temperature are useful to eliminate the out of plane deformation of the laminates after de-molding process. For the studied composites, a curing duration longer than 12 min at 120°C and de-molding temperature no more than 40°C lower than the T g of the cured matrix are appropriate in order to obtain short processing time and slight deformation of the laminates.
For the unidirectional composite laminates fabricated in the present article, the types of residual strains monitored during post cure process are related to the direction. Along fiber direction, compression strains form firstly for the laminates YG5 and YG8, and then transform to tensile strains. In vertical to fiber direction, the strains are tensile strains firstly, and then transform to compressive strains sharply.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by funding from National Natural Science Foundation of China (Grant No. 51563013) and the National 863 Program of China (Grant No. 2014AA032801).